






























 Промышленность
ПромышленностьПохожие презентации:






")



Тампонная печать
1. ТАМПОННАЯ ПЕЧАТЬ
2. Технологические особенности
Тампопечать — это разновидностькосвенной печати с использованием
печатных форм различных видов
печати в сочетании со способом
передачи краски через промежуточное
упруго-эластичное звено — тампон.
В тампопечати могут быть использованы клише, а также
формы трафаретной или плоской офсетной печати, поэтому
она охватывает все способы нанесения изображения на
поверхность всевозможных предметов и изделий с
использованием тампона и печатных форм различных
способов печати. Однако, чаще всего применяют печатную
форму в виде пластины с углубленными печатающими
элементами.
3. Преимущества тампонной печати
• Тампонная печать позволяет печатать практически налюбых поверхностях.
• Она широко используется в промышленности и в сфере
услуг для маркировки или оформления продукции.
• Так как для тампопечати используются упругие
силиконовые тампоны то возможно печатать на
криволинейных поверхностях, например, на цилиндрических
или конических.
• Тампопечать относится к оперативной печати, подготовка
к началу работ занимает очень короткое время.
• В отличии от других видов печати, тампопечать позволяет
печатать на готовых изделиях.
• Тираж может изменяться от единиц до десятков и сотен
тысяч оттисков.
4. Составляющие машины для тампонной печати
Основные составляющие машины для тампонной печати:- силиконовый тампон;
- приспособление, позволяющее удерживать на месте запечатываемое
изделие;
- стальная или полимерная пластина (клише), содержащая дизайн;
- красочная ванна с накатным валиком (иногда щеткой) и ракельным
устройством, или закрытой красочной системой (закрытой ракельной
системой).
В усовершенствованных моделях тампонных станков основные
конструктивные элементы дополняются механизмами подачи, съема и
системой позиционирования (приводки) запечатываемых предметов
при работе на высокой скорости. Тампонные машины в подавляющем
своем большинстве работают на возвратно-поступательном принципе
движении: тампон поочередно забирает краску с клише и переносит ее
на запечатываемую поверхность. Исключением являются машины
тампонной печати с тампоном в виде цилиндра. Данный тип
ротационных тампонных машин предназначен для печати на круглых (в
обкатку) или плоских объектах на высокой скорости.
5. Циклы тампонной печати
1 — эластичный тампон, 2 — печатная форма,3 — печатная краска, 4 — запечатываемый материал,
5 — ракель.
6. Основные этапы процесса печати
1. Двигаясь поступательно, ракельный нож наносит краску на клише свыгравированным на нем изображением.
2. Возвратное движение ножа снимает с клише излишки краски. При этом
некоторое количество летучего растворителя (солвента), содержащегося в
краске, испаряется, за счет чего она становится более вязкой.
3. Тампон под давлением опускается на клише. Изменения в химическом
составе краски, происшедшие к этому моменту, облегчают перенос краски на
тампон.
4. Тампон поднимается с клише и движется по направлению к
запечатываемому предмету. Во время движения из красочного слоя на
тампоне испаряется еще некоторое количество солвента, делая возможным
более полный перенос краски с тампона на предмет.
5. Тампон под давлением опускается на запечатываемый предмет.
Тампоны конструируются таким образом, что, несмотря на значительное
давление, угол между контуром тампона и поверхностью предмета всегда
отличен от нуля. Поэтому между тампоном и предметом никогда не
создается разрежение, что облегчает перенос краски на запечатываетмую
поверхность.
6. Тампон поднимается и принимает оригинальную форму. Если все
составляющие процесса подобраны правильно, после поднятия на тампоне
не остается краски, и он полностью готов к следующему циклу.
7. Примеры печатного оборудования
Ручной станокПолуавтоматическая машина
8. ПЕЧАТНЫЕ ФОРМЫ ДЛЯ МАШИН ТАМПОННОЙ ПЕЧАТИ
Применяемые печатные формы — клише, бываютфотополимерными или металлическими. Фотополимерные клише
дешевле и быстрее в изготовлении, но имеют ограниченный срок
эксплуатации и хранения. Обычно фотополимерные клише
используются для тиражей меньше 10 000 оттисков. Металлические
клише более дорогие, но и более стойкие к изнашиванию.
Металлические клише применяются, как правило, для больших
тиражей, для печати тонких линий, или для печати полноцветных
изображений.
9. ПРОЦЕСС ИЗГОТОВЛЕНИЯ ФОТОПОЛИМЕРНЫХ ФОРМ
Полимерные формы изготавливаются с применением водо илисольвентовымывных фотополимерных пластин на металлической
или полиэфирной основе. Процесс изготовления форм в этом
случае включает следующие этапы:
• экспонирование фотополимеризующегося слоя через
позитивную фотоформу;
• экспонирование фотополимеризующегося слоя через
растровую сетку;
• вымывание и сушка формы;
• дополнительное экспонирование и термообработка.
На первом этапе на пластине формируется скрытое
изображение сюжета, на втором — точкиопоры для ракеля, на
третьем этапе путем удаления неполимеризовавшегося в ходе
экспонирования материала формируется рельеф формы; а на
четвертом — поверхность формы приобретает окончательную
физикохимическую стойкость.
10.
11.
Однокрасочная машина12. Области применения тампопечати
Предметы оформляемые тампопечатью, могут быть выполнены изсамых разнообразных впитывающих и невпитываюших материалов: бумаги,
картона, пластмасс, металла, дерева, стекла, керамики, фарфора, фаянса,
кожи, резины, тканей.
Изготовление рекламной и сувенирной продукции широкого спектра. В
сувенирном и рекламном бизнесе тампопечатью пользуются для
изготовления продукции с самыми разными логотипами на предметах
ежедневного использования – кружках, подставках, брелках, ручках и т.д.
Для технических целей маркируют изделия из стекла (призмы, линзы,
лабораторную химическую посуду, комбинированные пластины для
приборов и т.д.).
Тампопечатью наносят всевозможные изображения и на стеклянные
изделия, предназначенные для широкого потребления, например,
тонкостенные стеклянные елочные украшения.
Тампопечатью осуществляется печатание на различных сортах резин, в
том числе и силиконовых (штепсельные разъемы, мячи, детские игрушки),
технических и других тканях, которые требуют оформления и маркировки.
13. Области применения тампопечати
Тампонная печать это технология для печати на самыхразнообразных изделиях как по форме так и по размеру.
Тампонная печать может использоваться для печати
практически на любых поверхностях, например: детали
компьютера, микрочипы, реле, панели, клавиатура
мобильных телефонов, переключатели; линейки, шкалы
измерительных приборов, надписи на корпусах бытовой
техники, ТВ- и радио- приемниках и т.п.; электрическое
оборудование, бытовые электроприборы, елочные
украшения; рекламная продукция: брелки, ручки,
пепельницы, калькуляторы, циферблаты часов, CD, шары
для гольфа, очки, игрушки, спортивные товары; на
аккумуляторных батареях, тормозных колодках, стеклянных
или пластиковых бутылках для алкогольной и парфюмерной
промышленности, на колпачках от этих же бутылок и т.д.
14. Примеры применения тампопечати
Традиционно для тампопечать используется для нанесениялоготипов на сувенирную и представительскую продукцию. Ниже
приводятся примеры изделий на которые может наносится
изображение:
- авторучки;
- аудио и видео кассеты;
- брелки;
- бутылочные пробки;
- зажигалки;
- значки;
- канцелярские принадлежности;
- корпуса приборов;
- кружки;
- крышки банок;
- лазерные и компакт-диски;
- одноразовая посуда;
- парфюмерная упаковка;
- пепельницы...
15. Примеры применения тампопечати
Тампопечать на циферблатахпечать на пробках
печать на пластиковых крышках
16. Тампоны
Тампоны изготавливаются из силиконовойрезины. Функция тампона — перенос краски с
клише на запечатываемый объект. В то время
как клише в тампонной печати является
индивидуальным, т.е. изготавливается для
конкретного изображения, тампоны могут
использоваться для различных работ.
Основные характеристики тампона:
• размер,
• форма,
• жесткость.
17. Размер тампона
Для достижения максимально четкой и правильнойпечати тампон должен как можно меньше
деформироваться. Для каждой работы используется
тампон максимально возможной для этого случая
величины. Часто размер тампона определяется лишь
зазором между клише и станиной печатной машины. С
другой стороны, чем тампон больше, тем сильнее он
вибрирует при печати. Кроме того, большие тампоны
достаточно дороги.
18. Форма тампона
Форма тампона подбирается таким образом, чтобы обеспечить«накатное» движение материала тампона в момент его опускания
как на клише для забора краски, так и на предмет — для печати.
Без этого «наката» под тампоном останется воздух, что приведет к
искажению изображения и неравномерной печати.
Все формы тампонов можно разделить на три группы:
- круглые,
- прямоугольные,
- цилиндрическиe.
Тампоны разной формы подходят для разных изделий и/или
различных изображений. В любом случае, следует избегать
плоских тампонов, так они в наименьшей степени способны к
«накату». Поверхность тампона должна иметь форму арки, причем
в переносе краски участвует только его вершина.
19. Жесткость тампона
Жесткость тампона обычно определяется количествомсиликонового масла, используемого при отлитии тампона — чем
масла больше, тем меньше жесткость.
Этот параметр влияет как на качество печати,
так и на продолжительность службы. Жесткий
тампон переносит изображение лучше и, благодаря
своей консистенции, служит дольше. Однако
нельзя всегда использовать жесткий тампон, т.к.
есть риск повредить поверхность запечатываемого
объекта. При печати на изогнутых поверхностях
больше подходит мягкий тампон, т.к. он легче
взаимодействует с поверхностью, чем жесткий
тампон. Выбор жесткости тампона, как правило,
определяется мощностью тампопечатного станка.
Использование больших и жестких тампонов
приведет к быстрому изнашиванию тампопечатного
станка.
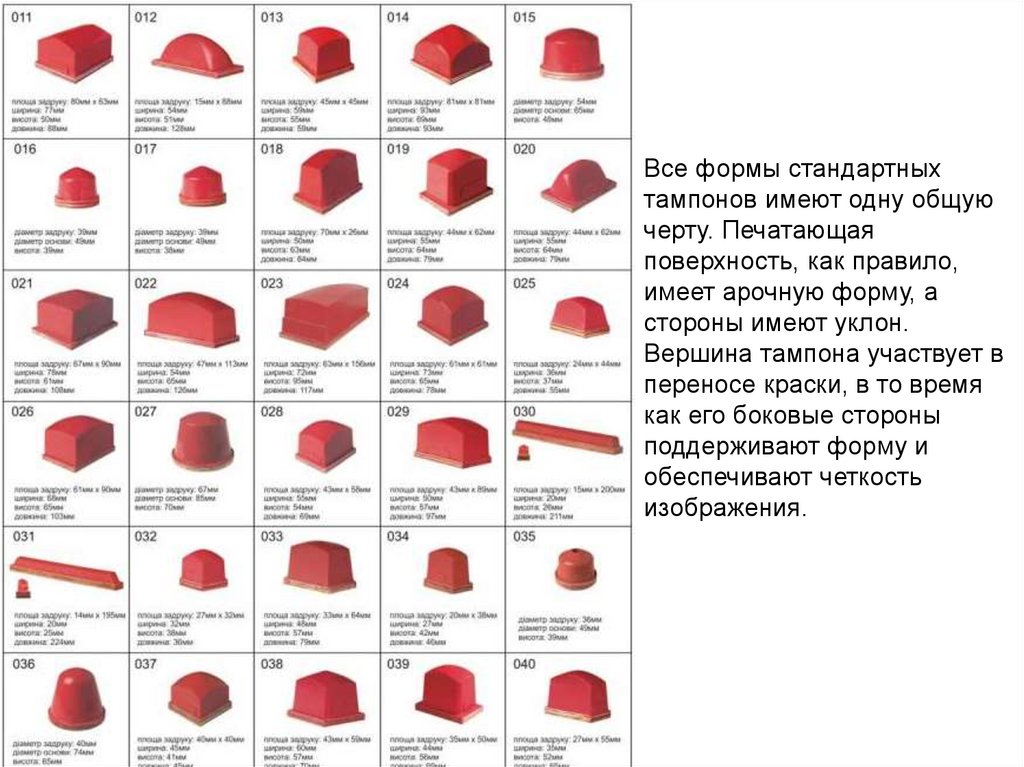
20.
Все формы стандартныхтампонов имеют одну общую
черту. Печатающая
поверхность, как правило,
имеет арочную форму, а
стороны имеют уклон.
Вершина тампона участвует в
переносе краски, в то время
как его боковые стороны
поддерживают форму и
обеспечивают четкость
изображения.
21. Ножи ракельные для тампопечати
Качество тампопечати зависит от ракеля, аего работа, в свою очередь, от конструкции,
формы и материала, из которого он изготовлен.
В ручных станках ракель обеспечивает
заполнение краской печатающих элементов и
удаление краски с пробельных. Длина ракеля
должна быть больше изображения на форме и
несколько меньше ее ширины.
В станках с автоматическим приводом ракеля
последний имеет несколько иные размеры и
конфигурацию.
22. Ножи ракельные для тампопечати
Прочные стальные ракельные ножидля тампонной печати, надежны и
долговечны в использовании. Ножи
можно нарезать на отрезки
желаемой длины при помощи
специальных ножниц.
Кольца с различными качествами
снятия краски для машин с закрытой
красочной системой
23. КРАСКИ ДЛЯ ТАМПОПЕЧАТИ
Краски для тампонной печати в общем похожи на краски для трафаретнойпечати, но с двумя отличиями:
- во-первых, в отличие от трафаретных красок, которые не должны испаряться,
чтобы не высохнуть на сетке, тампонные краски включают в себя очень быстро
испаряющийся растворитель, так как его испарение является ключевой частью
процесса закрепления краски;
- во-вторых, красочный слой при тампонной печати гораздо тоньше, чем при
трафаретной, что делает тампонный процесс весьма зависимым от таких факторов,
как температура и влажность окружающей среды, а также статическое
электричество.
В составе любой тампонной краски присутствуют связующее, пигмент,
растворитель и некоторые добавки.
• Связующее включает в себя эпоксидные смолы, эмаль, винил, акрил и
полиуретан.
• Пигмент — это краситель в форме порошка или жидкости.
• Растворитель (или разбавитель) необходим для регулирования вязкости.
• Другие составляющие краски — это такие вещества, как пластификаторы и
поверхностно-активные вещества, улучшающие однородность, стабильность,
прочность и другие характеристики краски.
24. Классификация машин тампонной печати
Применяемые в настоящее время машинытампонной печати можно
классифицировать по следующим
признакам:
• Вид привода.
• Тип движения тампона.
• Степень автоматизации и красочности.
• Форма поверхностей печатной пары.
• Тип красочной системы.
25. Вид привода
По виду привода различают следующие виды станков и машин:
электромеханические; гидравлические; пневматические;
электропневматические.
При использовании электромеханического привода возникает
необходимость преобразования вращательного движения в линейное.
Для этого необходимы достаточно сложные механизмы, поэтому
электромеханический привод используется в основном в
дорогостоящих машинах тампонной печати с программным
управлением. Гидравлический привод позволяет создавать высокое
давление, поэтому он используется в машинах тампонной печати
большого формата.
Пневматический и электропневматический приводы отличаются
невысокой стоимостью, хорошей управляемостью и простотой
обслуживания, вследствие чего эти виды приводов наиболее часто
используются в машинах тампонной печати. В пользу пневматического
и электропневматического привода также говорит стабильность
давления, которое создается либо централизованной пневмосистемой,
либо индивидуальным компрессором.
26. Тип движения тампона
В процессе печатания тампон забирает печатную краску с формы после чего перемещается
к запечатываемому изделию и наносит на него краску. По типу движения тампона
различают два вида машин: с вертикальным и горизонтальным перемещением тампона и с
перемещением тампона только по вертикали.
В первом случае (рис. 1) тампон 1 опускается на печатную форму 2, воспринимает
красочное изображение, горизонтальным движением перемещается в позицию над
поверхностью запечатываемого изделия 3, после чего опускается и переносит на него
изображение. Затем тампон возвращается в исходное положение. В описанной системе
красочная система, формодержатель и предметный стол с изделием неподвижны, а все
перемещения, необходимые для переноса изображения с формы на запечатываемое
изделие, совершает тампон.
К достоинствам такой системы относятся удобство регулировки и контроля печатного
процесса, высокий уровень безопасности. Недостатком является то, что при большой
скорости работы машины мягкие тампоны могут раскачиваться.
Во втором случае (рис. 2) тампон совершает только вертикальное перемещение. Сначала
тампон 1 опускается на печатную форму 2, воспринимая краску. Далее тампон
поднимается, а печатная форма отходит в сторону, открывая запечатываемое изделие 3. И
наконец, тампон опускается и переносит краску на запечатываемую поверхность.
Плюсами такой системы являются возможность печатания на высоких скоростях, поскольку
тампон не перемещается в горизонтальной плоскости и поэтому его раскачивание
исключено. Минусы — это менее удобные регулировка и наладка машины, а также
повышенная травмоопасность для обслуживающего персонала.
Рис. 2. Система с
Рис. 1. Система с вертикальным и
перемещением тампона
горизонтальным перемещением
только по вертикали: 1 —
тампона: 1 — тампон, 2 — печатная
тампон, 2 — печатная
форма, 3 — запечатываемое
форма, 3 — запечатываемое
изделие
изделие
27. Степень автоматизации
По степени автоматизации печатное оборудование может быть ручным,
полуавтоматическим и автоматическим.
В ручных станках все операции в процессе печатания выполняются печатником
вручную. Подобные станки часто используются для пробной печати, когда
необходимо проверить качество печатной формы или подобрать и проверить
краску под конкретный материал. Иногда такие станки используют для
печатания небольших тиражей. Среди достоинств этих машин нужно назвать
простоту подготовки к печатанию и невысокую стоимость, а недостатками —
низкую производительность, невысокое и неравномерное давление печати, а
также сложность печатания на крупногабаритных упаковках и изделиях.
В полуавтоматических машинах все операции выполняются автоматически, за
исключением транспортировки запечатываемого изделия, которое подается и
снимается вручную.
В автоматических машинах тампонной печати все операции, включая подачу и
съем запечатываемого изделия, осуществляются автоматически. Такие машины
обычно бывают специализированными, рассчитанными на запечатывание
определенного изделия или группы изделий примерно одинакового размера и
формы.
28. Красочность оборудования тампонной печати
По красочности оборудование тампонной печати может быть одно-, двух-, имногокрасочным (обычно от трех до шести красок). Многокрасочные машины строятся на
основе компоновки печатных секций. В настоящее время используются преимущественно две
схемы их построения.
В первой схеме запечатываемая упаковка или изделие перемещается от одной печатной
секции к другой с помощью челнока или транспортера (рис. 1). Этот принцип применяется при
построении автоматизированных поточных линий, поскольку позволяет устанавливать не только
печатные секции, но и различное дополнительное оборудование, например устройства
промежуточной сушки или предварительной обработки и т.п. К недостаткам таких схем
построения относятся: большие габариты и высокая сложность подготовки к печати и
настройки, а габариты запечатываемой упаковки или изделия ограничены в узких пределах.
Кроме того, необходимо иметь несколько одинаковых оснасток или держателей
запечатываемых объектов, что ведет к дополнительным затратам.
Во второй схеме использован карусельный принцип компоновки секций: запечатываемое
изделие устанавливается на неподвижной стол, а печатные секции поочередно подводятся к
запечатываемой поверхности (рис.2). В машинах этого типа не применяются ни транспортеры,
ни челноки, что позволяет значительно упростить процесс подготовки к печати и настройки
машины. При данной схеме построения стало возможным производить автоматическую очистку
тампонов, а по размерам запечатываемой упаковки или изделия имеет значительно меньше
ограничений.
29. Тип красочной системы
По типу красочной системы машины тампонной печати делятся на две группы: соткрытой и с закрытой красочной системой
Открытая красочная система включает красочную ванну с углублением для
краски и поверхностью для установки печатной формы. Печатная форма может
либо крепиться на магнитах, впрессованных в ванну, либо приклеиваться
двухсторонней липкой лентой или клеем. Краска наносится на печатную форму и
удаляется с пробельных элементов при помощи ракельного модуля, состоящего из
краскоподающего шпателя и ракеля. Сначала шпатель наносит краску на печатную
форму, а затем на форму опускается ракель, который при обратном ходе модуля
удаляет краску с пробельных элементов формы.
Важным достоинством открытой красочной системы является то, что печатная
форма имеет вдвое меньшие размеры, чем в закрытых системах при таком же
формате оттиска. Основной недостаток — непостоянство вязкости краски в
следствии испарения растворителя. Наличие в открытой системе ракеля требует
дополнительного времени на его наладку. К тому же применение открытых
красочных систем ухудшает условия труда.
Закрытые красочные системы имеют магнитный или механический прижим,
могут быть монолитными или со съёмными ракельными кольцами. Кольца, в свою
очередь, бывают металлическими или керамическими. По способу заливки краски
различают закрытые красочные системы с верхним и с нижним заливом.
Закрытая красочная система, показанная на рис. 1, состоит из установочной
металлической пластины и перевернутой емкости, стенки которой выполняют
функции шпателя и ракеля. Печатная форма фиксируется на штифтах
установочной пластины, в которую иногда впрессовываются магниты. В закрытой
системе растворитель не испаряется, так что вязкость краски остается постоянной в
течение длительного времени.
30. Красочная система закрытого типа
Рис. 1. Схема закрытой красочнойсистемы: 1 — печатная форма, 2 —
гайка, 3 — регулировочный винт, 4 —
емкость, 5 — магнит, 6 — дуктор
На машине установлена красочная
система закрытого типа
31. Оборудование тампонной печати
Многокрасочная машина слинейным движением
тампонов
Машины построены по
карусельной схеме: изделие
устанавливается на предметном
столике и последовательно
запечатывается четырьмя
красками.
32. Оборудование тампонной печати
Многокрасочная машинадля тампонной печати
карусельного построения
Общий вид ротационного печатного
узла машины