
 Промышленность
ПромышленностьПохожие презентации:







")

 и состав ее задач")
Особенности постановки ОП на производство
1.
Северо-Западный центр инновационныхпрограмм и технологий
Особенности постановки на
производство оборонной продукции в
условиях выполнения требований
стандарта СРПП ВТ на СМК
Эксперт высшей квалификационной категории
д.т.н., проф. ГАСЮК Дмитрий Петрович
1
2.
Особенности выполнения ГОЗОсобенности постановки на производство ОП в условиях выполнения
требований новых версий стандартов СРПП ВТ, и в первую очередь, новой
версии ГОСТ РВ 0015-002-2020, регламентированы особенностями
выполнения ГОЗ на современном этапе развития отечественного
машиностроения.
Данные особенности проявляются, прежде всего, в следующем:
- отнесение вопросов обеспечения обороноспособности страны
исключительно к федеральному ведению;
- обязательность требований в отношении ОП, которая поставляется
только по ГОЗ;
- необходимость обеспечения защиты сведений об ОП, составляющих
государственную и военную тайну, а также информации ограниченного
доступа;
- постоянное и непрерывное присутствие представителя головного
заказчика в ходе выполнения ГОЗ, который выполняет свои функции в
условиях сложившейся в отечественном ОПК системы ВП,
осуществляющих контроль и приемку ОП;
3.
Особенности выполнения ГОЗ- участие в выполнении ГОЗ предприятий и организаций любой формы
собственности только на конкурсной основе при условии выполнения ими
установленных на федеральном уровне требований;
- отсутствие в ряде случаев рыночных механизмов и конкурентной
среды для продукции двойного применения;
- науко - и техноёмкий характер разработки и производства ОП,
специальным характером предъявляемых к ней требований (устойчивость к
поражающим факторам и специальным воздействиям, требования по
живучести и т.п.);
- строгое нормирование государством технико – экономических
показателей выполнения ГОЗ.
4.
Особенности современных условийПереход к рыночной экономике определил зарождение и развитие
новых производственных отношений, проявившихся, прежде всего, в
расслоении собственности и формировании преимущественно частной
собственности, переход от планового процесса поставки ВВТ к
позаказному принципу удовлетворения потребности Вооружённых Сил
Российской Федерации (ВС РФ) в ОП.
Зарождение позаказного производства привело к повышению уровня
неопределенности и риска в производственной сфере, которые
регламентируются следующими аспектами:
- неопределённостью характера заказа;
- неопределённость объёма заказа;
- неопределённостью продолжительности времени между заказами.
5.
Особенности современных условийПри этом постепенно приходит понимание, что каждому типу
производства применимы разные методики оценки и повышения качества
продукта и процесса его создания. На сегодняшний день в отечественном
машиностроении наметилась тенденция перехода от производства
массового продукта к производству продукции на основе заказов,
отражающих конкретные требования потребителей .
Данные изменения условий производства ОП, которые отразились на
подходах получения и выполнения требований заказчика, привели к
возникновению позаказного типа производства ОП.
Позаказный тип производства - это производство, в котором объем и
номенклатура партий, а также повторяемость их изготовления зависит от
требований заказчика.
6.
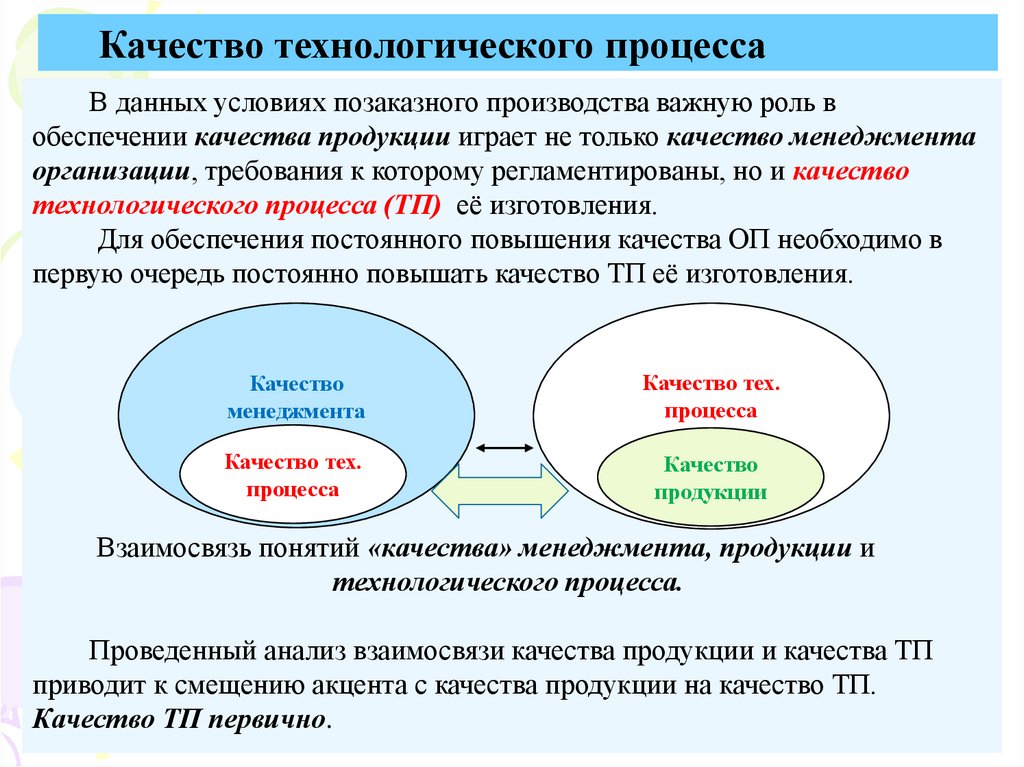
Качество технологического процессаВ данных условиях позаказного производства важную роль в
обеспечении качества продукции играет не только качество менеджмента
организации, требования к которому регламентированы, но и качество
технологического процесса (ТП) её изготовления.
Для обеспечения постоянного повышения качества ОП необходимо в
первую очередь постоянно повышать качество ТП её изготовления.
Качество
менеджмента
Качество тех.
процесса
Качество тех.
процесса
Качество
продукции
Взаимосвязь понятий «качества» менеджмента, продукции и
технологического процесса.
Проведенный анализ взаимосвязи качества продукции и качества ТП
приводит к смещению акцента с качества продукции на качество ТП.
Качество ТП первично.
7.
Качество технологического процессаВ рассматриваемом случае на достижение требуемого уровня качества
создаваемой ОП в ходе реализации ТП существенное влияние оказывают
свойства ТП - его точность и стабильность.
Выше изложенное позволяет судить о том, что если ТП имеет
совокупность свойств то по аналогии определения качества продукции
представляется возможным выделить категорию качества ТП.
Следовательно под качеством ТП будем понимать совокупность его
свойств, степень реализации которых в условиях производства
позволяет обеспечить требуемый уровень качества продукции. Причём
данное определение качества процесса и его взаимосвязь с качеством
продукции, достигаемым в ходе реализации ТП, позволяет судить о том, что
если не будет обеспечено качество ТП, то достичь требуемое качество
ОП невозможно.
8.
Качество технологического процессаРазработка и документирование ТП осуществляется в ходе
технологической подготовки производства (ТПП), проверка качества ТП
осуществляется в процессе постановки на производство ОП, в ходе его
освоения, а оценка качества ТП осуществляется путём проведения
квалификационных испытаний ОП установочной партии, одной из целей
которых является проверка разработанного ТП, обеспечивающего
стабильность выпуска продукции заданного уровня качества.
Данное обстоятельство определяет необходимость повышения
требований к ТПП и постановке на производство ОП, что нашло своё
отражение в новых версиях ГОСТ РВ 0015-002-2020 и ГОСТ РВ 0015301-2020.
9.
Качество технологического процессаРазработка и документирование ТП осуществляется в ходе
технологической подготовки производства (ТПП), проверка качества ТП
осуществляется в процессе постановки на производство ОП, в ходе его
освоения, а оценка качества ТП осуществляется путём проведения
квалификационных испытаний ОП установочной партии, одной из целей
которых является проверка разработанного ТП, обеспечивающего
стабильность выпуска продукции заданного уровня качества.
Данное обстоятельство определяет необходимость повышения
требований к ТПП и постановке на производство ОП, что нашло своё
отражение в новых версиях ГОСТ РВ 0015-002-2020 и ГОСТ РВ 0015301-2020.
10.
Качество технологического процессаС учётом выше изложенного в процессе анализа позаказного типа
производства, необходимо учитывать в начале процесса создания
продукции следующие факторы:
- индивидуальные требования заказчика в каждом заказе;
- неопределённость объёма партии заказа;
- неопределённость продолжительности времени между заказами.
В данных условиях позаказного производства важную роль в
обеспечении качества ОП играет качество ТП её изготовления.
11.
Факторы, влияющие на качество технологическогопроцесса
Компетентность
персонала
Качество конструкторской и
технологической
документации
Возможности и
исправность
технологического
оборудования
Качество
технологического
процесса
Специальная
оснастка и
приспособления
Нормы
трудоёмкости и
расхода сырья и
материалов
Метрологическое
обеспечение
12.
Факторы, влияющие на качество ТПВ новых условиях позаказного производства появились и новые
факторы, оказывающие существенное влияние на свойства ТП.
В первую очередь, фактор, связанный с высокой степенью
неопределённости продолжительности времени между заказами, и,
влияющий на степень сохранения свойств точности и стабильности ТП
в условиях длительного перерыва в его невостребованности в условиях
позаказного производства.
Данное обстоятельство требует от персонала организаций принимать
меры по обеспечению (воспроизведению) требуемой степени свойств
точности и стабильности ТП при существенных временных перерывах
между заказами на поставку ОП.
13.
Воспроизводимость ТППрактика работы в рамках позаказного типа производства указывает
на то, что при постановке ОП на производство необходимо определить
возможность использования существующего ТП для выполнения ГОЗ. При
этом выше приведенные факторы неопределённости выявили
необходимость выделения свойства ТП, которое и позволило бы оценивать
возможность применения ТП от заказа к заказу – свойство
воспроизводимости.
Воспроизводимость ТП рассматривается как свойство сохранять
точность и стабильность исполнения ТП при длительных временных
перерывах между заказами.
14.
Воспроизводимость ТПВ связи с выше изложенным в новой версии ГОСТ РВ 0015-002-2020,
п.6.2.5 отражено требование принимаемых мер при планировании работ
по обеспечению качества ОП в рамках выполняемых контрактов
осуществлять в виде программных и плановых документов по качеству,
предусмотренных для данного вида ОП, в которых устанавливают цели,
этапы и содержание работ по обеспечению качества.
В составе документов по обеспечению качества ОП при планировании
в соответствии с требованиями данного ДС ОП следует разрабатывать:
- ПOK и программы обеспечения надёжности ПОH в соответствии с
ГОСТ PB 52375-2005 и ГОСТ PB 0027-102-2019;
- планы ТПП и освоения новой техники;
- графики технического обслуживания и ремонта технологического
оборудования, оснастки, инструментов, оборудования, механизации и
автоматизации, технических средств для мониторинга и измерения;
- план мер по освоению и постановке продукции на производство.
15.
Воспроизводимость ТПРешение данных задач связано прежде всего с тем, что в отличии от
плановой поставки ОП, которая сопровождалась последовательной
процедурой проектирования, документирования и апробирования ТП и
затем длительным периодом выпуска однотипной продукции, в условиях
позаказного производства выше приведенные неопределённости требуют
при выполнении каждого заказа планировать и организовывать в том
или ином объёме ТПП.
Трудоёмкость ТПП в условиях позаказного производства
существенно зависит от продолжительности временного интервала
между заказами - Т МЗ. .
16.
Воспроизводимость ТПВ данных условиях актуальным является реализация свойства
воспроизводимости ТП.
В соответствии с требованиями ГОСТ РВ 52374-2005:
- при перерыве производства ОП в пределах действия результатов
периодических испытаний, производство данной ОП считают серийным
непрерывным производством (СНП). Если при этом технологические
операции изготовления изделий выполняют на том же технологическом
оборудовании и тем же персоналом, то перерыв в производстве данной ОП
допускается не учитывать;
- для ОП при перерыве производства более трех лет для
возобновления производства осуществляют освоение производства в
полном объёме в соответствии с требованиями .
В условиях позаказного производства, а на текущий момент данный
вид производства является основным в условиях выполнения ГОЗ,
трудоемкость ТПП является актуальным показателем эффективности
своевременного выполнения ГОЗ. Актуальным является сокращение
времени на выполнение мероприятий по ТПП.
17.
Показатель воспроизводимости ТПСтепень реализации свойства воспроизводимости ТП
целесообразно измерять с помощью выбранного показателя
воспроизводимости.
Значение показателя воспроизводимости определяется как
вероятность того, что при перерыве между заказами в достаточной
степени будут сохранены свойства ТП - точность и стабильность, а
следовательно, и возможность реализации существующего ТП без
потери его качества.
Чем больше временной интервал между заказами, тем меньше вероятность
того, что существующий ТП возможно использовать при выполнении
очередного заказа. Следовательно, в процессе работы вероятность
воспроизводимости ТП изменяется в пределах от 1 до 0.
18.
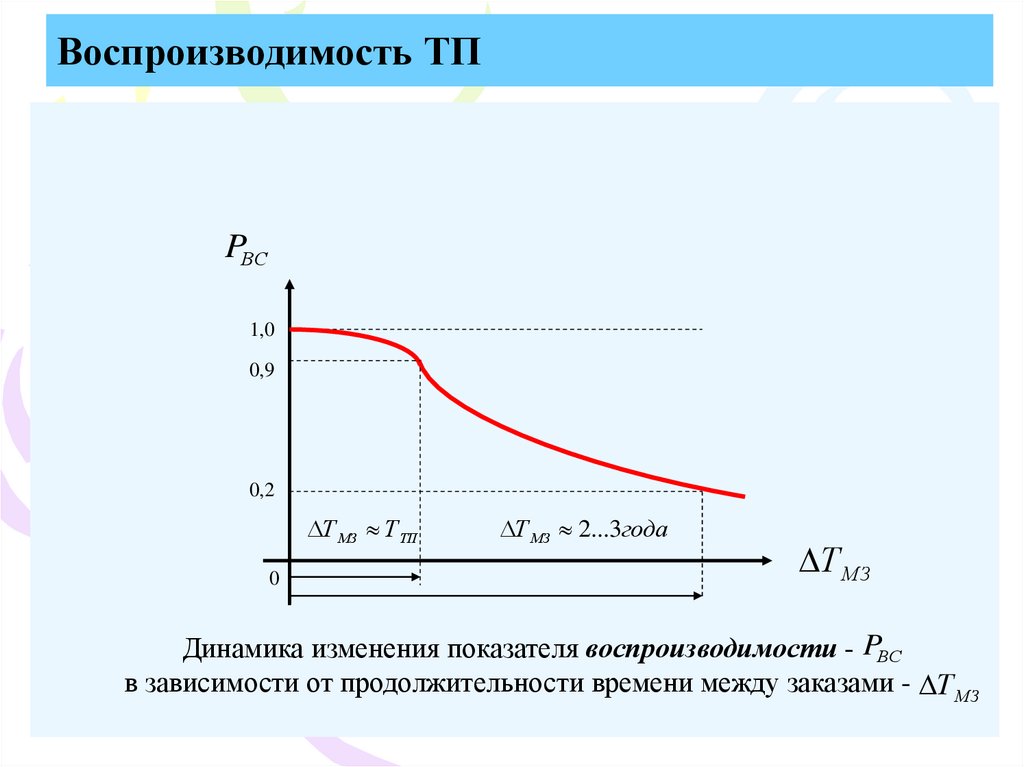
Воспроизводимость ТПPВС
1,0
0,9
0,2
Т МЗ Т ТП
0
Т МЗ 2...3года
Т МЗ
Динамика изменения показателя воспроизводимости - PВС
в зависимости от продолжительности времени между заказами - Т МЗ
18
19.
Требования ГОСТ РВ 0015-002-2020В соответствии с требованиями новой версии ГОСТ РВ 0015-002-2020,
п.8.5.1.3 при подготовке и освоении производства ОП в организации
необходимо в том числе:
- разрабатывать перечень специальных и особо ответственных ТП с
учетом требований ГОСТ PB 15.203 – 2001 и ГОСТ РВ 0015-002-2020;
- проводить, при необходимости, аттестацию рабочих мест по
результатам контроля соответствия требованиям технологического
процесса;
- определять параметры и характеристики технологических
процессов, подлежащие контролю и измерениям, в том числе, когда для
сокращения сроков постановки на производство выполнение этапа
подготовки производства.
20.
Требования ГОСТ РВ 0015-002-2020Определение параметров и характеристик ТП, подлежащих контролю и
измерениям предполагает выбор показателей результативности
реализации свойств ТП и обоснование критерия оценки его
результативности и способности производить ОП заданного уровня
качества.
Оценка качества ТП может быть осуществлена в соответствии с
положениями РД 50-532-85 Методические указания. ЕСТПП.
Аттестация технологических процессов. Данные методические указания
по сути отражают содержание оценки качества ТП путём проведения его
аттестации.
К сожалению, в новой версии ГОСТ РВ 0015-002-2020 нет прямого
требования по обязательной аттестации ТП в ходе постановки ОП на
производство, на этапе его подготовки. Отражено требование по
обязательной аттестации только специальных и особо ответственных
ТП.
Однако, в соответствии с положениями РД 50-532-85 требование по
аттестации ТП необходимо для проведения аттестации рабочих мест,
которая регламентирована требованиями ГОСТ РВ 0015-002-2020.
21.
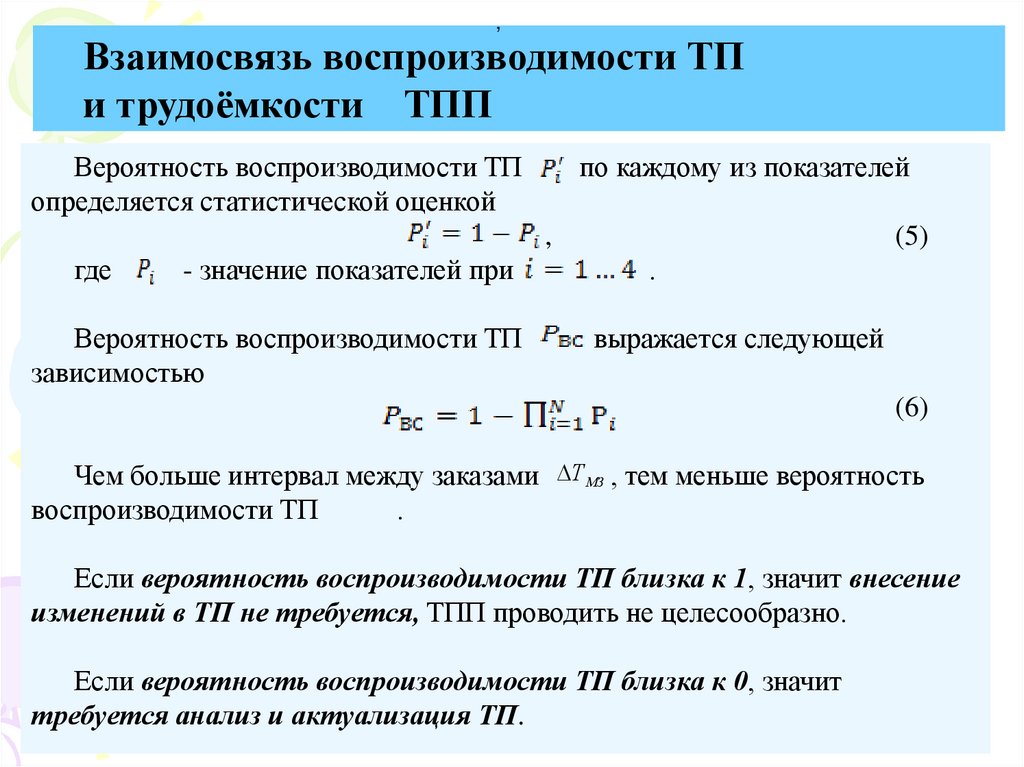
,Взаимосвязь воспроизводимости ТП
и трудоёмкости ТПП
Вероятность воспроизводимости ТП
определяется статистической оценкой
по каждому из показателей
,
где
- значение показателей при
Вероятность воспроизводимости ТП
зависимостью
(5)
.
выражается следующей
(6)
Чем больше интервал между заказами Т МЗ , тем меньше вероятность
воспроизводимости ТП
.
Если вероятность воспроизводимости ТП близка к 1, значит внесение
изменений в ТП не требуется, ТПП проводить не целесообразно.
Если вероятность воспроизводимости ТП близка к 0, значит
требуется анализ и актуализация ТП.
22.
Содержание расчёта воспроизводимости ТППри расчете воспроизводимости ТП необходимо выделить три
интервала Т МЗ :
- первый интервал – Т МЗ , равный временному интервалу
технологической подготовки производства.
- второй интервал – Т МЗ , равный интервалу 2-3 года.
- третий интервал – Т МЗ , более 3 лет.
В зависимости от типа Т МЗ определяются веса показателей,
влияющих на продолжительность ТПП.
Например, в условиях первом типа интервала Т МЗ , в первую
очередь, целесообразно рассмотреть переход на новые материалы и
комплектующие. При этом, наиболее вероятно, что не понадобится
дополнительная настройка оборудования и аттестация персонала.
В условиях третьего типам интервала Т МЗ , наиболее трудоемкими
факторами станут обучение и аттестация персонала, а также внесение
изменений в технологическую документацию. Вес показателей в каждом
случае определяется методом попарных сравнений с помощью экспертной
оценки.
23.
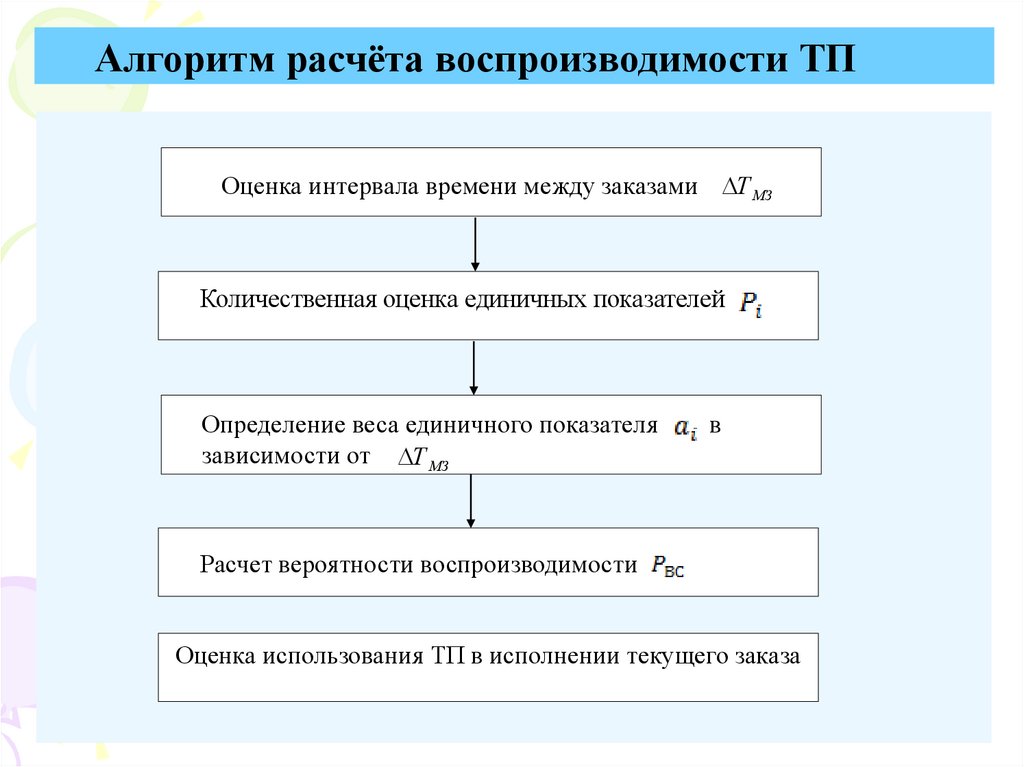
Алгоритм расчёта воспроизводимости ТП,
Оценка интервала времени между заказами ТТМЗ
МЗ
Количественная оценка единичных показателей
Определение веса единичного показателя
зависимости от Т МЗ
в
Расчет вероятности воспроизводимости
Оценка использования ТП в исполнении текущего заказа
24.
Воспроизволимость как свойство ТПТаким образом, анализ новых условий зарождения и развития в
отечественном машиностроении позаказного производства позволил
выявить новые факторы, влияющие на качество ТП, а следовательно и на
качество создаваемой ОП и их взаимосвязи.
Фактор неопределённости временного перерыва между заказами
потребовал для сохранения качества ТП наделение его новым свойством воспроизводимость.
В условиях позаказного производства возникает объективная
необходимость мониторинга данного свойства в интересах обеспечения
требуемого уровня качества ОП.
Выше изложенной подход к измерению и оценке качества ТП в
условиях позаказного производства позволяет проводить оценку степени
проявления свойств ТП и её влияние на качество ТП, а, следовательно, и
на качество ОП в новых условиях позаказного производства ОП и
требований новых версий документов по стандартизации СРПП ВТ.
25.
Особенности ЕСТППОсновной особенностью ЕСТПП является тот факт, что данная система
позволяет за счёт обобщения и структуризации опыта ТПП обеспечить
высокую мобильность предприятий-участников выполнения ГОЗ.
Данная мобильность, в свою очередь, обеспечивает при сохранении
высоких производственно-технических показателях производства:
- оперативно перенастроить производство на выпуск требуемой
номенклатуры изделий в рамках нового заказа;
- обеспечивать возможность непрерывного совершенствования
действующего производства путем планомерного внедрения новейших
достижений науки и техники.
26.
Особенности ЕСТППОпыт внедрения новых версий стандартов ЕСТПП на
подавляющем большинстве предприятий участников ГОЗ свидетельствует
о том, что выполнение заложенных в них требований вносит:
- коренные изменения в организацию ТПП;
- позволяет значительно ускорить процесс разработки технологии и
изготовления технологической оснастки;
- существенно сократить время, необходимое для освоения новых
изделий, и переходить на их выпуск без остановки производства.
27.
Особенности ЕСТППДанный подход к планированию особенно актуален для научнопроизводственных организаций, реализующих наукоемкие технологии в
процессе выполнения ГОЗ и осуществляющие существенную
перенастройку производства от заказа к заказу.
В данных условиях выполнения ГОЗ требуются более динамичные
приемы и способы планирования и организации производственного
процесса, которые позволяли бы существенно сократить временные
ресурсы на ТПП от заказа к заказу.
Объективно возникает необходимость перехода от последовательной
схемы к параллельной схеме подготовки производства.
При применении данного подхода ТПП необходимо проводить параллельно-последовательно с конструкторской подготовкой по
комплексно-совмещенному методу.
28.
Особенности ЕСТППС целью реализации принципа параллельной схемы подготовки
предприятия к выпуску новых (модернизированных) образцов военной
продукции в условиях позаказного производства важным является тот
факт, что работы по ТПП необходимо начинать на более ранних
стадиях жизненного цикла.
29.
ВыводыОдним из направлений сокращения трудоемкости и продолжительности
ТПП является использование технологической унификации и
стандартизации.
К основным направлениям относятся:
- типизация и нормализация технологических процессов;
- унификация технологической документации;
- групповые методы обработки деталей;
- унификация оборудования и технологической оснастки.
Проведение совокупности работ по ТПП на стадии опытноконструкторских работ (ОКР) и даже научно-исследовательских работ
(НИР) в совокупности с выполнением принципа технологической
унификации позволит существенно сократить затраты временных
ресурсов на её реализацию в условиях очередного заказа.
30.
ВыводыТаким образом , точность и стабильность технологических процессов:
- достигается на этапе подготовки производства путём аттестации
персонала и рабочих мест на соответствие технологическому процессу;
- подтверждается на этапе освоения производства путём проведения
квалификационных испытаний;
- обеспечивается на стадии производства путём организации и
проведения контроля технологической дисциплины в соответствии с
требованиями Р 50-609-48-88 «Рекомендации. Контроль
технологической дисциплины. Общие положения» и проведением
периодических испытаний в соответствии с требованиями
ГОСТ РВ 15.307- 2002.
31.
ВыводыВоспроизводимость точности и стабильности технологического
процесса достигается проведением технологической подготовки
производства в условиях каждого очередного заказа в соответствии с
требованиями ГОСТ РВ 52374-2005 «Общие требования к обеспечению,
контролю качества и правилам приемки изделий при ограниченных
объемах поставок».