


 Промышленность
ПромышленностьПохожие презентации:







 Moulding “Mould build technology\"")


Thermoforming Insoles
1. Information – Thermoforming Insoles
Confidential1
2.
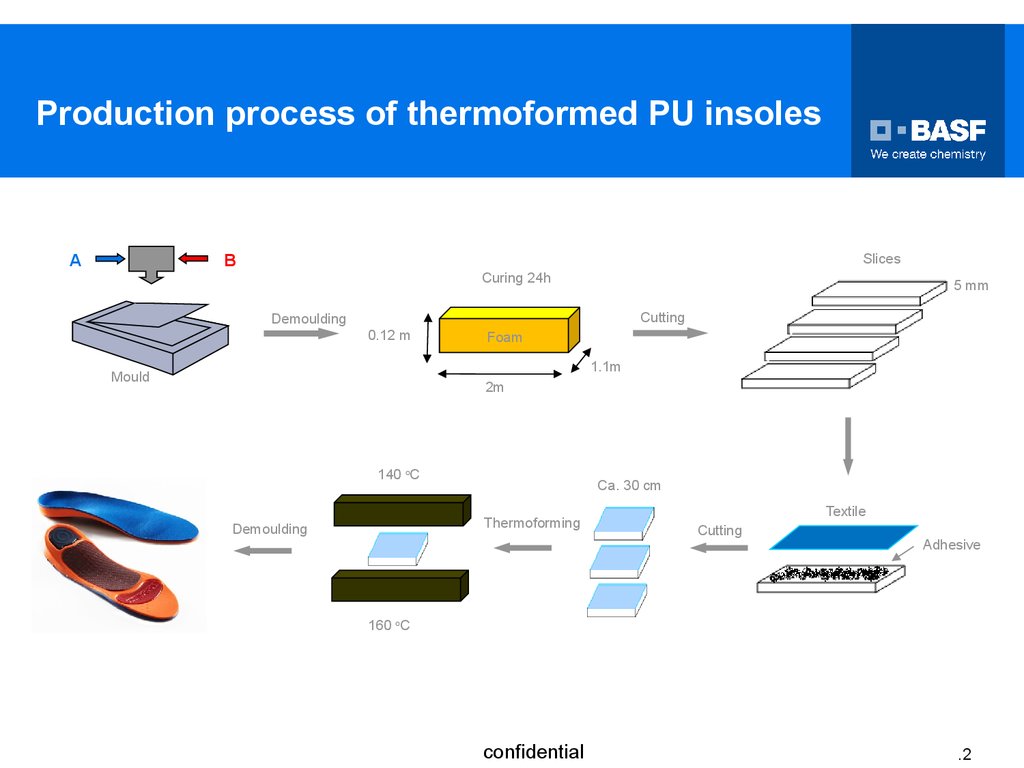
Production process of thermoformed PU insolesB
A
Slices
Curing 24h
5 mm
Cutting
Demoulding
0.12 m
Foam
1.1m
Mould
2m
140 oC
mold
Demoulding
Ca. 30 cm
Thermoforming
Textile
Cutting
Adhesive
160 oC
confidential
.2
3. Process to cast low density foam
Slab foam (free blowing foam)Moulded foam
Density (kg/m3)
Hardness (Asker C)
Tensile Strength (kg/cm2)
Elongation (%)
Tear Strength (kg/cm)
Compression set (%)
Rebound (%)
confidential
Top
103
27-29
6.3
86
2.4
26
24
Middle
84
24-25
5.1
79
1.8
17
17
Bottom
109
33-35
6.8
92
2.5
28
17
.3
4. High pressure foaming equipment
Slabs 2.0 x 1.5 x 0,25 =0.75 m³Sliced to 10 mm sheets
Thermoformed with different fabrics on top
Hennecke High Pressure BlocFoamat
Invest ~100,000 €
confidential
.4
5.
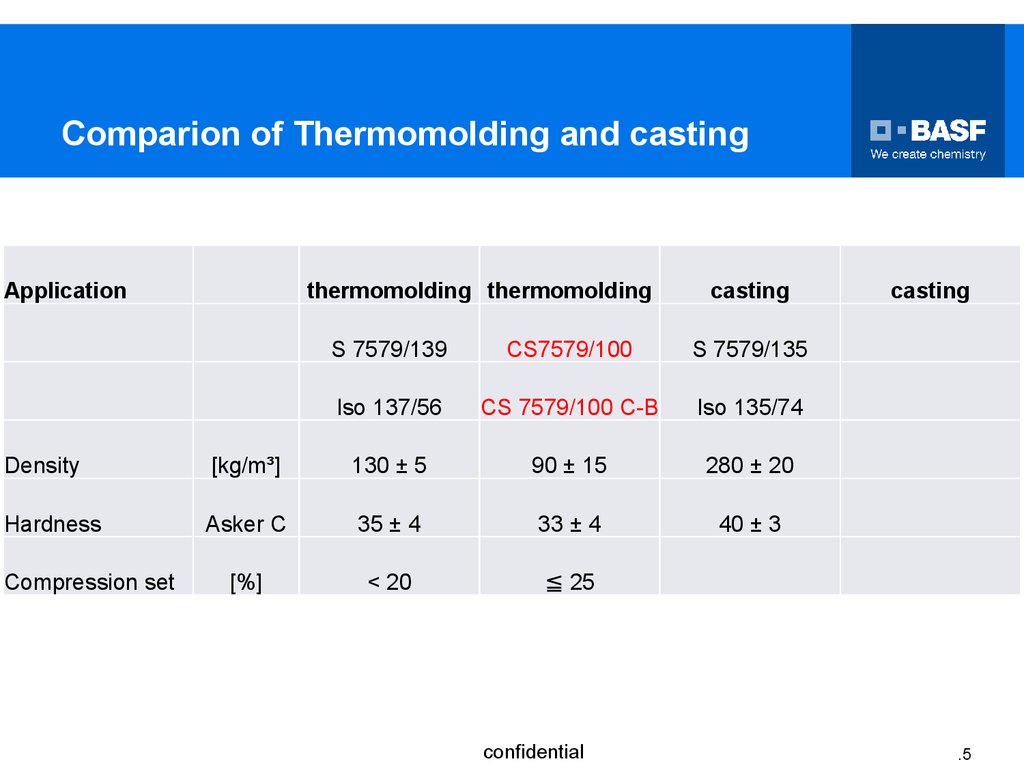
Comparion of Thermomolding and castingApplication
thermomolding thermomolding
casting
S 7579/139
CS7579/100
S 7579/135
Iso 137/56
CS 7579/100 C-B
Iso 135/74
Density
[kg/m³]
130 ± 5
90 ± 15
280 ± 20
Hardness
Asker C
35 ± 4
33 ± 4
40 ± 3
[%]
< 20
≦ 25
Compression set
confidential
casting
.5