





Похожие презентации:










Особенности построения ТП на станках с ЧПУ
1. Особенности построения ТП на станках с ЧПУ
2. Элементы операции
3.
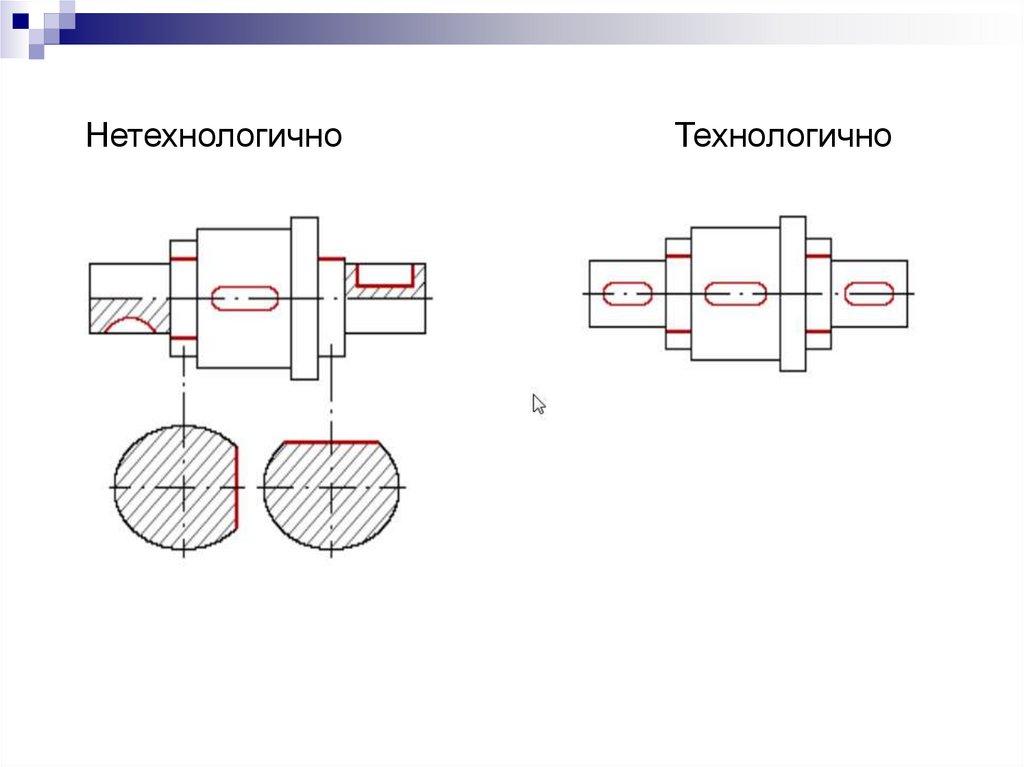
НетехнологичноТехнологично
4.
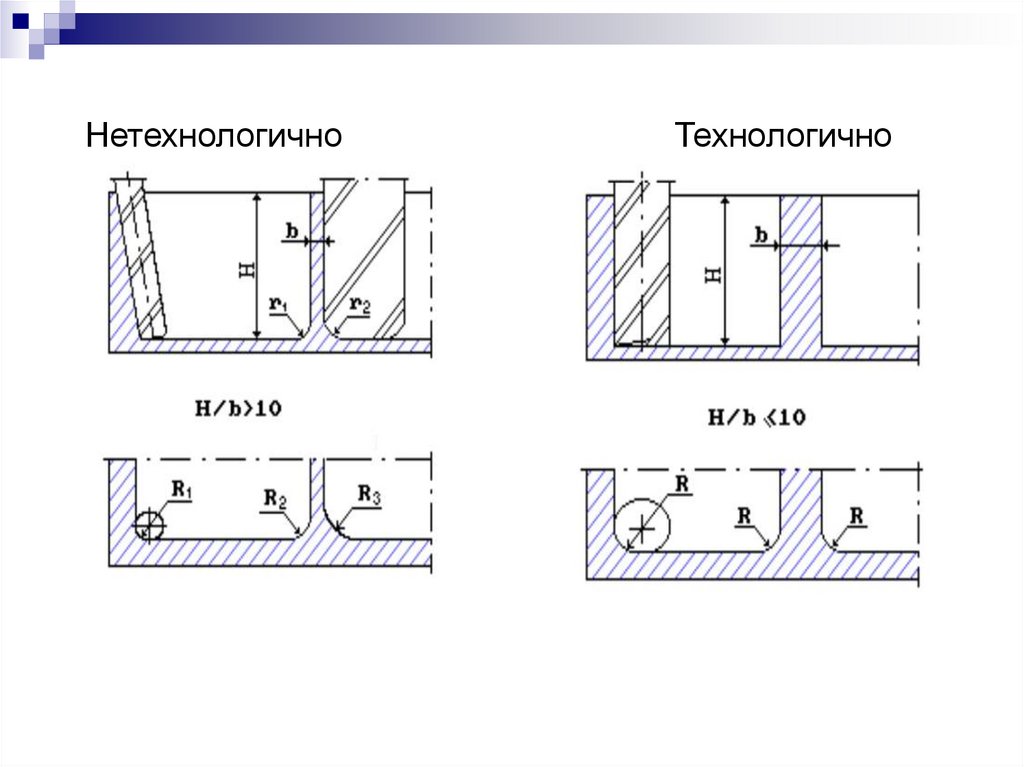
НетехнологичноТехнологично
5.
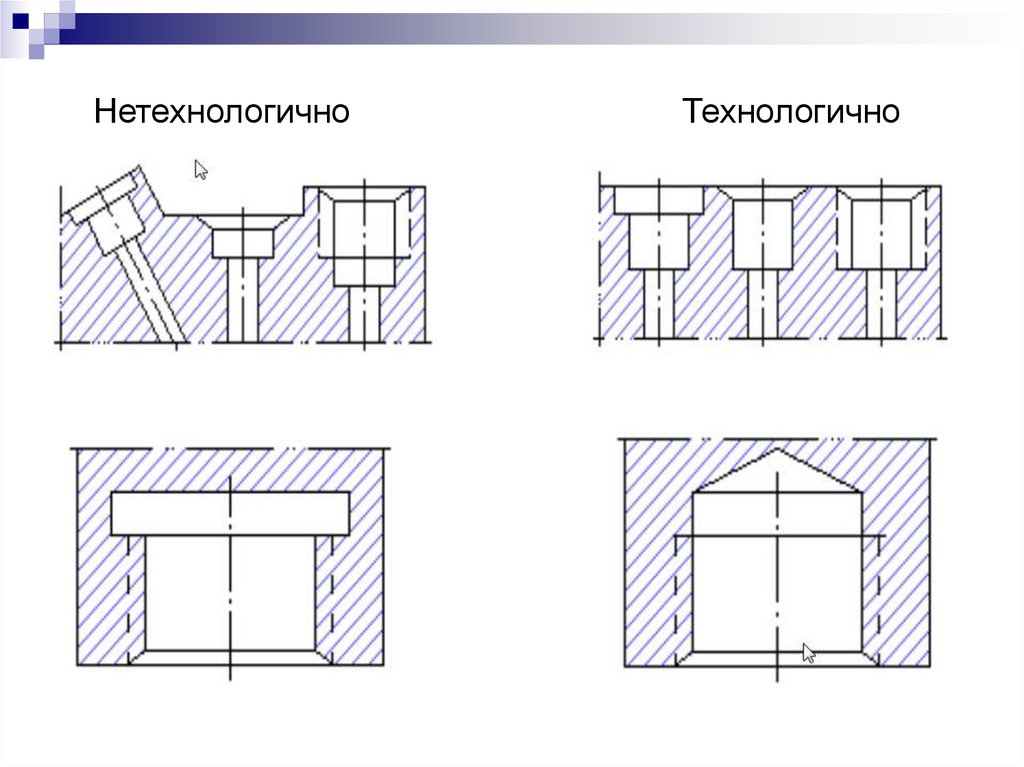
НетехнологичноТехнологично
6.
НетехнологичноТехнологично
7. Особенности нормирования работ на станках с ЧПУ
Время автоматической работы станка по программеТа= То.а + Тв.а;
Основное временя автоматической работы станка по
программе
Т о.а
n
L
i
i 1 s мі
Вспомогательное временя автоматической работы
станка по программе
,
Тв.а = Тв.х.а + Тocт+Тсм.ин
8. Особенности нормирования работ на станках с ЧПУ
Время вспомогательной ручной работыТв= tуст + tв.оп + tконтр
Вспомогательное время на установку и снятие детали
массой до 3 кг в самоцентрирующем патроне
tуст = аQx
Вспомогательное время управление станком
tв.оп = а + b Хо, Yо, Zo + сК + dlпл + Ta
9. Особенности нормирования работ на станках с ЧПУ
Вспомогательное время на контрольные намеренияtконтр = kDzизм Lu
Подготовительно-заключительное время
Тп-з=а+bnн+cPp+dPпп
Поправочный коэффициент серийности
kcер = 4,17 [(Та + Тв) nп + Тп-з]-0.216
Норма штучного времени на операцию
Тшт = (Та + kсерТв) (1 + (аобс + аот.л)/100]