






 Промышленность
ПромышленностьПохожие презентации:

")








Процесс получения никеля из окисленных медно-никелевых руд в трубчатых вращающихся печах
1.
Министерство образования и науки Российской ФедерацииФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕНННО БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ
УЧРЕЖДЕНИЕ ВЫСШЕГО ОБРАЗОВАНИЯ
САНКТ-ПЕТЕРБУРГСКИЙ ГОРНЫЙ УНИВЕРСИТЕТ
Факультет Переработки минерального сырья
Кафедра «Автоматизации технологических процессов и производств»
Моделирование и управление процессом получения
никеля из окисленных медно-никелевых руд в
трубчатых вращающихся печах
Научный руководитель:
д.т.н., проф.
Шариков Юрий Васильевич
Автор работы:
аспирант 4 года обучения
Лиу Цзыфэнг
Специальность: 05.13.06 – Автоматизация и управление технологическими
процессами и производствами (в металлургии)
2.
СООТВЕТСТВИЕ ТЕМЫДИССЕРТАЦИИ ПАСПОРТУ НАУЧНОЙ
СПЕЦИАЛЬНОСТИ
Тема диссертационной работы соответствует следующим пунктам
паспорта научной специальности 05.13.06 – Автоматизация управления
технологическими процессами и производствами:
п. 6. Научные основы, модели и методы идентификации
производственных процессов, комплексов и интегрированных систем
управления.
п. 10. Методы синтеза специального математического обеспечения,
пакетов прикладных программ и типовых модулей функциональных и
обеспечивающих подсистем АСУТП, АСУП, АСТПП и др., включающие
задачи управления качеством, финансами и персоналом.
2
3.
АктуальностьТеория работы ТП показывает, что производительность и основные размеры печей
зависят от четырех важнейших процессов, протекающих в этих печах: химического
процесса, движения материалов, движения газов, процесса теплообмена.
Главным в печи является процесс физико-химических превращений исходных
материалов и продуктов металлургической переработки. Все процессы должны быть
подчинены этому главному процессу.
Для оптимальной работы ТП необходима система автоматического управления,
поддерживающая параметры процесса на заданном уровне. Главным управляющим
параметром является температурный профиль в ТП, который должен быть определен и
выдержан в течение всего процесса. Важным условием для определения и поддержания
оптимального управления процессом является наличие математической модели,
устанавливающей связь между параметрами технологического процесса и качеством
получаемой продукции.
Актуальным является изучение концентрационных и тепловых полей в процессе
восстановительного обжига шихты в ТП при различных законах управления
температурой в наиболее чувствительных точках по длине аппарата.
3
4.
Степень проработанности исследуемогонаправления
Эта стадия реализована в промышленности, однако исследований в области
механизма процесса и установления количественных связей между переменными
состояния и управляющими воздействиями с использованием современных
инструментальных
методов,
проведено
недостаточно
для
построения
детерминированной математической модели. Такая модель необходима для
оптимизации процесса и создания необходимой структуры управления. Существующая
система управления базируется на опыте операторов и не позволяет вносить изменения
при изменении качества сырья и входных условий.
Большую известность получили результаты работ следующих зарубежных авторов: В.И.
Береговский, А.В. Ванюков, Жунусов М.Т.
В.И. Береговский, Б.Б. Кистяковский Металлургия меди и никеля.
А.В. Ванюков, Н.И. Уткин, А.В. Ванюков, Комплексная переработка медного и
никелевого сырья.
Жунусов М.Т. Металлургия никеля на комбинате «Североникель».
А.Ф. Фёдоров, Е.А. Кузьменко, Системы управления химико–технологическими
процессами: учебное пособие.
Большой вклад в развитие и совершенствование алгоритмов управления процессами в
ТП внесли специализированные научно-исследовательские и проектные организации,
среди них «ВАМИ», «СибВАМИ», «Цветметавтоматика», «Союзцветметавтоматика» и
др. Хорошо известны работы и достижения в этой области таких крупных специалистов
как В.Я. Абрамов, А.И. Лайнер Н.И. Еремин,
А.Н. Наумчик и ряд других
4
ученых.
5.
Цель работыСоздание системы оптимального управления процессов восстановления
закиси никеля с использованием математической модели.
5
6.
Задачи исследований– анализ состояния современных систем управления процессами
обжига в трубчатых вращающихся печках (ТВП) и температурным
профилем;
– создание статичеcкой модели процесса в программном комплексе
ReactOp для определения оптимальных условий восстановления закиси
никеля;
– создание динамической модели процесса для выбора оптимального
управления;
– определение оптимального температурного профиля;
– определение зависимости между степенью завершенностью процесса
и температурным профилем восстановительного обжига в ТВП;
– исследование процессов регулирования температуры в ТВП при
использовании динамической модели и различных законах ре-гулирования;
– выбор оптимального закона регулирования и разработка предложения
по выбору технических средств САУ для ТВП.
6
7.
Практическая значимость работы– определена роль математической модели в расширении базы данных о
состоянии объекта управления с позиций Интернета вещей;
– создана детерминированные математические модели процесса для
статического и динамического режима работы ТВП при проведении
восстановительного обжига закиси никеля;
– найден оптимальный закон управления температурой в ТВП для
процесса восстановительного обжига;
– определены функции АСУ ТП при проведении восстановительного
обжига закиси никеля в ТВП.
Предполагаемые объекты внедрения
результатов исследования
Китайский завод: Синьцзянская промышленность цветных металлов- “Фу
Кан” металлургический завод по переработке медно-никелевых руд.
7
8. Реакции происходящие при получении частично восстановленной закиси никеля.
2С О2 2СОNiO H 2 Ni H 2О
СоО Н 2 Со H 2О
Cu2О H 2 2Cu H 2О
FeO H 2 Fe H 2О
Fe2O3 H 2 2 Fe 3H 2О
NiO CO Ni CO2
СоО СО Со CO2
Cu 2 О СО 2Cu CO2
FeO СО Fe CO2
Fe2 O3 СО 2 Fe 3CO2
2 NiO С 2 Ni CO2
2СоО С 2Со CO2
2Cu 2 О С 4Cu CO2
2 FeO С 2 Fe CO2
2 Fe2 O3 С 4 Fe 3CO2
СН 4 2О2 CO2 2 H 2 О
8
9.
Структура потоков в печи:G1 огарок
из КС
G2 огарок
G3 огарок
G4 огарок
G5 огарок
Gчвзн
Gугольн.
крошка
G6 природн.
газ
G4 природн. III G3 природн. IV G2 природн. V G1 природн.
I G5 природн.
II
газ
газ
газ
газ
газ
GСО
G5 отходящ.
газ
G4 отходящ.
газ
G3 отходящ.
G2 отходящ.
G1 отходящ.
газ
газ
газ
GСО2
G О2
9
10.
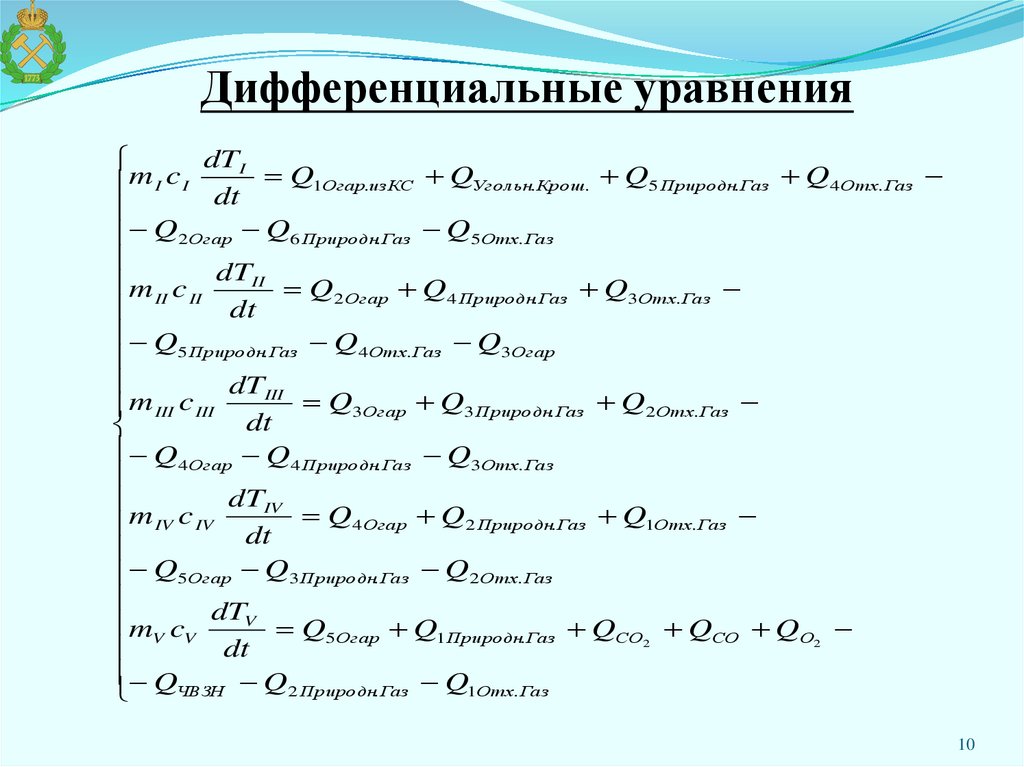
Дифференциальные уравненияdTI
m
c
I I dt Q1Огар.изКС QУгол ьн. Крош. Q5 Природн. Газ Q4 Отх. Газ
Q2 Огар Q6 Природн. Газ Q5Отх. Газ
dTII
m II c II
Q2 Огар Q4 Природн. Газ Q3Отх. Газ
dt
Q
5 Природн. Газ Q 4 Отх. Газ Q3Огар
dTIII
m
c
Q3Огар Q3 Природн. Газ Q2 Отх. Газ
III III
dt
Q4 Огар Q4 Природн. Газ Q3Отх. Газ
dTIV
m
c
IV IV dt Q4 Огар Q2 Природн. Газ Q1Отх. Газ
Q5Огар Q3 Природн. Газ Q2 Отх. Газ
dTV
mV cV
Q5Огар Q1 Природн. Газ QСО2 QСО QО2
dt
Q
ЧВЗН Q 2 Природн. Газ Q1Отх. Газ
10
11.
ПЕРВОЕ ЗАЩИЩАЕМОЕ ПОЛОЖЕНИЕДля определения оптимального температурного профиля
процесса восстановительного обжига закиси никеля в ТВП
необходима
детальная
математическая
модель
статического режима процесса.
12. Графики изменения состава никеля и состава закиси никеля
Результаты моделирования статической модели впрограммном комплексе ReactOp
Графики изменения состава никеля и состава закиси никеля
12
13.
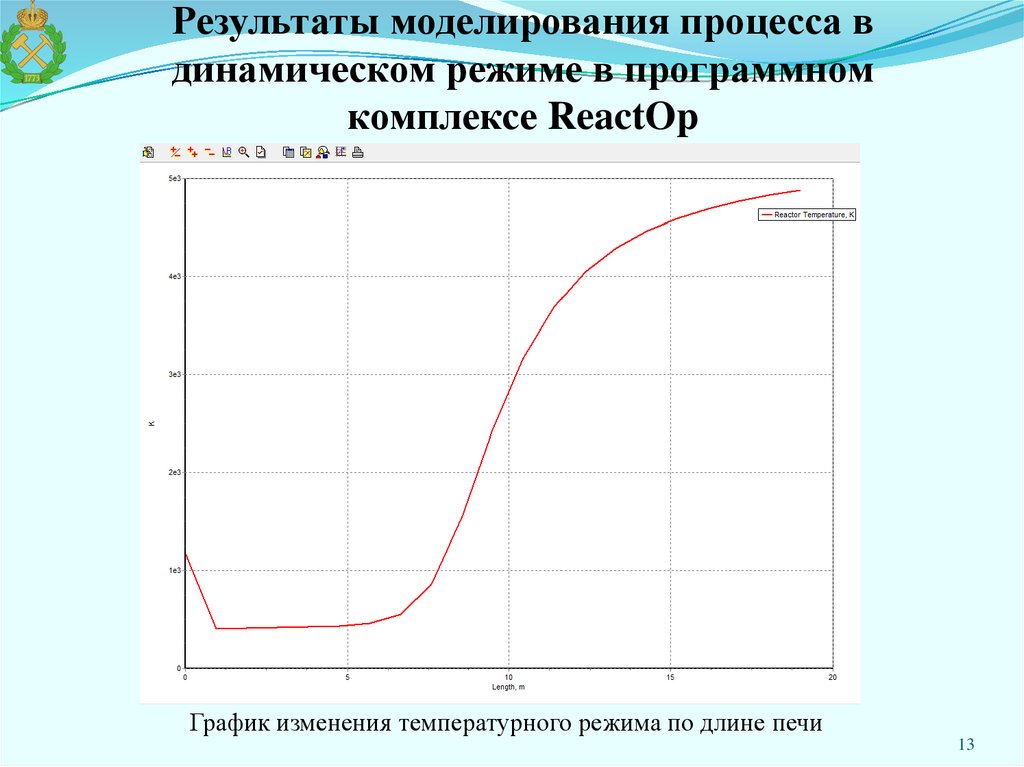
Результаты моделирования процесса вдинамическом режиме в программном
комплексе ReactOp
График изменения температурного режима по длине печи
13
14.
ВТОРОЕ ЗАЩИЩАЕМОЕ ПОЛОЖЕНИЕДля
определения
оптимального
закона
регулирования температурного профиля необходима
динамическая модель процесса.
15.
Температура, ºСТемпература, ºС
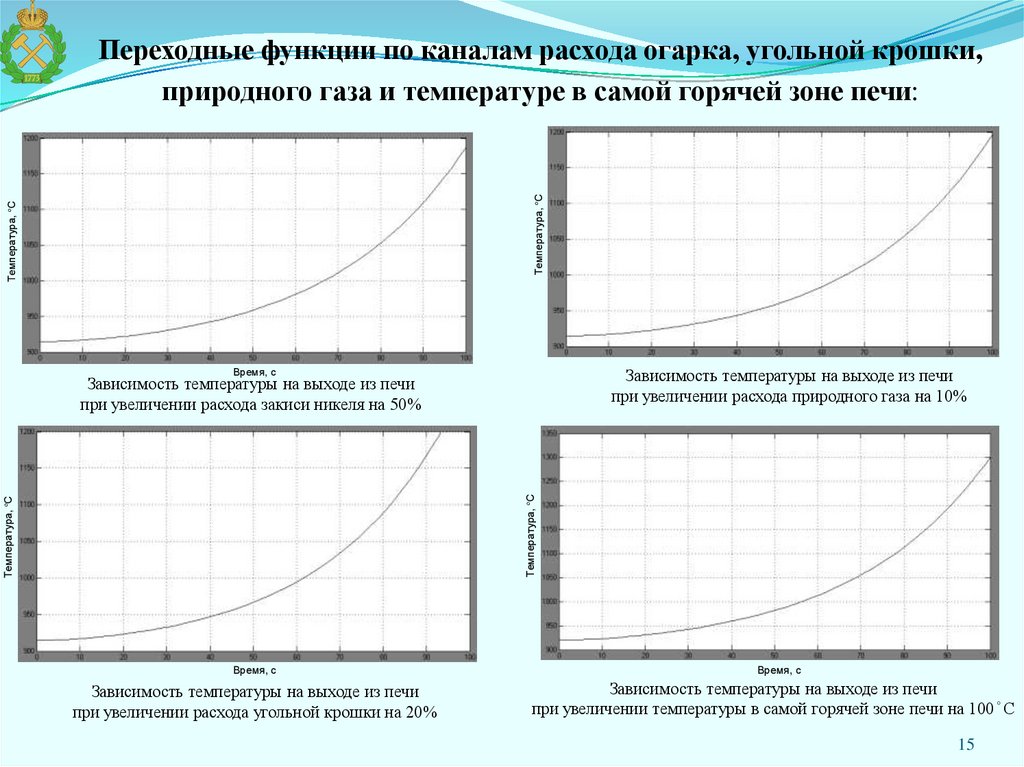
Переходные функции по каналам расхода огарка, угольной крошки,
природного газа и температуре в самой горячей зоне печи:
Зависимость температуры на выходе из печи
при увеличении расхода природного газа на 10%
Время, с
Температура, ºС
Температура, ºС
Зависимость температуры на выходе из печи
при увеличении расхода закиси никеля на 50%
Время, с
Зависимость температуры на выходе из печи
при увеличении расхода угольной крошки на 20%
Время, с
Зависимость температуры на выходе из печи
при увеличении температуры в самой горячей зоне печи на 100°С
15
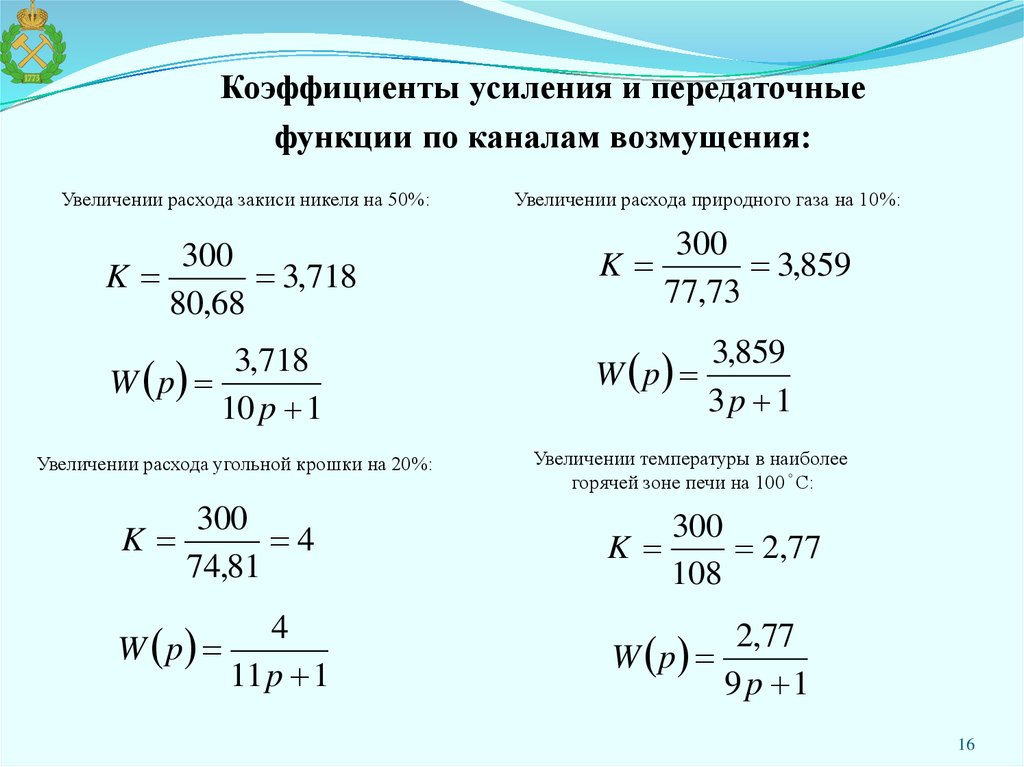
16.
Коэффициенты усиления и передаточныефункции по каналам возмущения:
Увеличении расхода закиси никеля на 50%:
Увеличении расхода природного газа на 10%:
300
K
3,718
80,68
300
K
3,859
77,73
3,718
W p
10 p 1
3,859
W p
3p 1
Увеличении расхода угольной крошки на 20%:
K
300
4
74,81
W p
4
11 p 1
Увеличении температуры в наиболее
горячей зоне печи на 100°С:
300
K
2,77
108
2,77
W p
9 p 1
16
17. Схема системы управления процессом восстановительного обжига закиси никеля с ПИД – регулятором
Схема системы управления процессом восстановительногообжига закиси никеля с ПИД – регулятором
0
3.718
10s+1
G_og2
0
Transfer Fcn5
4
11s+1
G_ugoln.krooshka
Scope1
3s+1
2.93
10s+1
Transfer Fcn7
Transfer Fcn9
1
Transport
Delay1
1200
3.859
10s+1
G_prirodn.gaz1
0
Transfer Fcn8
2.77
9s+1
T_zony1
Transfer Fcn10
PID(s)
PID Controller1
1200
17
18.
«Национальный минерально-сырьевой университет «Горный»Схема системы управления процессом восстановительного
обжига закиси никеля с регулятором Смита
0
3.718
10s+1
G_og
0
Transfer Fcn
4
11s+1
G_ugoln.krooshka
2.93
10s+1
Transfer Fcn1
Transfer Fcn3
1
Scope
3s+1
Transport
Delay
1200
3.859
10s+1
G_prirodn.gaz
Transfer Fcn2
1
10s+1
Transfer Fcn6
0
2.77
Transport
Delay3
9s+1
T_zony
Transfer Fcn4
PID(s)
PID Controller
1200
18
19.
Схема системы управления процессом восстановительногообжига закиси никеля с fuzzy - регулятором
0
3.718
10s+1
G_og1
0
Transfer Fcn12
4
11s+1
G_ugoln.krooshka
2.93
3s+1
Scope2
10s+1
Transfer Fcn13
Transfer Fcn15
1
Transport
Delay2
1200
3.859
10s+1
G_prirodn.gaz2
0
Transfer Fcn14
2.77
9s+1
T_zony2
Transfer Fcn11
PID(s)
Fuzzy Logic
Controller1
PID Controller2
1200
19
20.
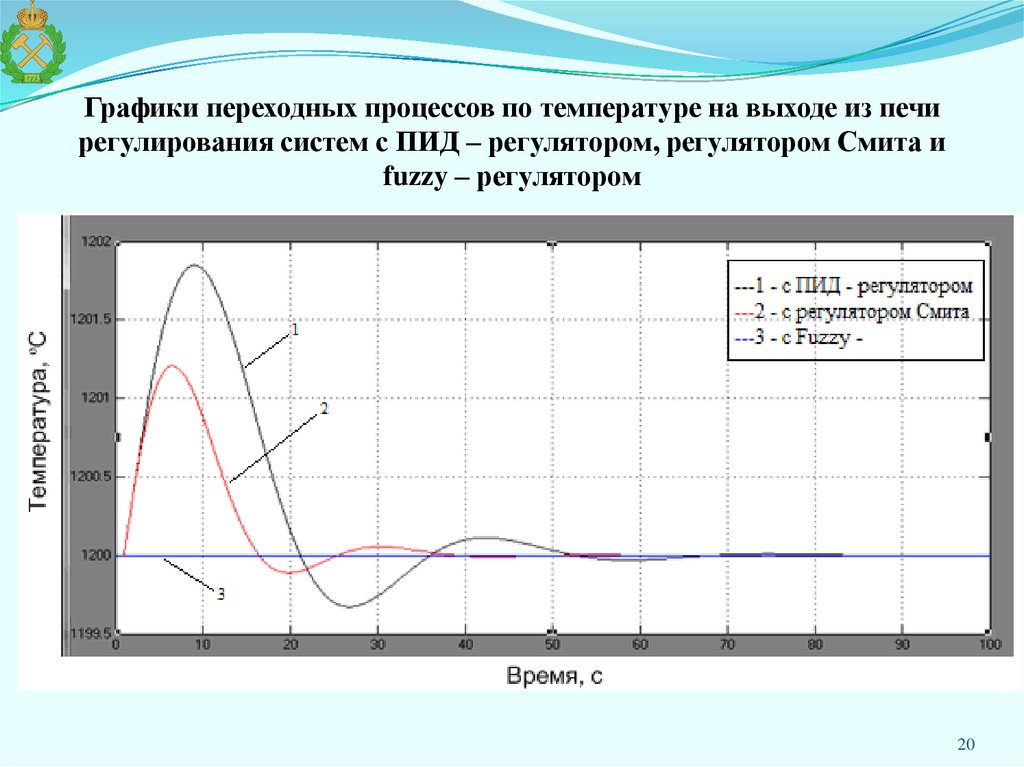
Графики переходных процессов по температуре на выходе из печирегулирования систем с ПИД – регулятором, регулятором Смита и
fuzzy – регулятором
20
21.
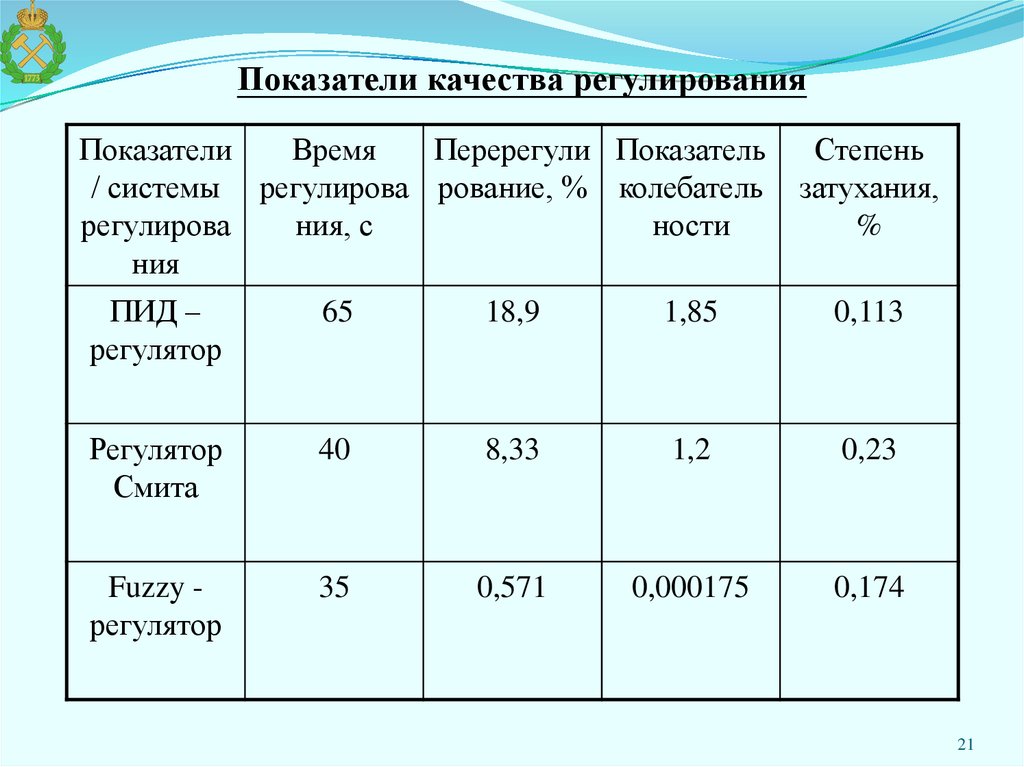
Показатели качества регулированияПоказатели
Время
Перерегули Показатель
/ системы регулирова рование, % колебатель
регулирова
ния, с
ности
ния
Степень
затухания,
%
ПИД –
регулятор
65
18,9
1,85
0,113
Регулятор
Смита
40
8,33
1,2
0,23
Fuzzy регулятор
35
0,571
0,000175
0,174
21
22.
ЗАКЛЮЧЕНИЕНа основании выполненного исследования о работе обжигового отделения
трубчатых вращающихся печей, можно сделать следующие выводы:
– Проведен анализ автоматизации технологических процессов с позиций
Интернета вещей и показана роль создания общей базы данных о процессе для
оптимального управления производством.
– Создана математическая модель трубчатой вращающейся печи в
стационарном режиме работы с использованием программного комплекса
ReactOp Cascade.
– Построена модель управления обжигом закиси никеля в трубчатой
вращающейся печи в программном пакете Matlab.
– Исследована динамика процесса восстановительного обжига закиси никеля.
– Проведено сравнение систем управления по параметрам качества
переходного процесса восстановления закиси никеля в трубчатой печи с
разными схемами управления
– Для разработанного отделения предложен аппаратурно-технический синтез
АСУ ТП.
23.
«Национальный минерально-сырьевой университет «Горный»23