






")
















Блюмовые. Блюмовые МНЛЗ – это машина криволинейного или вертикального типа. Радиус от 10 до 16,5 м. Количество ручьев от 1 до")
 Слябовые. Слябовые МНЛЗ – это машина криволинейного типа. Радиус от 9 до 12 м. Количество ручьев от 1 до 8.")
 Сортовые. Сортовые МНЛЗ – это машино криволинейного типа. Радиус от 6 до 12 м. Количество ручьев от 1 до 12.")











")










")















")
")
")

")

 Промышленность
ПромышленностьПохожие презентации:










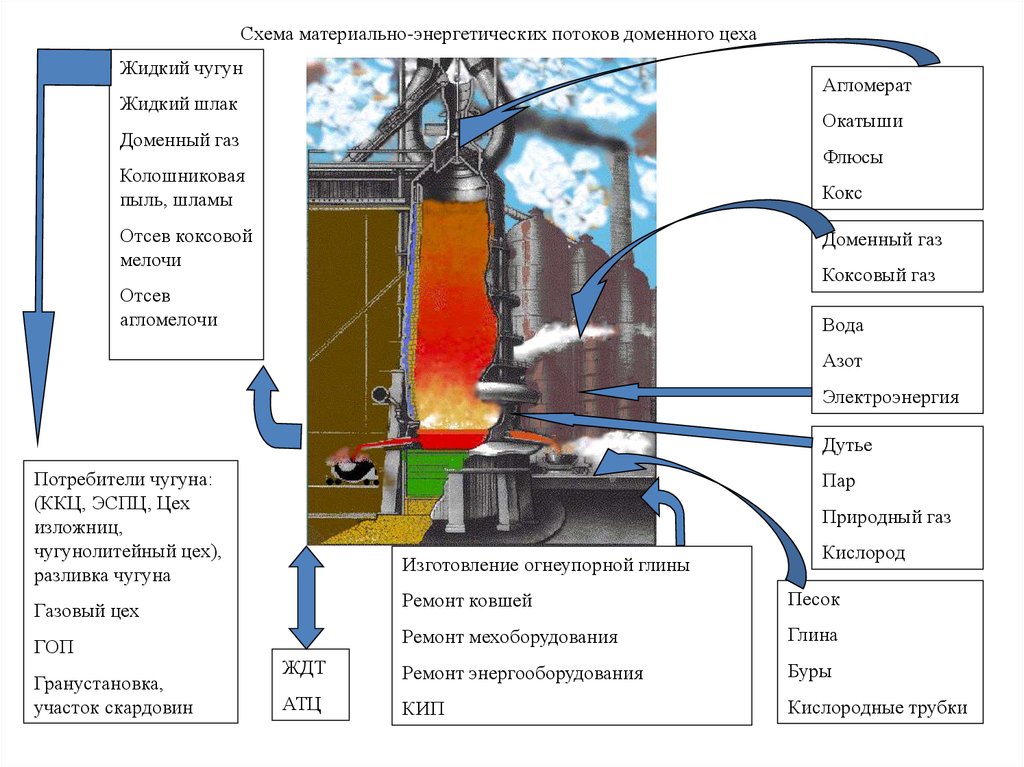
Схема материально-энергетических потоков доменного цеха
1.
Схема материально-энергетических потоков доменного цехаЖидкий чугун
Агломерат
Жидкий шлак
Окатыши
Доменный газ
Флюсы
Колошниковая
пыль, шламы
Кокс
Отсев коксовой
мелочи
Доменный газ
Коксовый газ
Отсев
агломелочи
Вода
Азот
Электроэнергия
Дутье
Потребители чугуна:
(ККЦ, ЭСПЦ, Цех
изложниц,
чугунолитейный цех),
разливка чугуна
Пар
Природный газ
Изготовление огнеупорной глины
Ремонт ковшей
Песок
Ремонт мехоборудования
Глина
ЖДТ
Ремонт энергооборудования
Буры
АТЦ
КИП
Кислородные трубки
Газовый цех
ГОП
Гранустановка,
участок скардовин
Кислород
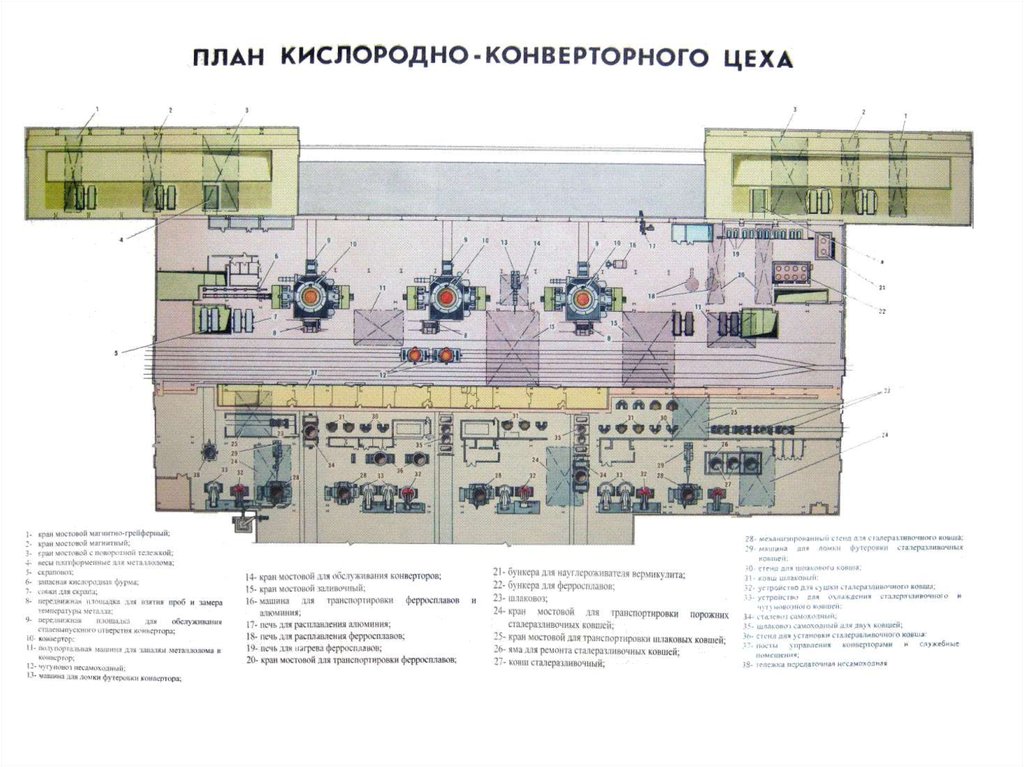
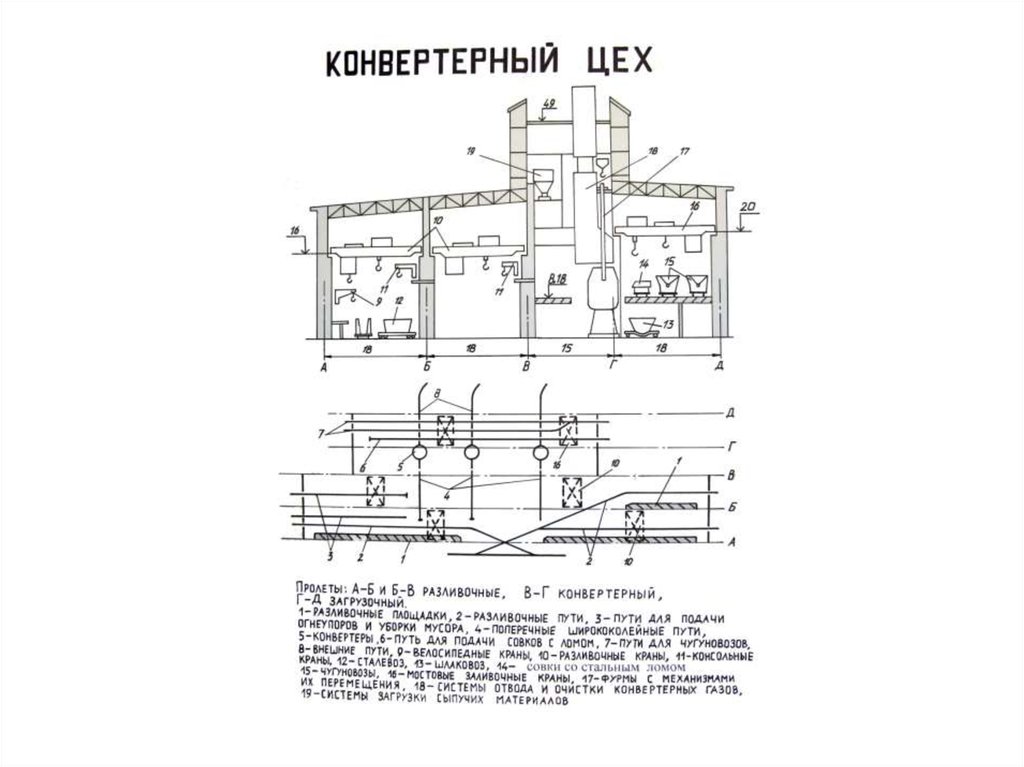
2. Технологический процесс кислородно-конверторного производства
Технологический процесс кислородноконверторного производства3.
4.
5.
6.
7.
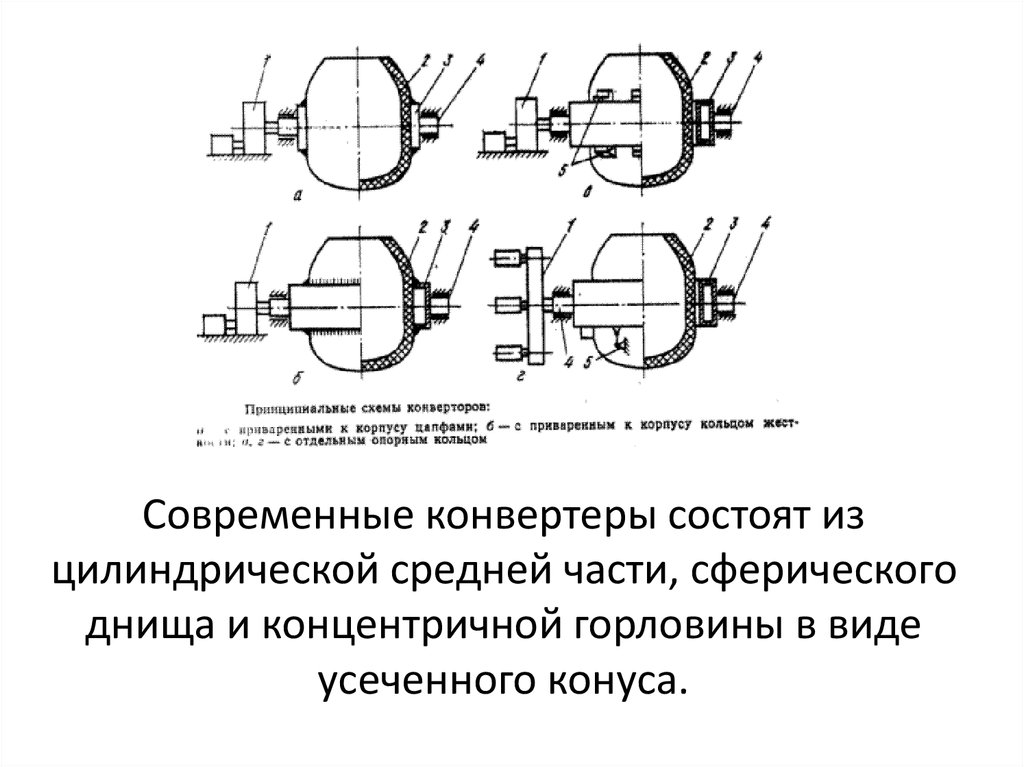
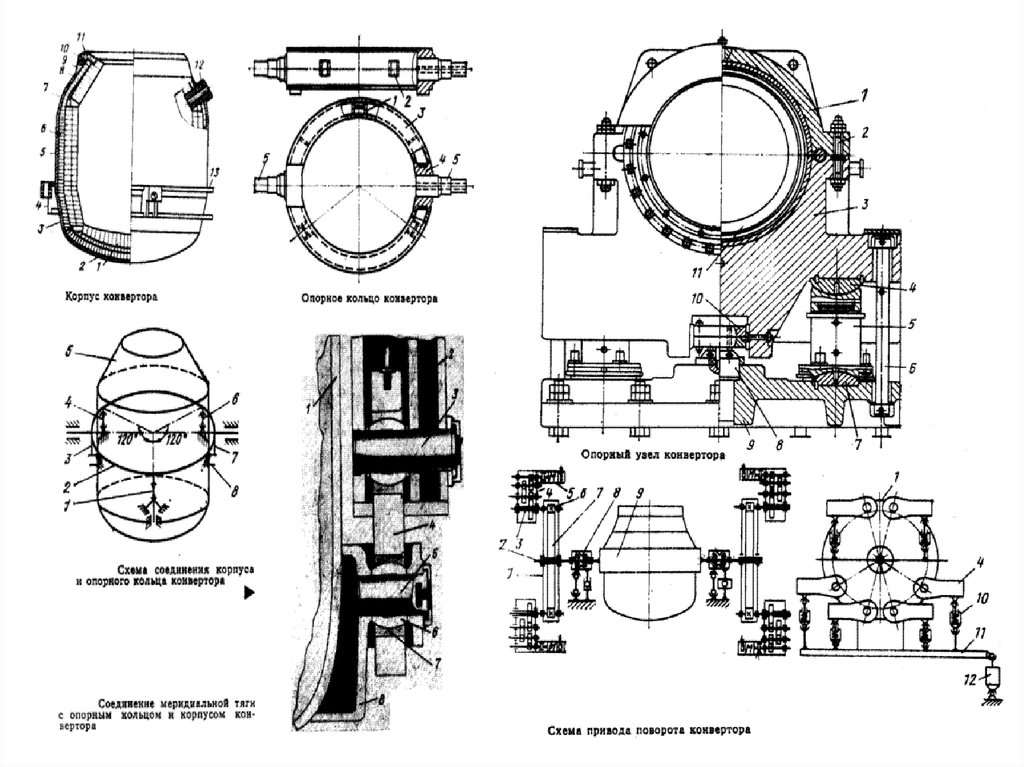
Современные конвертеры состоят изцилиндрической средней части, сферического
днища и концентричной горловины в виде
усеченного конуса.
8.
9. Привод наклона конвертора
10.
11.
12.
13. Технологическая схема производства стали в дуговой печи
14. Дуговая сталеплавильная печь
15. Электросталеплавильный цех (ЭСПЦ )
16. Механизм наклона печи
17. Водоохлаждаемые своды
18. Люлька и механизм наклона печи
19. Сталеразливочный ковш
20. Агрегат печь-ковш
21. Сталеразливочные ковши
22.
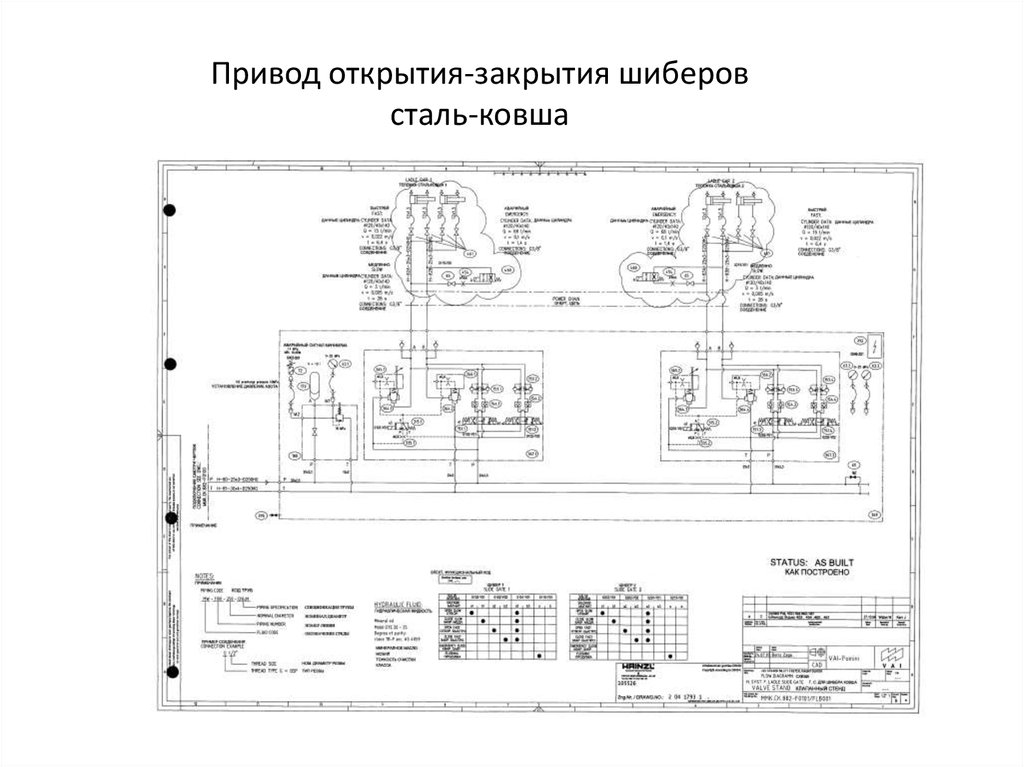
Привод открытия-закрытия шиберовсталь-ковша
23. Сталеразливочный ковш
24. Компоновки стендов для сталеразливочных ковшей
25. По конструкции и принципы работы сталеразливочные стенды разделяют на два типа – мостовые и поворотные. В зависимости от связи
между движениями ковшейразличают стенды с одновременным и раздельным вертикальными перемещениями.
а, б, в – подъемно-поворотный стенд с поворотным кругом.
г, д, е – подъемно-поворотный на колонне.
ж, з, и – передвижной.
26. Стенд предназначен для размещения на нем сталеразливочных ковшей, передачу их из резервного положения в положение разливки и
обратно, подъемаи опускания ковшей при разливке, а также для непрерывного взвешивания
ковшей с металлом.
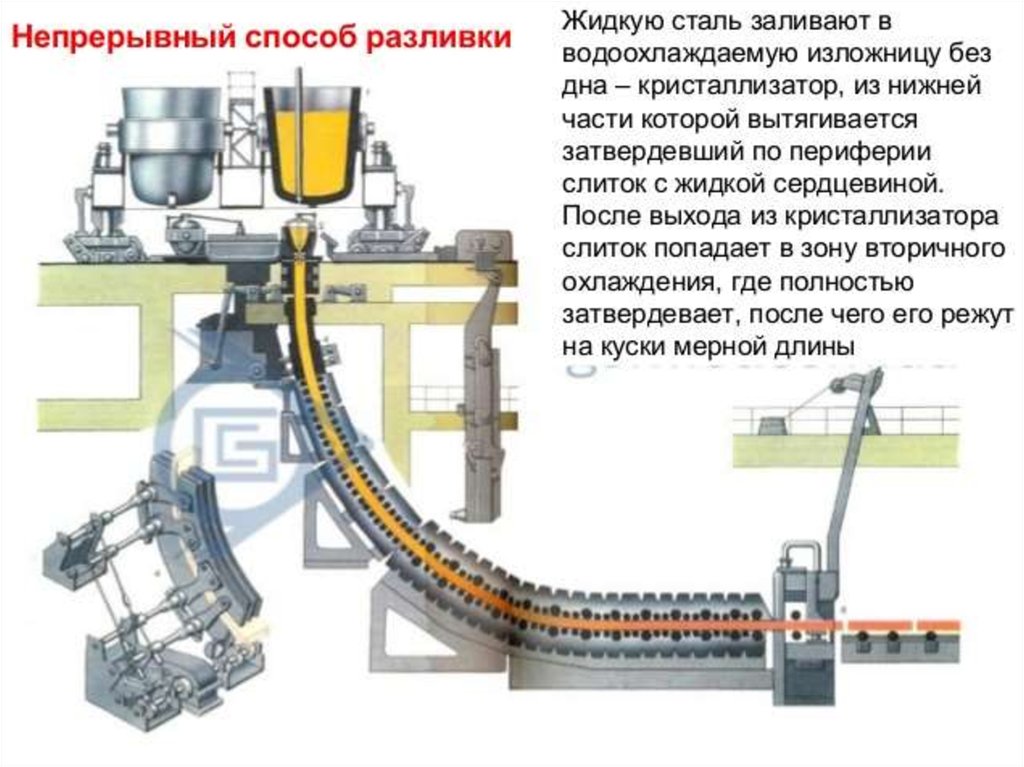
27. НЕПРЕРЫВНАЯ РАЗЛИВКА СТАЛИ
28.
29. Компоновка оборудования МНЛЗ
30. Непрерывная разливка стали является одним из важнейших элементов современного сталеплавильного производства, обеспечивая
значительнуюэкономию металла, энергоресурсов, улучшение экологии и повышение
качества металлопродукции.
31.
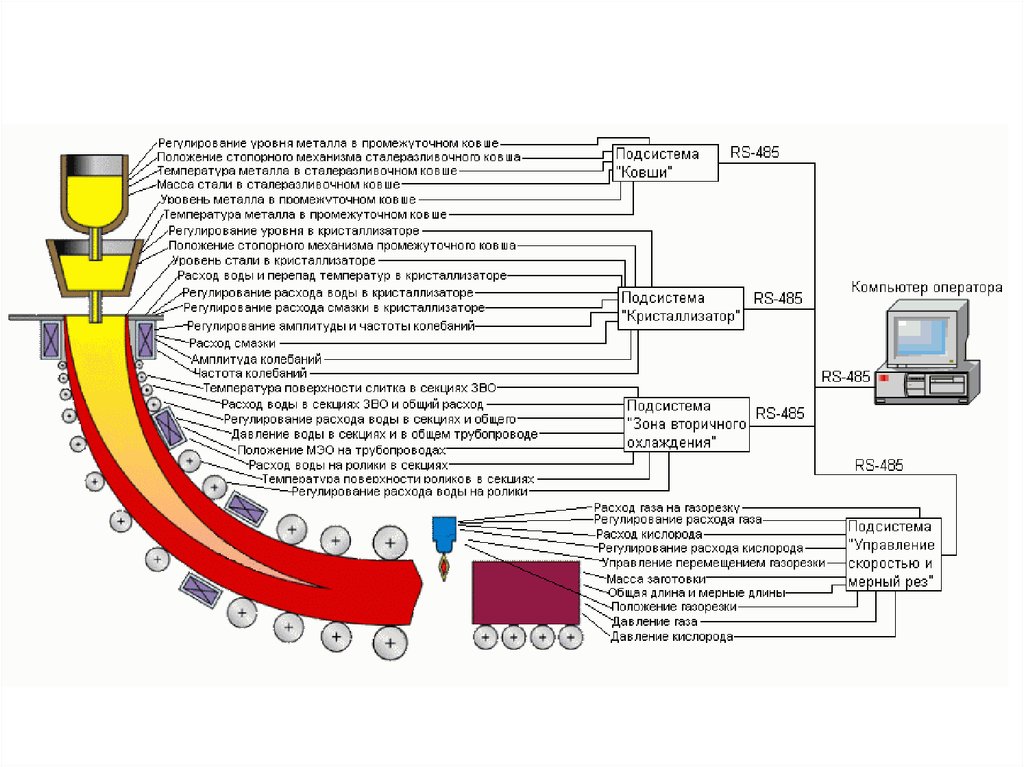
32. На современных МНЛЗ предусмотрено достаточно большое количество подсистем, которые выполняют следующие важные задачи: контроль
и поддержание массы металла в промковше, контроль температуры металла в промковше, контрольусилия на тянущей клети, система изменения ширины заготовки в процессе разливки;
контроль температуры поверхности заготовки под кристаллизатором контроль и поддержание параметров качания
кристаллизатора.
33.
34. По типу заготовки МНЛЗ делятся на:
35. 1)Блюмовые. Блюмовые МНЛЗ – это машина криволинейного или вертикального типа. Радиус от 10 до 16,5 м. Количество ручьев от 1 до
8. Круг диаметром до 850 мм.Прямоугольное сечение до 470x620 мм.
36. 2) Слябовые. Слябовые МНЛЗ – это машина криволинейного типа. Радиус от 9 до 12 м. Количество ручьев от 1 до 8.
37. 3) Сортовые. Сортовые МНЛЗ – это машино криволинейного типа. Радиус от 6 до 12 м. Количество ручьев от 1 до 12.
38. По составу различают:
1) Одноручьевые МНЛЗ2) Многоручьевые МНЛЗ
39. КОНСТРУКЦИЯ И НАЗНАЧЕНИЕ ОСНОВНЫХ УЗЛОВ МНЛЗ
40. 1-ковш; 2-промежуточный ковш; 3-кристаллизатор; 4-зона изгиба; 5-зона вторичного охлаждения; 6-тянущие валки; 7-машина газовой
резки.41. Тележка промежуточного ковша
полупортальная тележка промковшаТележка служит для удержания промковша при
разливке и его перемещения из резервной позиции в
рабочую.
42. Промежуточные ковши
Промежуточный ковш обеспечиваетпоступление металла в кристаллизатор с
определенным расходом хорошо
организованной струей, это позволяет
разливать сталь в несколько
кристаллизаторов одновременно и
осуществлять серийную разливку методом
«плавка на плавку» при смене
сталеразливочных ковшей без прекращения и
снижения скорости разливки.
43. Промежуточный ковш
Установка манипулятором защитной трубы сталеразливочного ковша в промежуточном ковше:1-защитная труба; 2 –специальная вставка - уплотнительное устройство; 3 – приемная камера промежуточного ковша; 4 - манипулятор
44. Промежуточный ковш
Основные элементы футеровки промковша: 1 – стальной кожух; 2– теплоизоляционный слой; 3 – арматурный слой; 4 – рабочий
слой; 5 – металлоприемник; 6 – стакан-дозатор; 7 – сливной
носик.
45. Компоновка пятиручьевого промежуточного ковша
46. Промежуточные ковши
Рисунок - Общая схема комплекса агрегатов МНЛЗ:1 - сталеразливочный ковш; 2 – жидкий металл; 3 –
промежуточный ковш; 4 – защитная труба; 5 – стопор; 6 – стакандозатор;7 – погружной стакан; 8 – кристаллизатор; 9 – заготовка
47. Оборудование промежуточного ковша
41
3
2
5
Рисунок - Комплект элементов Т – образного промежуточного
ковша сортовой МНЛЗ: 1 – приёмная камера; 2 – разливочная
камера; 3 – трубопровод для подачи аргона; 4 – комплект
элементов СРП; 5 – боковой элемент аргонного блока, закрытый
защитной плёнкой перед торкретированием
Нанесение торкрет покрытия
48. Разогрев футеровки промковша МНЛЗ
49. Гидропривод тележки разливки стали (гидропривод промежуточного ковша)
50. Кристаллизаторы
Кристаллизатор, предназначендля приема жидкого металла,
формирования слитков заданного
сечения и первичного его
охлаждения.
51. На МНЛЗ применяют кристаллизаторы трех типов: сборные, блочные и гильзовые. Все они в зависимости от формы технологической оси
КристаллизаторНа МНЛЗ применяют кристаллизаторы трех типов: сборные, блочные и гильзовые. Все
они в зависимости от формы технологической оси МНЛЗ могут быть прямолинейными
и радиальными. Наиболее широкое распространение получили сборные
кристаллизаторы, состоящие из четырех медных рабочих стенок, каждая из которых
крепится шпильками к жесткой стальной плите (см. рисунок 30). Рабочие стенки
выполняют из толстых (50—70 мм) медных пластин (при малой толщине 10—20 мм
происходит их коробление, приводящее к образованию продольных трещин в корке
слитка). Стойкость кристаллизаторов (без износостойких покрытий) составляет 100—
150 большегрузных плавок.
52.
Общий вид кристаллизатора сортовой МНЛЗ в сборе с механизмом качания53. Механизм качания кристаллизатора
54. Кристаллизатор сортовой МНЛЗ с устройствами для ЭМП
55. Медные гильзы сортовой МНЛЗ
56. Кристаллизатор сортовой МНЛЗ
57. Подготовка кристаллизаторов
58. Разливка стали открытой струей на сортовой МНЛЗ
59.
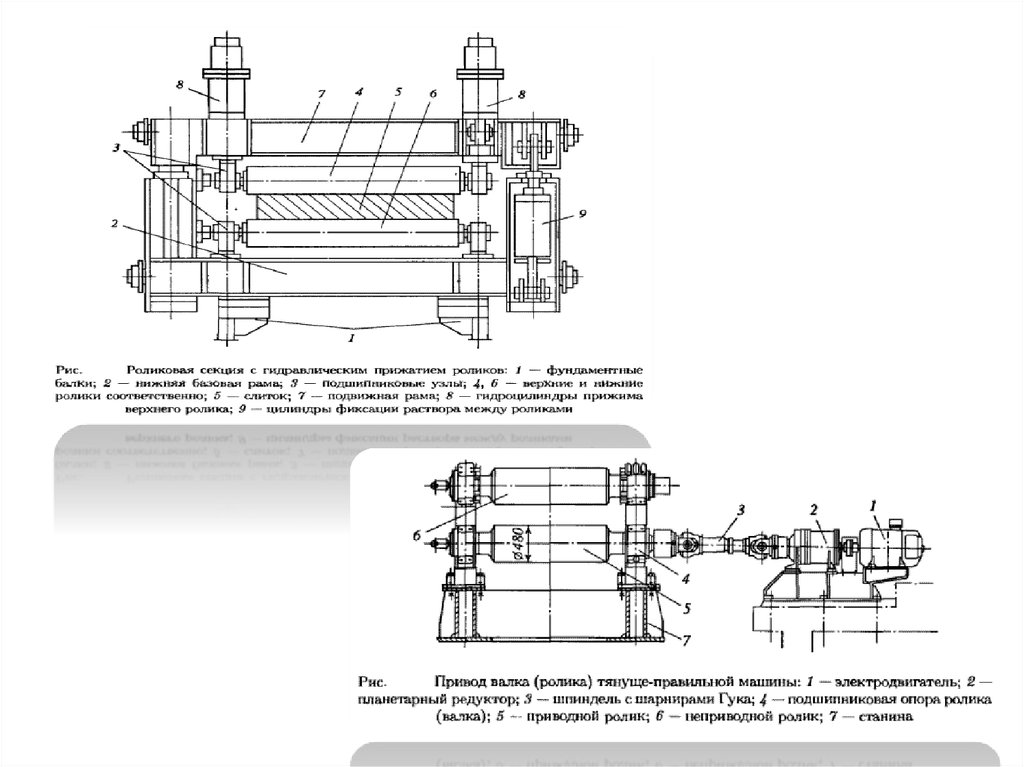
60. Тянуще-правильная машина
Тянуще – правильная машина (ТПМ) расположена в конце зоны вторичногоохлаждения МНЛЗ и предназначена для вытягивания литой заготовки из
кристаллизатора с одновременным выпрямлением дугообразной заготовки в
прямолинейную и подачи непрерывно-литой заготовки к машине газовой резки.
61. Тянущая клеть (механизм ПТМ - правильно-тянущей машины)
Тянущая клеть (механизм ПТМ - правильнотянущей машины)62. Машина газовой резки
Машины газовой резки используются для резки движущегося непрерывнолитого слитка на мерные длины. Обладают: простой конструкцией, небольшойметаллоёмкостью и возможностью быстрой замены вышедших из строя узлов.
63. МНЛЗ
64. МНЛЗ
Рис. Разливкастали из ПК в
кристаллизатор
сортовой МНЛЗ
открытой струей
с
использованием
герметичного
сильфона
65. Затравка
Затравка предназначена для образования временного «дна» в кристаллизатореперед началом разливки и последующего вытягивания со сцепленной заготовкой
тянуще - правильной машиной.
66. Механизм подъема опускания затравок
67. Машина газовой резки сортовой МНЛЗ
68. Транспортирование сортовой заготовки шаговым конвейером-холодильником
Транспортирование сортовойзаготовки шаговым конвейеромхолодильником