


























































































 Промышленность
Промышленность Реклама
РекламаПохожие презентации:










Обзор модельного ряда станков INDEX и TRAUB
1. Folie 1
Вас приветствуетдве сильные марки
одно предпрятие
Сделано в Германии
Moskau-Nov.2012 / V. Blehm / RU
-1-
2. Folie 2
Основные темы презентации:Шаг за шагом к превосходным результатам
при внедрении станков INDEX и TRAUB
Информация о INDEX и TRAUB
Обзор модельного ряда станков INDEX и TRAUB
Технические характеристики станков TRAUB TNL18P/TNL32P и INDEX Серия MS
Примеры обработки и технологические решения на станках INDEX и TRAUB
Виктор Блем
Отдел экспорта
Moskau-Nov.2012 / V. Blehm / RU
Fa. INDEX / TRAUB
-2-
3. Местонахождение
Moskau-Nov.2012 / V. Blehm / RU-3-
4. Местонахождение
StuttgartEsslingen, 1050 Сотрудников
Руководство фирмы, Отд. Сбыта
Финансовый, Конструкторский
отделы INDEX & TRAUB
Мех. обработка: тела вращения
Сборка станков модельных рядов:
С100, C200, G160
Deizisau, 300 Сотрудников
Мех. обработка: корпусных детали
Сборка шпинделей для всех типов
станков INDEX & TRAUB
Сборка модельного ряда MS
Reichenbach, 450 Сотрудников
Отдел сбыта TRAUB
Отдел сервиса INDEX & TRAUB
Сборка станков INDEX & TRAUB
G250, G300, G400, V100/V160
Весь модельный ряд ф. TRAUB
Moskau-Nov.2012 / V. Blehm / RU
-4-
5. История предприятия
INDEX-Gruppe1914 Г-н Хан основывает Фирму INDEX и производство одношпиндельных
кулачковых автоматов (г. Эсслинген)
1937 Г-н Traub основывает Фирму TRAUB и производство
одношпиндельных кулачковых автоматов (г. Райхенбах)
1960 INDEX TRAUB произведено сумарно более 100.000 кулачковых автоматов
1970 INDEX выпускает первый станок с ЧПУ
1975 Первый INDEX многошпиндельный автомат с системой ЧПУ
1997 Фирма INDEX-Werke GmbH & Co. KG г. Эсслинген
объединеняется с Фирмой TRAUB AG
Средний годовой оборот ок. 400 Mio EURO в том числе ЭКСПОРТ ок. 40%
2012 Количество работающих 2300 человек (включая интернациональные
филиалы), в том числе:
210 чел. конструкторое бюро / новые разработки - Эсслинген, Германия
130 чел. обучающихся молодых специалистов
- Эсслинген, Германия
Moskau-Nov.2012 / V. Blehm / RU
-5-
6. INDEX TRAUB представлены по всему миру
Филиалы (15)Moskau-Nov.2012 / V. Blehm / RU
Представительства (80)
-6-
7. Направления производства по отраслям
Автомобилестроениe40%
Машиностроение
Самолётостроениe
20%
Криогенная,
арматурная техника
Электротехника
Приборостроение
Moskau-Nov.2012 / V. Blehm / RU
15%
Медицина
5%
Оптика
5%
Прецизионная механика
5%
-7-
8. Модельный ряд
TNA300 TNA400TNL12/K TNL18P TNL32P
TNX65
TNA500 TNA600
ABC C100 C200
G160 G200 G250
G400
R200 R300
V160C V160G
MS16 MS22 MS40 MS52
- Универсальные токарные станки
- Токарно- револьверные автоматы, автоматы продольного точения
- Токарно- фрезерные центры
- Вертикальные токарные станки
- Многошпиндельные токарные автоматы
Moskau-Nov.2012 / V. Blehm / RU
-8-
9. Folie 9
Спектр обрабатываемых деталейРазмеры деталей
До Ø 500 мм х L2000mm
(штучная заготовка)
От Ø
2 мм (пруток)
Высокая эффективность использования станков INDEX TRAUB
Moskau-Nov.2012 / V. Blehm / RU
-9-
10. Folie 10
Спектр обрабатываемых деталейГеометрия детали
сложная
простая
Высокая эффективность использования станков INDEX TRAUB
Moskau-Nov.2012 / V. Blehm / RU
-10-
11. Folie 11
Спектр обрабатываемых деталейПоля допусков
жесткие допуски
20 мкм
15 мкм
Ra 0,63
11 мкм
18 мкм
свободные допуски
Высокая эффективность использования станков INDEX TRAUB
Moskau-Nov.2012 / V. Blehm / RU
ENDE
-11-
12. Модели станков TRAUB
TNL18P / TNL32PMoskau-Nov.2012 / V. Blehm / RU
-12-
13. Модели станков INDEX
ABCC100 C200
MS20 MS32 MS40 MS52
Moskau-Nov.2012 / V. Blehm / RU
-13-
14. Наши возможности и основы компетенции
• Конструкторская разработка• Высокий уровень производства
• Сборка
• Качество
• Сервис
• Поставка запасных частей
• Обучение клиентов как в центрах обучения INDEX TRAUB, так и на
территории Заказчика
Ссылка модели INDEX
Moskau-Nov.2012 / V. Blehm / RU
-14-
15. Наши основные цели
AbschlussfolieБлагодарю Вас за Ваш интepec
к нашей Фирмe,
cтaнкaм INDEX и TRAUB
Спасибо за Ваше Внимание!
Danke für Ihr Interesse an
INDEX und TRAUB-Maschinen
Презетацию подготовил
Виктор Блем
Контакт +49 7153 502 9403
viktor.blehm@traub.de
Moskau-Nov.2012 / V. Blehm / RU
-16-
16. Abschlussfolie
Сборочная линия станков модельногоряда TNL18P TNL32P
Райхенбах / Германия
Moskau-Nov.2012 / V. Blehm / RU
-17-
17. Folie 17
Модели станков TRAUBTNL18P
Moskau-Nov.2012 / V. Blehm / RU
TNL32P
-18-
18. Модели станков TRAUB
TNL18PНовая модель станка TRAUB TNL18Р
Автомат продольного точения и токарно- револьверный автомат
два различных принципа токарной обработки – один станок
Высокопроизводительный станок с
подвижной передней бабкой
Зона обработки
Диаметр пропускного отверстия шпинделя
Скорость вращения шпинделя
Мощность(100% ED)
Ход главного шпинделя (продольн./универс.)
Moskau-Nov.2012 / V. Blehm / RU
мм
об/мин
кВт.
мм
20
10.000
3,7
205/80
-19-
19. Новая модель станка TRAUB TNL18Р
TNL18PКонцепция станка
Базовая комплектация
Автомат продольного точения и токарно- револьверный автомат
Два различных принципа токарной обработки – один станок
Инструментальный
Револьвер.1
Инструментальный
Револьвер.1
Z = 205 мм
Z = 80 мм
Корпус
цангового
патрона
Главный
шпиндель
Устройство
направляющей
втулки
Главный
шпиндель
Продольное точение
Универсальное точение
L> 3D
L< 3D
Два различных способа точения
видео
видео
Переналадка с продольного точения на универсальное менее чем за 20 мин !
Moskau-Nov.2012 / V. Blehm / RU
-20-
20. Folie 20
TNL18PКонструкция
Концепция станка
Базовая комплектация
Автомат продольного точения и токарно- револьверный автомат
два различных принципа токарной обработки – один станок
TNL18P
5 Линейных осей
Корпус для направляющей
втулки
TNL- Вариант
Автомат продольного точения
Верхний револьвер- 1
Ось: X (1) ход 120 мм
(Y / Интерполяция)
Ось: H
программируемая
Ось: Z ГШП (2) ход 205 / 80
Нижний револьвер -2
Оси: X / Y / Z (3,4,5)
Корпус для
цангового патрона
TNL(К)-Вариант
Токарно- револьверный
автомат
Ось: H
программируемая
Ось: X ход 120 мм
Ось:Y ход -25 / +40 мм
Ось:Z ход 250 мм
Обширная базовая комплектация !
Moskau-Nov.2012 / V. Blehm / RU
-21-
21. Folie 21
TNL18PИнструментальная система
TRAUB с компактным хвостовиком
Конструкция
Базовая комплектация
Количество инструментов
Верхний револьвер: 8 позиций Ø 45mm
макс. 24 инструментов (8 х3) ,
все позиции с приводом инструмента!
Нижний револьвер: 7 позиций Ø 45mm
макс. 21 инструмент (7 х3)
(все позиции с приводном инструмента)
Устройство обработки заднего торца
7 инструментов (в т.ч. 3 приводных)
Итого: макс. 52 инструмента
Ось: H
программируемая
1250 мм
Большое количество инструментов для сокращения
времени переналадки
Moskau-Nov.2012 / V. Blehm / RU
-22-
22. Folie 22
TNL18PКонфигурация станка
Концепция станка
Конструкция и компановка станка
два вида обработки – один станок
Револьвер 1
8 позиций
Корпус для
направляющей
втулки ГШП
или
для цанг. патрона
Револьвер 2
7 позиций
+
Контршпиндель
Канал для
вывода
готовых деталей
Задний линейный
суппорт
7 позиций
(3 приводных)
Moskau-Nov.2012 / V. Blehm / RU
-23-
23. Конфигурация станка
TNL32PКонцепция станка
Высокопроизводительный станок с
подвижной передней бабкой, с
направляющей втулкой и без нее
Рабочая зона
Диаметр прутка
Скорость шпинделя
Макс. мощность
Ход передней бабки
Moskau-Nov.2012 / V. Blehm / RU
мм
об/мин
кВт
мм
32
8.000
10.7
305 / 127
Высокопроизводительный станок с
подвижной передней бабкой (ГШП) с
направляющей втулкой
и
с цанговым патроном
-24-
TT
24. Folie 24
TNL32PКонцепция станка
Базовая комплектация
Автомат продольного точения и токарно- револьверный автомат
Два различных принципа токарной обработки – один станок
Инструментальный
Револьвер.1
Инструментальный
Револьвер.1
Z = 305 мм
Z = 127 мм
Корпус
цангового
патрона
Главный
шпиндель
Устройство
направляющей
втулки
Универсальное точение
Главный
шпиндель
Продольное точение
Два различных способа точения
видео
видео
Переналадка с продольного точения на универсальное менее чем за 20 мин !
Moskau-Nov.2012 / V. Blehm / RU
-25-
25. Folie 25
Инструментальная системаTRAUB с компактным хвостовиком
TNL32P
Конструкция
Базовая комплектация
Количество инструментов
Верхний револьвер: 10 позиций Ø 45mm
макс. 30 инструментов
Нижний револьвер: 9 позиций Ø 45mm
макс. 27 инструмент
Устройство обработки заднего торца
7 инструментов
Ось: H
программируемая
Итого: макс. 64 инструмента!
1444 мм
Большое количество инструментов для сокращения
времени переналадки
Moskau-Nov.2012 / V. Blehm / RU
-26-
26. Folie 26
TNL32PКонцепция станка
Конфигурация станка
Базовая комплектация
Автомат продольного точения и токарно- револьверный автомат
два различных принципа токарной обработки – один станок
TNL32P
5 Линейных осей
Верхний револьвер- 1
Ось: X (1) ход 140 мм
Корпус для направляющей
втулки
TNL- Вариант
Автомат продольного точения
(Y / Интерполяция)
Ось: H
программируемая
Ось: H
программируемая
Корпус для
цангового патрона
TNL(К)-Вариант
Прутковый автомат
Ось: Z ГШП (2) ход 305 / 127
Нижний револьвер -2
Оси: X / Y / Z (3,4,5)
Ось: X ход 140 мм
Ось:Y ход -25 / +40 мм
Ось:Z ход 320 мм
Обширная базовая комплектация !
Moskau-Nov.2012 / V. Blehm / RU
-27-
27. Конфигурация станка
Модели станков TRAUBTNL18P
Moskau-Nov.2012 / V. Blehm / RU
TNL32P
-28-
28. Модели станков TRAUB
TNL18PTNL32P
Конструкция
Станина в горизонтальном положении на
сборочном стапеле
Базовая комплектация
Конструкция и компановка станка
Центральный привод
Для контршпинделя
Адаптер
для направляющей втулки
и
корпуса цангового патрона
Каретка оси X
Каретка оси Y
Шариковый винт
большого диаметра
Каретка оси Z
Moskau-Nov.2012 / V. Blehm / RU
-29-
29. Folie 29
TNL18PTNL32P
Конфигурация станка
Концепция станка
Станина и подставка под станину
Обработка станины производится
на зв один установ по трём
плоскостям XYZ
Материал станины GG25 серый
чугун
Подставка под станину по
технологии «Duropoltechnik
Moskau-Nov.2012 / V. Blehm / RU
-30-
30. Конфигурация станка
Инструментальная системаTRAUB с компактным хвостовиком
TNL18P
TNL32P
Концепция станка
Малая общая высота
= жёсткость
Герметичность
30 бар
Посадочный Ø
Moskau-Nov.2012 / V. Blehm / RU
45mm
Опорный подшипник
(7005)
cопоставим с VDI50
= долговечность
-31-
31. Folie 31
TNL18PTNL32P
Производительность
Одновременная обработка в главном шпинделе
Гибкость
Два револьвера на ГШП
Синхронная независимая обработка
2-мя инструментами
Moskau-Nov.2012 / V. Blehm / RU
Базовая комплектация
Два револьвера на ГШП
КШП на устройстве обработки заднего торца
Синхронная обработка 3-мя инструментами
-32-
TT
32.
TNL18PTNL32P
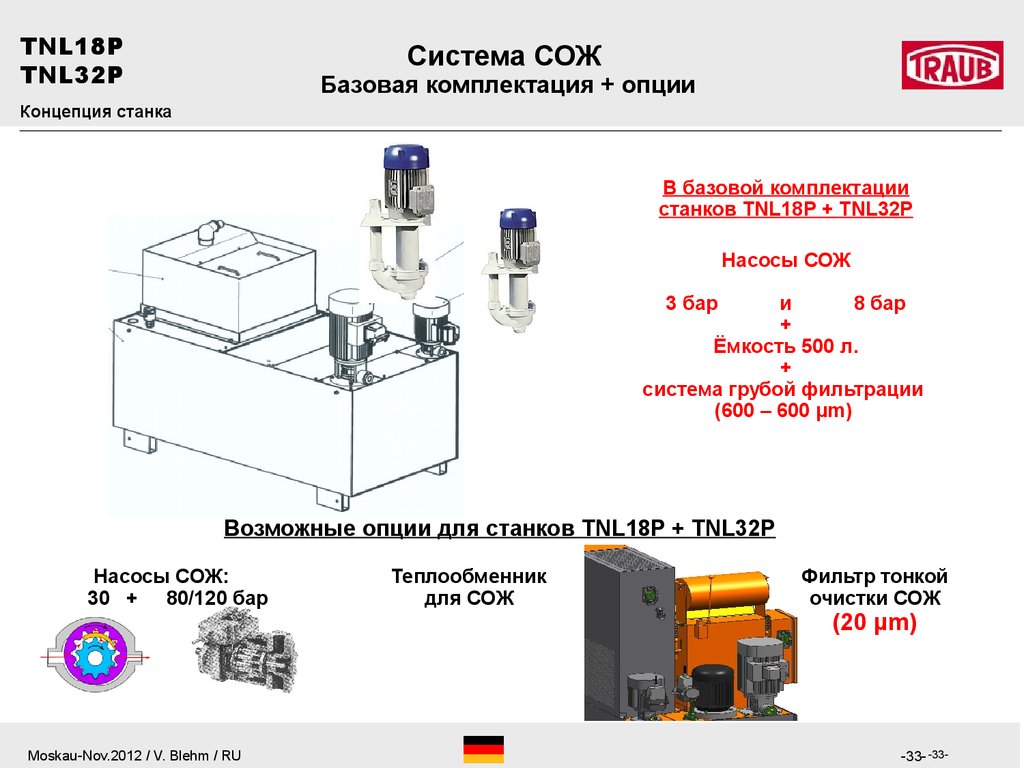
Система СОЖ
Базовая комплектация + опции
Концепция станка
В базовой комплектации
станков TNL18P + TNL32P
Насосы СОЖ
3 бар
и
8 бар
+
Ёмкость 500 л.
+
система грубой фильтрации
(600 – 600 µm)
Возможные опции для станков TNL18P + TNL32P
Насосы СОЖ:
30 + 80/120 бар
Moskau-Nov.2012 / V. Blehm / RU
Теплообменник
для СОЖ
Фильтр тонкой
очистки СОЖ
(20 µm)
-33- -33-
33. Folie 33
TNL18PTNL32P
Система СОЖ
включая опции
Концепция станка
Moskau-Nov.2012 / V. Blehm / RU
-34- -34-
34. Folie 34
TNL18PTNL32P
Транспортер стружки
Концепция станка
Трансрортёр стружки
для сбора и автоматического вывода
стружки и СОЖ
В зависимости от вида обрабатываемого материала
возможно одно из двух выполнений:
-Шарнирный транспортер
(для сливной стружки: нерж. жаростройкие стали )
или
-Скребковый транспортер (для сыпучей стружки)
(для сыпучей стружки: бронза, латунь )
TNL32P- Базовая комплектация
TNL18P- Опция
Moskau-Nov.2012 / V. Blehm / RU
-35- -35-
35. Folie 35
TNL18PTNL32P
Трудозатраты на наладку
Время использования
Базовая комплектация
Хороший доступ к
инструментам револьверов
Широкое открывание двери
рабочей зоны
Хороший доступ к
инструментам устройства
обработки заднего торца
Moskau-Nov.2012 / V. Blehm / RU
-36-
TT
36. Folie 36
TNL18PTNL32P
Задняя сторона станка
Конструкция
Базовая комплектация
Отличный доступ для сервисного обслуживания
Moskau-Nov.2012 / V. Blehm / RU
-37-
TT
37. Folie 37
TNL18PTNL32P
Магазин загрузки прутка
FMB, IEMCA и LNS
Концепция станка
TNL18P
FMB minimag 20 Ø прутка 2-20
(альтернативно: micromag 0.8 – 18 Ø прутка 0,8-18 )
TNL32P
FMB turbo 3-26
IEMCA Smart 320
LNS Express 220
В магазине необходимо устройство сопровождения прутка (подвижный
ГШП)
Стыковочные детали для магазина включены в базу станка
(дополнительно необходимы переходные трубы соотв. каналу магазина)
Спецификация на магазин формируется при заказе
Moskau-Nov.2012 / V. Blehm / RU
-38-
TT
38. Folie 38
TNL18PTNL32P
Система управления
TRAUB TX8i-P
Конструкция
Базовая комплектация
Программирование и симуляция на внешнем ПК
WinCNC-Client в базовой комплектации TNL18P
Передача
программ и
данных
(возможно
соединение по
локальной сети)
Video симуляция
Moskau-Nov.2012 / V. Blehm / RU
-39-
39. Folie 39
TNL18PОсь Y на верхнем суппорте
Гибкость
Базовая комплектация
Перемещение по Y с помощью интерполяции осей X-C-H:
Для фрезерования
поверхностей
Для внецентренного
сверления
Video
Moskau-Nov.2012 / V. Blehm / RU
-40-
TT
40. Folie 40
Примеры обработки деталей с применениемитерполяции осей Х / С / Н
TNL18P / TNL32P
Измерение на детали:
Плоскостность 8 мкм
Ø прутка:
18 мм
Материал:
Ms58
Ø концевой фрезы: 6 мм
4 следа от фрезы
Moskau-Nov.2012 / V. Blehm / RU
-41-
41. Folie 41
Примеры обработкиДеталь: «Установочный шпиндель»
TNL18Р
Вариант: продольное точение
Материал: 08X18H10 (DIN 1.4305)
Пруток: Ø20/h9
Деталь:
Ø16 / Ø7 L100 mm
Время обработки: 110 секунд
Особенности:
1.
Большой съём металла Ø20 Ø7
глубина резания 7 мм!
1.
Накатка наружн. резьбы М8
2.
Фрезерование 2-х плоскостей
интерполяцией осей X / C / H
Интерполяция
осей X / C / H
Обработка детали
Video
Moskau-Nov.2012 / V. Blehm / RU
-42-
42. Folie 42
Примеры обработкиДеталь:
„Корпус“
Ø18,5 L42 mm
Автомобилестроение
TNL18Р
Вариант прутковый автомат
Материал:
Ø20h11 – Автоматная сталь
Время обработки:
78секунд
Особенности:
1.
Поперечное сверление Ø14,6
2.
Фрезерование наружного
контура
3.
Профильная цанга в
контршпинделе
Moskau-Nov.2012 / V. Blehm / RU
-43-
43. Folie 43
TNL18PДеталь:
„Звено“
Примеры обработки
Ø20,0 мм L37 мм
TNL18Р
Вариант прутковый автомат
Ø13
Материал: пруток Ø20 08X18H10
Время обработки:
120 секунд
Особенности технологии:
1.
Поперечное сверление Ø13,0
за один проход!
2.
Фрезерование наружного контура с Ø20
до 12 мм
Глубина фрезеровки 4 мм!
3.
Нарезание резьбы М3
4.
Снятие заусенец по контуру
Moskau-Nov.2012 / V. Blehm / RU
-44-
44. Folie 44
Примеры обработкиДеталь «Вал- Шнек» Автомобилестроение
TNL18Р
Вариант: продольное точение
Материал: 40Х (DIN 1.7225)
Пруток: Ø12/h9
Деталь: Ø5,1 L84мм
Время обработки: 125 секунд
Особенности:
1.
Вихревое фрезерование червячного
профиля на всю глубину профиля
Ø12 / Ø5,16 глубина съёма 3,42 мм
2.
Точность профиля шнека 0,014 мм
Moskau-Nov.2012 / V. Blehm / RU
Обработка детали
-45-
45. Folie 45
Примеры обработкиДеталь: «Абутмент» Стоматология
TNL18Р
Вариант: продольное точение
Материал: 12X18H10 Т (DIN 1.4305)
Пруток: Ø8/h9
Деталь: Ø6 L32 мм
Время обработки: 224 секунд
Особенности:
1.
Сложный профиль фрезерования
2.
Спец. цанга для перехвата в КШП
3.
Фрезерование 6-ти гранника
4.
Снятие заусенец по контуру
5.
34% увеличение произодительности по сравненю к
предыдущей модели станка ф. TRAUB
при 20% сокращении суммы инвестиции
Moskau-Nov.2012 / V. Blehm / RU
Video Обработка детали
-46-
46. Folie 46
TNL18PTNL32P
Высокая степень
использования станка
Модели станокв TRAUB TNL18P /TNL32P
Автомат продольного точения и токарно- револьверный автомат
Два различных принципа токарной обработки – один станок
Большое количество функций в базовой комплектации станка:
Продольное точение (пруток h9) / универсальное точение (пруток h11)
Приводной инструмент на револьверах и устрйстве заднего торца
2 X Ось С для ГШП / КШП
Программируемое позиционирование револьверов возможность интерполяции
Жёсткая термосимметричная конструкция высокая точность
Программирование и симуляция на внешнем ПК - WinCNC-Client
Возможность применения различных способов металлообработки:
Точение / в т.ч. продольное точение
Фрезерование
Глубокое сверление (опция - 120 бар)
Зубофрезерование
Фрезерно- вихревая обработка винтовых профилей
Накатывание резьбы / рифления
Многогранное точение
Большое разнообразие изготавливаемых деталей
как простой так и сложной геометрии
Высокая производительность
(возможность применения одновременной обработки до трёх инструментальных суппортов )
Инвестиции, которые себя окупают!
Moskau-Nov.2012 / V. Blehm / RU
Ссылка модели TRAUB
ENDE
-47-
47. Folie 47
TNL18Высокопроизводительный токарный автомат
с направляющей втулкой и без нее
Модернизированная версия
Рабочая зона
Проход для прутка
Частота вращения шпинделя
Макс. мощность
Ход передней бабки
мм
об/мин
кВт
мм
18 (20) Мотор- шпингдель
12.000
5.5
205 / 80
TNL18 - 7 Линейных осей
Moskau-Nov.2012 / V. Blehm / RU
-48-
TT
48. Folie 48
TNL18Конфигурация станка
Модернизированная версия станка
Автомат продольного точения и токарно- револьверный автомат
два различных принципа токарной обработки – один станок
TNL18 = 7 Линейных осей
Корпус для направляющей
втулки
TNL- Вариант
Автомат продольного точения
Рев. №1
Ось: X / Y / Z
Ось: H
TNL18P Ось: X ход 120 мм
+
Ось:Y ход -25 / +40 мм
Ось:Z ход 250 мм
программируемая
+
+
Моторшпиндель
Ось: H
программируемая
Стойка TX8i-s
=
Корпус для
цангового патрона
TNL(К)-Вариант
Прутковый автомат
TNL18
Обширная базовая комплектация !
Moskau-Nov.2012 / V. Blehm / RU
-49-
TT
49. Конфигурация станка
TNL18Обработка с поддержкой задним центром в
главном шпинделе
Модернизированная версия станка
Moskau-Nov.2012 / V. Blehm / RU
-50-
TT
50. Folie 50
TNL18-7BАвтомат продольного точения и токарноревольверный автомат
Верхний револьвер с осью В
Модернизированная версия станка
Ось B
100° (-5° / 95°)
Moskau-Nov.2012 / V. Blehm / RU
-51-
TT
51. Folie 51
TNL18-7BМодернизированная версия станка
TNL18 – 7B
Опция верхний револьвер
с осью B
Возможно только на варианте
TNL18-7
Ось - B для позционироавния
инструмента под углом 100° (-5° / 95°)
Ось B- может применена как на
главный, так и на контршпиндель
TNL18 - 7 Линейных осей
Moskau-Nov.2012 / V. Blehm / RU
-52-
TT
52. Folie 52
TNL18-7BОбработка наклонных поверхностей
на главном и контршпинделе Ось В
Модернизированная версия станка
Револьвер с осью B
позиция револьвера
45° к ГШП
Video
Moskau-Nov.2012 / V. Blehm / RU
Обработка детали
-53-
53. Обработка наклонных поверхностей на главном и контршпинделе Ось В
TNL18-7BОбработка наклонных поверхностей
на главном и контршпинделе Ось В
Модернизированная версия станка
Револьвер с осью B
позиция револьвера
90° к ГШП
Moskau-Nov.2012 / V. Blehm / RU
-54-
TT
54. Обработка наклонных поверхностей на главном и контршпинделе Ось В
TNL18TNL18-7B
TNL18-9
Система управления
Модернизированная версия
TNL18 TRAUB TX8i-s
программирование + симуляция
на стойке
Moskau-Nov.2012 / V. Blehm / RU
-55-
TT
55. Folie 55
TNL18 Высокопроизводительный токарный автомат с направляющейвтулкой и без нее с 7- ю линейными осями
Модернизированная версия
•Дополнителные конструктивные особенности станка
• Дополнительные линейные оси Y и Z на верхнем револьвере
• Дополнительная поворотная ось В на верхнем револьвере (опция)
• Главный шпиндель – мотор-шпиндель (вместо ременного привода как на TNL18P)
• Система управления TRAUB TX8i-s (диалоговое прогрмирование и симуляция на стойке станка)
•Транспортер стружки (вместо поддона для стружки как на TNL18P)
•Дополнителные возможности обработки
• Глубокое сверление одновременно с обработкой заднего торца без
•втягивания детали в направляющую втулку
• Обработка наклонных поверхностей
• Функция задней бабки на суппорте
• Вихревая нарезка резьбы одновременно с обработкой заднего торца,
•например костные винты, зубные имплантаты и т.д.
Высочайшая функциональность и производительность с
оптимальным соотношением цена / производительность
Moskau-Nov.2012 / V. Blehm / RU
-56-
TT
56. Folie 56
MultiLineСборочная линия станков модельного ряда INDEX Multi Line
Дайцисау, Германия
Moskau-Nov.2012 / V. Blehm / RU
-57-
57. Сборочная линия станков модельного ряда INDEX Multi Line
MultiLineMultiLine Многошпиндельные токарные автоматы с ЧПУ
5
4
6
3
1
Moskau-Nov.2012 / V. Blehm / RU
2
-58-
58. MultiLine Многошпиндельные токарные автоматы с ЧПУ
MultiLineМногошпиндельные токарные автоматы с ЧПУ
6 –независимых, программируемых Моторовшпинделей. 6 Х Ось С для позиционирования!
Moskau-Nov.2012 / V. Blehm / RU
-59-
59. Многошпиндельные токарные автоматы с ЧПУ
MultiLineМногошпиндельные токарные автоматы с ЧПУ
Тех. данные
MS16C
MS22C
MS40
MS52C
Пропускное
отверстие
шпинделя, мм
16
22
40
52
Количество
шпинделей
(контршпиндель)
6 +(1)
6 +(1)
6 +(1)
6 +(1)
Количество
инстр.суппортов
11
11
12
12
Макс.мощность
(при 100%),
кВт
6 х 15,0
6 х 8,7
Частота вращения
шпиделей
об/мин
10.000 10.000 7.000 5.000
Moskau-Nov.2012 / V. Blehm / RU
6 x 21,0 6 х 19,0
-60-
60. Folie 60
MultiLineСравнение одношпиндельного и многошпиндельного станков
одношпиндельный станкок
С ЧПУ
многошпиндельный станок
С ЧПУ
Многошпиндельные станки серии MS с ЧПУ так же просты и удобны в
эксплуатации как и одношпиндельный токарный станок
Moskau-Nov.2012 / V. Blehm / RU
-61-
61. Сравнение одношпиндельного и многошпиндельного станков
MultiLineМногошпиндельные токарные автоматы с ЧПУ
5.1
4.2
5
4
4.1
5.2
3.2
6.1
3
6
6.2
1.1
3.1
1
2
1.2
2.2
2.1
3 инструмента
для обработки
тыльной
стороны детали
Moskau-Nov.2012 / V. Blehm / RU
-62-
62. Folie 62
MultiLineМногошпиндельные токарные автоматы с ЧПУ
Многошпиндельные станки
Многошпиндельные станки
с прутковым магазином
с роботом / манипулятором
(для штучных заготовок)
Moskau-Nov.2012 / V. Blehm / RU
-63-
63. Многошпиндельные токарные автоматы с ЧПУ
MultiLineУвеличение производительности,
сокращение срока изготовления, уменьшение производственной площади
производственные площади
1
5 xx ABC
ABC
32 Sek.
6.000 шт.
6.000 шт.
6.000 шт.
6.000 шт.
6.000 шт.
6,4 Sek.
6.000 шт.
Время изготовления
Время изготовления
Время изготовления
автомат
6-ти шпиндельный автомат
3x Оператора
Одношпиндельный
1 x MS32C
30.000 шт.
1xНаладчик
6.000 Stk.
30.000 шт.
6.000 шт.
6.000 шт.
5-ти кратное увеличение производительности
при 3-х кратное увеличение инвестиций
Moskau-Nov.2012 / V. Blehm / RU
-64-
64. Folie 64
MultiLineПример обработки
Повышение производительности не увеличивая производственных площадей
Сравнение затрат на переналадку
одношпиндельный
- ABC-
многошпнидельныйr
- MS32C-
10 x Инструментальных держателей в суппорте
50 мин
50 мин
Загрузка программы из архива или из сети
5 мин
5 мин
1x Замена зажимных устройств ГШП
5 мин (1x)
30 мин (6x)
Переналадка загрузчика прутка
20 мин
60 мин
80 мин
145 мин
X5
X1
400 мин
145 мин
Сумма
Сравнение 5xABC и 1xMS32C
Moskau-Nov.2012 / V. Blehm / RU
-65-
65. Folie 65
MultiLineMS22C
Область:
Пример обработки
Автомобилестроение
Материал: Автоматная сталь (А12)
Заготовка: Пруток Ø 20 мм
Деталь:
Технология:
Ø18 Х 40,5 мм
Точение, сверление,
развёртывание,
нарезание резьбы
фрезерование шлицов,
многогранное точение
Время обработки: 14,5 сек
Moskau-Nov.2012 / V. Blehm / RU
-66-
ms22-0040
66. Folie 66
MultiLineMS32C
Область:
Пример обработки
Автомобилестроение
Материал: Алюминий (Д16)
Заготовка: Пруток Ø 30 мм
Деталь:
Технология:
Ø27 Х 55 мм
Точение,
сверление,
фрезерование
Время обработки: 9 сек
Moskau-Nov.2012 / V. Blehm / RU
-67-
MS32-0019
67. Folie 67
MultiLineMS40C
Область:
Пример обработки
Автомобилестроение
Материал: Легированная сталь
Заготовка: Пруток 6-гр 32 мм
Деталь:
Технология:
Ø22 (6-гр 32) Х 96 мм
Точение h7 (0,02мм),
сверление,
развёртывание,
фрезерование,
Время обработки: 20 сек
Moskau-Nov.2012 / V. Blehm / RU
-68-
ms40-0059
68. Folie 68
MultiLineMS40C
Область:
Пример обработки
Демо- Деталь
Материал: Автоматная сталь (А12)
Заготовка: Пруток Ø 40 мм
Деталь:
Ø39 Х 80 мм
Технология:
точение,
сверление,
развёртывание,
долбление внутреннего контура
фрезерование наклонного зуба
m=1 угол наклона 10°
Время обработки: 33 сек
Video MS40C
Moskau-Nov.2012 / V. Blehm / RU
-69-
MS52-0030
69. Folie 69
MultiLineMS32C
INDEX MS22 / MS32 /MS40 / MS52
Современные многошпинденые станки INDEX с ЧПУ устроены иначе :
Все применяемые виды обработки на универсальных и
одношпиндельных токарных станках с ЧПУ могут быть 1:1
перенесены на многошпинденые станки с ЧПУ ф. INDEX
За счёт чего это достигается
• Мотор-шпиндель х 6
Простое
программировние!
Полый мотор- шпиндель
В любой позиции свободный выбор числа оборотов
Оптимальная скорость резания стойкость инструмента
Независимый выбор направления вращения
Ось C на всех 6-ти шпинделях
• Инструментальные
суппорта
Перекрёстное размещение предотвращает столкновения
Точение наружн. / внутр. диаметр
Нарезание резьбы
Приводные инструменты
Фрезерные операции
Инвестиции, которые себя окупают!
Moskau-Nov.2012 / V. Blehm / RU
Ссылка модели INDEX
ENDE
-71-
70. Folie 70
ABC SpeedLineABC -токарный автомат с ЧПУ
Moskau-Nov.2012 / V. Blehm / RU
-72-
ABC-0037
71. Folie 71
ABC -токарный автомат с ЧПУMoskau-Nov.2012 / V. Blehm / RU
-73-
ABC-0037
72. ABC -токарный автомат с ЧПУ
ABC SpeedLineABC технические характеристики
Moskau-Nov.2012 / V. Blehm / RU
Главный шпиндель
Диаметр обрабатываемого прутка мм
Макс. подача материала мм 80
Число оборотов мин-1
Мощность при 100% / 40% кВт
Момент вращения при 100% / 40% Нм
D42
42
80
7000
20 / 29
95 / 140
Синхронный шпиндель
Число оборотов
Мощность при 25%
Момент вращения при 25%
4500 об/мин
4,2 кВт
10 Нм
D60
60
80
6000
20 / 29
95 / 140
D65
65
6000
20 / 29
95 / 140
Револьверная головка 1
ось
Количество станций 7 (+ синхронный шпиндель) VDI25
Ход каретки мм
Опция: Устройство привода инструментов на всех станциях
Число оборотов
6000 об/мин
Мощность: 25%
4,2 кВт/
Крутящ. омент: 25%
10 Нм
X
Револьверная головка 2
ось
Количество станций 6
Ход каретки мм
Опция: Устройство привода инструментов на всех станциях
Число оборотов
4500 об/мин
Мощность: 25%
4,2 кВт/
Крутящ. омент: 25%
10 Нм
X
ось
90
Z
280
ось
80
Z
80
-75-
ABC-0004
73. Folie 73
ABC SpeedLineABC – примеры обработки
Moskau-Nov.2012 / V. Blehm / RU
-76-
ABC-0004
74. ABC -токарный автомат с ЧПУ
ABC SpeedLineABC – примеры обработки
Moskau-Nov.2012 / V. Blehm / RU
62 sec.
48 sec.
36 sec.
60 sec.
-77-
75. ABC технические характеристики
ABC SpeedLineABC – примеры обработки
41 sec.
20 sec.
ABC-0016
75 sec.
Moskau-Nov.2012 / V. Blehm / RU
ABC-0018
ABC-0019
40 sec.
-78-
ABC-0020
76. ABC – примеры обработки
ABC SpeedLineТокарная обработка многогранников и резьбофрезерование
Moskau-Nov.2012 / V. Blehm / RU
ABC-0040
-79-
ABC-0042
77. Folie 77
ABC SpeedLineABC –примеры обработки
Токарная обработка многогранников
экономичный технологический метод для
обработки поверхностей 2/4/6-гранников,
а так же и многогранников
расположение многогранника может быть
выполнено с ориентацией положения
для алюминия и латуни более экономичен,
чем фрезерование
Video
Штучное время для двух деталей:98 сек.
отверстие с позиционированием по
отношению к многограннику
Материал: алюминий
Moskau-Nov.2012 / V. Blehm / RU
-80-
ABC-0021
78. Folie 78
ABC SpeedLineТокарный автомат INDEX ABC
Широкий спеткр изготавливаемых деталей
как простой так и сложной кофигурации
Возможна обработка как из прутка диам. до 65 мм (преимущественное применение),
так и штучных заготовок (диам. 3-х кулачкового патрона до 160 мм)
Возможность применения различных способов металлообработки:
Точение
Фрезерование
Накатывание резьбы / рифления
Многогранное точение
Высокая производительность
(возможность применения одновременной обработки
до трёх инструментальных суппортов )
Высокая степень использования станка
Moskau-Nov.2012 / V. Blehm / RU
Ссылка модели INDEX
ENDE
-81-
79. Folie 79
C100 / C200SpeedLine
С100 технические характеристики
Рабочий диапазон
Диаметр прутка
Скорость
Мощность (100% / 40%)
Длина обработки
Moskau-Nov.2012 / V. Blehm / RU
мм
об/мин
кВт
мм
42
7.000
25/ 29
200
-82-
TT
80. Folie 80
C100 / C200SpeedLine
С200 технические характеристики
Рабочий диапазон
Диаметр прутка
Скорость
Мощность (100% / 40%)
Длина обработки
Moskau-Nov.2012 / V. Blehm / RU
мм
об/мин
кВт
мм
65
5.000
25/ 33
250
90
3.500
29/40
250
-83-
TT
81. Folie 81
C100 / C200SpeedLine
С100/С200 Возможные конфигурации и кинематика станка
С100/С200
Moskau-Nov.2012 / V. Blehm / RU
С200
-84-
TT
82. С100 технические характеристики
C100 / C200SpeedLine
С100/С200 Конфигурация и кинематика станка
Moskau-Nov.2012 / V. Blehm / RU
С100
С200
510мм
710мм
-85-
TT
83. С200 технические характеристики
C100 / C200SpeedLine
С100/С200 Конфигурация и кинематика станка
Moskau-Nov.2012 / V. Blehm / RU
-86-
TT
84. С100/С200 Возможные конфигурации и кинематика станка
C100 / C200SpeedLine
С100/С200 Конфигурация и кинематика станка
• открытая доступная рабочая зона
• 2 оси Y для 2-х револьверов
• раздельное программирование
через 3 независимые системы
• перемещения по осям контршпинделя и револьвера 3 связаны
До 3 инструментов одновременно!
Moskau-Nov.2012 / V. Blehm / RU
-87-
TT
85. Folie 85
C100 / C200SpeedLine
С100/С200 Конфигурация и кинематика станка
• новая плоская направляющая
салазок револьвера
• револьверы скользят непосредственно
по станине
• высокая жесткость и виброгашение
• увеличенная глубина резания
• повышенная стойкость инструмента
Moskau-Nov.2012 / V. Blehm / RU
-88-
TT
86. Folie 86
C100 / C200SpeedLine
С100/С200 Конфигурация и кинематика станка
Верхний револьвер 1
14 мест
Все инструменты приводные
8.000 об/мин
C100
C200
4,2 кВт 6,5 кВт
11 Нм
16 Нм
Нижний револьвер
14 мест
Верхний револьвер 2
14 мест
C100
C200
VDI20
VDI30
исполнение для комплексной обработки
Moskau-Nov.2012 / V. Blehm / RU
-89-
TT
87. Folie 87
C100 / C200SpeedLine
Магазины загрузки прутка
Ведущие фирмы изготовители магазинов
INDEX MBL
Moskau-Nov.2012 / V. Blehm / RU
-90-
TT
88. Folie 88
SpeedLineC100
Область:
Электроника
Материал: Латунь
Заготовка: Пруток D 24 mm
Технология: Точение,
нарезание резьбы
сверление, развёртка,
Фрезерование,
Video
Время обработки : 45 сек
Ø 24 x 43 mm
Vertraulich, nur für interne Schulungszwecke
Confidential, for internal training purposes only
Moskau-Nov.2012 / V. Blehm / RU
-91-
c100-0029
89. Folie 89
SpeedLineC100
Область:
Автомобилестроение
Материал: Латунь
Заготовка: Пруток D 40
Технология: Точение,
сверление
нарезание резьбы
Время обработки : 64 сек.
Ø 40 x 57,6 mm
Moskau-Nov.2012 / V. Blehm / RU
-92-
c100-0046
90. Folie 90
SpeedLineC100
Область:
Гидравлика, пневматика
Материал: Нерж. сталь
Заготовка: Пруток Д 42 мм
Технология: Точение,
сверление, развёртка,
Фрезерование,
Время обработки : 6 мин.
Ø 42 x 52 mm
Moskau-Nov.2012 / V. Blehm / RU
-93-
c100-0070
91. Folie 91
SpeedLineC100
Область:
Летательные аппараты
Материал: Нерж. сталь 1.4305
Заготовка: Пруток
Технология: Точение,
нарезание резьбы
сверление, развёртка,
Фрезерование,
Video
Время обработки : 90 сек
Ссылка модели INDEX
Moskau-Nov.2012 / V. Blehm / RU
-94-
c100-0100
92. Folie 92
C100 / C200SpeedLine
Токарные автоматы INDEX С100 / С200
Широкий спеткр изготавливаемых деталей
как простой так и сложной кофигурации
Возможна обработка как из прутка диам. до 65 мм (преимущественное применение),
так и штучных заготовок (диам. 3-х кулачкового патрона до 140 / 200 мм)
Возможность применения различных способов металлообработки:
Точение
Фрезерование
Накатывание резьбы / рифления
Многогранное точение
Высокая производительность
(возможность применения одновременной обработки
до трёх инструментальных суппортов )
Высокая степень использования станка
Moskau-Nov.2012 / V. Blehm / RU
Ссылка модели INDEX
ENDE
-95-