
 Промышленность
ПромышленностьПохожие презентации:







")

 контроль. Лекция № 3")
Процесс проведения входного контроля двухрядного роликового подшипников качения
1.
МИНИСТЕРСТВО НАУКИ И ВЫСШЕГО ОБРАЗОВАНИЯ РОССИЙСКОЙФЕДЕРАЦИИ
Федеральное государственное бюджетное образовательное учреждение
высшего образования
«Сибирский государственный университет науки и технологий
имени академика М.Ф. Решетнева»
Институт машиноведения и мехатроники
Кафедра ТРМ
Верификация закупленной
продукции на примере двухрядного
роликового подшипника качения
в ООО «ОКБ Микрон»
Выполнил: студент МСО 1901 Костюкевич А.Д.
2.
ПРОЦЕСС ПРОВЕДЕНИЯ ВХОДНОГОКОНТРОЛЯ ДВУХРЯДНОГО
РОЛИКОВОГО ПОДШИПНИКОВ
КАЧЕНИЯ
Входной контроль — проверка качества сырья и
вспомогательных
материалов,
поступающих
в
производство. Постоянный анализ качества поставляемого
сырья и материалов позволяет влиять на производство
предприятий-поставщиков, добиваясь повышения качества.
Осуществляется подразделением ОТК
2
3.
ВХОДНОЙ КОНТРОЛЬПОДШИПНИКОВ КАЧЕНИЯ ВКЛЮЧАЕТ
СЛЕДУЮЩИЕ МЕТОДЫ:
визуальный контроль
контроль легкости вращения и характера шума
контроль габаритных размеров
контроль радиальных зазоров
Раковины на беговой дорожке внешнего кольца
двухрядного роликового подшипника
Лаборатория контроля геометрических
параметров деталей подшипников качения
3
4.
Решение конструктораПосле проведения данных операций входного контроля,
выявляются несоответствия. Все несоответствия
прописываются в листе входного контроля. Далее л\в контроля
передается конструктору для принятия решения по
дальнейшему применению подшипников качения.
Конструктор определяет:
пропустить ли деталь в дальнейшее использования и учесть
данные отклонения при его эксплуатации
доработать данную деталь в соответствии с КД
отправить ли деталь в изолятор брака, и не применять ее в
дальнейшем
4
5.
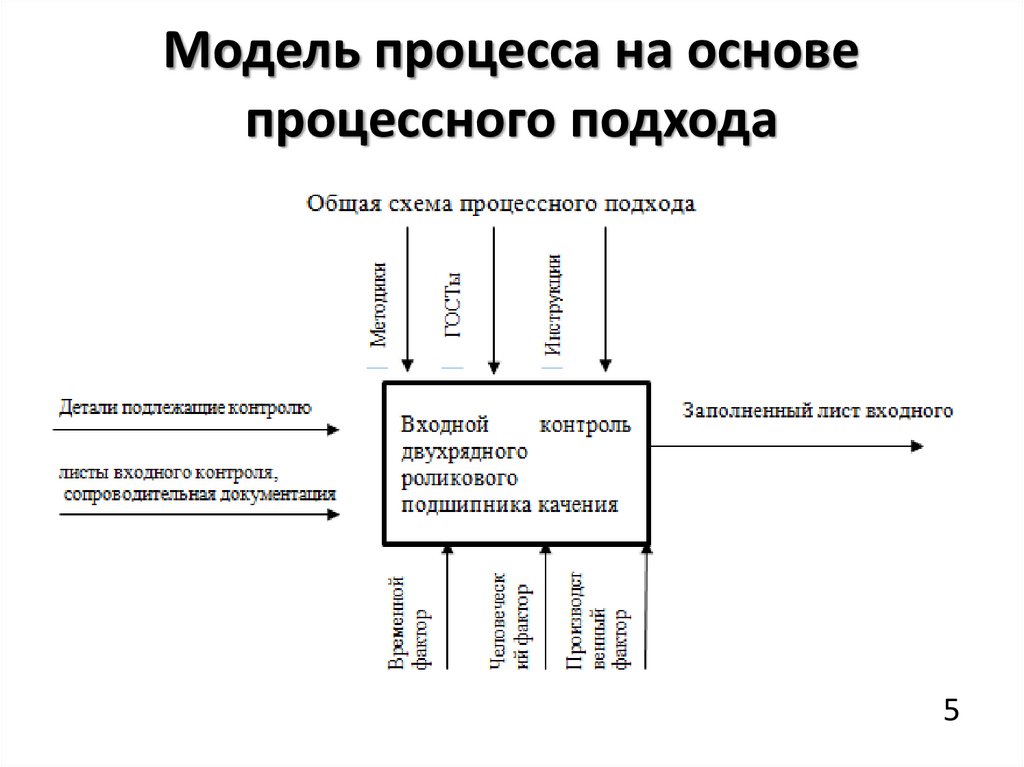
Модель процесса на основепроцессного подхода
5
6.
ЛИСТЫ ВХОДНОГО КОНТРОЛЯПо листу входного контроля предоставляется следующая
информация:
маркировки, тары, упаковки
геометрических размеров
состояния поверхности
специальных свойств
марки материала (химического состава), механических свойств,
структуры
проверки сопроводительной документации, упаковки и внешнего
осмотра продукции – при наличии сертификата соответствия на
продукцию или систему качества
выборочного статистического контроля поступлении продукции
партиями, объем которых достаточен для получения выборок с
установленными рисками потребителя и поставщика
6
7.
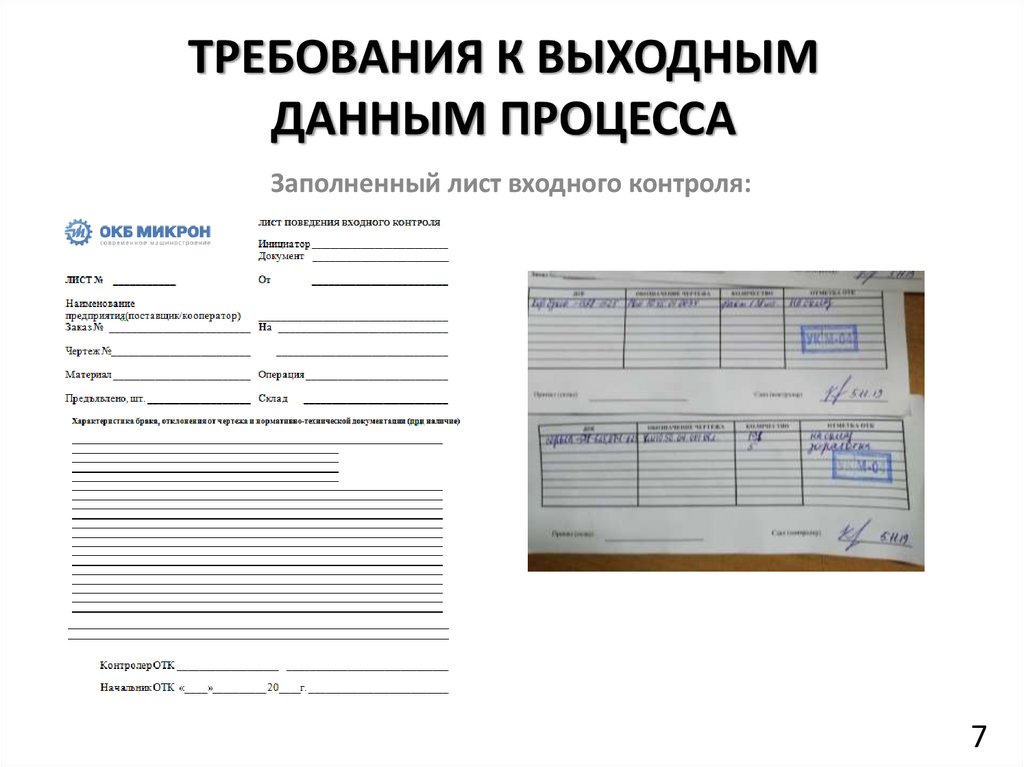
ТРЕБОВАНИЯ К ВЫХОДНЫМДАННЫМ ПРОЦЕССА
Заполненный лист входного контроля:
7
8.
РЕСУРСЫ ПРОЦЕССАОборудование, инструменты:
Микрометр с индикатором предназначен для измерения
наружных линейных размеров прецизионных деталей
методом, как непосредственной оценки, так и сравнения с
мерой
Человеческий ресурс:
Инженер – технолог цеха
мастер участка
станочник
контрольный мастер
сборщик
контролер ОТК
8
9.
РЕГЛАМЕНТИРУЮЩАЯДОКУМЕНТАЦИЯ ПРОЦЕССА
производственная программа;
методика проверки подшипников качения ГОСТ
520-2002;
методика производства подшипников качения
ГОСТ 3478-79;
должностные инструкции работников;
подготовка и этапы проведения входного контроля
ГОСТ 24297-87;
9
10.
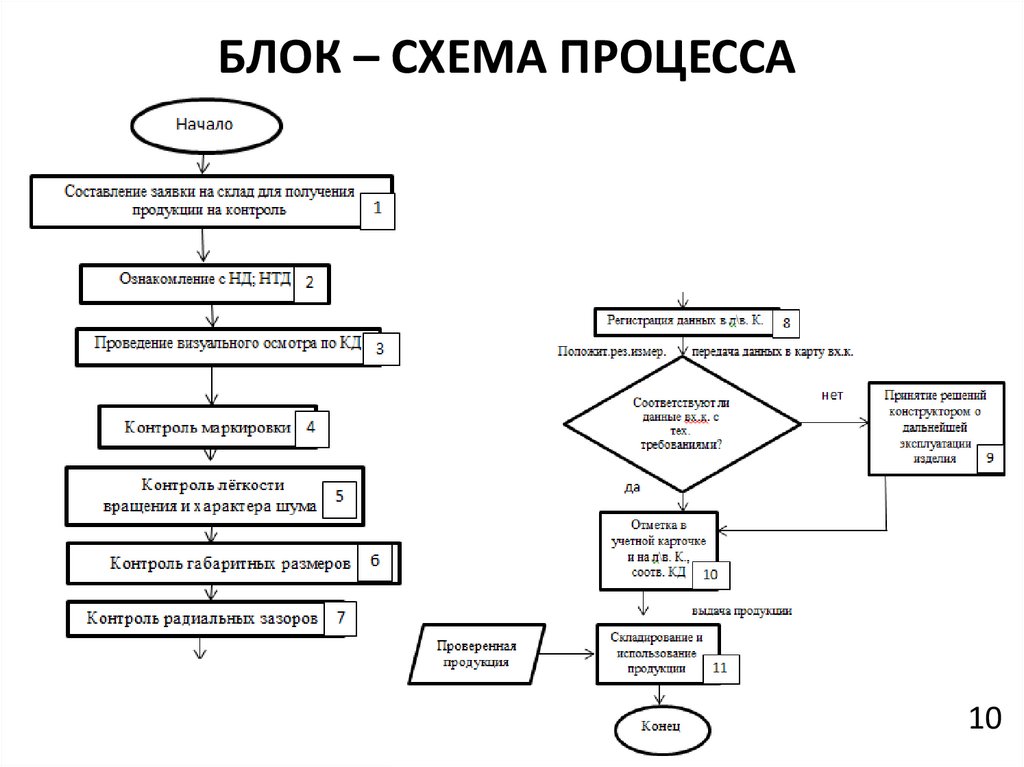
БЛОК – СХЕМА ПРОЦЕССА10
11.
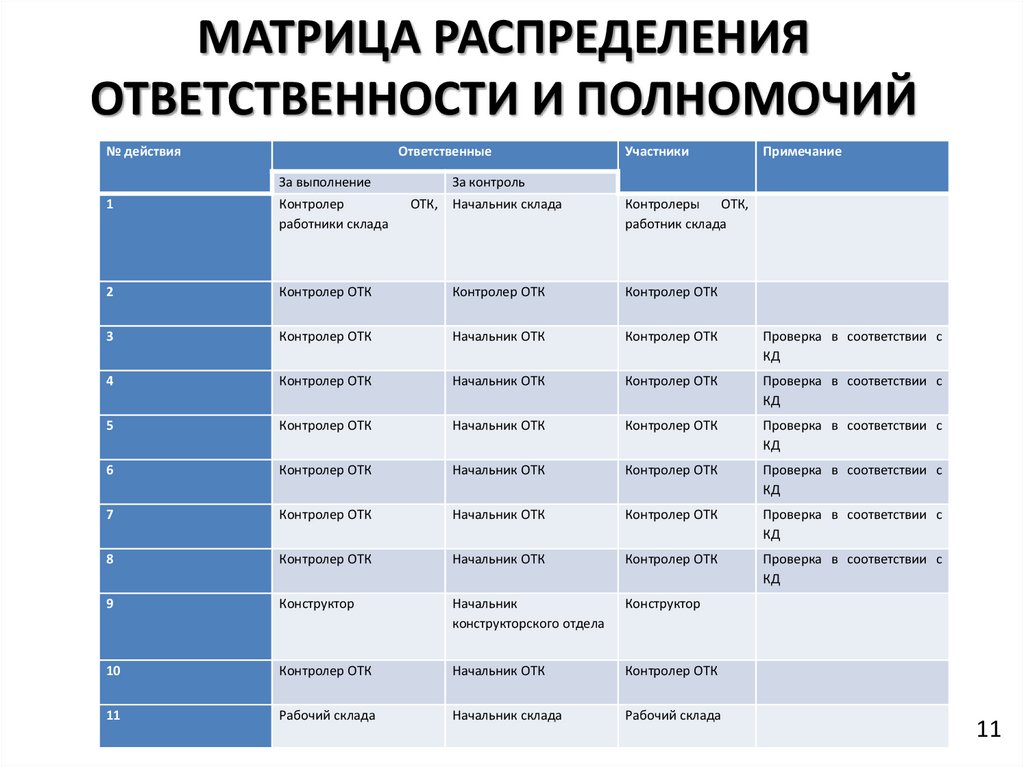
МАТРИЦА РАСПРЕДЕЛЕНИЯОТВЕТСТВЕННОСТИ И ПОЛНОМОЧИЙ
№ действия
Ответственные
За выполнение
1
Контролер
работники склада
2
Участники
Примечание
За контроль
ОТК,
Начальник склада
Контролеры
ОТК,
работник склада
Контролер ОТК
Контролер ОТК
Контролер ОТК
3
Контролер ОТК
Начальник ОТК
Контролер ОТК
Проверка в соответствии с
КД
4
Контролер ОТК
Начальник ОТК
Контролер ОТК
Проверка в соответствии с
КД
5
Контролер ОТК
Начальник ОТК
Контролер ОТК
Проверка в соответствии с
КД
6
Контролер ОТК
Начальник ОТК
Контролер ОТК
Проверка в соответствии с
КД
7
Контролер ОТК
Начальник ОТК
Контролер ОТК
Проверка в соответствии с
КД
8
Контролер ОТК
Начальник ОТК
Контролер ОТК
Проверка в соответствии с
КД
9
Конструктор
Начальник
конструкторского отдела
Конструктор
10
Контролер ОТК
Начальник ОТК
Контролер ОТК
11
Рабочий склада
Начальник склада
Рабочий склада
11
12.
АНАЛИЗ ПРОЦЕССА.КРИТИЧЕСКИЕ МЕСТА ПРОЦЕССА
Наличие дефектов
Своевременно предоставленная информация
Загруженность контролера
Недостаточное количество контролируемых участков на
детали
Недостаточной компетентностью персонала в вопросах
контроля качества
Слабой информированностью работников, участвующих в
данном процессе, и отсутствием эффективной системы
мотивации работников к повышению качества входного
контроля качества сырья и материалов, поступающих на
предприятие
12
13.
МЕРОПРИЯТИЯ ПО УЛУЧШЕНИЮПРОЦЕССА
Комплексный анализ качества изготовления
Специальные стенды для входного контроля
Отбраковка
Ужесточение входного контроля
Целью входного контроля является подтверждение уверенности в
том, что потребитель получил продукцию надлежащего качества.
На практике используется сплошной контроль партии изделий,
выборочный контроль партии изделий с использованием теории
вероятностей; выборочный контроль, основанный на использовании
случайной выборки.
13
14.
ВИДЫ КОНТРОЛЯПОДШИПНИКОВ КАЧЕНИЯ
По возможности использования проконтролированной
продукции
По объему контролируемой продукции
По принимаемым решениям
По средствам контроля
По характеру поступления продукции на контроль
По контролируемому признаку
На предприятии используется качественный признак
контроля, При таком виде контроля каждую проверенную
единицу подшипника относят к определенной группе, а
последующее решение о контролируемой совокупности
принимают в зависимости от соотношения количеств её
единиц, оказавшихся в разных группах.
14
15.
SADT ДИАГРАММАДанные:
лист входного контроля
инструменты для контроля
сопроводительные письма от заказчика
оборудованное помещение
Функции:
получение листа входного контроля
проверка соответствия документации требованиям
получить продукцию на контроль
проведение визуального осмотра
измерение основных параметров по чертежу
заключения по результату замеров
оформление листов входного
передача изделия на склад хранения
15
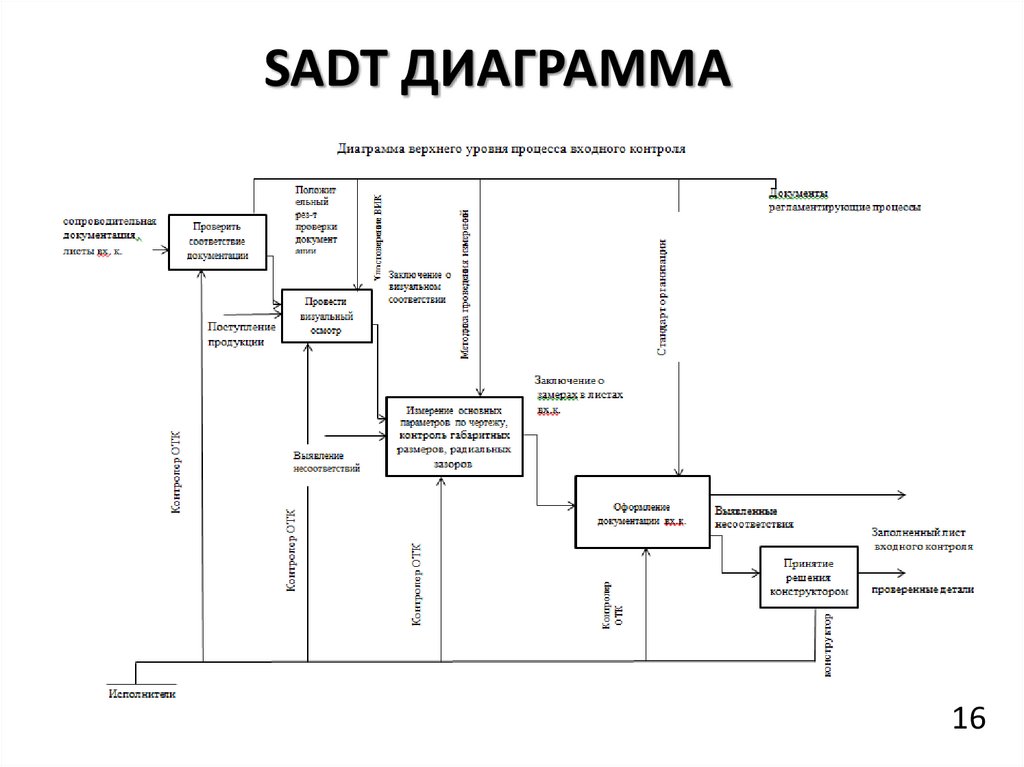
16.
SADT ДИАГРАММА16
17.
Спасибо за внимание!17