







 Электроника
Электроника Промышленность
ПромышленностьПохожие презентации:










Основные элементы входящие в конструкцию станка
1.
Основные элементы входящие вконструкцию
станка
Шпиндели станков с ЧПУ,
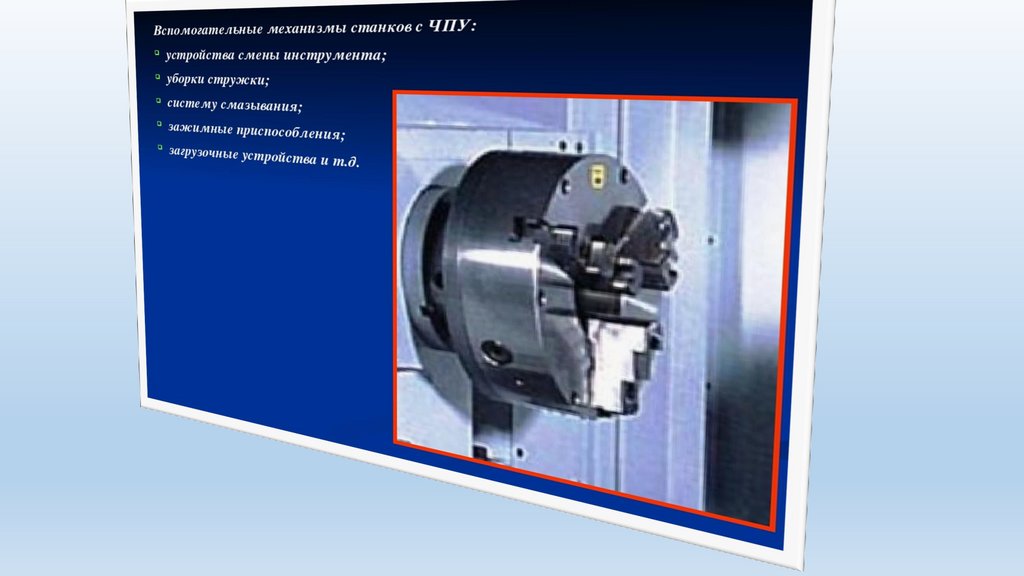
Вспомогательные механизмы станков с
ЧПУ
Основные термины и определения
«Омский авиационный колледж имени Н.Е. Жуковского»
ПМ. 01. Ерофеев Д.А.
2.
Устройство фрезерного станка с ЧПУ:3.
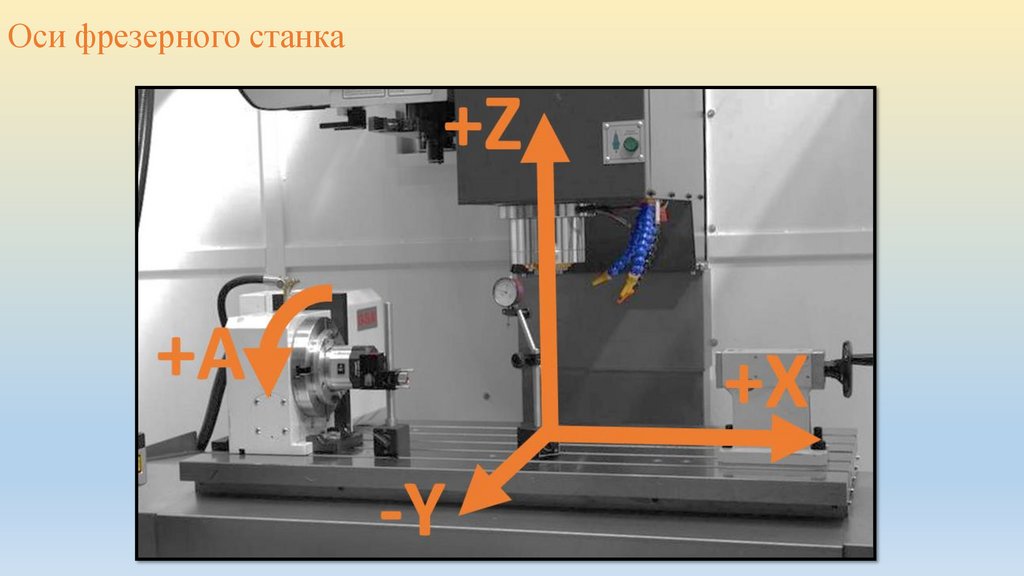
Оси фрезерного станкаополнительные поворотные оси.
4.
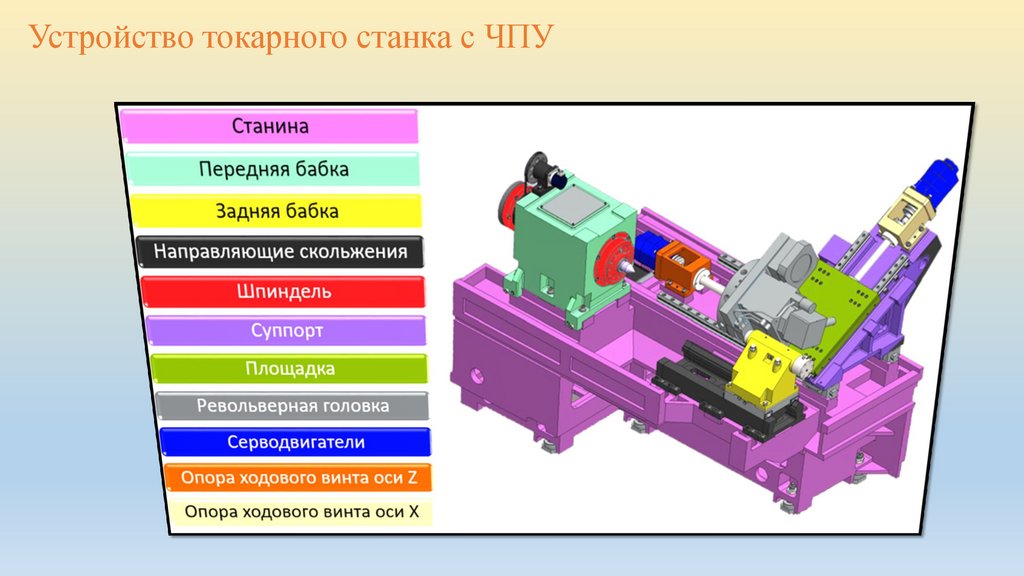
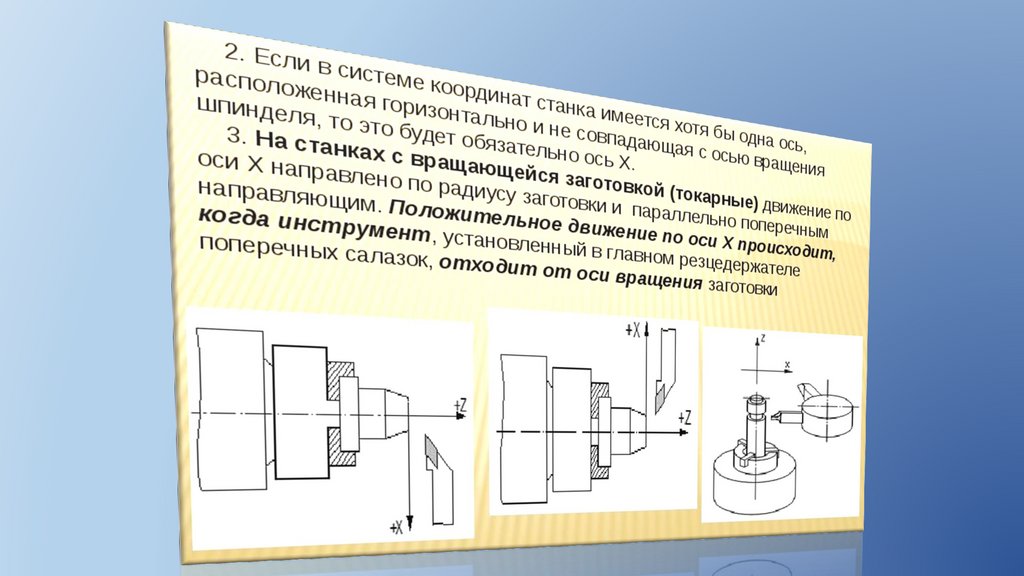
Устройство токарного станка с ЧПУ5.
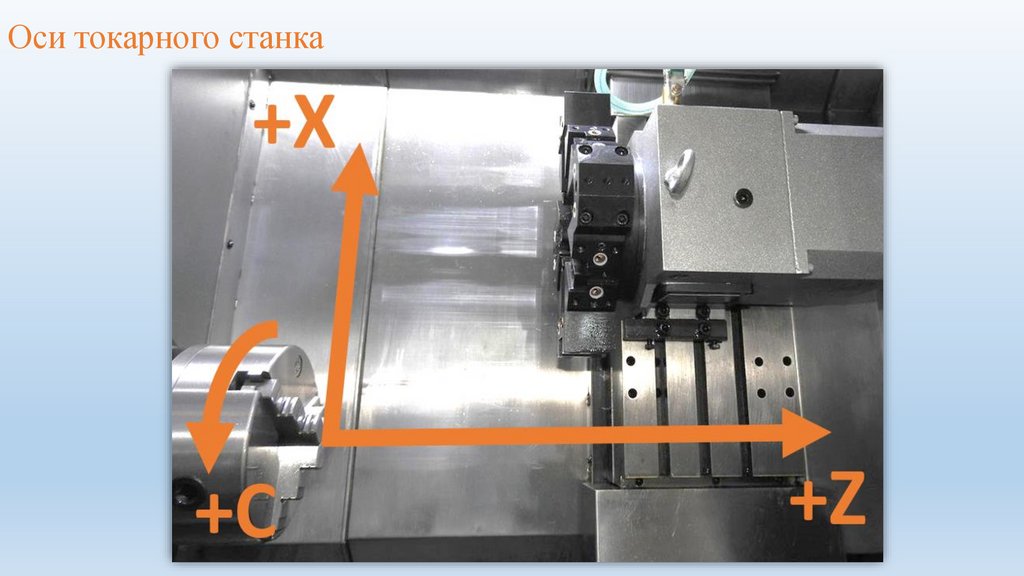
Оси токарного станка6.
Как работает станок с ЧПУ (алгоритм работы, общее представление)• Всё начинается с детали. Технологи исходя из требований к детали и
её формы выбирают нужный станок для её изготовления (например
фрезерный с ЧПУ). Вообще станков может быть несколько.
Технолог так же разрабатывает рекомендации по тому, как
обрабатывать деталь – на каких режимах резания и каким
инструментом.
• Затем определяется нулевая точка детали. От этого будет зависеть –
как наладчик будет привязывать инструмент к заготовке и от какой
точки будет писаться программа.
• Программист определяет последовательность обработки детали.
Если последовательность была выбрана неправильно, то деталь
сделать не получится. Бывают очевидные и не очевидные ошибки.
7.
• очевидные ошибки, что невозможно нарезать резьбупредварительно не просверлив отверстия.
• не очевидные ошибки, вскрываются только в процессе
обработки. Это весьма накладно и приходится переписывать
программу. Примером не очевидной ошибки является
первоначальное выполнение операций, снижающих жёсткость
станка, после них будет проблематично доделать деталь.
Затем подбирают подходящую заготовку с необходимыми
припусками на обработку и закрепление. Заготовки должны быть
достаточно одинаковые, иначе программа будет выполнятся
дольше, в связи с необходимостью обрабатывать большие
припуски отдельных заготовок.
Программист пишет программу для станка с ЧПУ. Наладчик
записывает программу в память станка с ЧПУ.
8.
Наладка программы на станке с ЧПУ: (алгоритм)• Наладчик становит необходимый инструмент и привязывает его
координаты.
• Заготовку закрепляют на станке, и наладчик выставляет нуль
заготовки, согласно программе
• Наладчик запускает программу в покадровом режиме, на
минимальной ускоренной подаче. Особое внимание уделяется
местам программы, где используется ускоренный ход и смена
инструмента. Нужно следить за тем, чтобы стружка хорошо
удалялась из места резания, система подачи СОЖ была настроена
правильно.
9.
• После отработки программы измеряются геометрическиепараметры деталей. В случае отклонения от требуемых
параметров необходимо ввести корректировки в коррекцию
инструмента или текст программы.
• После того, как получилось добиться правильных геометрических
параметров можно изготавливать детали в автоматическом
режиме. Это уже делает оператор.
• При
запущенной
автоматической
обработке
оператору
необходимо постоянно следить за работой станка. Всегда есть
вероятность поломки инструмента и скопления стружки.
Как видно из описания наладки и запуска станка в
обслуживание станка может участвовать четверо разных людей:
технолог, программист, наладчик, оператор. На некоторых крупных
производствах это разные люди.
10.
Вспомогательные устройства станков с ЧПУВ общем цикле работы любого автомата или станка с ЧПУ
важное значение имеет время вспомогательных движений,
влияющее на производительность станка, а в общем балансе
точности и жесткости - погрешности и упругие перемещения
поверхностей и стыков механизмов, влияющие на точность и
устойчивость обработки. К механизмам и устройствам
вспомогательных движений с этой точки зрения предъявляют два
противоречивых требования:
• быстродействие
• точность.
Вследствие сокращения времени вспомогательных движений
увеличиваются динамические нагрузки и снижается точность.
Кроме того, время вспомогательных движений зависит от
конструктивных особенностей механизмов и устройств; условий
изготовления и эксплуатации (в частности, шума).
11.
12.
Вспомогательные инструментыдля станков с ЧПУ
13.
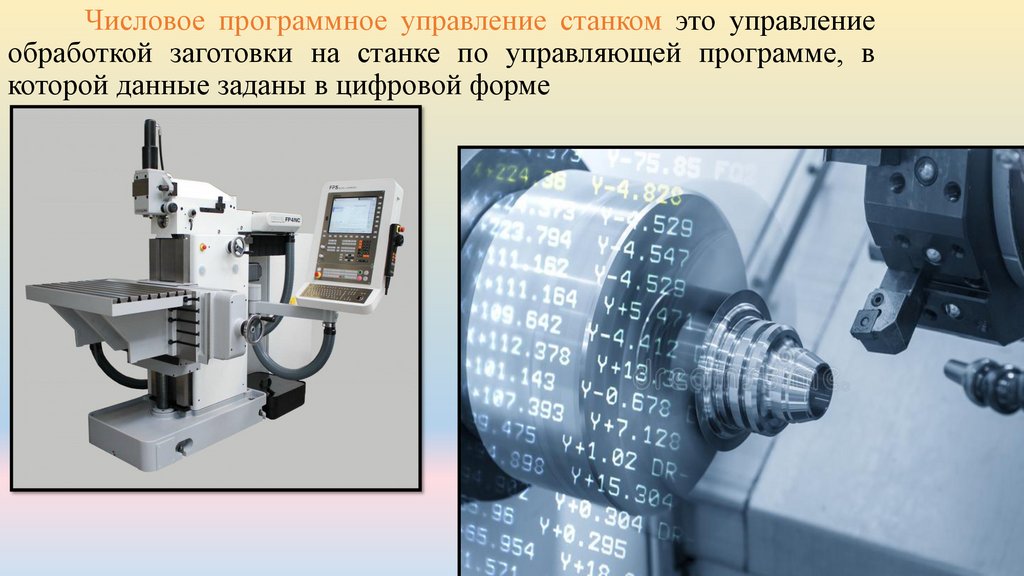
Числовое программное управление станком это управлениеобработкой заготовки на станке по управляющей программе, в
которой данные заданы в цифровой форме
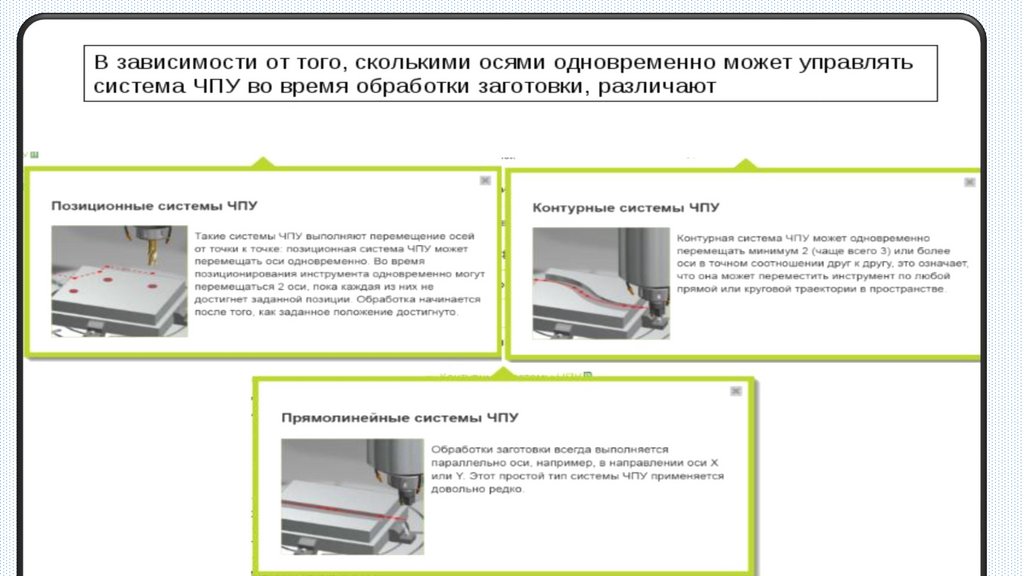
14.
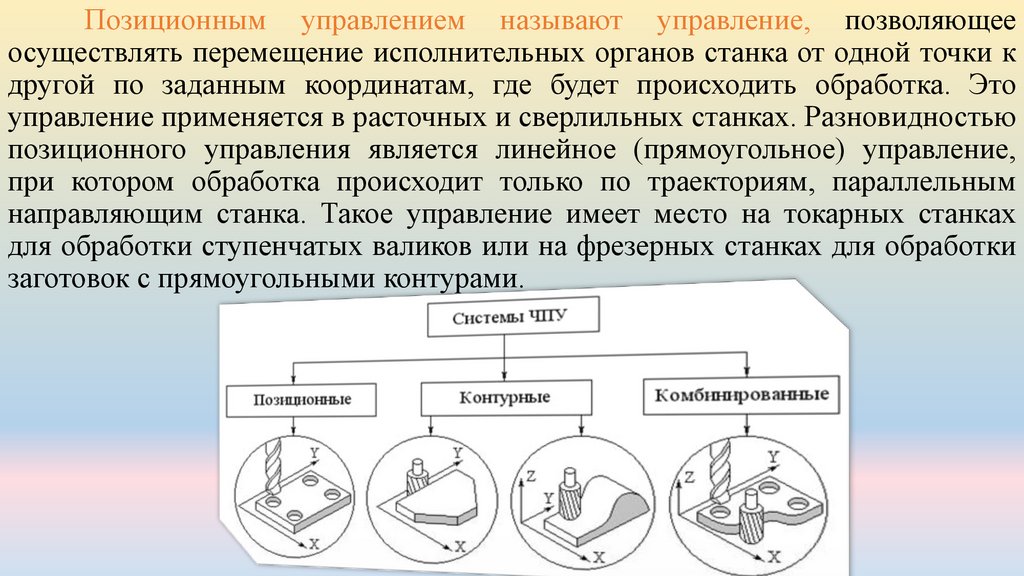
Позиционным управлением называют управление, позволяющееосуществлять перемещение исполнительных органов станка от одной точки к
другой по заданным координатам, где будет происходить обработка. Это
управление применяется в расточных и сверлильных станках. Разновидностью
позиционного управления является линейное (прямоугольное) управление,
при котором обработка происходит только по траекториям, параллельным
направляющим станка. Такое управление имеет место на токарных станках
для обработки ступенчатых валиков или на фрезерных станках для обработки
заготовок с прямоугольными контурами.
15.
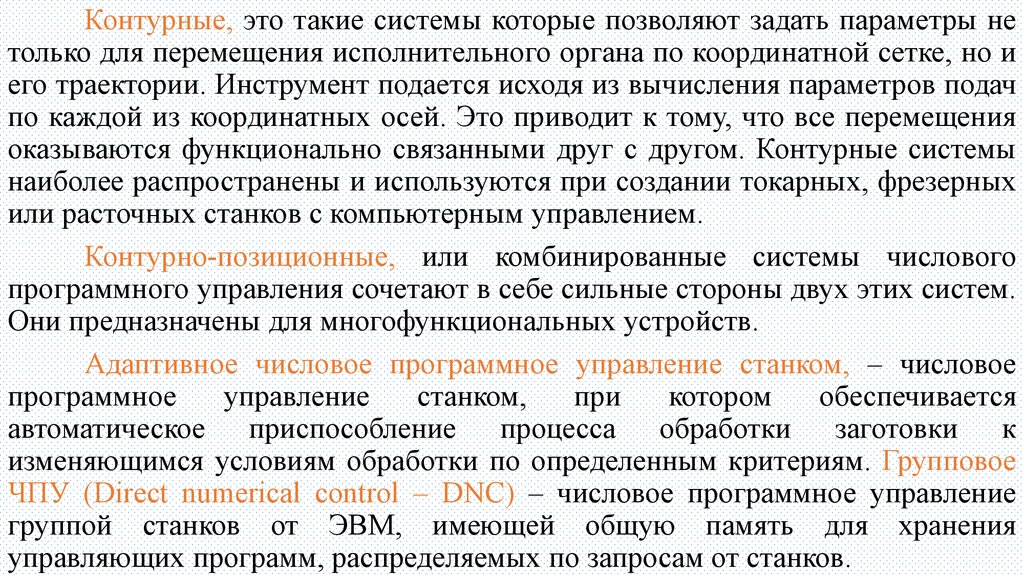
Контурные, это такие системы которые позволяют задать параметры нетолько для перемещения исполнительного органа по координатной сетке, но и
его траектории. Инструмент подается исходя из вычисления параметров подач
по каждой из координатных осей. Это приводит к тому, что все перемещения
оказываются функционально связанными друг с другом. Контурные системы
наиболее распространены и используются при создании токарных, фрезерных
или расточных станков с компьютерным управлением.
Контурно-позиционные, или комбинированные системы числового
программного управления сочетают в себе сильные стороны двух этих систем.
Они предназначены для многофункциональных устройств.
Адаптивное числовое программное управление станком, – числовое
программное
управление
станком,
при
котором
обеспечивается
автоматическое приспособление процесса обработки заготовки к
изменяющимся условиям обработки по определенным критериям. Групповое
ЧПУ (Direct numerical control – DNC) – числовое программное управление
группой станков от ЭВМ, имеющей общую память для хранения
управляющих программ, распределяемых по запросам от станков.
16.
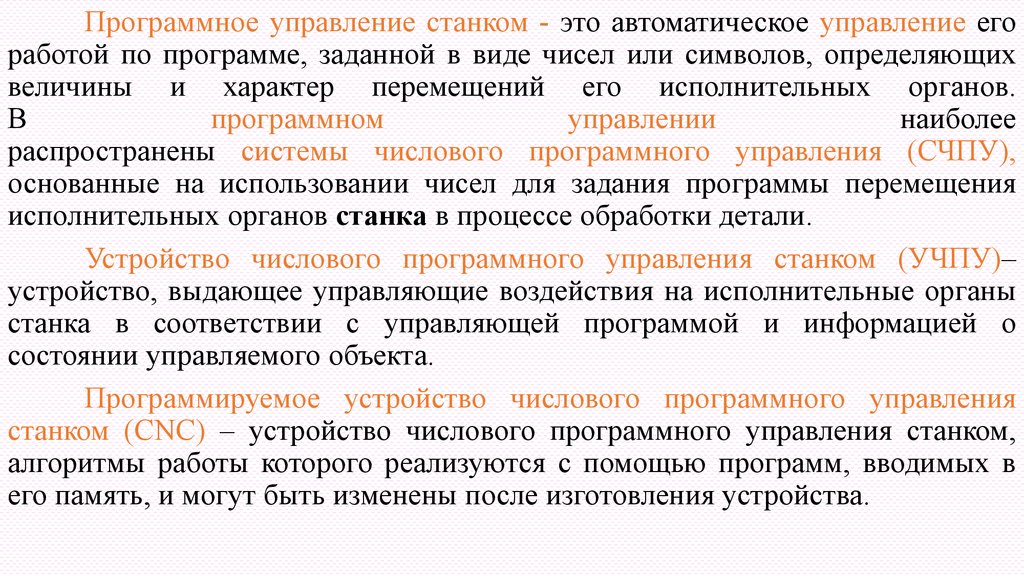
Программное управление станком - это автоматическое управление егоработой по программе, заданной в виде чисел или символов, определяющих
величины и характер перемещений его исполнительных органов.
В
программном
управлении
наиболее
распространены системы числового программного управления (СЧПУ),
основанные на использовании чисел для задания программы перемещения
исполнительных органов станка в процессе обработки детали.
Устройство числового программного управления станком (УЧПУ)–
устройство, выдающее управляющие воздействия на исполнительные органы
станка в соответствии с управляющей программой и информацией о
состоянии управляемого объекта.
Программируемое устройство числового программного управления
станком (CNC) – устройство числового программного управления станком,
алгоритмы работы которого реализуются с помощью программ, вводимых в
его память, и могут быть изменены после изготовления устройства.
17.
18.
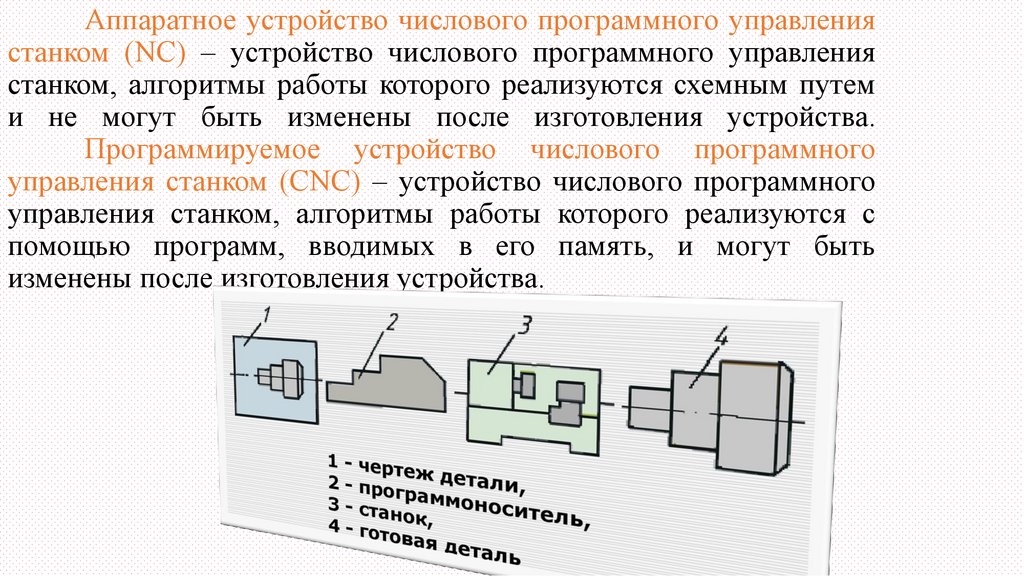
Аппаратное устройство числового программного управлениястанком (NC) – устройство числового программного управления
станком, алгоритмы работы которого реализуются схемным путем
и не могут быть изменены после изготовления устройства.
Программируемое устройство числового программного
управления станком (CNC) – устройство числового программного
управления станком, алгоритмы работы которого реализуются с
помощью программ, вводимых в его память, и могут быть
изменены после изготовления устройства.
19.
20.
Станочная оснастка (общая информация)21.
22.
Автоматическая работа системы (устройства) числового программногоуправления станком - функционирование СЧПУ (УЧПУ), при котором
отработка управляющей программы происходит с автоматической сменой
кадров управляющей программы.
Работа системы числового программного управления станком с
пропуском кадров - автоматическая работа СЧПУ (УЧПУ), при которой не
отрабатываются кадры управляющей программы, обозначенные символом
«Пропуск кадра».
Покадровая работа системы (устройства) числового программного
управления станком - функционирование СЧПУ (УЧПУ), при котором
отработка каждого кадра управляющей программы происходит только после
воздействия оператора.
Работа системы (устройства) числового программного управления
станком с ручным вводом данных - функционирование СЧПУ (УЧПУ), при
котором набор данных, ограниченный форматом кадра, производится вручную
оператором на пульте.
23.
Работа системы числового программного управления станком с ручнымуправлением - функционирование СЧПУ (УЧПУ), при котором оператор
управляет станком с пульта без использования числовых данных.
Зеркальная отработка системы (устройства) числового программного
управления станком - функционирование СЧПУ (УЧПУ), при котором рабочие
органы станка перемещаются по траектории, представляющей собой
зеркальное отображение траектории, записанной в управляющей программе.
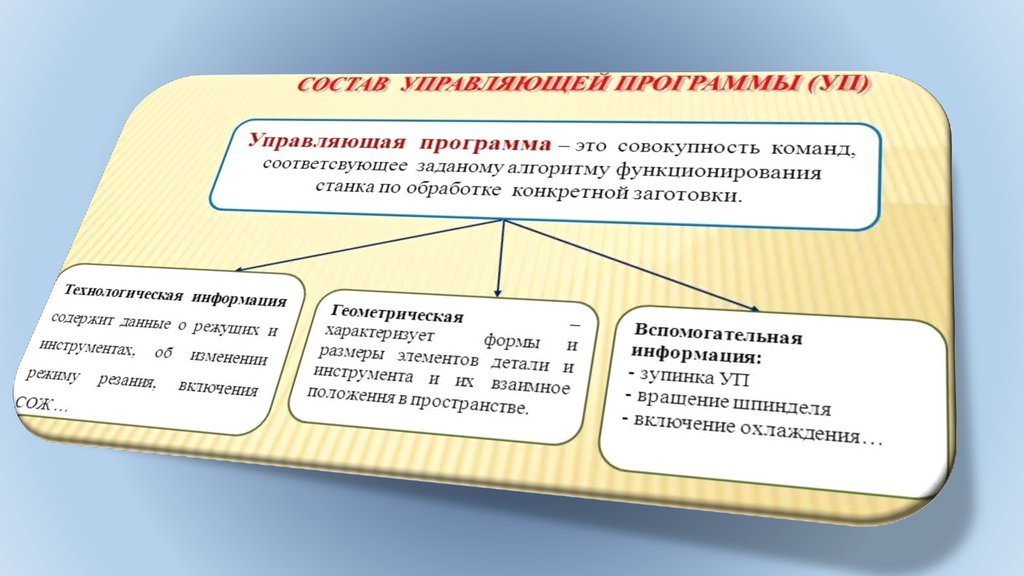
Управляющая программа (УП)
- совокупность команд на языке
программирования,
соответствующая
заданному
алгоритму
функционирования станка по обработке конкретной заготовки.
24.
25.
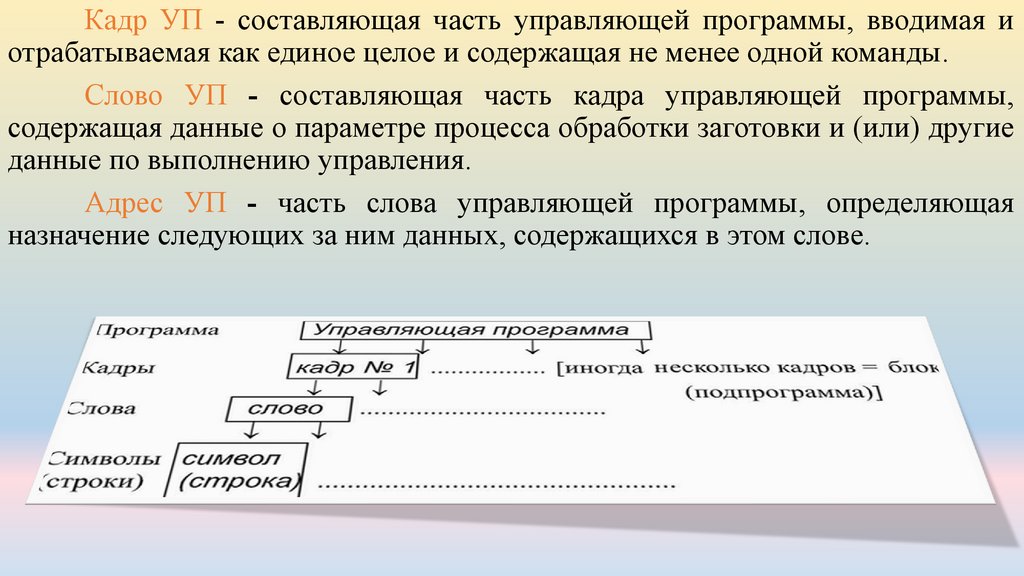
Кадр УП - составляющая часть управляющей программы, вводимая иотрабатываемая как единое целое и содержащая не менее одной команды.
Слово УП - составляющая часть кадра управляющей программы,
содержащая данные о параметре процесса обработки заготовки и (или) другие
данные по выполнению управления.
Адрес УП - часть слова управляющей программы, определяющая
назначение следующих за ним данных, содержащихся в этом слове.
26.
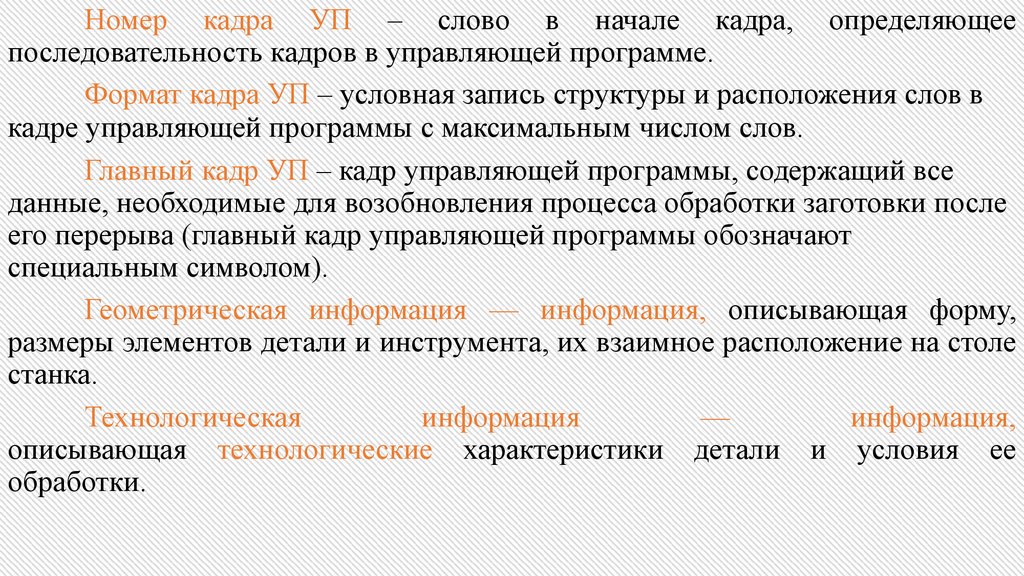
Номер кадра УП – слово в начале кадра, определяющеепоследовательность кадров в управляющей программе.
Формат кадра УП – условная запись структуры и расположения слов в
кадре управляющей программы с максимальным числом слов.
Главный кадр УП – кадр управляющей программы, содержащий все
данные, необходимые для возобновления процесса обработки заготовки после
его перерыва (главный кадр управляющей программы обозначают
специальным символом).
Геометрическая информация — информация, описывающая форму,
размеры элементов детали и инструмента, их взаимное расположение на столе
станка.
Технологическая
информация
—
информация,
описывающая технологические характеристики детали и условия ее
обработки.
27.
28.
Абсолютный размер – линейный или угловой размер, задаваемый вуправляющей программе и указывающий положение точки относительно
принятого нуля отсчета.
В Абсолютной системе координат, все перемещения выполняемые станком, задаются в
такой системе координат, начало отсчёта которой остаётся неизменной при всех
перемещениях. В качестве неизменного (фиксированного) начала координат, заранее
выбирается некоторая точка в пространстве, лежащая в области перемещений
исполнительных органов станка. Как в этом качестве выбирается нулевая точка заготовки.
В относительной системе координат, каждое перемещение исполнительных органов станка,
задаётся относительно конечной точки последнего перемещения, то есть задаётся в
приращениях.
Размер в приращении – линейный или угловой размер, задаваемый в
управляющей программе и указывающий положение точки относительно
координат точки предыдущего положения рабочего органа станка.
Ускоренная отработка – автоматическая работа СЧПУ (УЧПУ), при
которой предусмотренные в управляющей программе скорости подач
автоматически заменяются на ускоренную подачу.
29.
30.
Приводной инструмент (общая информация)31.
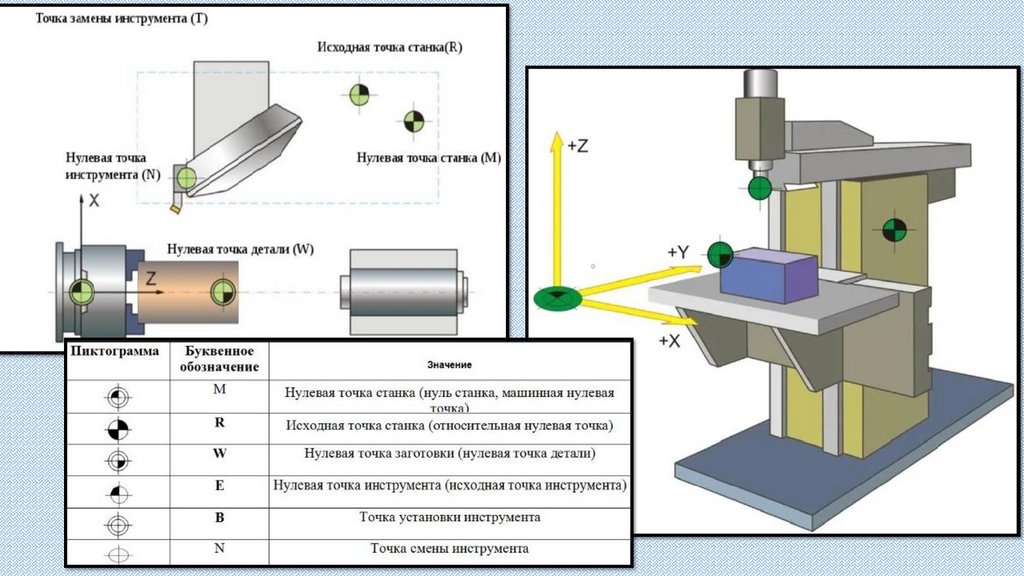
Нулевая точка станка – точка, принятая за начало системы координатстанка.
Исходная точка станка – точка, определенная относительно нулевой
точки станка и используемая для начала работы по управляющей программе.
Фиксированная точка станка – точка, определенная относительно
нулевой точки станка и используемая для определения положения рабочего
органа станка.
Точка начала обработки – точка, определяющая начало обработки
конкретной заготовки.
Нулевая точка детали – точка на детали, относительно которой заданы
ее размеры.
Плавающий нуль – свойство СЧПУ (УЧПУ) помещать начало отсчета
перемещения рабочего органа в любое положение относительно нулевой
точки станка.
32.
33.
Дискретность задания перемещения – минимальное перемещение илиугол поворота рабочего органа станка, которые могут быть заданы в
управляющей программе.
Дискретность отработки перемещения – минимальное перемещение или
угол поворота рабочего органа станка, контролируемое в процессе
управления.
Максимальное программируемое перемещение – наибольшее
перемещение рабочего органа станка, которое может быть задано в одном
кадре управляющей программы.
Контурная скорость — результирующая скорость подачи рабочего
органа, направление которой совпадает с направлением касательной в каждой
точке заданного контура обработки.
34.
Контурная скорость35.
Коррекция положения инструмента - изменение с пультауправления запрограммированных координат рабочего органа
станка.
Коррекция скорости подачи - изменение с пульта оператора
запрограммированного значения скорости подачи.
Коррекция скорости главного движения - изменение с пульта
оператора запрограммированной частоты вращения главного
привода.
Отказ устройства ЧПУ - событие, заключающееся в
нарушении работоспособности устройства ЧПУ.
Сбой устройства ЧПУ - событие, заключающееся в
кратковременном
самоустраняющемся
нарушении
работоспособности устройства ЧПУ.
36.
37.
Индикатируемый сбой устройства ЧПУ - сбой, фиксирующийся напульте в момент его возникновения, приводящий к останову станка, т.е. к
прекращению обработки детали, информация о котором высвечивается на
пульте оператора. Неиндикатируемый сбой устройства ЧПУ - сбой, не
обнаруживаемый на пульте в момент его возникновения.
Станочная система ЧПУ - комплекс узлов и агрегатов,
взаимодействующих между собой.
(Общая информация)