





 Педагогика
ПедагогикаПохожие презентации:










Проект технологического процесса одномодельного потока по изготовлению жакета на подкладке
1. Курсовой проект Тема: «Проект технологического процесса одномодельного потока по изготовлению жакета на подкладке с втачными
ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕНАЧАЛЬНОГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
ПРОФЕССИОНАЛЬНЫЙ ЛИЦЕЙ ПЕТЕРБУРГСКОЙ МОДЫ
САНКТ-ПЕТЕРБУРГА
Курсовой проект
Тема: «Проект технологического процесса одномодельного потока по
изготовлению жакета на подкладке с втачными рукавами в условиях малого
предприятия»
по дисциплине (МДК) МДК.03.01. Основы обработки различных видов одежды
Выполнила: Студентка гр. 36-2 Суханова Я.А.
Руководитель: Алябушева О.К.
Санкт-Петербург
2019
2. 1.1 Выбор объекта для проектирования процесса Технический рисунок модели
3. 1.3. Общая схема сборки изделия
Заготовительная секцияПроверка наличия деталей кроя
Монтажная секция
Отделочная секция
Обработка бортов
Чистка изделия
бортов
Комплектование деталей
Соединение боковых и
плечевых срезов
Влажно – тепловая
обработка
Соединение воротника с
горловиной
Обметывание
петель
Соединение рукавов с
изделием
Пришивание
пуговиц
Соединение изделия с
подкладкой
Контроль качества
Начальная обработка полочек
Начальная обработка спинки
Обработка воротника
Обработка рукавов
Обработка подкладки
Обработка мелких деталей
бортов
Упаковка изделия
4. Предварительный расчет одномодельного технологического потока: жакета на подкладке
Параметры1
Условное
обозначение
2
Такт
работы
потока
Мощность
потока
Число
рабочих
3
или
Мсм
N
или
Число
рабочих
мест**
Кр.м.
Площадь,
занятая
потоком*
S
1
Число
поточных
Формула
2
n
3
4
R - продолжительность смены, с;
Мсм (мощность) заданный выпуск изделий в смену
Т— затрата времени, необходимого для изготовления
одного изделия, с.
N-число рабочих в потоке
R -продолжительность смены, с;
- такт потока
Т— затрата времени, необходимого для изготовления
одного изделия, с.
- такт потока
Мсм – мощность потока
R -продолжительность смены, с;
N-число рабочих в потоке
Кср — коэффициент, характеризующий среднее число
рабочих мест на потоке, приходящееся на одного
рабочего.
SH — норматив площади на одного рабочего, м2, с
учетом площади проходов, проездов для
транспортных средств, площади, занимаемой
вспомогательным оборудованием, и т.д.
N-число рабочих в потоке
4
Lп.л. – длина поточной линии (м),
n – количество поточных линий.
Расчет
величины
параметра
5
Величина
параметра
201,33/ 50
4.0266
480/4.0266
119.20
113
12910/211.38
50чел.
50*1,20
60
7,9*50
395 м2
5
6
62,5 / (30/35)
72,9
6
5.
График согласования времени операций11
10
9
8
7
6
5
4,2
4
3
2
1
1р
2р
3п
4п
5п
6п
7п
8м
9у 10у 11м 12у 13у 14м 15м 16р 17р 18м 19у 20у
6.
Сводка рабочих технологического процессаРазряд ri
Расчетное число рабочих по видам
работ организационных операций
М
СМ
Пр
У
Р
Расчетное
число
рабочих по
разрядам Ni
Сумма разрядов
Тарифный
коэффицие
нт ki
Сумма тарифных
коэффициентов
10
1
2
3
4
5
6
7
8
9
1
2
3
4
5
6
11,64
34,44
28,06
-
1,59
1,2
-
7,26
-
39,38
54,04
-
1,5
13,04
15,8
-
54,11
109,98
43,86
-
3*54,11=162,33
4*109,98=439,92
5*43,86=219,3
-
1,36
1,51
1,75
-
1,36*54,11=73,589
1,51*109,98=166,069
1,75*43,86=76,755
-
Итого по виду
работ
Удельный вес
числа рабочих,
%
В том числе
ручных работ,
%
74,14
2,79
7,26
93,42
30,34
50
207
-
316,413
148,28
5,58 14,52 186,84 60,68
100
Средний разряд:
4
-
316,413/50=6,3
-
-
-
-
-
-
-
-
-
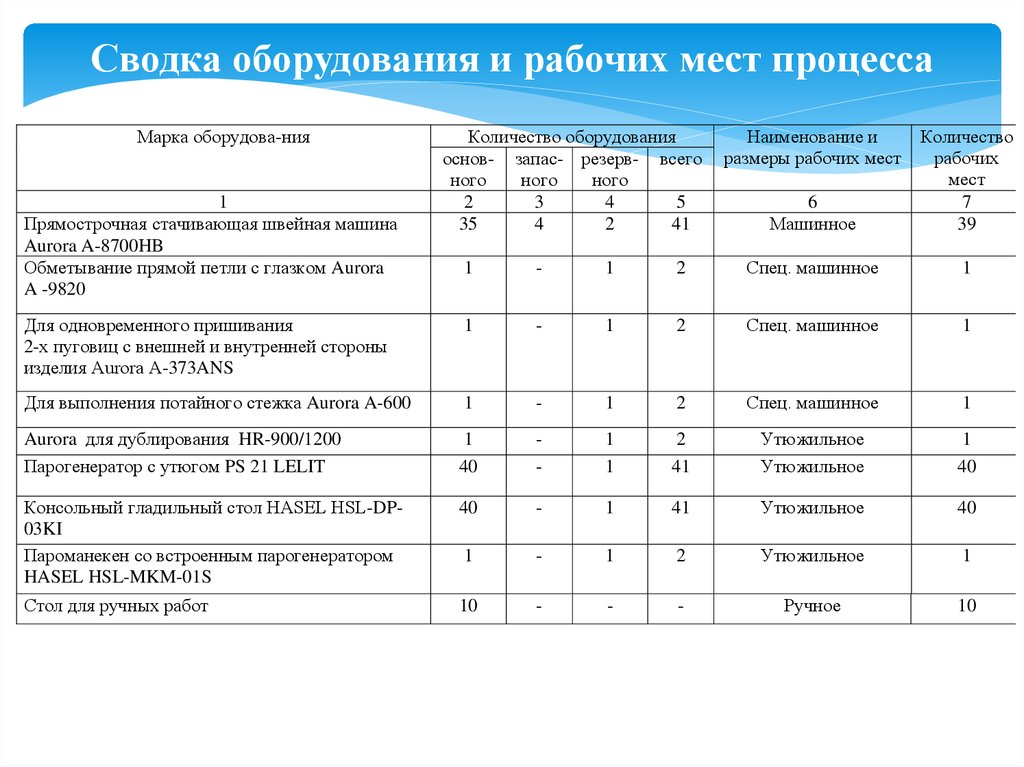
7.
Сводка оборудования и рабочих мест процессаМарка оборудова-ния
1
Прямострочная стачивающая швейная машина
Aurora A-8700HB
Обметывание прямой петли с глазком Aurora
A -9820
Количество оборудования
основ- запас- резерв- всего
ного
ного
ного
2
3
4
5
35
4
2
41
Наименование и
размеры рабочих мест
6
Машинное
Количество
рабочих
мест
7
39
1
-
1
2
Спец. машинное
1
Для одновременного пришивания
2-х пуговиц с внешней и внутренней стороны
изделия Aurora А-373ANS
1
-
1
2
Спец. машинное
1
Для выполнения потайного стежка Aurora A-600
1
-
1
2
Спец. машинное
1
Aurora для дублирования HR-900/1200
Парогенератор с утюгом PS 21 LELIT
1
40
-
1
1
2
41
Утюжильное
Утюжильное
1
40
Консольный гладильный стол HASEL HSL-DP03KI
Пароманекен со встроенным парогенератором
HASEL HSL-MKM-01S
40
-
1
41
Утюжильное
40
1
-
1
2
Утюжильное
1
Стол для ручных работ
10
-
-
-
Ручное
10
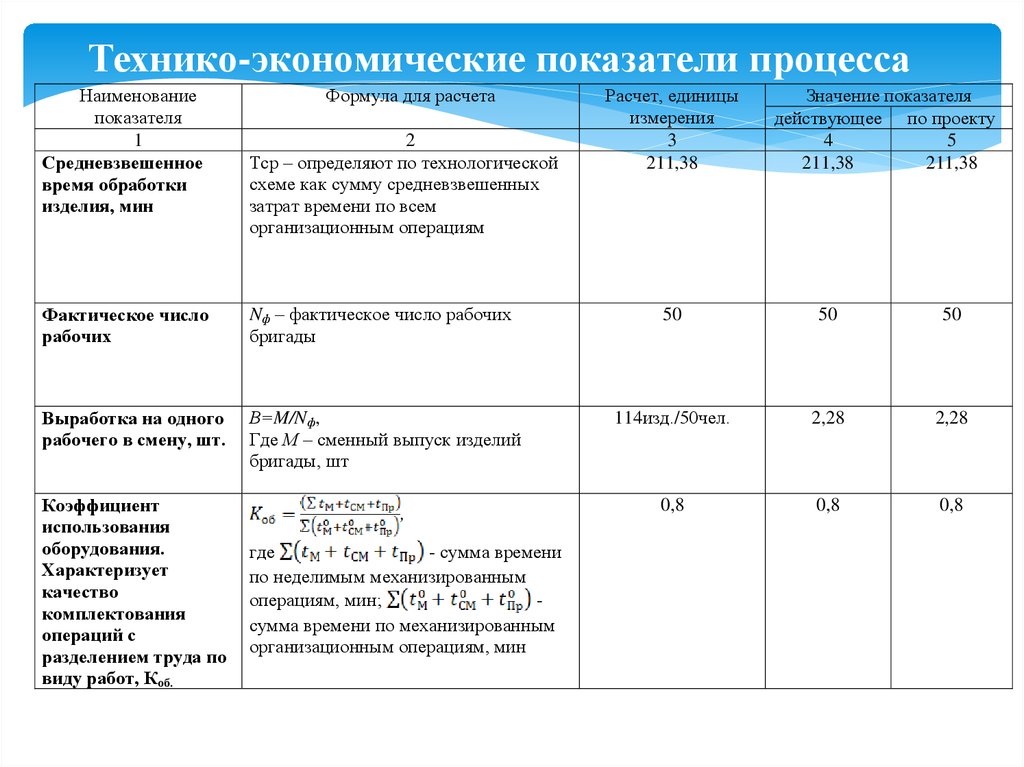
8.
Технико-экономические показатели процессаНаименование
показателя
1
Средневзвешенное
время обработки
изделия, мин
Формула для расчета
2
Tср – определяют по технологической
схеме как сумму средневзвешенных
затрат времени по всем
организационным операциям
Расчет, единицы
измерения
3
211,38
Значение показателя
действующее по проекту
4
5
211,38
211,38
Фактическое число
рабочих
Nф – фактическое число рабочих
бригады
50
50
50
Выработка на одного
рабочего в смену, шт.
В=M/Nф,
Где М – сменный выпуск изделий
бригады, шт
114изд./50чел.
2,28
2,28
0,8
0,8
0,8
Коэффициент
использования
оборудования.
Характеризует
качество
комплектования
операций с
разделением труда по
виду работ, Коб.
,
где
- сумма времени
по неделимым механизированным
операциям, мин;
сумма времени по механизированным
организационным операциям, мин