




 Программное обеспечение
Программное обеспечениеПохожие презентации:










Применение аддитивных технологий в производстве
1.
ТемаТема
«ПРИМЕНЕНИЕ АДДИТИВНЫХ ТЕХНОЛОГИЙ В
ПРОИЗВОДСТВЕ»
Построение 3D-моделей с помощью
информационных систем. 3D- печать.
Подготовил:
Студент группы 23-КС
Овсянников Сергей
2.
ТехнологияПлан
Терминология
Основные
принципы
3.
Технологиипечати
План
3D-принтеры
Применение
4.
технология3D-печать или «аддитивное
производство» – процесс создания
цельных трехмерных объектов
практически любой геометрической
формы на основе цифровой модели.
3D-печать основана на концепции
построения объекта последовательно
наносимыми слоями, отображающими
контуры модели.
Фактически, 3D-печать является полной
противоположностью таких традиционных
методов механического производства и
обработки, как фрезеровка или резка,
где формирование облика изделия
происходит за счет удаления лишнего
материала.
3D-принтерами называют станки с
программным управлением, выполняющие
5.
Хотя технология 3D-печати появилась еще в80-х годах прошлого века, широкое
коммерческое распространение 3D-принтеры
получили только в начале 2010-х. Первый
дееспособный 3D-принтер был создан Чарльзом
Халлом, одним из основателей корпорации 3D
Systems. В начале 21 века произошел
значительный рост продаж, что привело к
резкому падению стоимости устройств.
Согласно данным консалтинговой фирмы
Wohlers Associates, в 2012 году объем
мирового рынка 3D-принтеров и сопутствующих
сервисов достиг $2,2млрд., показав рост на
29% по сравнению с 2011 годом. 3D-печатные
технологии используются для
прототипирования и распределенного
производства в архитектуре, строительстве,
промышленном дизайне, автомобильной,
аэрокосмической, военно-промышленной,
инженерной и медицинской отраслях,
биоинженерии, производстве модной одежды и
обуви, ювелирных изделий, в образовании,
6.
ТерминологияТермин «аддитивное производство»
подразумевает технологии по созданию
объектов за счет нанесения
последовательных слоев материала.
Модели, изготовленные аддитивным
методом, могут применяться на любом
производственном этапе – как для
изготовления опытных образцов, так и
в качестве самих готовых изделий.
В производстве, особенно машинной
обработке, термин «субтрактивные»
подразумевает более традиционные
методы и является ретронимом,
придуманным в последние годы для
разграничения традиционных способов
и новых аддитивных методов. Хотя
традиционное производство использует
по сути «аддитивные» методы на
протяжении веков, в них отсутствует
трехмерная информационная
технологическая составляющая.
Машинная же обработка, как правило,
7.
Основные принципы3D-печатные модели
3D-модели создаются методом ручного
компьютерного графического дизайна или
за счет 3D-сканирования. Ручное
моделирование, или подготовка
геометрических данных для создания
трехмерной компьютерной графики,
несколько напоминает скульптуру. 3Dсканирование – это автоматический сбор и
анализ данных реального объекта, а
именно формы, цвета и других
И ручное си последующим
автоматическое создание
характеристик,
3D-печатных
моделей может
вызвать
преобразованием
в цифровую
трехмерную
модель.трудности у среднего пользователя.
В связи с этим в последние годы
получили распространение 3Dпечатные торговые площадки.
8.
3D-печатьВо время печати принтер считывает 3Dпечатный файл, содержащий данные
трехмерной модели, и наносит
последовательные слои жидкого,
порошкообразного, бумажного или
листового материала, выстраивая
трехмерную модель из серии поперечных
сечений. Эти слои, соответствующие
виртуальным поперечным сечениям в CADмодели, соединяются или сплавляются
вместе для создания объекта заданной
формы. Основным преимуществом данного
метода
является возможность
создания
«Разрешение»
принтера подразумевает
геометрических
форм практически
толщину наносимых
слоев (ось Z) и
неограниченной
сложности.
точность позиционирования
печатной
головки в горизонтальной плоскости
(по осям X и Y).
9.
Типичная толщина слоя составляет 100мкм(250 DPI), хотя некоторые устройства
вроде Objet Connex и 3D Systems
ProJet способны печатать слоями
толщиной от 16мкм (1 600 DPI).
Разрешение по осям X и Y схоже с
показателями обычных двухмерных
лазерных принтеров. Типичный размер
частиц составляет около 50-100мкм (от
510 до 250 DPI) в диаметре. Построение
модели с использованием современных
технологий занимает от нескольких часов
до нескольких дней в зависимости от
используемого метода, а также размера и
сложности модели. Промышленные
аддитивные системы могут, как правило,
сократить время до нескольких часов, но
все зависит от типа установки, а также
размера и количества одновременно
изготавливаемых моделей.
10.
Традиционные производственные методывроде литья под давлением могут
обходиться дешевле при производстве
крупных партий полимерных изделий, но
аддитивные технологии обладают
преимуществами при мелкосерийном
производстве, позволяя достигнуть более
высокого темпа производства и гибкости
дизайна, наряду с повышенной
экономичностью в пересчете на единицу
произведенного товара. Кроме того,
настольные 3D-принтеры позволяют
дизайнерам и разработчикам создавать
концептуальные модели и прототипы, не
выходя из офиса.
11.
ОбработкаХотя разрешение принтеров вполне
достаточно для большинства проектов,
печать объектов со слегка превышенными
измерениями и последующей субтрактивной
механической обработкой высокоточными
инструментами позволяет создавать
модели повышенной точности.
Примерами устройств с подобным
комбинированным методом изготовления и
обработки служит LUMEX Avance25.Некоторые методы аддитивного
производства предусматривают
возможность использования нескольких
материалов, а также разных цветов в
течение одного производственного цикла.
Многие
из необходимы
3D-принтеров
Опоры
дляиспользуют
«поддержки»
илифрагментов
«опоры» во время
построения
печати.
модели, не соприкасающихся
с нижележащими слоями или
рабочей платформой.
12.
Технология печатиС конца 1970-х на свет появилось несколько
методов 3D-печати. Первые принтеры
отличались крупными габаритами, высокой
стоимостью и весьма ограниченными
возможностями.
В настоящее время доступен широкий выбор
методов аддитивного производства. Основные
различия заключаются в методе нанесения
слоев и используемых расходных материалах.
Некоторые методы основываются на плавке или
размягчении материалов для создания слоев:
сюда входит выборочное лазерное спекание
(SLS), выборочная лазерная плавка (SLM),
прямое Влазерное
металловлистовых
(DMLS),
случае сспекание
ламинированием
печать материалов
методом послойного
наплавления
(LOM), тонкие
слои
(FDM или
FFF). подвергаются резке до
материала
необходимого контура, с последующим
соединением в единое целое. В качестве
материалов для LOM могут
использоваться бумага, полимеры и
металлы. Каждый из перечисленных
методов имеет свои преимущества и
13.
Методы печатиЭкструзионная
печать
Порошковая
печать
Технологии печати
Ламинировани
е
Фотополимеризаци
я
Проекционная
стереолитография
14.
Моделирование методом послойного наплавления(FDM/FFF) было разработано С. Скоттом Трампом в конце
1980-х.
Процесс печати методом послойного
наплавления подразумевает создание слоев за счет
экструзии быстрозастывающего материала в виде
микрокапель или тонких струй. Как правило, расходный
материал (например, термопластик) поставляется в виде
катушек, с которых материал скармливается в печатную
головку, называемую «экструдером». Экструдер нагревает
материал до температуры плавления с последующим
выдавливанием расплавленной массы через сопло. Сам
экструдер приводится в движение пошаговыми двигателями
или сервомоторами, обеспечивающими позиционирование
печатной головки в трех плоскостях. Перемещение
экструдера контролируется производственным программным
обеспечением (CAM), привязанным к микроконтроллеру.
В качестве расходных материалов используются
всевозможные полимеры, включая
акрилонитрилбутадиенстирол (ABS), поликарбонат (PC),
полилактид (PLA), полиэтилен высокого давления (HDPE),
Экструзионная
печать
Порошковая
печать
Ламинировани
е
Фотополимеризаци
я
Проекционная
стереолитография
15.
Одним из методов аддитивного производстваявляется выборочное спекание порошковых материалов.
Слои модели вычерчиваются (спекаются) в тонком слое
порошкообразного материала, после чего рабочая
платформа опускается, и наносится новый слой порошка.
Процесс повторяется до получения цельной модели.
Неизрасходованный материал остается в рабочей камере и
служит для поддержки нависающих слоев, не требуя
создания специальных опор.
Наиболее распространенными являются методы, основанные
на спекании с помощью лазеров: выборочное лазерное
спекание (SLS) для работы с металлами и полимерами
(например, полиамидом (PA), полиамидом, армированным
стекловолокном (PA-GF), стекловолокном (GF),
полиэфирэфиркетоном (PEEK), полистиролом (PS),
алюмидом, полиамидом, армированным углеволокном
(Carbonmide), эластомерами) и прямое лазерное спекание
металлов (DMLS).
Технология обеспечивает широкий диапазон применения,
включая создание цветных моделей, навесных
конструкций, использование эластомеров. Конструкция
Экструзионная
печать
Порошковая
печать
Ламинировани
е
Фотополимеризаци
я
Проекционная
стереолитография
16.
Некоторые принтеры используют в качестве материала дляпостроения моделей бумагу, тем самым снижая стоимость
печати. Подобные устройства пережили пик популярности
в 1990-х. Технология заключается в выкраивании слоев
модели из бумаги с помощью углекислотного лазера с
одновременным ламинированием контуров для формирования
готового изделия.
В 2005 году компания Mcor Technologies Ltd разработала
вариант технологии, использующий обычную офисную
бумагу, лезвие из карбида вольфрама вместо лазера и
выборочное нанесение клея.
Также существуют варианты устройств, осуществляющие
ламинирование тонкими металлическими и пластиковыми
листами.
Экструзионная
печать
Порошковая
печать
Ламинировани
е
Фотополимеризаци
я
Проекционная
стереолитография
17.
Технология стереолитографии была запатентованаЧарльзом Халлом в 1986 году. Фотополимеризация в
основном используется в стереолитографии (SLA) для
создания твердых объектов из жидких материалов.
Метод цифровой проекции (DLP) использует жидкие
фотополимерные смолы, затвердевающие под воздействием
ультрафиолетового света, излучаемого цифровыми
проекторами в рабочей камере с защитным покрытием.
После затвердевания материала рабочая платформа
погружается на глубину, равную толщине одного слоя, и
жидкий полимер вновь облучается.
Струйные принтеры (например, Objet PolyJet) распыляют
тонкие слои (16-30мкм) фотополимера на рабочую
платформу до получения цельной модели. Каждый слой
облучается ультрафиолетовым пучком до затвердевания. В
результате получается модель, готовая к немедленному
использованию..
Экструзионная
печать
Порошковая
печать
Ламинировани
е
Фотополимеризаци
я
Проекционная
стереолитография
18.
Данный метод подразумевает разделение цифровойтрехмерной модели на горизонтальные слои с
преобразованием каждого слоя в двухмерную проекцию,
аналогичную фотошаблонам. Двухмерные изображения
проецируются на последовательные слои фотополимерной
смолы, затвердевающие в соответствии с проецируемыми
контурами.
В некоторых системах проекторы расположены снизу,
способствуя выравниванию поверхности фотополимерного
материала при вертикальном движении модели (в данном
случае рабочая платформа с нанесенными слоями
передвигается вверх, а не погружается в материал) и
сокращению производственного цикла до минут вместо
часов.
Технология позволяет создавать модели со слоями из
нескольких материалов с разной скоростью застывания.
Некоторые коммерческие модели, например Objet Connex,
наносят смолу с помощью небольших сопел.
Экструзионная
печать
Порошковая
печать
Ламинировани
е
Фотополимеризаци
я
Проекционная
стереолитография
19.
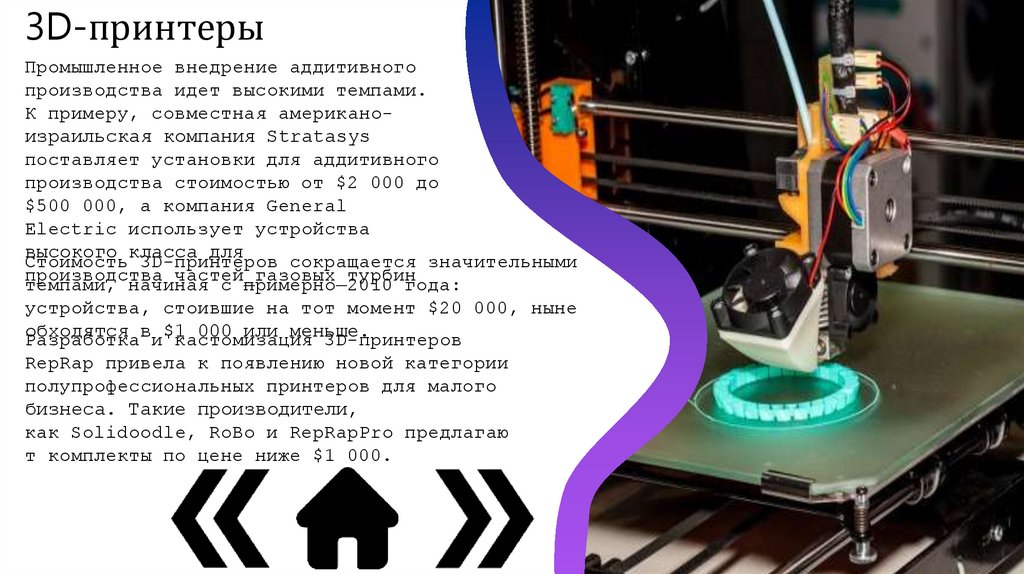
3D-принтерыПромышленное внедрение аддитивного
производства идет высокими темпами.
К примеру, совместная американоизраильская компания Stratasys
поставляет установки для аддитивного
производства стоимостью от $2 000 до
$500 000, а компания General
Electric использует устройства
высокого
для
Стоимостькласса
3D-принтеров
сокращается значительными
производства
частей
газовых 2010
турбин
темпами, начиная
с примерно
года:
устройства, стоившие на тот момент $20 000, ныне
обходятся
000 или меньше.
Разработкави$1
кастомизация
3D-принтеров
RepRap привела к появлению новой категории
полупрофессиональных принтеров для малого
бизнеса. Такие производители,
как Solidoodle, RoBo и RepRapPro предлагаю
т комплекты по цене ниже $1 000.
20.
ПрименениеБыстрое прототипирование: Промышленные 3D-принтеры
используются для быстрого прототипирования и исследований с
начала 1980-х. Как правило, это достаточно крупногабаритные
установки, использующие порошковые металлы, песчаные смеси,
пластики и бумагу.
Быстрое производство: быстрое производство остается
достаточно новым методом, чьи возможности пока еще
не полностью исследованы. Тем не менее, многие
эксперты склонны считать быстрое производство
технологией качественно нового уровня.
Массовая кастомизация: некоторые компании
предлагают услуги по пользовательской
кастомизации объектов с помощью упрощенного
программного обеспечения с последующим
созданием уникальных 3D-моделей на заказ.
21.
ЛитератураВсё о 3D печати:
https://3dtoday.ru/wi
ki/3D_print_technolog
y#.
3D – печать:
https://www.autod
esk.ru/solutions/
3d-printing
Что такое 3D печать и
3D принтер:
https://make3d.ru/articles/chtotakoe-3d-pechat/