














 Промышленность
ПромышленностьПохожие презентации:




")





Общие сведения о сварке, электродуовая сварка и резка.электроконтактная сварка
1. Раздел 5. СВАРКА, РЕЗКА, ПАЙКА И НАПЛАВКА МЕТАЛЛОВ
ТЕМА 5.1. ОБЩИЕ СВЕДЕНИЯ ОСВАРКЕ, ЭЛЕКТРОДУОВАЯ СВАРКА
И РЕЗКА.ЭЛЕКТРОКОНТАКТНАЯ
СВАРКА
2. Рассматриваемые вопросы: 1. Сущность сварки. 2.Достоинства и недостатки процесса сварки. 3.Классификация сварных швов. 4.
3. 1. Сущность сварки.
Сваркой называется процесс получения неразъемных соединенийпосредством установления межатомных связей между соединяемыми частями
при их нагревании и (или) пластическом деформировании (ГОСТ 2601—84).
Определение сварки относится к металлам, неметаллическим материалам
(пластмассы, стекло и т. д.) и к их сочетаниям.
4. 2.Достоинства и недостатки процесса сварки.
Достоинства сварных соединений:• Возможность получения изделий больших размеров (корпуса судов и летательных
аппаратов, железнодорожные вагоны, кузова автомобилей, трубопроводы,
резервуары, фермы, мосты и др.).
• Снижение массы по сравнению с литыми деталями до 30…50%, с клепанными –
до 20%. Этого достигают благодаря в основном снижению толщин стенок и
припусков на механическую обработку, а также отсутствию ослабляющих
отверстий и накладок при наклепе.
• Снижение стоимости изготовления сложных деталей в условиях единичного и
мелкосерийного производства.
• Малая трудоемкость, невысокая стоимость оборудования, возможность
автоматизации
5.
Недостатки сварных соединений:• Вероятность возникновения при сварке плавлением различных дефектов швов,
снижающих прочность соединения при переменных нагрузках.
• Низкая прочность швов при электроконтактной сварке вследствие неправильного
выбора параметров технологического процесса.
• Необходимость проведения для всех сварных швов визуального контроля, а для
сварных изделий ответственного назначения неразрушающего инструментального
или выборочно разрушающего контроля.
• Возникновение остаточных напряжений (вследствие термических деформаций от
неравномерного нагрева) снижает прочность и вызывает необходимость проведения
в ряде случаев механической обработки после старения (изменение свойств
металла во времени вследствие внутренних процессов).
• Местный нагрев вызывает в зоне термического влияния вблизи шва изменение
механических свойств металла.
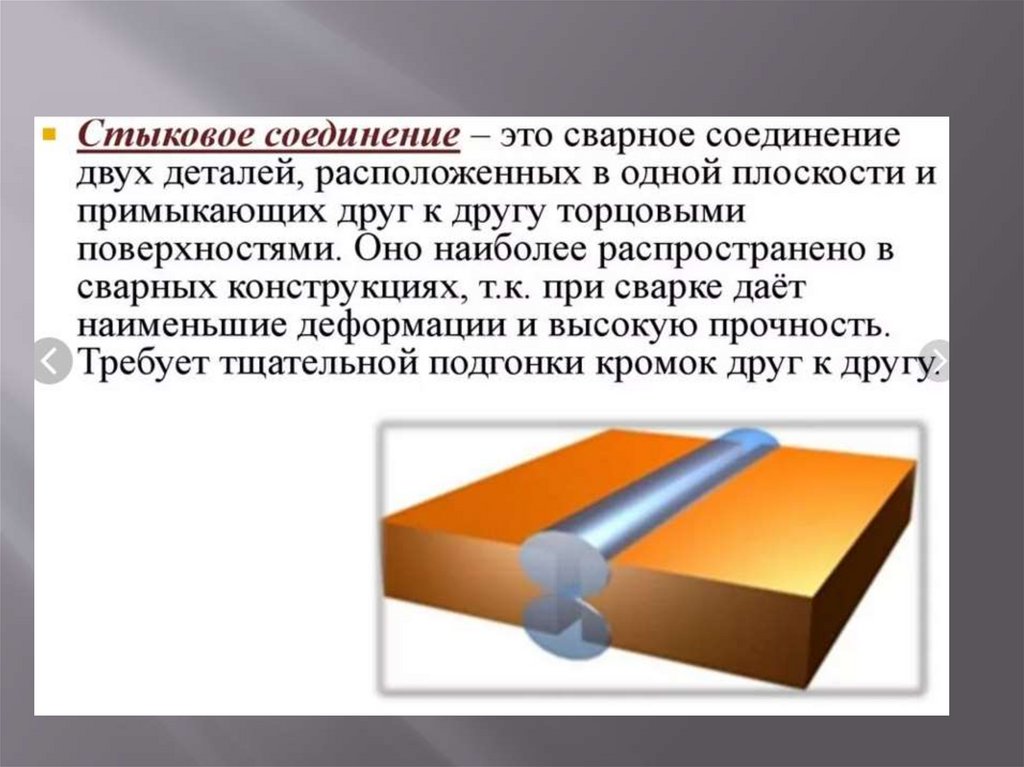
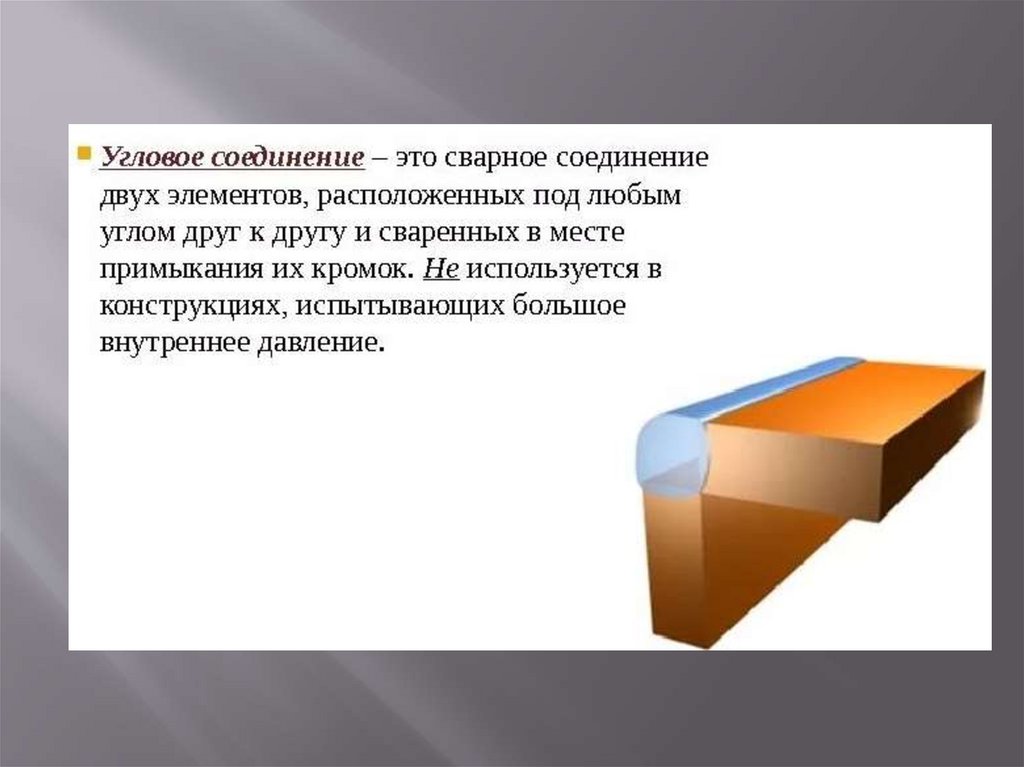
6. 3.Классификация сварочных швов.
7.
8.
9.
10.
11.
4. Требования, предъявляемыек качеству сварочного шва
Отдельная группа требований для сварных швов касается их качества. В
зависимости от степени соблюдения этих требований все сварные швы
подразделяются на три основные категории:
1. Первая категория сварных швов – высшее качество.
К этой категории относятся сварные швы разных типов (стыковой, нахлесточный,
тавровый, угловой), которые располагаются на фермах, балках или стенах и
испытывают максимальное напряжение на растяжение. Также в эту группу
включаются швы металлоконструкций, относящихся к 1 группе. Иногда сюда же
включаются и швы конструкций 2 группы, если им предстоит эксплуатация в
климатическом поясе, где температура воздуха отпускается ниже -40 градусов С.
стыковой, а также угловой шов, расположенный на месте соединения сжатых деталей
конструкции;
стыковой, а также угловой шов, соединяющий растянутые детали конструкции.
12.
2. Вторая категория сварных швов – средние показатели качества.В эту группу входят следующие типы швов:
угловой шов, служащий для соединения главных деталей металлоконструкций,
относящихся к 2 и 3 группе, подвергающийся большому напряжению среза или
растяжения;
стыковой шов, выдерживающий значительное растяжение или противостоящий
сдвигу;
3. Третья категория сварных швов – низшее качество.
Соблюдение данного объема требований считается достаточным для стыковых
или угловых сварных швов, соединяющих вспомогательные детали
металлоконструкций.
13.
5. Дефекты сварных швов и контрольсварочных соединений
14.
КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ (готовых изделий иконструкций) ГОСТ 3242 - 79
1) НЕРАЗРУШАЮЩИЕ методы контроля качества(НМК):
- Внешний осмотр и измерения
- Капиллярный
- Радиационный
- Акустический
- Магнитный
- Течеискание
2) РАЗРУШАЮЩИЕ методы контроля качества (РМК):
- Механические испытания
- Металлографические исследования
- Химический анализ (контроль химического состава деталей)
- Коррозионные испытания
- Измерение твёрдости
15.
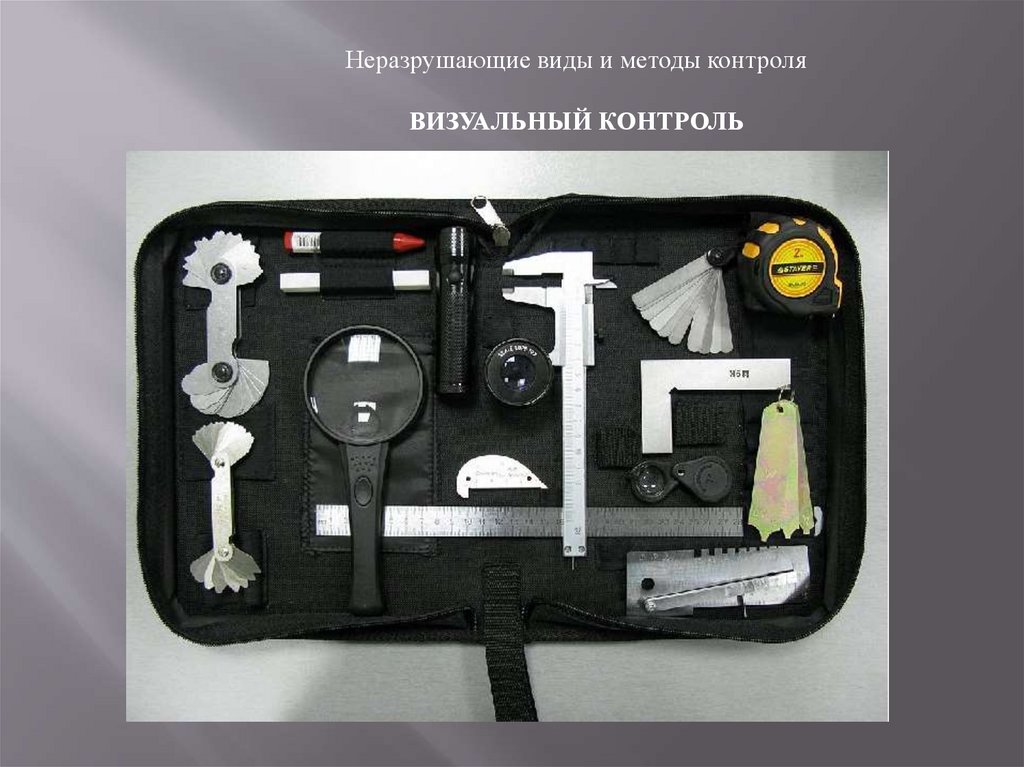
Неразрушающие виды и методы контроляВИЗУАЛЬНЫЙ КОНТРОЛЬ
16.
РАДИАЦИОННЫЙ МЕТОДКОНТРОЛЯ
17.
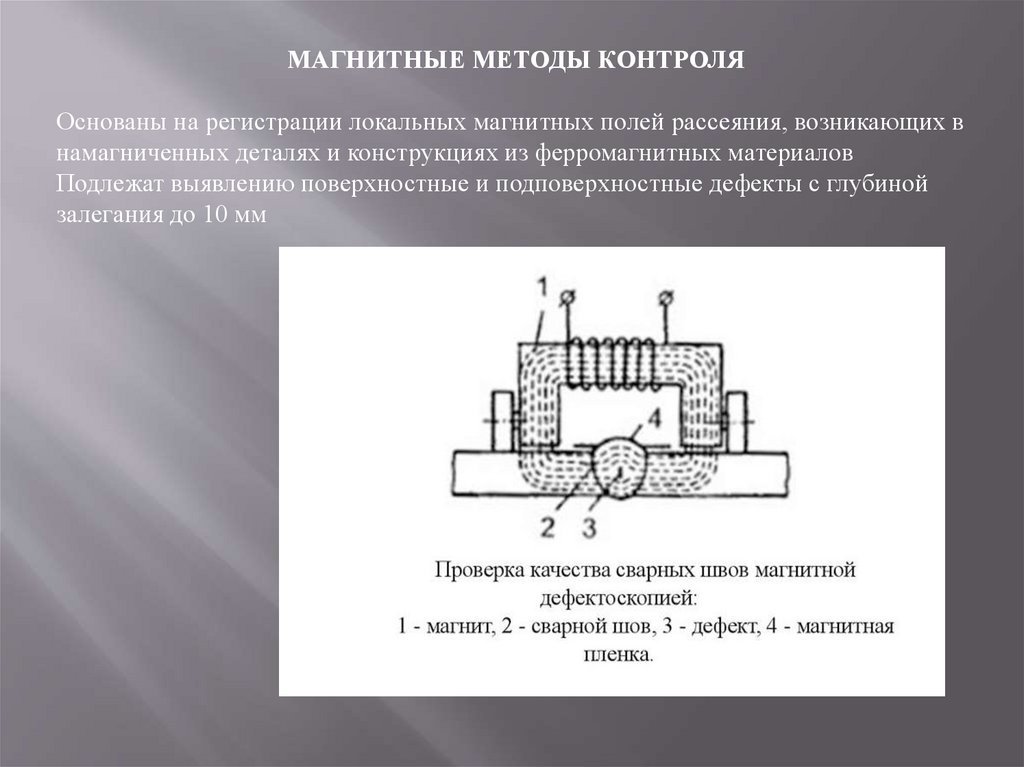
МАГНИТНЫЕ МЕТОДЫ КОНТРОЛЯОснованы на регистрации локальных магнитных полей рассеяния, возникающих в
намагниченных деталях и конструкциях из ферромагнитных материалов
Подлежат выявлению поверхностные и подповерхностные дефекты с глубиной
залегания до 10 мм
18.
ОБРАЗОВАНИЕ ПОЛЯ РАССЕЯНИЯ ДЕФЕКТАБез дефекта
С
дефектом
19.
МАГНИТОГРАФИЧЕСКИЙ МЕТОДЗапись на ленту:
1. сварочное соединение
(изделие);
2. электромагнит;
3. ферромагнитная лента.
20.
УЛЬТРАЗВУКОВОЙ МЕТОДХарактер импульсов на
экране осциллографа
Схема ультразвукового контроля
стыкового шва
1. Генератор ультразвуковых импульсов
2. Пьезоэлектрические преобразователи
3. Приёмный усилитель сигналов
4. Экран дефектоскопа
1. Сварной шов без
дефектов
2. Трещины и непровары
3. Шлаковые включения и
поры в шве
21.
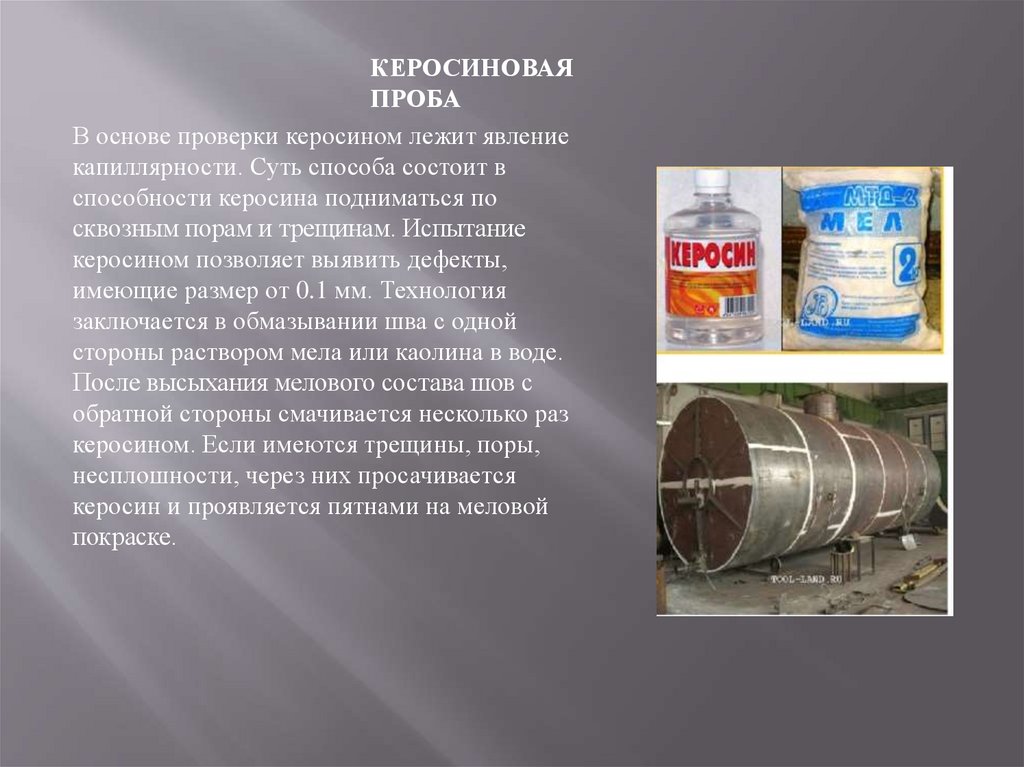
КЕРОСИНОВАЯПРОБА
В основе проверки керосином лежит явление
капиллярности. Суть способа состоит в
способности керосина подниматься по
сквозным порам и трещинам. Испытание
керосином позволяет выявить дефекты,
имеющие размер от 0.1 мм. Технология
заключается в обмазывании шва с одной
стороны раствором мела или каолина в воде.
После высыхания мелового состава шов с
обратной стороны смачивается несколько раз
керосином. Если имеются трещины, поры,
несплошности, через них просачивается
керосин и проявляется пятнами на меловой
покраске.
22.
ПНЕВМОТИЧЕСКИЙ МЕТОДМетод предназначен для проверки плотности сварного шва изделий,
работающих под давлением. В замкнутый сосуд небольшого размера,
герметизированный заглушкой, до давления, на 10-20% превышающее рабочее,
нагнетается сжатый воздух. Изделие погружается в воду. Наличие дефектов
сварного шва определяется по пузырькам воздуха, выходящим через
неплотности. Крупногабаритные предметы герметизируют, швы промазывают
мыльным раствором. В испытуемую конструкцию под давлением,
превышающим рабочее на 10-20%, подается газ. Признаком дефекта является
появление пузырей на шве, смоченном мыльным раствором.
1 сжатый воздух (от сети)
2 газовый редуктор
3 манометр
4 Кран (клапан)
5 Бак с жидкостью
6. Жидкость
7 Закрытая конструкция