






 Электроника
ЭлектроникаПохожие презентации:
")
")


")





Проектирование пневматической системы автоматического управления циклического вида действия
1.
ПРОЕКТИРОВАНИЕПНЕВМАТИЧЕСКОЙ СИСТЕМЫ
АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ
ЦИКЛИЧЕСКОГО ВИДА ДЕЙСТВИЯ
ПНЕВМАТИЧЕСКИМИ ЦИЛИНДРАМИ
ПРОИЗВОДСТВЕННОЙ УСТАНОВКИ
ФОРМЫ ПРЕДСТАВЛЕНИЯ ХОДА ТП,
МЕТОДЫ ПРОЕКТИРОВАНИЯ ПСАУ,
РАЗРАБОТКА ФУНКЦИОНАЛЬНЫХ ДИАГРАММ,
ПНЕВМАТИЧЕСКОЙ СХЕМЫ УПРАВЛЕНИЯ ПЦ,
ВЫБОР ПНЕВМАТИЧЕСКОЙ АППАРАТУРЫ.
2.
СОСТАВ, НАЗНАЧЕНИЕ и ПРОЦЕСС ФУНКЦИОНИРОВАНИЯПРОИЗВОДСТВЕННОЙ УСТАНОВКИ СОРТИРОВКИ КОРОБОК
По конвейеру в произвольной последовательности и с переменным интервалом
движутся коробки двух различных форм (кубические и овальные).
Коробки кубической формы необходимо перемещать на параллельную (вторую)
секцию конвейера.
Операция
цилиндров А и В.
перемещения
осуществляется
посредством
двух
пневматических
При наличии коробки кубической формы на среднем транспортере (смещаемой
секции конвейера) оператор кратковременно нажимает на пневматическую кнопку «ПУСК»,
шток ПЦ А выдвигается и перемещает подвижную секцию вместе с коробкой кубической
формы на уровень второй (параллельной) секции конвейера.
Далее цикл выполняется автоматически: шток второго ПЦ В сталкивает коробку с
транспортёра на вторую секцию конвейера, после чего штоки обоих цилиндров
возвращаются в исходные позиции – сначала шток цилиндра А, а затем шток цилиндра В.
Исполнение пневматических цилиндров А и В – двустороннего действия с
односторонним штоком, с двусторонним торможением.
Скорости
регулируемые.
выдвижения
и
втягивания
пневматических
цилиндров
Положения штоков ПЦ А и В контролируются конечными выключателями.
А
и
В
3.
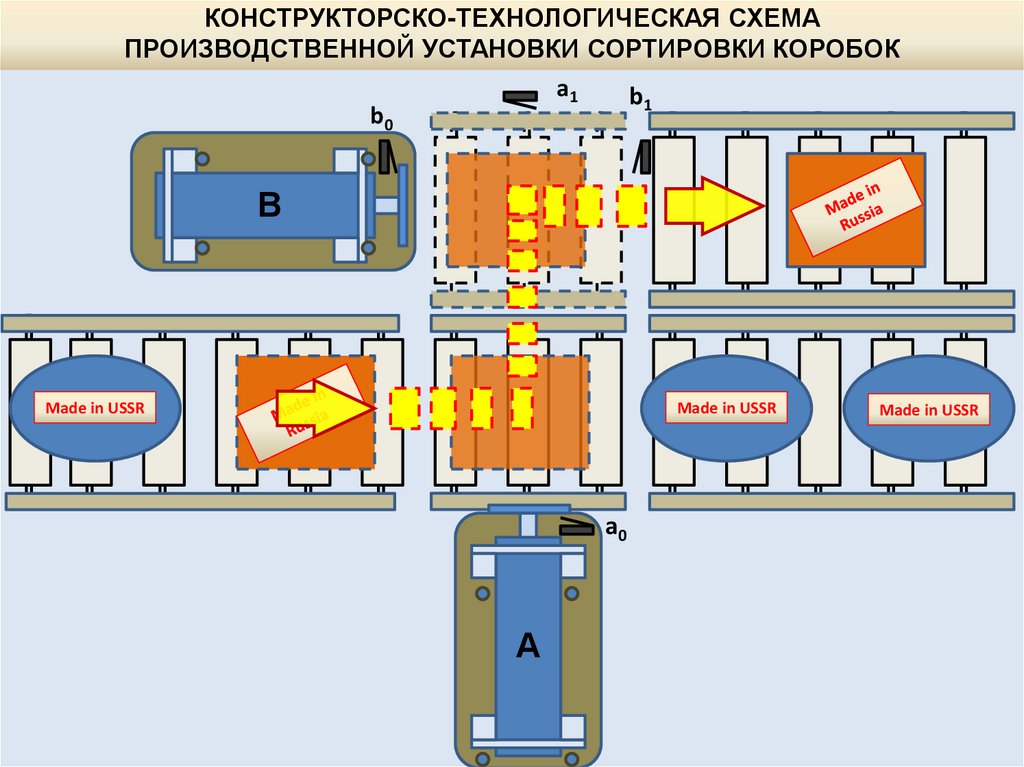
КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКАЯ СХЕМАПРОИЗВОДСТВЕННОЙ УСТАНОВКИ СОРТИРОВКИ КОРОБОК
а1
b1
b0
В
Made in USSR
Made in USSR
а0
А
Made in USSR
4.
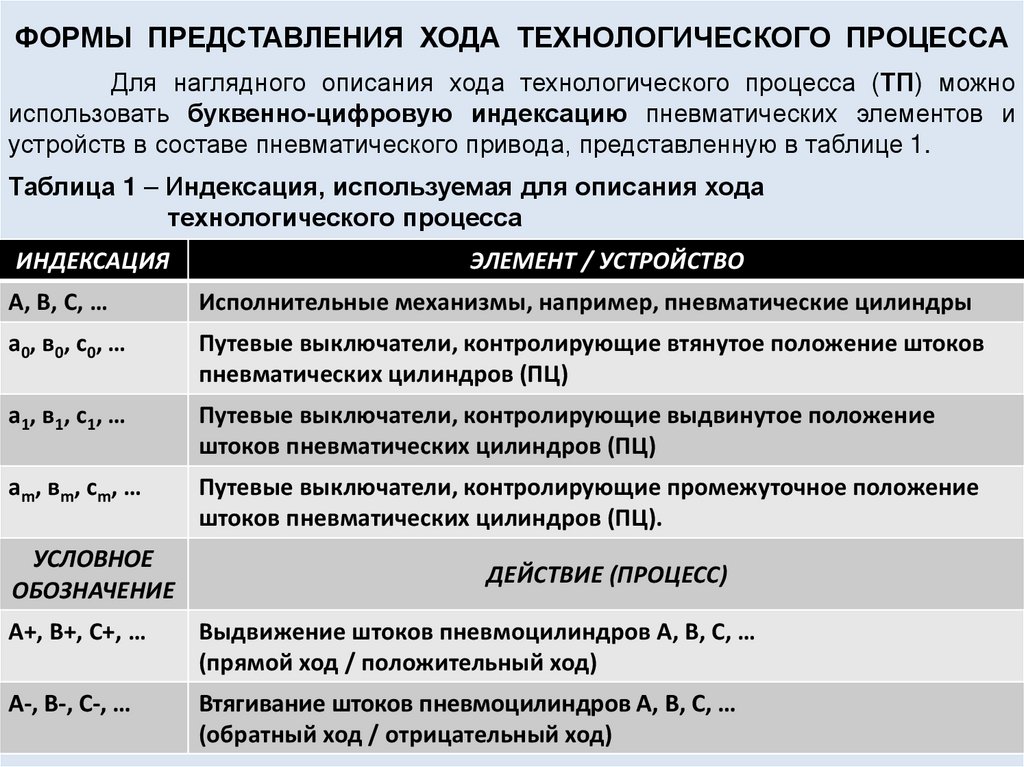
ФОРМЫ ПРЕДСТАВЛЕНИЯ ХОДА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССАДля наглядного описания хода технологического процесса (ТП) можно
использовать буквенно-цифровую индексацию пневматических элементов и
устройств в составе пневматического привода, представленную в таблице 1.
Таблица 1 – Индексация, используемая для описания хода
технологического процесса
ИНДЕКСАЦИЯ
ЭЛЕМЕНТ / УСТРОЙСТВО
А, В, С, …
Исполнительные механизмы, например, пневматические цилиндры
а0, в0, с0, …
Путевые выключатели, контролирующие втянутое положение штоков
пневматических цилиндров (ПЦ)
а1, в1, с1, …
Путевые выключатели, контролирующие выдвинутое положение
штоков пневматических цилиндров (ПЦ)
аm, вm, сm, …
Путевые выключатели, контролирующие промежуточное положение
штоков пневматических цилиндров (ПЦ).
УСЛОВНОЕ
ОБОЗНАЧЕНИЕ
ДЕЙСТВИЕ (ПРОЦЕСС)
А+, В+, С+, …
Выдвижение штоков пневмоцилиндров А, В, С, …
(прямой ход / положительный ход)
А-, В-, С-, …
Втягивание штоков пневмоцилиндров А, В, С, …
(обратный ход / отрицательный ход)
5.
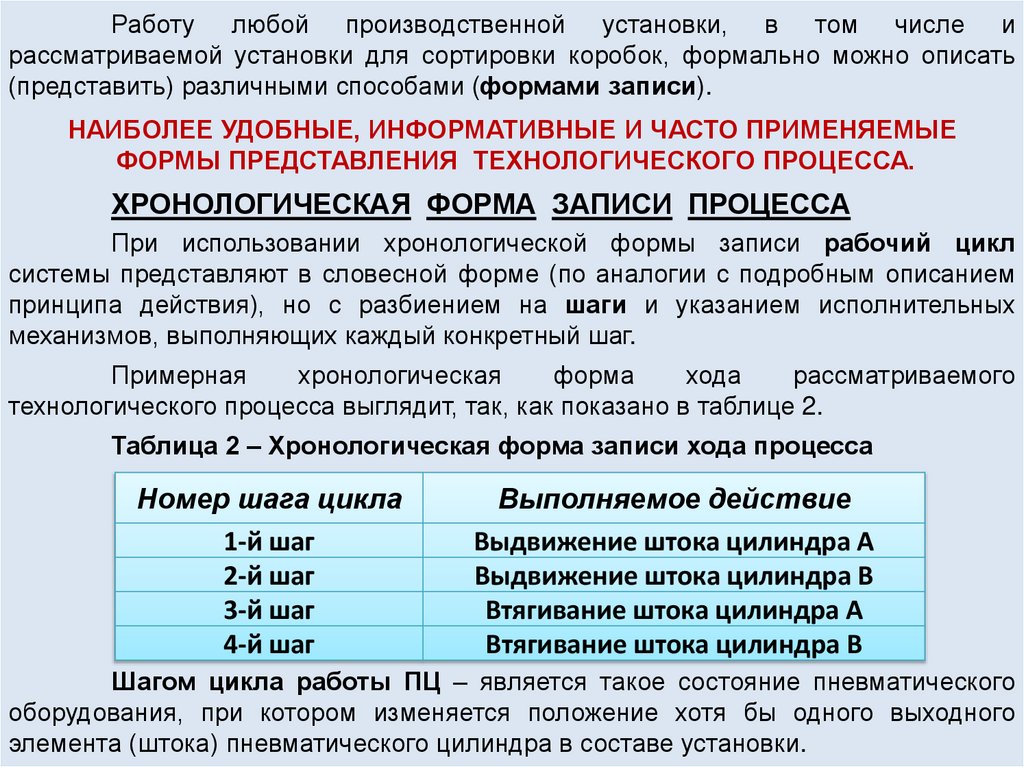
Работу любой производственной установки, в том числе ирассматриваемой установки для сортировки коробок, формально можно описать
(представить) различными способами (формами записи).
НАИБОЛЕЕ УДОБНЫЕ, ИНФОРМАТИВНЫЕ И ЧАСТО ПРИМЕНЯЕМЫЕ
ФОРМЫ ПРЕДСТАВЛЕНИЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА.
ХРОНОЛОГИЧЕСКАЯ ФОРМА ЗАПИСИ ПРОЦЕССА
При использовании хронологической формы записи рабочий цикл
системы представляют в словесной форме (по аналогии с подробным описанием
принципа действия), но с разбиением на шаги и указанием исполнительных
механизмов, выполняющих каждый конкретный шаг.
Примерная
хронологическая
форма
хода
рассматриваемого
технологического процесса выглядит, так, как показано в таблице 2.
Таблица 2 – Хронологическая форма записи хода процесса
Номер шага цикла
1-й шаг
2-й шаг
3-й шаг
4-й шаг
Выполняемое действие
Выдвижение штока цилиндра А
Выдвижение штока цилиндра В
Втягивание штока цилиндра А
Втягивание штока цилиндра В
Шагом цикла работы ПЦ – является такое состояние пневматического
оборудования, при котором изменяется положение хотя бы одного выходного
элемента (штока) пневматического цилиндра в составе установки.
6.
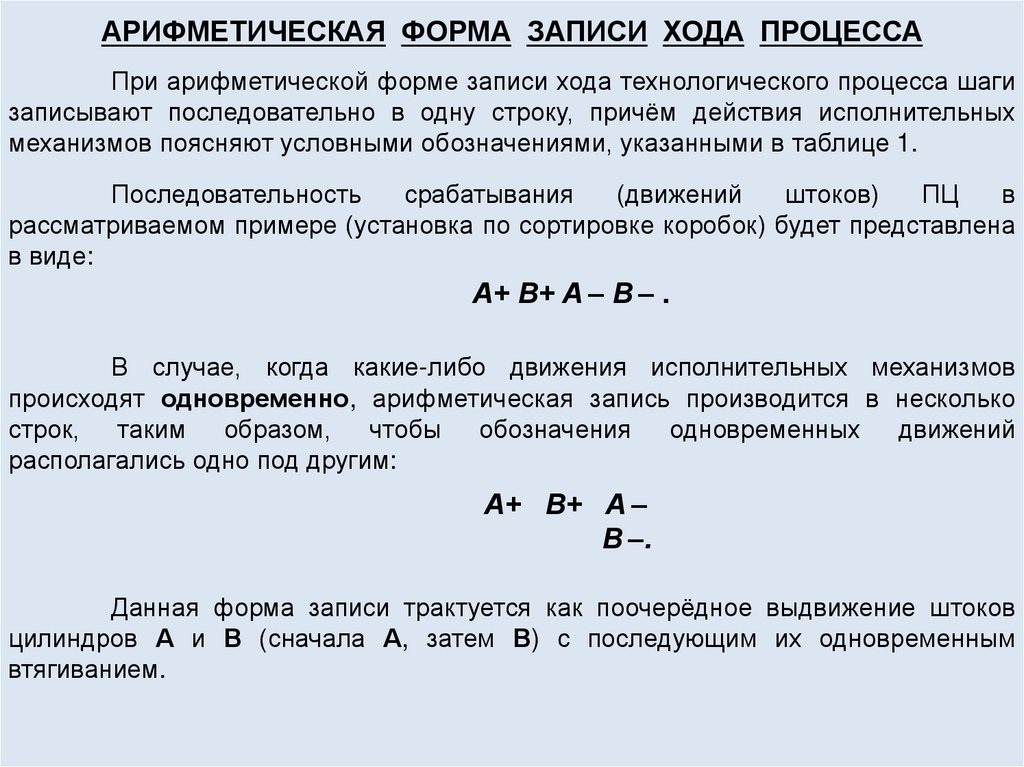
АРИФМЕТИЧЕСКАЯ ФОРМА ЗАПИСИ ХОДА ПРОЦЕССАПри арифметической форме записи хода технологического процесса шаги
записывают последовательно в одну строку, причём действия исполнительных
механизмов поясняют условными обозначениями, указанными в таблице 1.
Последовательность
срабатывания
(движений
штоков)
ПЦ
в
рассматриваемом примере (установка по сортировке коробок) будет представлена
в виде:
А+ В+ А – В – .
В случае, когда какие-либо движения исполнительных механизмов
происходят одновременно, арифметическая запись производится в несколько
строк, таким образом, чтобы обозначения одновременных движений
располагались одно под другим:
А+ В+ А –
В –.
Данная форма записи трактуется как поочерёдное выдвижение штоков
цилиндров А и В (сначала А, затем В) с последующим их одновременным
втягиванием.
7.
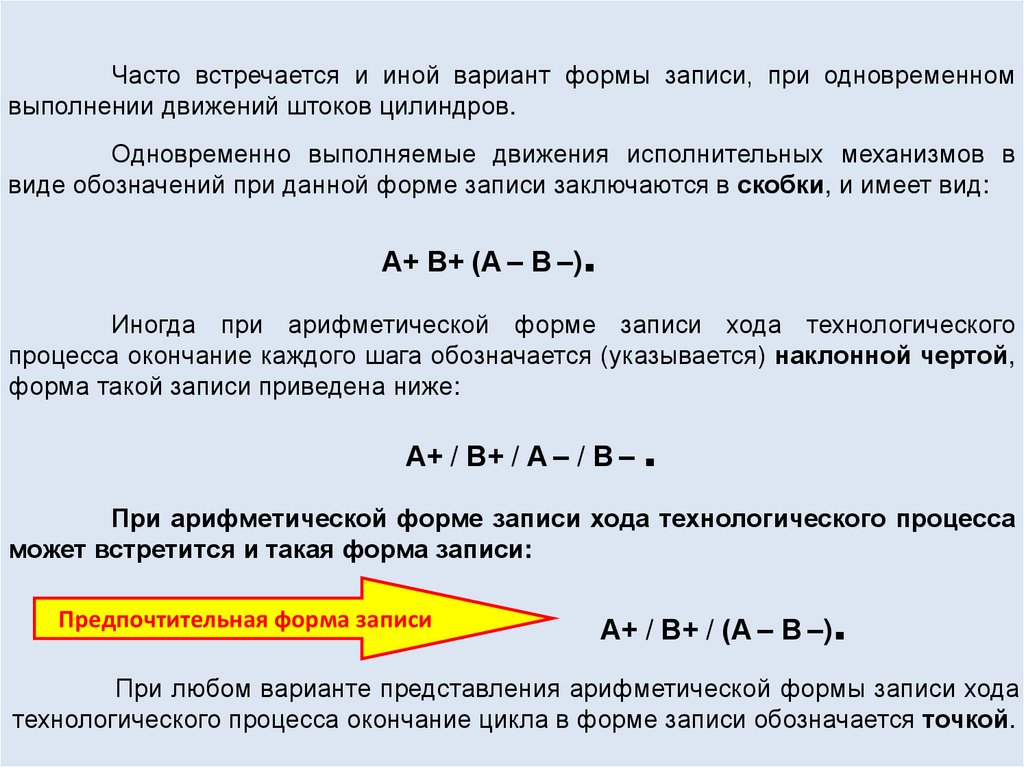
Часто встречается и иной вариант формы записи, при одновременномвыполнении движений штоков цилиндров.
Одновременно выполняемые движения исполнительных механизмов в
виде обозначений при данной форме записи заключаются в скобки, и имеет вид:
А+ В+ (А – В –)
.
Иногда при арифметической форме записи хода технологического
процесса окончание каждого шага обозначается (указывается) наклонной чертой,
форма такой записи приведена ниже:
А+ / В+ / А – / В –
.
При арифметической форме записи хода технологического процесса
может встретится и такая форма записи:
Предпочтительная форма записи
А+ / В+ / (А – В –)
.
При любом варианте представления арифметической формы записи хода
технологического процесса окончание цикла в форме записи обозначается точкой.
8.
ТАБЛИЧНАЯ ФОРМА ЗАПИСИ ХОДА ПРОЦЕССАПоследовательное (шаг за шагом) выполнение программы движения
штоков ПЦ можно также представить в виде таблицы.
В первом столбце таблицы указываются нумерация шагов (номера
шагов), а в последующих столбцах – соответствующие действия (движения)
штоков ПЦ (исполнительных механизмов ) (таблица 3).
Дополнительные затенённые ячейки введены в таблицу с целью
наглядной демонстрации наиболее загруженного шага цикла некоторого
технологического процесса, в котором задействованы четыре исполнительных
механизма (А, В, С, D).
Строка в таблице, соответствующая шестому шагу цикла, содержит
наименьшее число звёздочек (звёздочкой ( ) отмечают отсутствие движения
штока исполнительного механизма в данном шаге).
Следовательно, на шестом шаге одновременно работает максимальное
количество (три из четырёх) исполнительных механизмов.
Таблица 3 – Табличная
форма записи хода
технологического процесса
Самый нагруженный
шаг в цикле
Номер шага в цикле
1
2
3
4
5
6
А
+
–
+
–
В
+
–
С
+
–
D
+
–
9.
ЗНАЯ:- конструкции пневматических цилиндров,
- диаметры цилиндров,
- величину ходов штоков цилиндров
- скорости движения штоков,
можно определить
сжатого воздуха системой.
максимальное
(пиковое)
потребление
На основании полученных данных можно провести расчёты
по
выбору
подводящих
пневматических
коммуникаций
(трубопроводов), а при необходимости – осуществить выбор
компрессора требуемой производительности.
10.
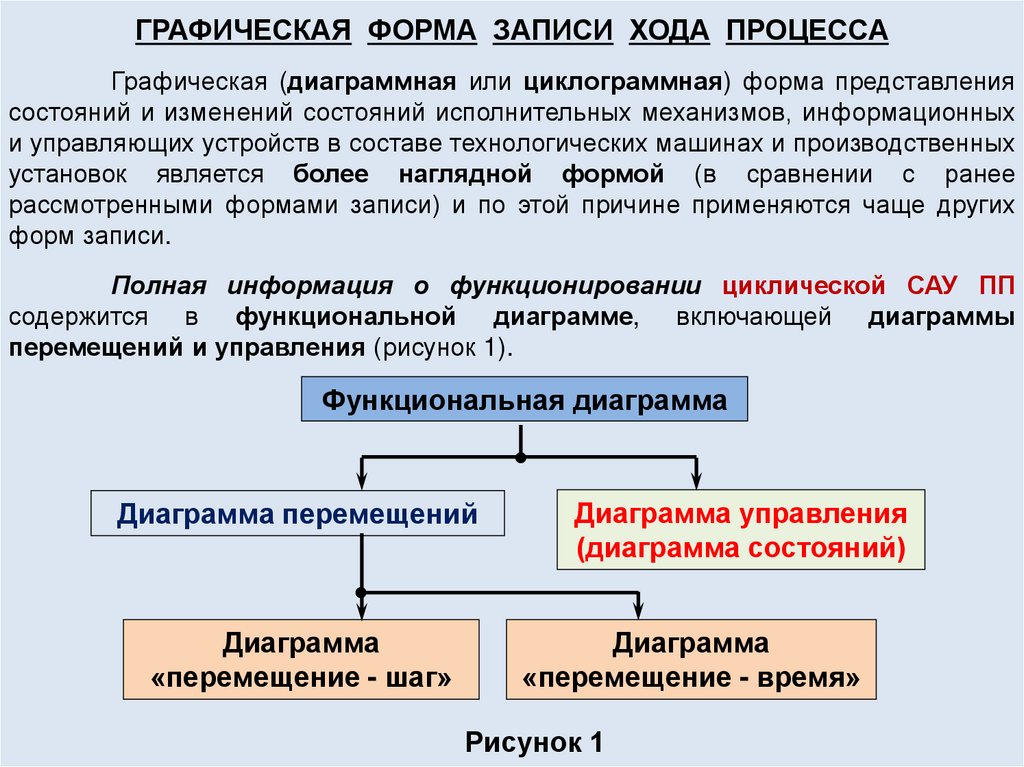
ГРАФИЧЕСКАЯ ФОРМА ЗАПИСИ ХОДА ПРОЦЕССАГрафическая (диаграммная или циклограммная) форма представления
состояний и изменений состояний исполнительных механизмов, информационных
и управляющих устройств в составе технологических машинах и производственных
установок является более наглядной формой (в сравнении с ранее
рассмотренными формами записи) и по этой причине применяются чаще других
форм записи.
Полная информация о функционировании циклической САУ ПП
содержится в функциональной диаграмме, включающей диаграммы
перемещений и управления (рисунок 1).
Функциональная диаграмма
Диаграмма перемещений
Диаграмма
«перемещение - шаг»
Диаграмма управления
(диаграмма состояний)
Диаграмма
«перемещение - время»
Рисунок 1
11.
Диаграмма перемещений отображает в графическом видесостояния исполнительных механизмов – пневматических цилиндров,
пневматических двигателей и т.п.
Диаграмма управления – отражает состояние информационных
и управляющих устройств.
При использовании диаграммной графической формы записи
ТП обозначения состояний устройств, входящих в систему, заключают в
прямоугольник (для каждого шага), причём (поскольку речь идёт о
дискретных устройствах) изменения этих состояний представляются в
диапазоне значений.
от 0 (устройство ВЫКЛЮЧЕНО – шток цилиндра ВТЯНУТ)
до 1 (устройство ВКЛЮЧЕНО – шток цилиндра ВЫДВИНУТ).
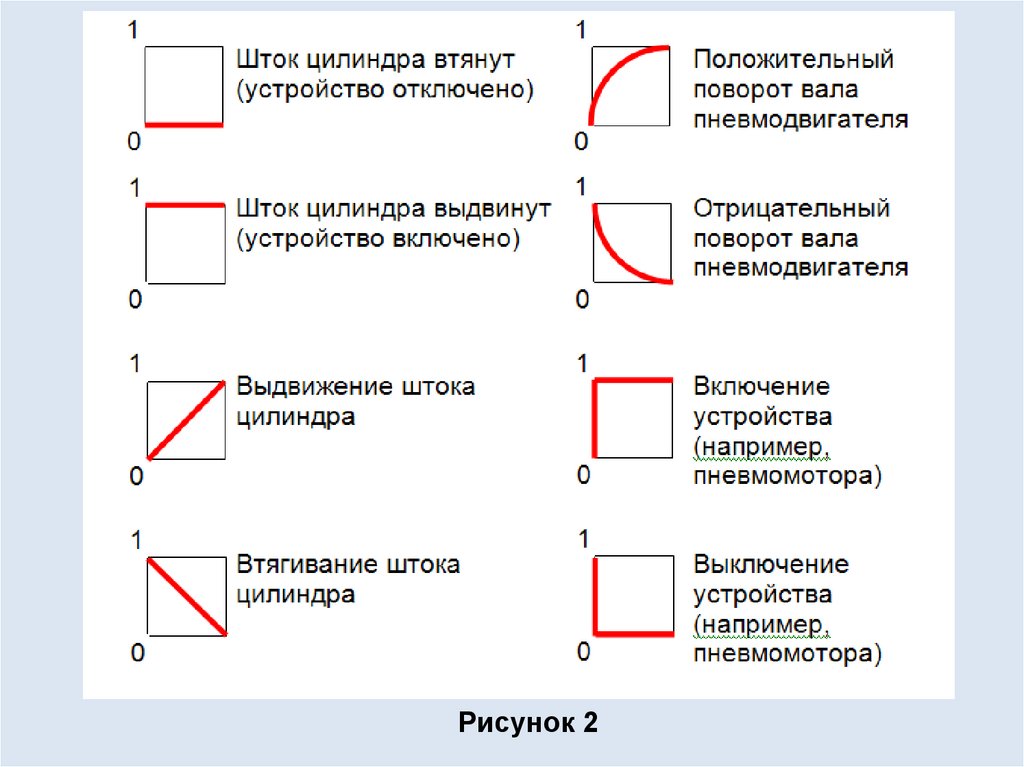
Основные обозначения состояний устройств при
диаграммной форме записи показаны на рисунке 2
12.
Рисунок 213.
При изображении последовательности шагов, обозначающие ихпрямоугольники располагают в строку, причём в отдельную для каждого
исполнительного механизма.
Если описывают совместную работу нескольких механизмов, то записи
последовательности их шагов размещают друг под другом.
Используя принятые графические символы для отображения шагов,
рабочий цикл установки для перемещения коробок можно представить в виде
диаграммы (циклограммы), выполненной в координатах «перемещение - шаг»,
следующим образом (рисунок 3).
Рисунок 3
14.
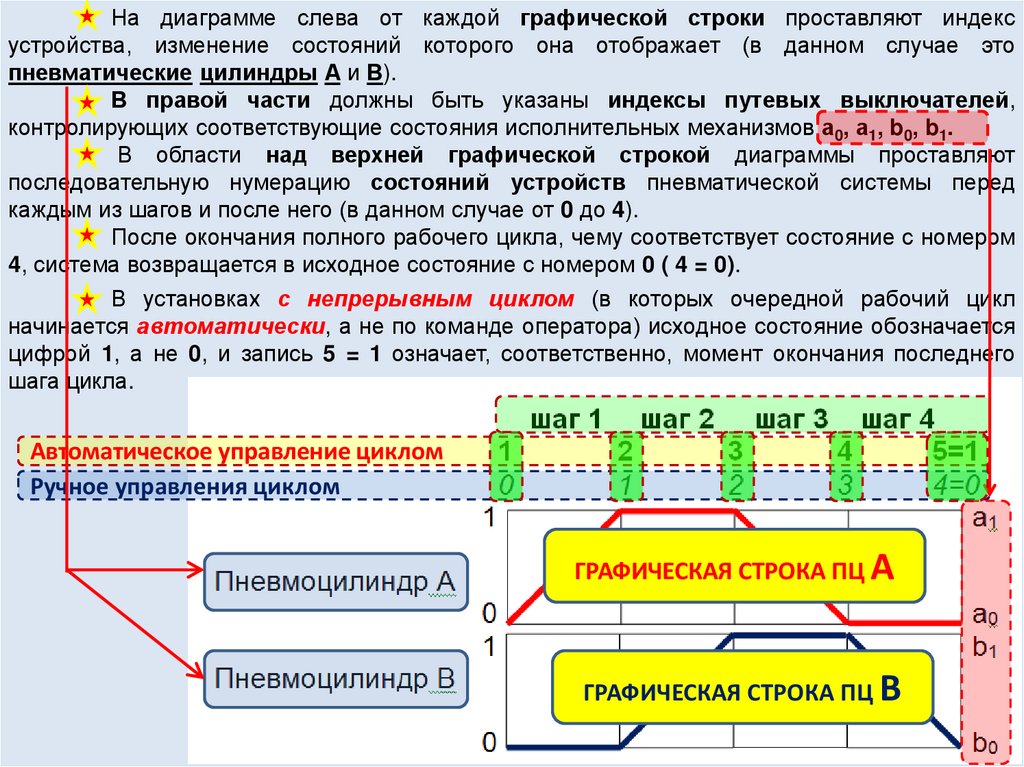
На диаграмме слева от каждой графической строки проставляют индексустройства, изменение состояний которого она отображает (в данном случае это
пневматические цилиндры А и В).
В правой части должны быть указаны индексы путевых выключателей,
контролирующих соответствующие состояния исполнительных механизмов а0, а1, b0, b1.
В области над верхней графической строкой диаграммы проставляют
последовательную нумерацию состояний устройств пневматической системы перед
каждым из шагов и после него (в данном случае от 0 до 4).
После окончания полного рабочего цикла, чему соответствует состояние с номером
4, система возвращается в исходное состояние с номером 0 ( 4 = 0).
В установках с непрерывным циклом (в которых очередной рабочий цикл
начинается автоматически, а не по команде оператора) исходное состояние обозначается
цифрой 1, а не 0, и запись 5 = 1 означает, соответственно, момент окончания последнего
шага цикла.
Автоматическое управление циклом
Ручное управления циклом
ГРАФИЧЕСКАЯ СТРОКА ПЦ А
ГРАФИЧЕСКАЯ СТРОКА ПЦ В
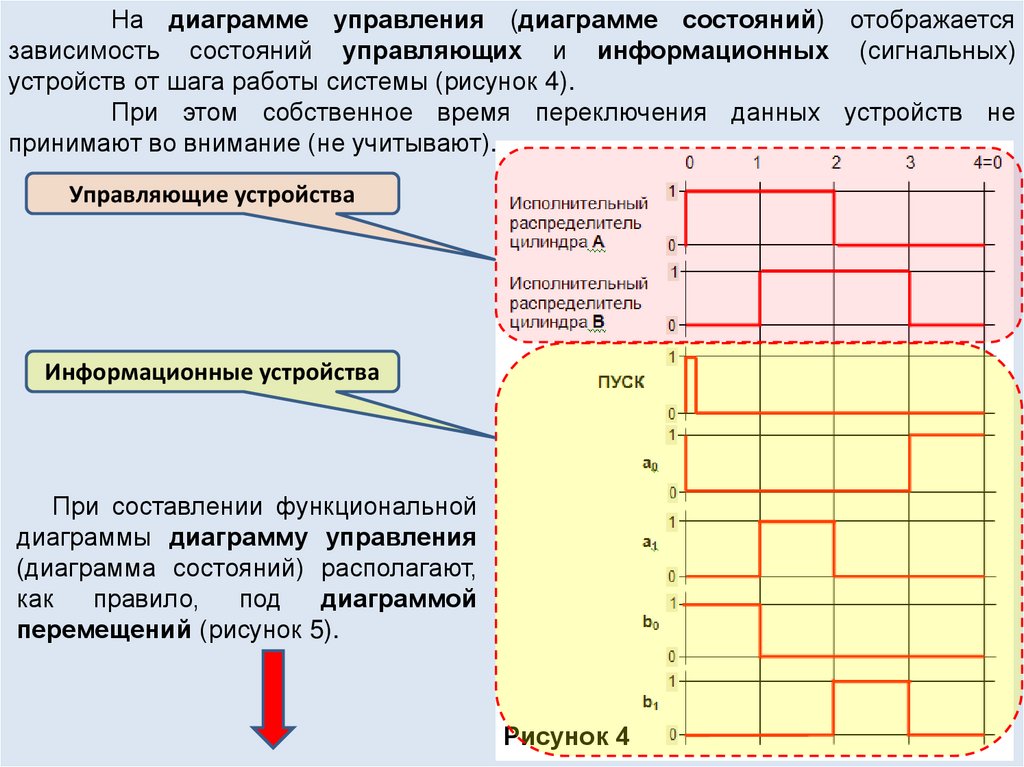
15.
На диаграмме управления (диаграмме состояний) отображаетсязависимость состояний управляющих и информационных (сигнальных)
устройств от шага работы системы (рисунок 4).
При этом собственное время переключения данных устройств не
принимают во внимание (не учитывают).
Управляющие устройства
Информационные устройства
При составлении функциональной
диаграммы диаграмму управления
(диаграмма состояний) располагают,
как
правило,
под
диаграммой
перемещений (рисунок 5).
Рисунок 4
16.
При составлении функциональнойдиаграммы диаграмму управления
(диаграмма состояний) располагают,
как
правило,
под
диаграммой
«перемещение – шаг» (рисунок 5).
Исполнительные устройства
Управляющие устройства
Информационные устройства
На
практике,
диаграммы
перемещений зачастую используют
самостоятельно, поскольку они дают
полное
представление
о
последовательности
выполнения
операций технологического процесса.
Рисунок 5
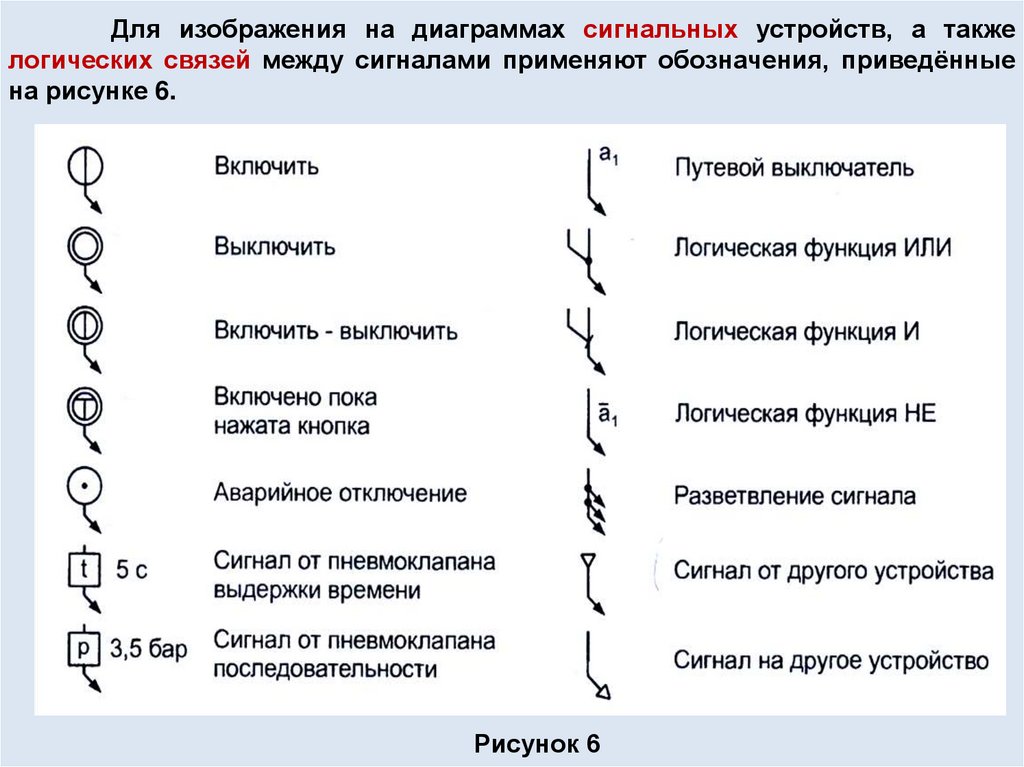
17.
Для изображения на диаграммах сигнальных устройств, а такжелогических связей между сигналами применяют обозначения, приведённые
на рисунке 6.
Рисунок 6
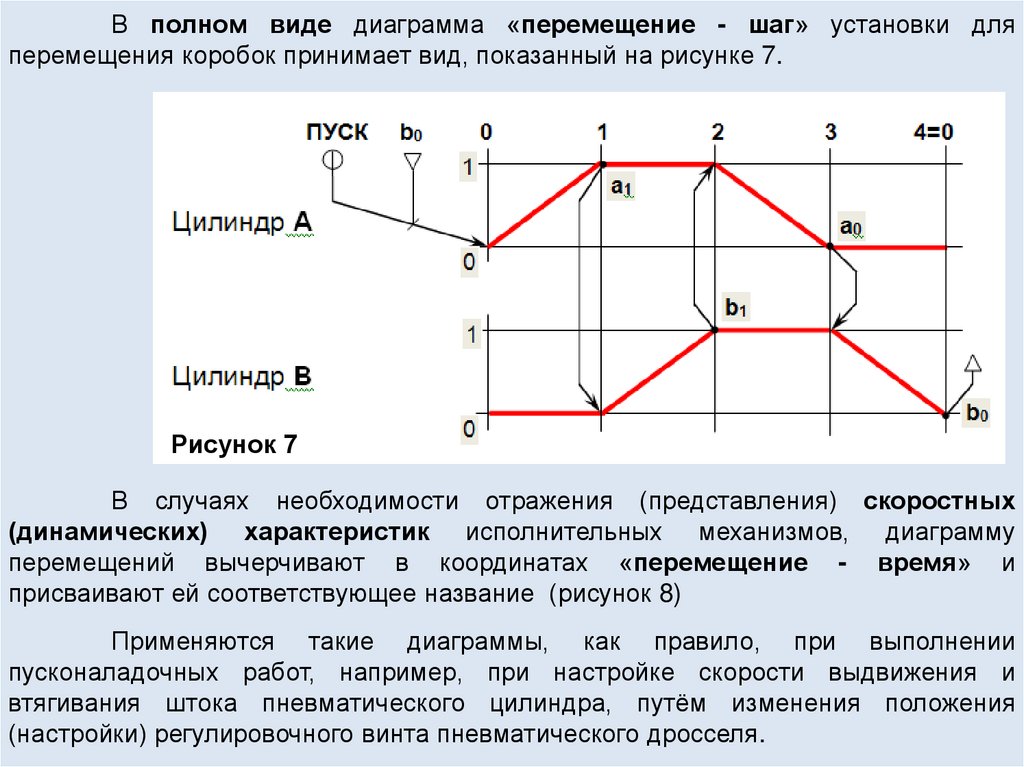
18.
В полном виде диаграмма «перемещение - шаг» установки дляперемещения коробок принимает вид, показанный на рисунке 7.
Рисунок 7
В случаях необходимости отражения (представления) скоростных
(динамических) характеристик исполнительных механизмов, диаграмму
перемещений вычерчивают в координатах «перемещение - время» и
присваивают ей соответствующее название (рисунок 8)
Применяются такие диаграммы, как правило, при выполнении
пусконаладочных работ, например, при настройке скорости выдвижения и
втягивания штока пневматического цилиндра, путём изменения положения
(настройки) регулировочного винта пневматического дросселя.
19.
SS
V
t
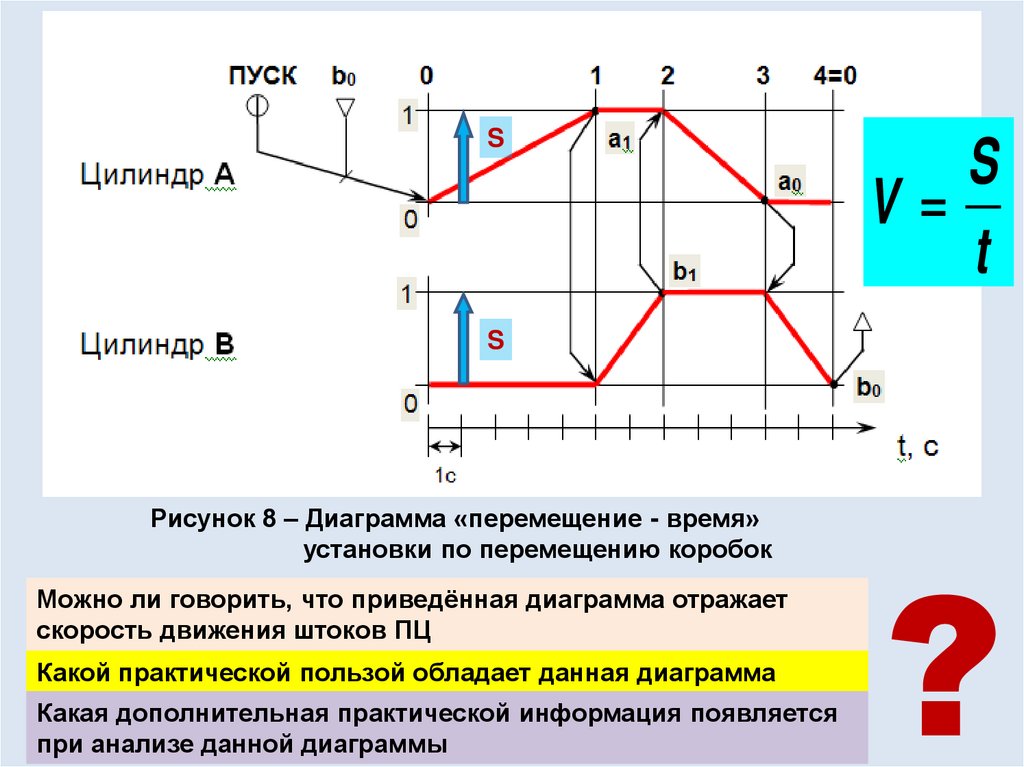
S
Рисунок 8 – Диаграмма «перемещение - время»
установки по перемещению коробок
Можно ли говорить, что приведённая диаграмма отражает
скорость движения штоков ПЦ
Какой практической пользой обладает данная диаграмма
Какая дополнительная практической информация появляется
при анализе данной диаграммы
?
20.
МЕТОДЫ ПРОЕКТИРОВАНИЯ ПНЕВМАТИЧЕСКИХ СИСТЕМАВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ
Проектирование циклических пневматических систем представляет собой
комплекс работ, связанных с переходом от словесного описания технологического
процесса к построению принципиальной пневматической схемы управления
(ППСУ).
Работы подразделяются на этапы:
- алгоритмического,
- логического,
- технического проектирования.
На этапе алгоритмического проектирования переводят словесное
описание технологического процесса в формализованные формы представления
хода технологического процесса.
Этап логического проектирования заключается в составлении
функциональной структуры системы на основе разработанного алгоритма её
функционирования в виде системы логических уравнений.
На этапе технического проектирования осуществляется выбор
элементной
базы,
расчёт силовых и
скоростных
характеристик
исполнительных механизмов, расчёт проходных сечений устройств и
построение принципиальной схемы пневматической системы.
21.
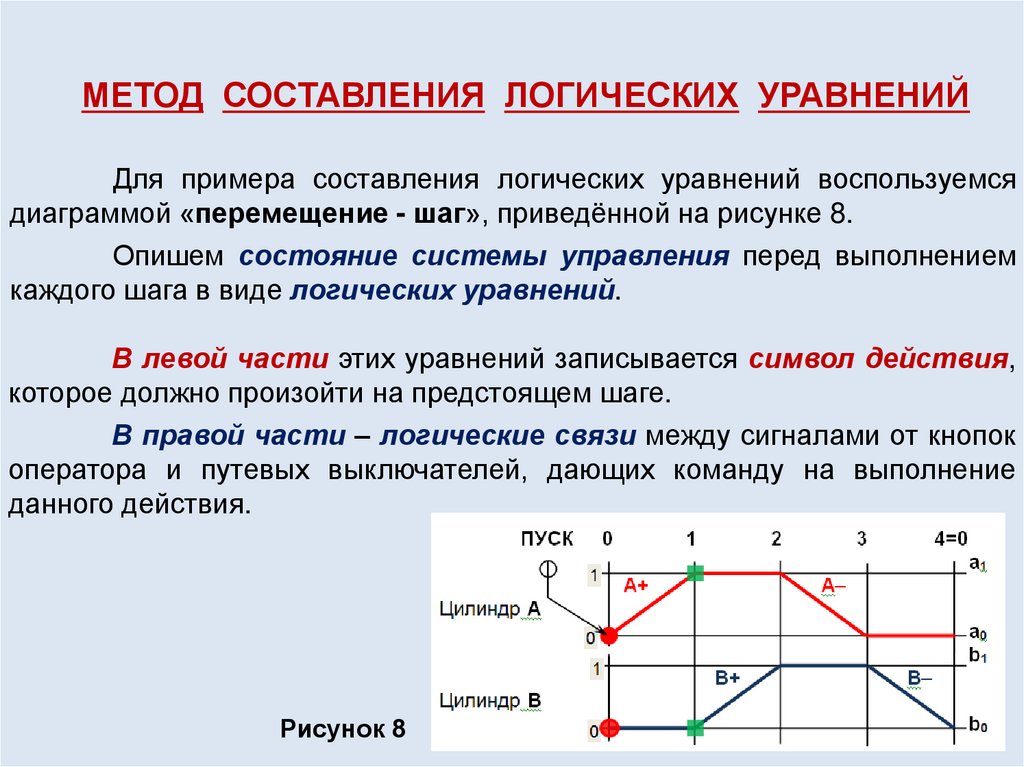
МЕТОД СОСТАВЛЕНИЯ ЛОГИЧЕСКИХ УРАВНЕНИЙДля примера составления логических уравнений воспользуемся
диаграммой «перемещение - шаг», приведённой на рисунке 8.
Опишем состояние системы управления перед выполнением
каждого шага в виде логических уравнений.
В левой части этих уравнений записывается символ действия,
которое должно произойти на предстоящем шаге.
В правой части – логические связи между сигналами от кнопок
оператора и путевых выключателей, дающих команду на выполнение
данного действия.
Рисунок 8
22.
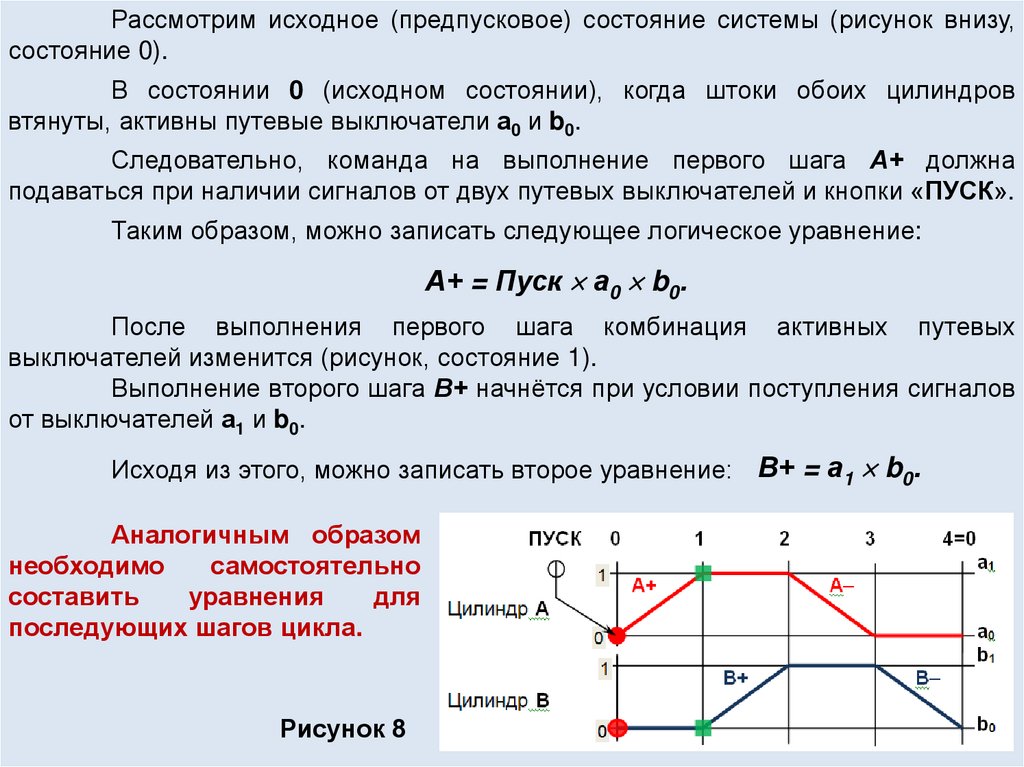
Рассмотрим исходное (предпусковое) состояние системы (рисунок внизу,состояние 0).
В состоянии 0 (исходном состоянии), когда штоки обоих цилиндров
втянуты, активны путевые выключатели а0 и b0.
Следовательно, команда на выполнение первого шага А+ должна
подаваться при наличии сигналов от двух путевых выключателей и кнопки «ПУСК».
Таким образом, можно записать следующее логическое уравнение:
А+ = Пуск а0 b0.
После выполнения первого шага комбинация активных путевых
выключателей изменится (рисунок, состояние 1).
Выполнение второго шага В+ начнётся при условии поступления сигналов
от выключателей а1 и b0.
Исходя из этого, можно записать второе уравнение: В+ = а1 b0.
Аналогичным образом
необходимо
самостоятельно
составить
уравнения
для
последующих шагов цикла.
Рисунок 8
23.
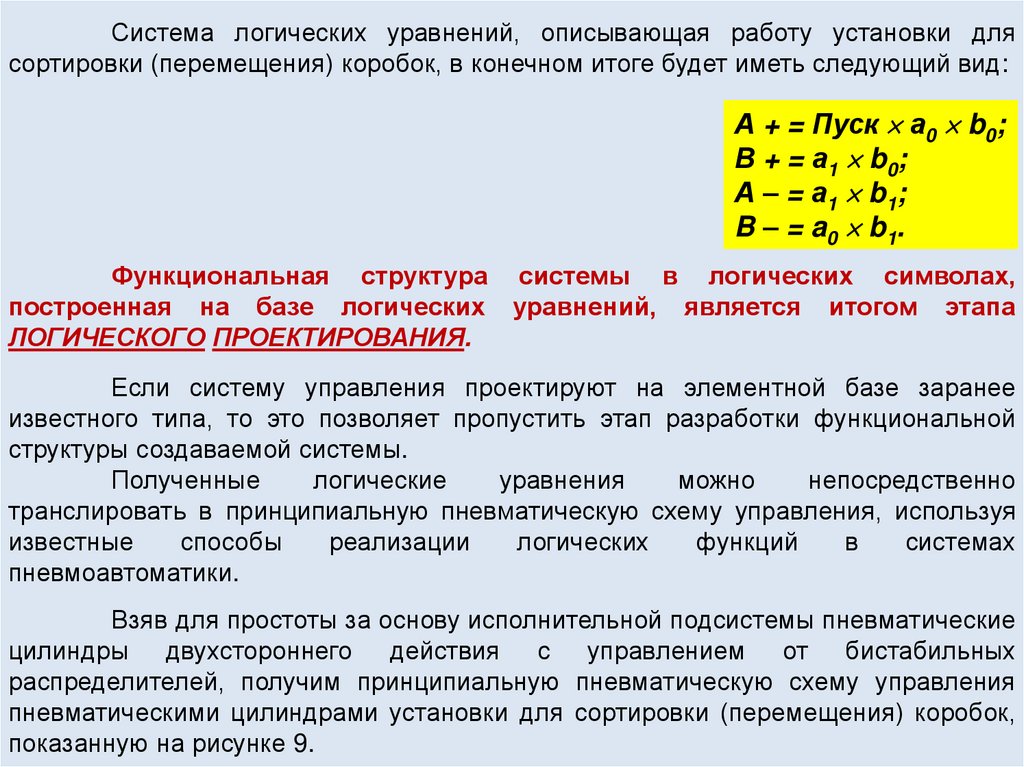
Система логических уравнений, описывающая работу установки длясортировки (перемещения) коробок, в конечном итоге будет иметь следующий вид:
А + = Пуск а0 b0;
В + = а1 b0;
А – = а1 b1;
B – = a0 b1.
Функциональная структура системы в логических символах,
построенная на базе логических уравнений, является итогом этапа
ЛОГИЧЕСКОГО ПРОЕКТИРОВАНИЯ.
Если систему управления проектируют на элементной базе заранее
известного типа, то это позволяет пропустить этап разработки функциональной
структуры создаваемой системы.
Полученные
логические
уравнения
можно
непосредственно
транслировать в принципиальную пневматическую схему управления, используя
известные
способы
реализации
логических
функций
в
системах
пневмоавтоматики.
Взяв для простоты за основу исполнительной подсистемы пневматические
цилиндры двухстороннего действия с управлением от бистабильных
распределителей, получим принципиальную пневматическую схему управления
пневматическими цилиндрами установки для сортировки (перемещения) коробок,
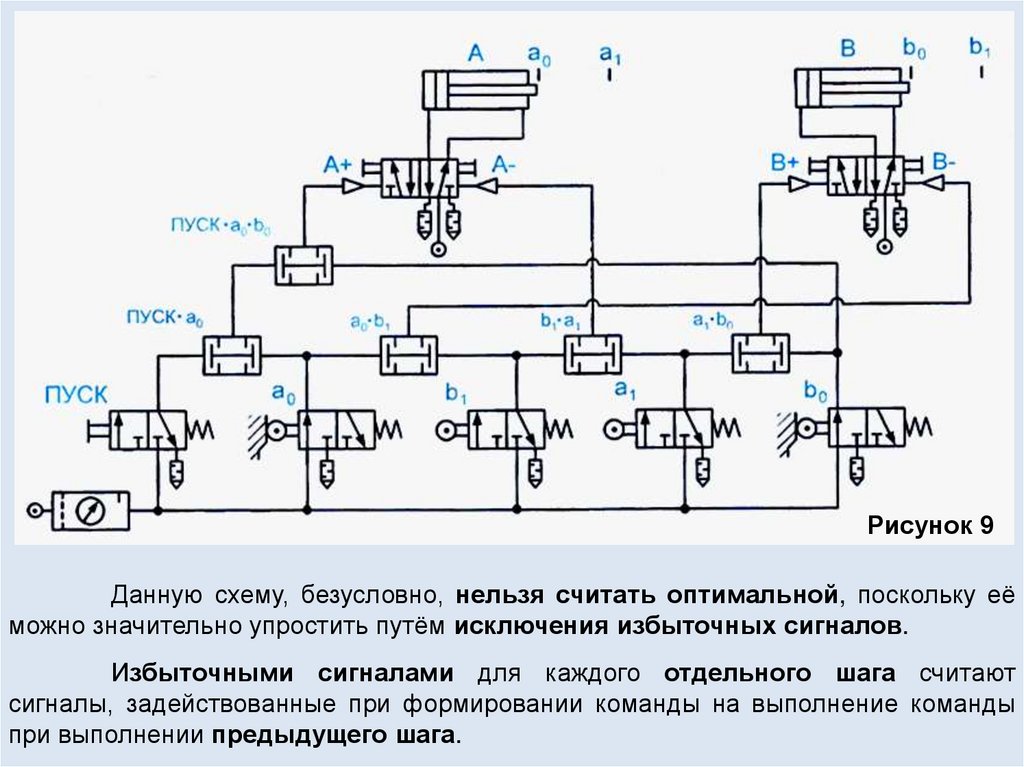
показанную на рисунке 9.
24.
Рисунок 9Данную схему, безусловно, нельзя считать оптимальной, поскольку её
можно значительно упростить путём исключения избыточных сигналов.
Избыточными сигналами для каждого отдельного шага считают
сигналы, задействованные при формировании команды на выполнение команды
при выполнении предыдущего шага.
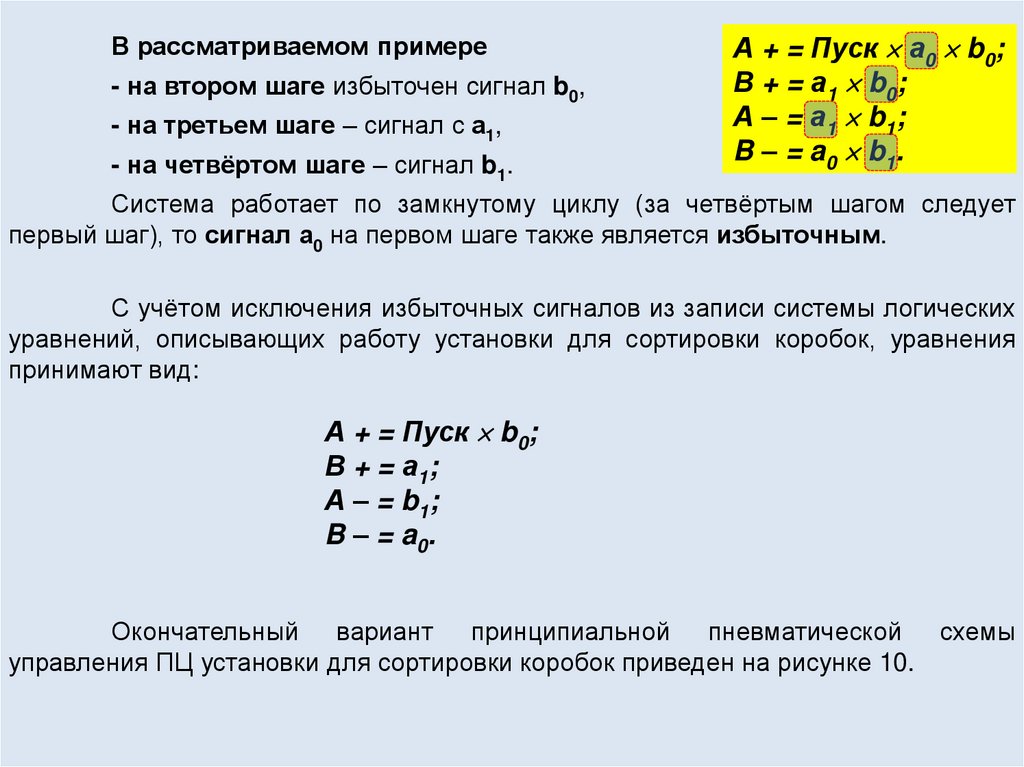
25.
В рассматриваемом примере- на втором шаге избыточен сигнал b0,
- на третьем шаге – сигнал с а1,
- на четвёртом шаге – сигнал b1.
А + = Пуск а0 b0;
В + = а1 b0;
А – = а1 b1;
B – = a0 b1.
Система работает по замкнутому циклу (за четвёртым шагом следует
первый шаг), то сигнал а0 на первом шаге также является избыточным.
С учётом исключения избыточных сигналов из записи системы логических
уравнений, описывающих работу установки для сортировки коробок, уравнения
принимают вид:
А + = Пуск b0;
В + = а1 ;
А – = b1;
B – = a0 .
Окончательный вариант принципиальной пневматической схемы
управления ПЦ установки для сортировки коробок приведен на рисунке 10.
26.
Рассмотренный выше способ упрощения системы логических уравненийдалеко не всегда применим, поскольку некорректное его использование приводит
к неправильной трактовке уравнений, особенно в случае наличия так называемых
совпадающих шагов.
Рисунок 10
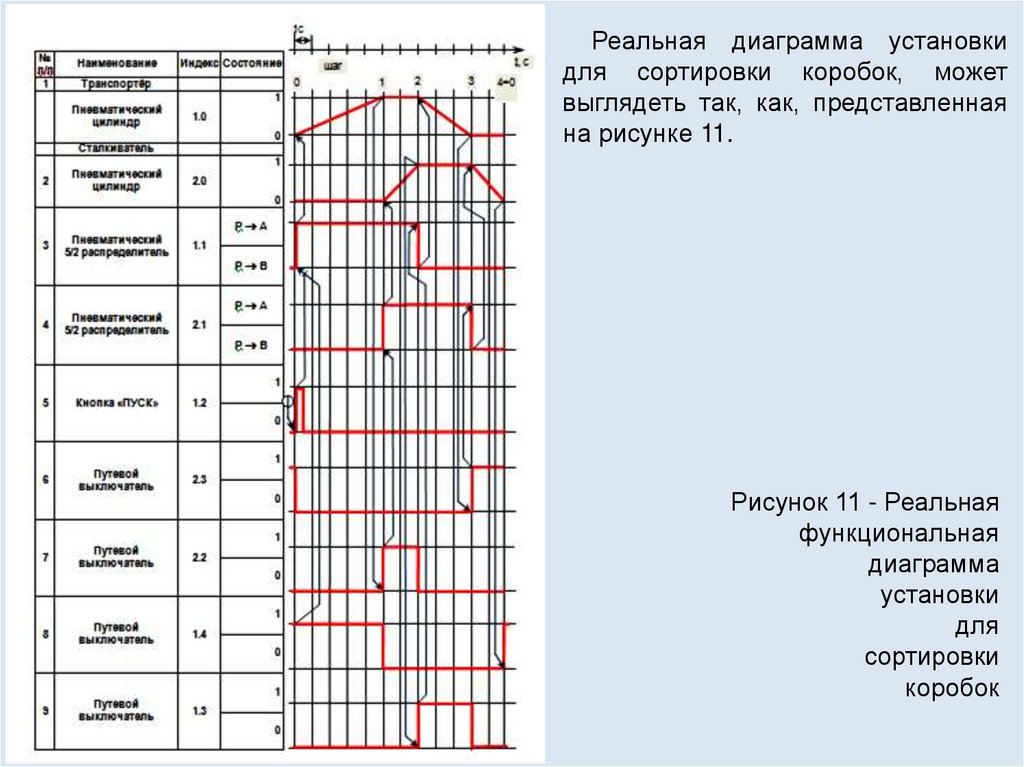
27.
Реальная диаграмма установкидля сортировки коробок, может
выглядеть так, как, представленная
на рисунке 11.
Рисунок 11 - Реальная
функциональная
диаграмма
установки
для
сортировки
коробок
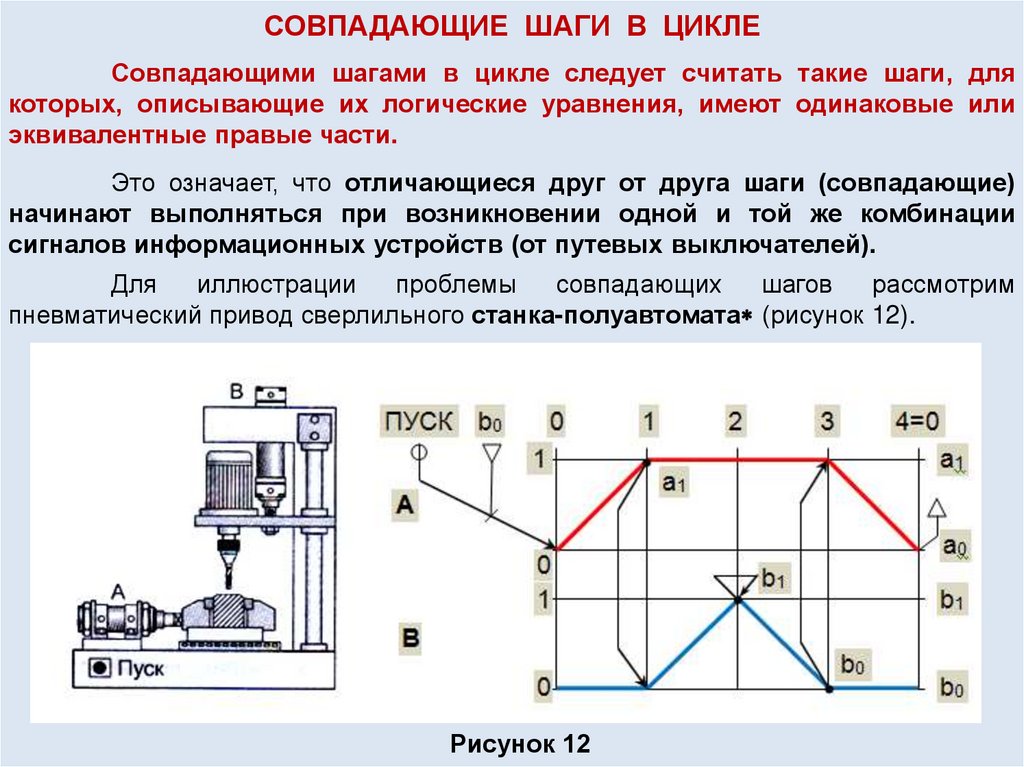
28.
СОВПАДАЮЩИЕ ШАГИ В ЦИКЛЕСовпадающими шагами в цикле следует считать такие шаги, для
которых, описывающие их логические уравнения, имеют одинаковые или
эквивалентные правые части.
Это означает, что отличающиеся друг от друга шаги (совпадающие)
начинают выполняться при возникновении одной и той же комбинации
сигналов информационных устройств (от путевых выключателей).
Для
иллюстрации
проблемы
совпадающих
шагов
рассмотрим
пневматический привод сверлильного станка-полуавтомата (рисунок 12).
Рисунок 12
29.
Полуавтомат – машина (или агрегат), самостоятельновыполняющая полный рабочий цикл и требующая вмешательства
извне лишь для повторения цикла. ?
Станок-полуавтомат отрабатывает весь цикл обработки
заготовки и возвращает механизмы станка в исходное положение
самостоятельно, тогда как установку заготовки и снятие
обработанной детали производит оператор.
При кратковременном нажатии на пусковую кнопку первый пневматический
цилиндр А фиксирует заготовку в позиции для обработки путём её зажатия.
ДалееЦиклом
автоматически
выдвигаться
шток второго
пневматического
работы начинает
пневматического
привода
(или ППСУ)
установки
цилиндра
т.е. выполняется
рабочийшагов,
ход инструмента.
считаетсяВ, такая
совокупность
выполняемая в определённой
После достижения крайнего
(выдвинутого)
положения
шток цилиндра
В
последовательности,
при нижнего
которой
выходные
элементы
(штоки)
возвращается
в исходную
позицию, амеханизмов
затем втягивается
и шток завершения
цилиндра А
пневматических
исполнительных
(ПЦ) после
освобождая
которую
убирает оператор.
последнего заготовку,
шага занимают
исходные
положения.
САМОСТОЯТЕЛЬНО!
Записать
систему
логических
уравнений для
данного примера
30.
Логические уравнения, описывающие работу станка-полуавтомата, будутиметь вид (без упрощения):
А + = ПУСК а0 b0;
В + = а1 b0;
В – = а1 b1;
А – = а1 b0.
Правые части второго и четвёртого уравнений одинаковы, значит, при
появлении комбинации сигналов а1 b0 выдвижение штока цилиндра В и
втягивание штока А будет происходить одновременно.
Функционирование системы подобным образом недопустимо,
поскольку при этом не обеспечивается требуемый порядок выполнения рабочих
операций.
Избежать одновременного выполнения второго и четвёртого шагов можно
путём формального изменения совпадающих правых частей соответствующих
уравнений.
С этой целью в уравнения вводятся дополнительные сигналы Х1 и Х2 .
Два дополнительных сигнала Х1 и Х2, можно реализовать путём
применения пневматического триггера, выполнение функций которого можно
реализовать, к примеру, применяя бистабильный 5/2 (или 4/2) распределитель с
пневматическим управлением или логический клапан «ПАМЯТЬ».
31.
Если триггер включен, то на его выход подаётся сигнал Х1, если выключен,то сигнал Х2.
Т+=а
Т–=b
0
1
После введения в уравнения дополнительных сигналов Х1 и Х2, система
уравнений записалась бы следующим образом:
Таким образом, для решения проблемы
совпадающих шагов полученную систему логических
уравнений
необходимо
дополнить
уравнениями,
описывающими функционирование триггера, а именно:
- чтобы сигнал Х1 появился перед началом второго
шага, необходимо включать триггер (Т+) перед
выполнением
как
минимум
предыдущего
шага;
- отключать триггер (Т–) следует после выполнения
второго шага.
А+ = ПУСК а0 b0;
Т + = а0 ;
В+ = а1 b0 Х1;
В – = а1 b1;
Т – = b1;
А – = а1 b0 Х2.
Другими словами, триггер необходимо включать перед первым шагом (А+)
по сигналу от путевого выключателя а0, т.е. после выполнения четвёртого шага
(А–), а, выключать триггер по окончании второго шага (В+) по сигналу от
выключателя b1.
Упрощение системы уравнений, содержащей совпадающие шаги, следует
проводить только после дополнения правых частей соответствующих уравнений.
Схемное решение, показанное далее на рисунке 13, к которому в итоге
приходят путём применения данного способа, является, как правило, довольно
громоздким.
32.
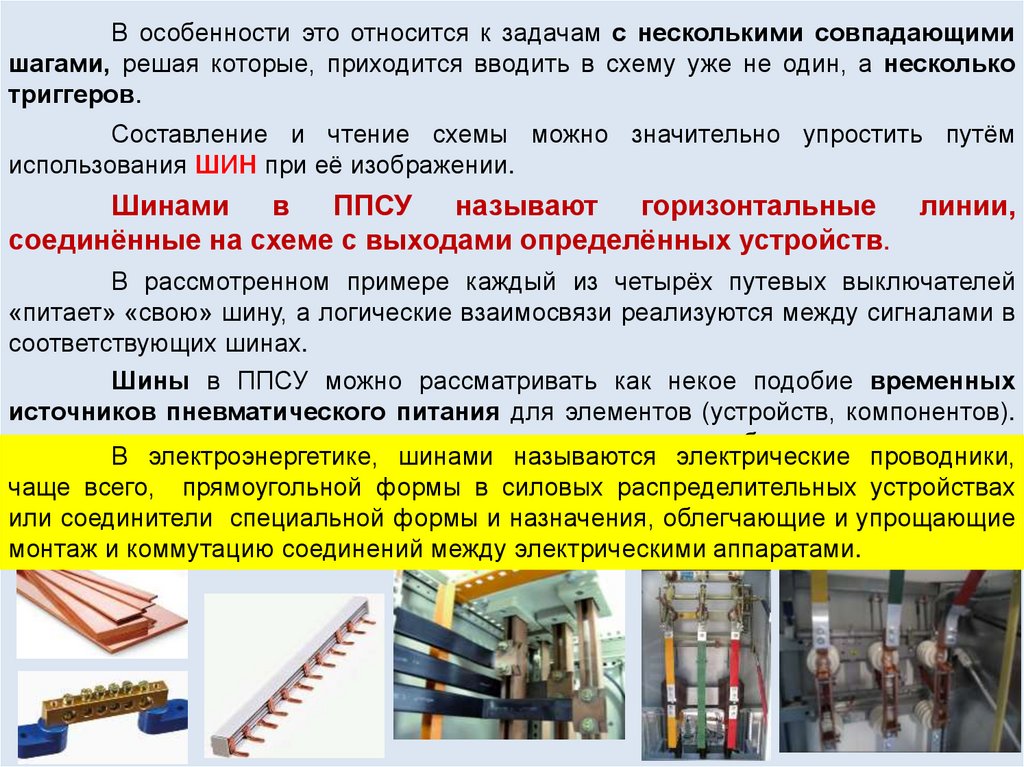
В особенности это относится к задачам с несколькими совпадающимишагами, решая которые, приходится вводить в схему уже не один, а несколько
триггеров.
Составление и чтение схемы можно значительно упростить путём
использования ШИН при её изображении.
Шинами в
ППСУ
называют
горизонтальные
соединённые на схеме с выходами определённых устройств.
линии,
В рассмотренном примере каждый из четырёх путевых выключателей
«питает» «свою» шину, а логические взаимосвязи реализуются между сигналами в
соответствующих шинах.
Шины в ППСУ можно рассматривать как некое подобие временных
источников пневматического питания для элементов (устройств, компонентов).
схемы управления, или для их активации, при соблюдении некоторых
В электроэнергетике, шинами называются электрические проводники,
необходимых условий (сигналов).
чаще всего, прямоугольной формы в силовых распределительных устройствах
Наличие специальной
шин упрощает
чтение
и анализ работы
ППСУ изаупрощающие
счёт более
или соединители
формы
и назначения,
облегчающие
рационального
расположения
пневматических
устройств иаппаратами.
линий соединений .
монтаж
и коммутацию
соединений
между электрическими
33.
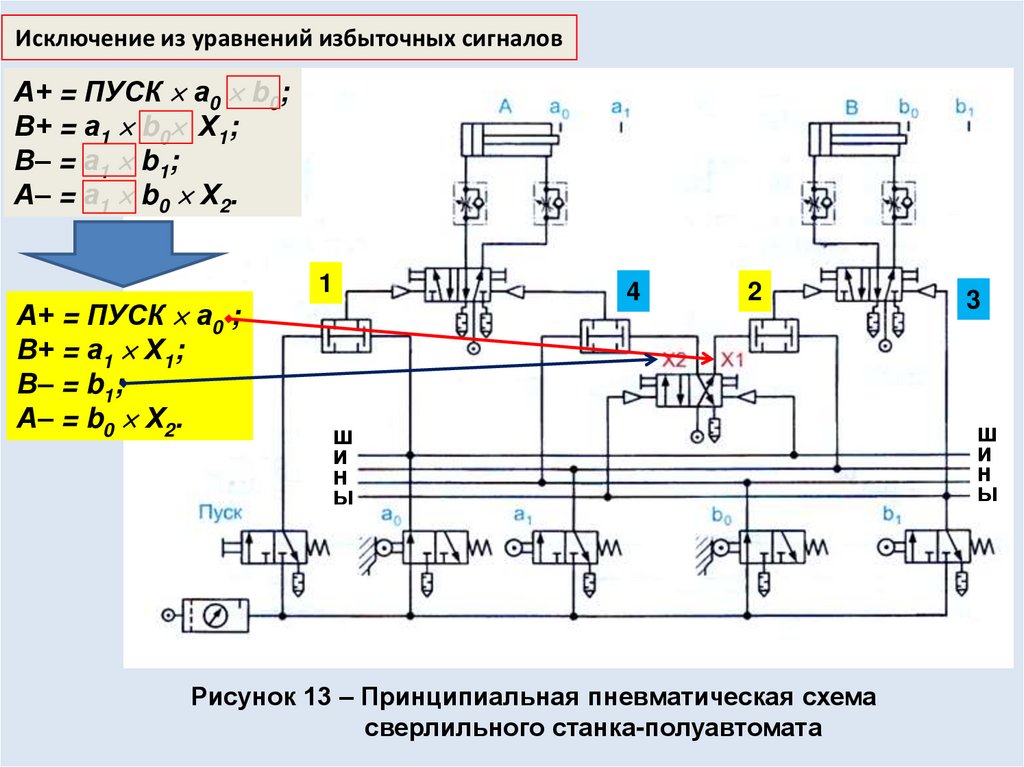
Исключение из уравнений избыточных сигналовА+ = ПУСК а0 b0;
В+ = а1 b0 Х1;
В– = а1 b1;
А– = а1 b0 Х2.
А+ = ПУСК а0 ;
В+ = а1 Х1;
В– = b1;
А– = b0 Х2.
1
4
2
ш
и
н
ы
Рисунок 13 – Принципиальная пневматическая схема
сверлильного станка-полуавтомата
3
ш
и
н
ы
34.
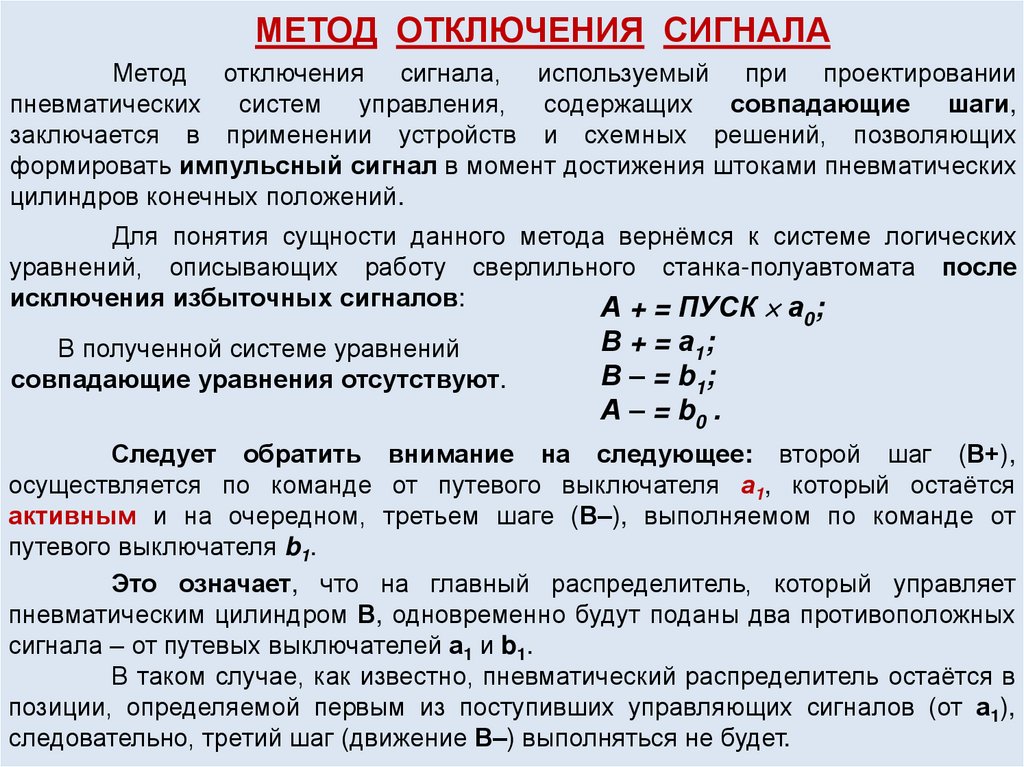
МЕТОД ОТКЛЮЧЕНИЯ СИГНАЛАМетод отключения сигнала, используемый при проектировании
пневматических систем управления, содержащих совпадающие шаги,
заключается в применении устройств и схемных решений, позволяющих
формировать импульсный сигнал в момент достижения штоками пневматических
цилиндров конечных положений.
Для понятия сущности данного метода вернёмся к системе логических
уравнений, описывающих работу сверлильного станка-полуавтомата после
исключения избыточных сигналов:
А + = ПУСК а ;
В полученной системе уравнений
совпадающие уравнения отсутствуют.
В + = а1 ;
В – = b1;
А – = b0 .
0
Следует обратить внимание на следующее: второй шаг (В+),
осуществляется по команде от путевого выключателя а1, который остаётся
активным и на очередном, третьем шаге (В–), выполняемом по команде от
путевого выключателя b1.
Это означает, что на главный распределитель, который управляет
пневматическим цилиндром В, одновременно будут поданы два противоположных
сигнала – от путевых выключателей а1 и b1.
В таком случае, как известно, пневматический распределитель остаётся в
позиции, определяемой первым из поступивших управляющих сигналов (от а1),
следовательно, третий шаг (движение В–) выполняться не будет.
35.
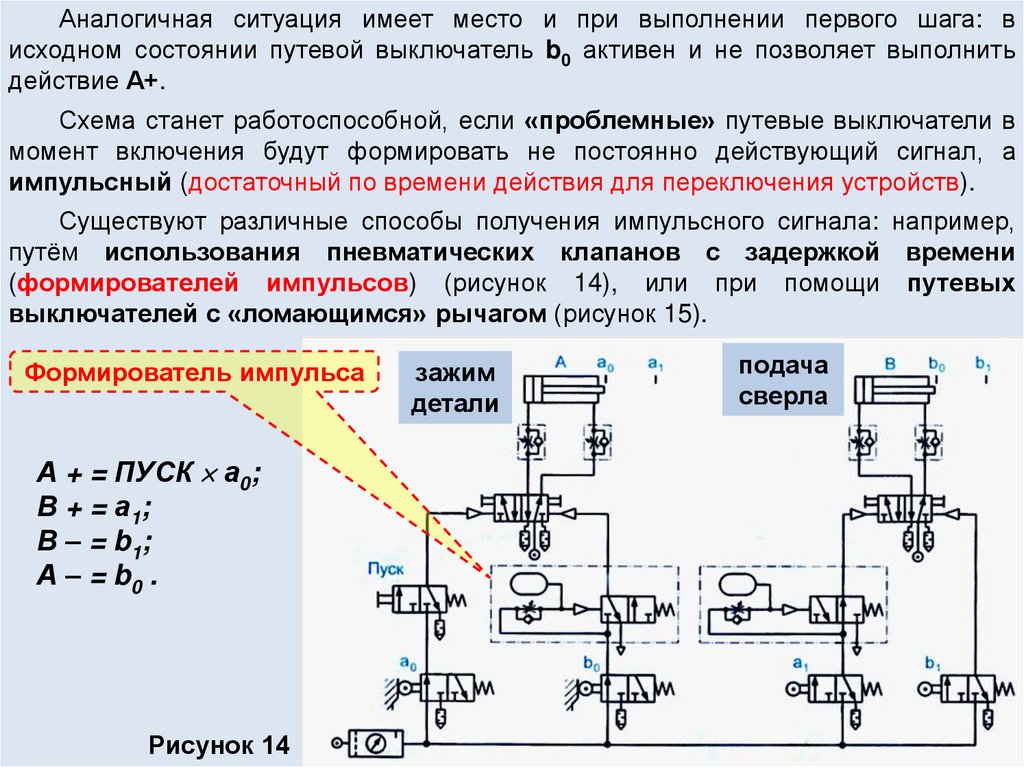
Аналогичная ситуация имеет место и при выполнении первого шага: висходном состоянии путевой выключатель b0 активен и не позволяет выполнить
действие А+.
Схема станет работоспособной, если «проблемные» путевые выключатели в
момент включения будут формировать не постоянно действующий сигнал, а
импульсный (достаточный по времени действия для переключения устройств).
Существуют различные способы получения импульсного сигнала: например,
путём использования пневматических клапанов с задержкой времени
(формирователей импульсов) (рисунок 14), или при помощи путевых
выключателей с «ломающимся» рычагом (рисунок 15).
Формирователь импульса
А + = ПУСК а0;
В + = а1 ;
В – = b1;
А – = b0 .
Рисунок 14
зажим
детали
подача
сверла
36.
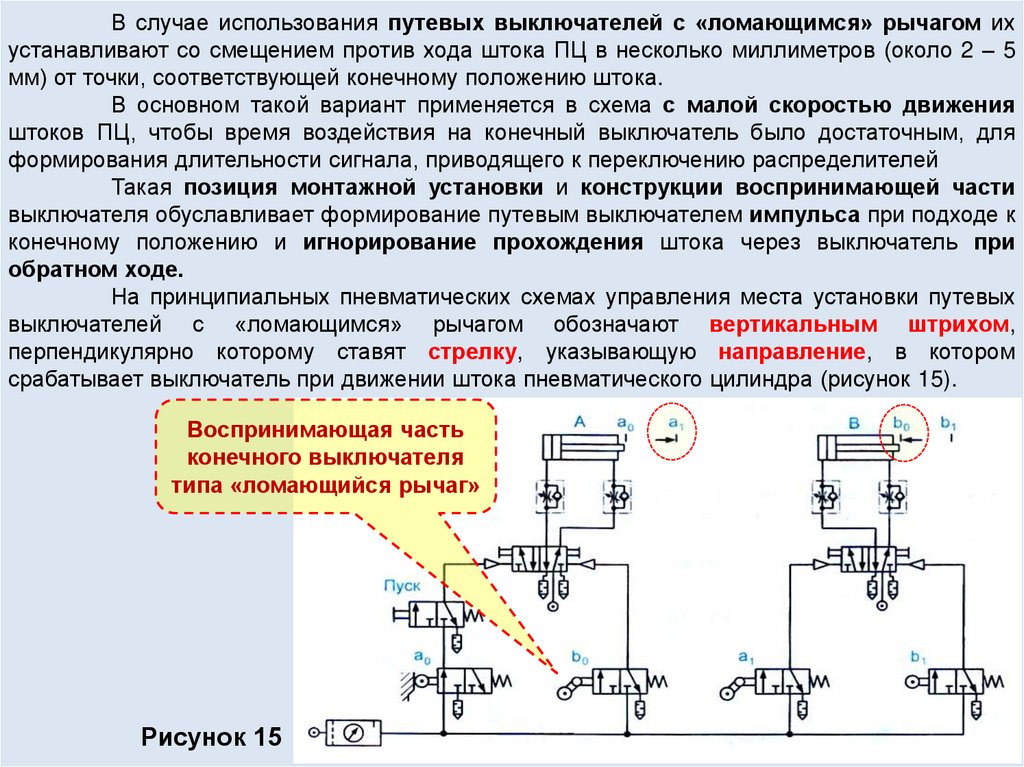
В случае использования путевых выключателей с «ломающимся» рычагом ихустанавливают со смещением против хода штока ПЦ в несколько миллиметров (около 2 – 5
мм) от точки, соответствующей конечному положению штока.
В основном такой вариант применяется в схема с малой скоростью движения
штоков ПЦ, чтобы время воздействия на конечный выключатель было достаточным, для
формирования длительности сигнала, приводящего к переключению распределителей
Такая позиция монтажной установки и конструкции воспринимающей части
выключателя обуславливает формирование путевым выключателем импульса при подходе к
конечному положению и игнорирование прохождения штока через выключатель при
обратном ходе.
На принципиальных пневматических схемах управления места установки путевых
выключателей с «ломающимся» рычагом обозначают вертикальным штрихом,
перпендикулярно которому ставят стрелку, указывающую направление, в котором
срабатывает выключатель при движении штока пневматического цилиндра (рисунок 15).
Воспринимающая часть
конечного выключателя
типа «ломающийся рычаг»
Рисунок 15
37.
МЕТОД ОТКЛЮЧЕНИЯ СИГНАЛА формальноследующей последовательности действий:
сводится к
- составление системы логических уравнений, описывающих
работу установки;
- выделение уравнения с совпадающими правыми частями;
упрощение
системы
логических
сокращения избыточных сигналов;
уравнений
путём
- замена путевых выключателей, сигнал от которых входят в
выделенные уравнения, на устройства, формирующие импульсный
сигнал в момент своего срабатывания.
38.
МЕТОД РАЗБИЕНИЯ НА ГРУППЫМетоды проектирования пневматических систем управления циклического
действия, рассмотренные выше, требуют от проектировщика в некоторой степени,
творческого подхода к решению поставленной задачи.
В такой ситуации всегда существует вероятность совершения той или
иной ошибки, свести к минимуму которую позволяют методы, характеризуемые
значительной или полной формализацией процесса проектирования.
К одним из них относится МЕТОД РАЗБИЕНИЯ НА ГРУППЫ.
Под группой понимают некоторую часть единичного цикла
работы системы, объединяющую максимальное число шагов, не
содержащих противоположных действий одного и того же
исполнительного механизма (выдвижение штока – втягивание штока).
Для разбиения последовательности действий (шагов) на группы, следует
воспользоваться арифметической формой записи хода технологического
процесса, например:
А+ С+ В– В+ С+ С–А –.
С–
39.
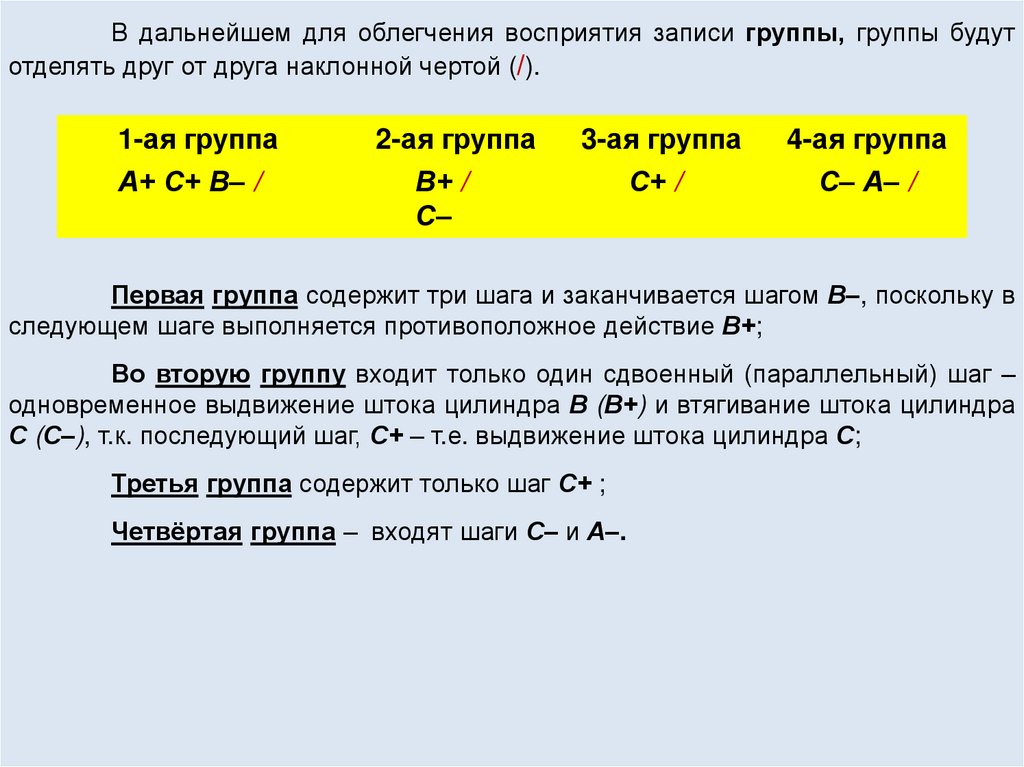
В дальнейшем для облегчения восприятия записи группы, группы будутотделять друг от друга наклонной чертой (/).
1-ая группа
А+ С+ В– /
2-ая группа
В+ /
С–
3-ая группа
С+ /
4-ая группа
С– А– /
Первая группа содержит три шага и заканчивается шагом В–, поскольку в
следующем шаге выполняется противоположное действие В+;
Во вторую группу входит только один сдвоенный (параллельный) шаг –
одновременное выдвижение штока цилиндра В (В+) и втягивание штока цилиндра
С (С–), т.к. последующий шаг, С+ – т.е. выдвижение штока цилиндра С;
Третья группа содержит только шаг С+ ;
Четвёртая группа – входят шаги С– и А–.
40.
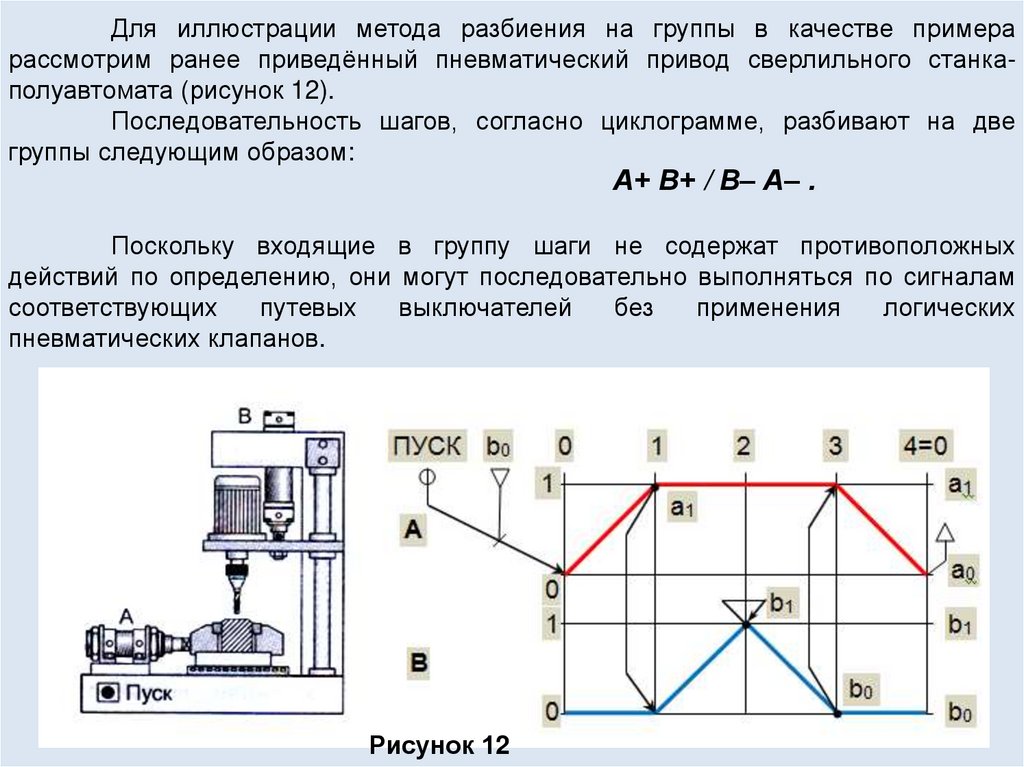
Для иллюстрации метода разбиения на группы в качестве примерарассмотрим ранее приведённый пневматический привод сверлильного станкаполуавтомата (рисунок 12).
Последовательность шагов, согласно циклограмме, разбивают на две
группы следующим образом:
А+ В+ / В– А– .
Поскольку входящие в группу шаги не содержат противоположных
действий по определению, они могут последовательно выполняться по сигналам
соответствующих
путевых
выключателей
без
применения
логических
пневматических клапанов.
Рисунок 12
41.
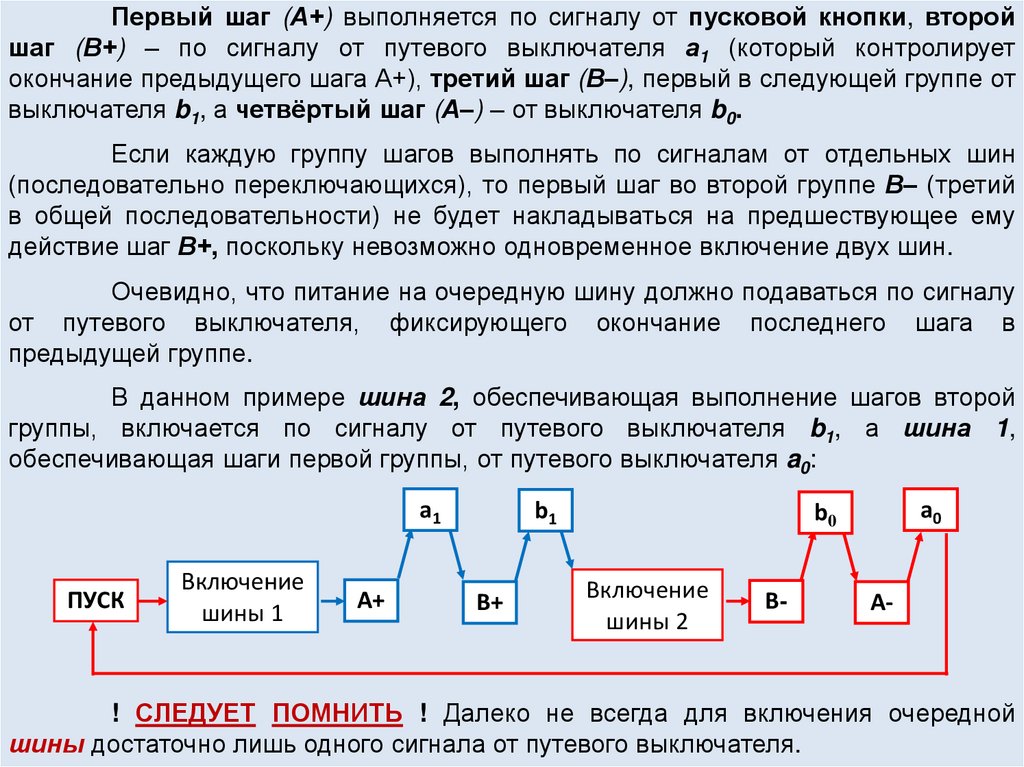
Первый шаг (А+) выполняется по сигналу от пусковой кнопки, второйшаг (В+) – по сигналу от путевого выключателя а1 (который контролирует
окончание предыдущего шага А+), третий шаг (В–), первый в следующей группе от
выключателя b1, а четвёртый шаг (А–) – от выключателя b0.
Если каждую группу шагов выполнять по сигналам от отдельных шин
(последовательно переключающихся), то первый шаг во второй группе В– (третий
в общей последовательности) не будет накладываться на предшествующее ему
действие шаг В+, поскольку невозможно одновременное включение двух шин.
Очевидно, что питание на очередную шину должно подаваться по сигналу
от путевого выключателя, фиксирующего окончание последнего шага в
предыдущей группе.
В данном примере шина 2, обеспечивающая выполнение шагов второй
группы, включается по сигналу от путевого выключателя b1, а шина 1,
обеспечивающая шаги первой группы, от путевого выключателя a0:
а1
ПУСК
Включение
шины 1
А+
b1
В+
а0
b0
Включение
шины 2
B-
A-
! СЛЕДУЕТ ПОМНИТЬ ! Далеко не всегда для включения очередной
шины достаточно лишь одного сигнала от путевого выключателя.
42.
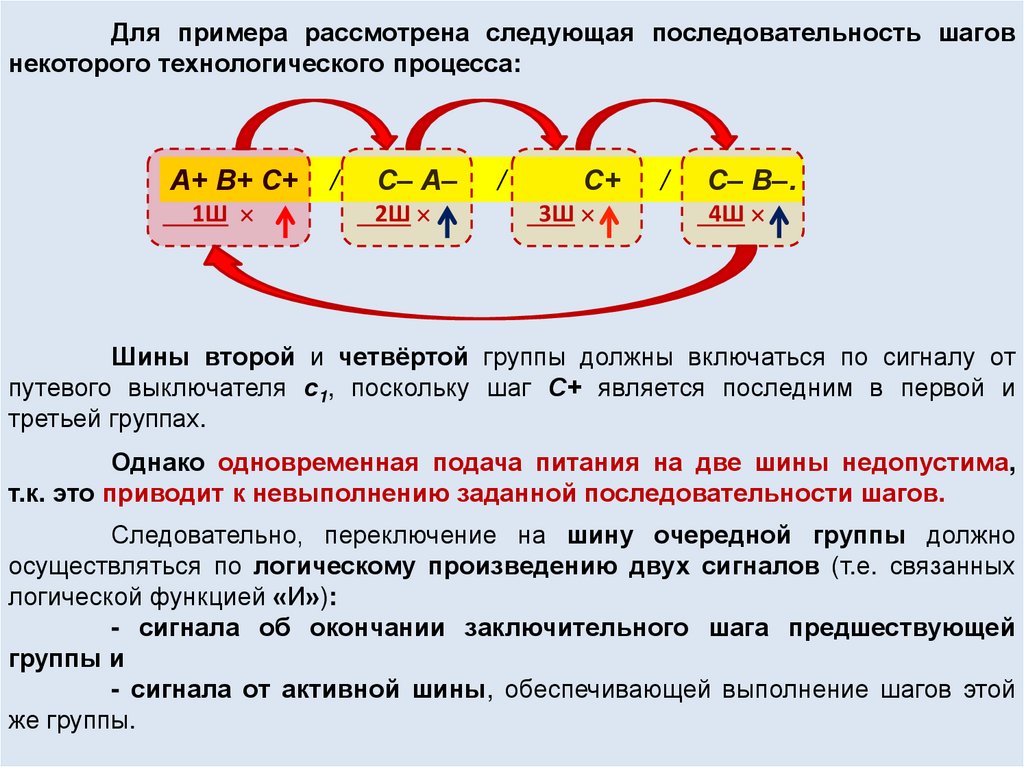
Для примера рассмотрена следующая последовательность шаговнекоторого технологического процесса:
А+ В+ С+
1Ш
/
С– А–
2Ш
/
С+
3Ш
/
С– В–.
4Ш
Шины второй и четвёртой группы должны включаться по сигналу от
путевого выключателя с1, поскольку шаг С+ является последним в первой и
третьей группах.
Однако одновременная подача питания на две шины недопустима,
т.к. это приводит к невыполнению заданной последовательности шагов.
Следовательно, переключение на шину очередной группы должно
осуществляться по логическому произведению двух сигналов (т.е. связанных
логической функцией «И»):
- сигнала об окончании заключительного шага предшествующей
группы и
- сигнала от активной шины, обеспечивающей выполнение шагов этой
же группы.
43.
Очевидно, что при включениипредыдущая шина должна отключаться.
очередной
(последующей)
шины
Описанная последовательность переключения шин реализуется на базе
пневматических триггеров (бистабильных пневматических распределителей) и не
является предметом разработки для проектировщика системы управления в связи
с наличием уже наработанных схемных решений.
Возможные варианты схем переключения шин представлены на рисунке 16.
44.
На рисунке 16,а в исходном положении шина 2 активна.При поступлении сигнала 1 на логический пневматический клапан «И»,
подключенный к шине 2, триггер переключается.
Активной становится шина 1, шина 2 отключается.
При поступлении сигнала 2 на пневматический клапан «И», подключенный к шине
1, триггер переключается на шину 2. Шина 1 отключается.
Рисунок 16,а
Рисунок 16,б
На рисунке 16,б в исходном положении шина 3 активна. При поступлении сигнала
1 на логический пневматический клапан «И», подключенный к шине 3, нижний триггер
переключается и питание подаётся на шину 1 через верхний триггер. Шина 3 отключается.
При поступлении сигнала 2 на логический пневматический клапан «И»,
подключенный к шине 1, верхний триггер переключается на шину 2. Шина 1 отключается.
При поступлении сигнала 3 на логический пневматический клапан «И»,
подключенный к шине 2, нижний триггер переключается на шину 3. Шина 2 отключается.
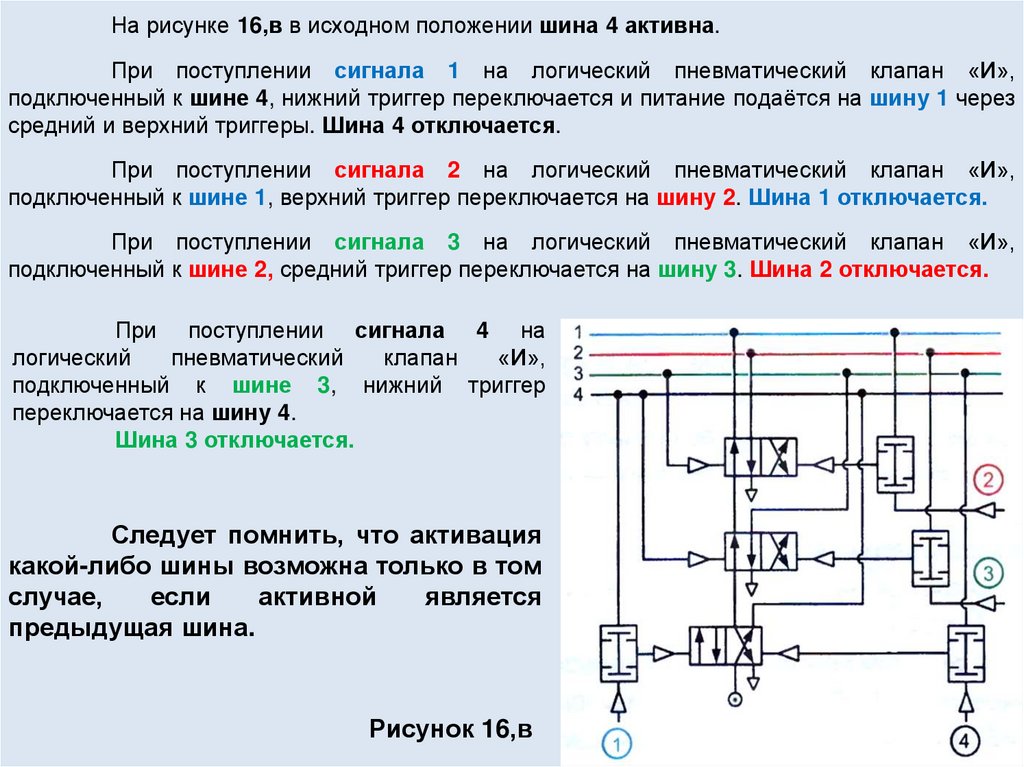
45.
На рисунке 16,в в исходном положении шина 4 активна.При поступлении сигнала 1 на логический пневматический клапан «И»,
подключенный к шине 4, нижний триггер переключается и питание подаётся на шину 1 через
средний и верхний триггеры. Шина 4 отключается.
При поступлении сигнала 2 на логический пневматический клапан «И»,
подключенный к шине 1, верхний триггер переключается на шину 2. Шина 1 отключается.
При поступлении сигнала 3 на логический пневматический клапан «И»,
подключенный к шине 2, средний триггер переключается на шину 3. Шина 2 отключается.
При поступлении сигнала 4 на
логический
пневматический
клапан
«И»,
подключенный к шине 3, нижний триггер
переключается на шину 4.
Шина 3 отключается.
Следует помнить, что активация
какой-либо шины возможна только в том
случае,
если
активной
является
предыдущая шина.
Рисунок 16,в
46.
При проектировании пневматических систем циклического действияМЕТОДОМ РАЗБИЕНИЯ НА ГРУППЫ рекомендуется соблюдать порядок
действий и правила, перечисленные ниже:
- представление хода технологического процесса в арифметической
форме записи;
- разбиение последовательность шагов на группы. Количество шин
переключения будет равно количеству групп;
- сигнал на осуществление первого шага в группе подаётся от
соответствующей шины напрямую. Каждый последующий шаг выполняется
по логическому произведению сигнала от шины данной группы и сигнала от
путевых выключателей, срабатывающих по окончанию предшествующего
шага;
- после выполнения заключительного шага в группе необходимо
переключиться на очередную шину. Сигнал на её включение подаётся от
подключенного к активной шине путевого выключателя, фиксирующего
окончание завершающего шага в предыдущей группе;
- в исходном положении системы питание должно подаваться
шину последней группы;
на
- включение первой шины (очередной для последней шины), а
следовательно, и пуск всего рабочего процесса осуществляется нажатием
кнопки «Пуск».
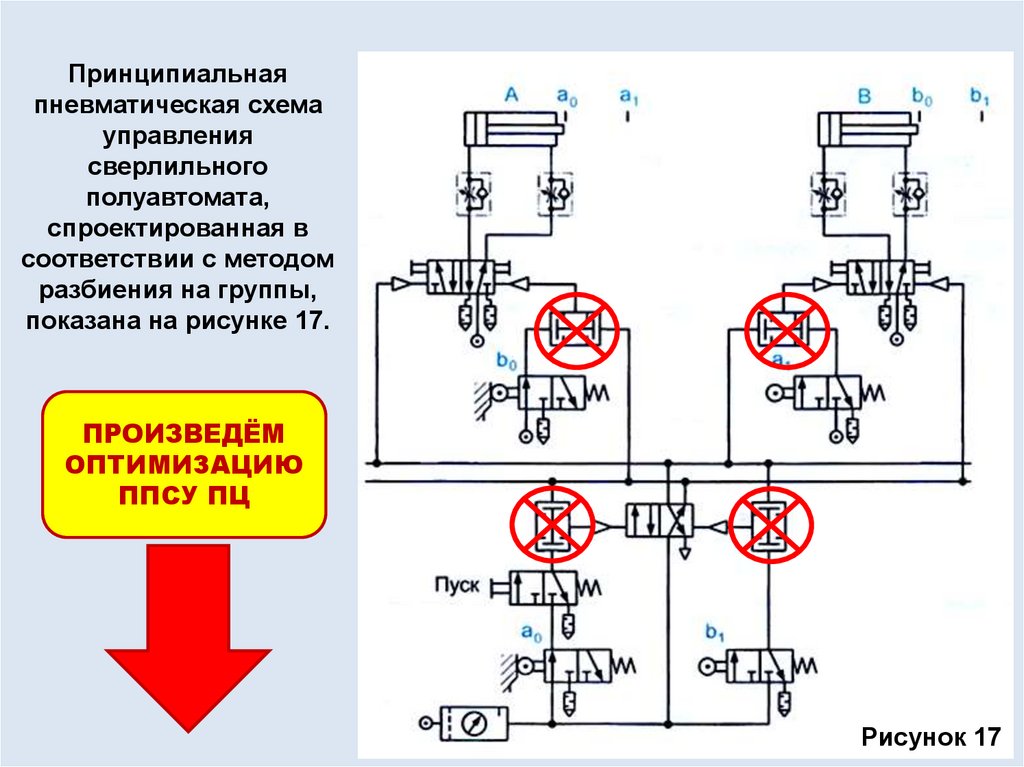
47.
Принципиальнаяпневматическая схема
управления
сверлильного
полуавтомата,
спроектированная в
соответствии с методом
разбиения на группы,
показана на рисунке 17.
ПРОИЗВЕДЁМ
ОПТИМИЗАЦИЮ
ППСУ ПЦ
Рисунок 17
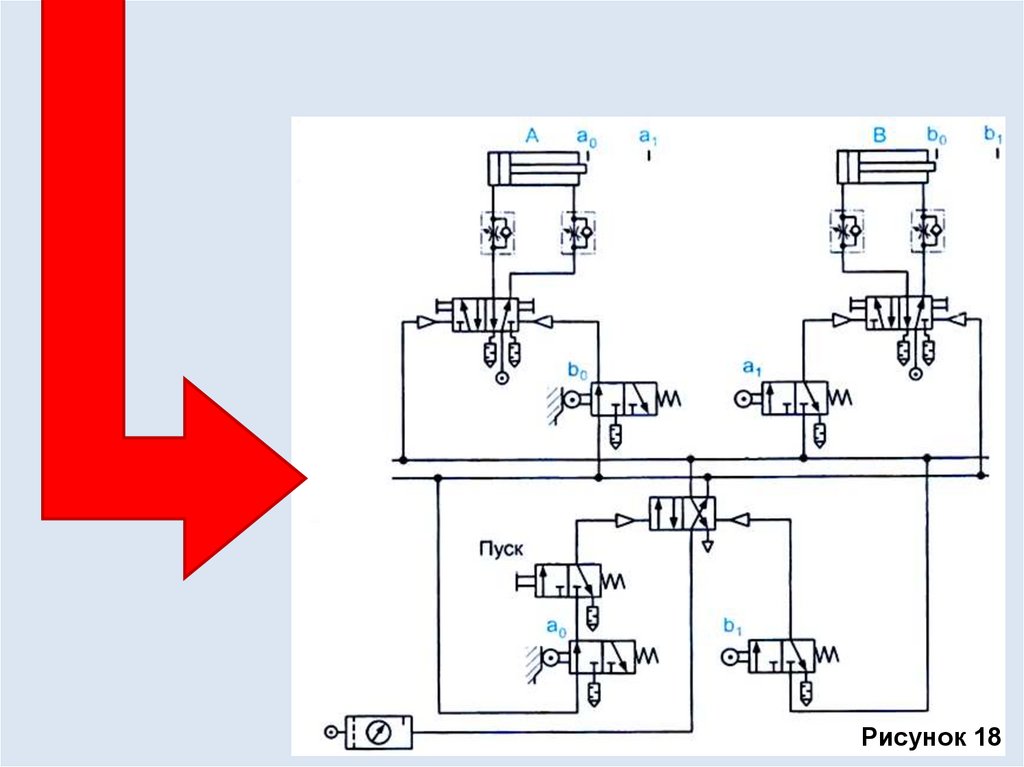
48.
Рисунок 1849.
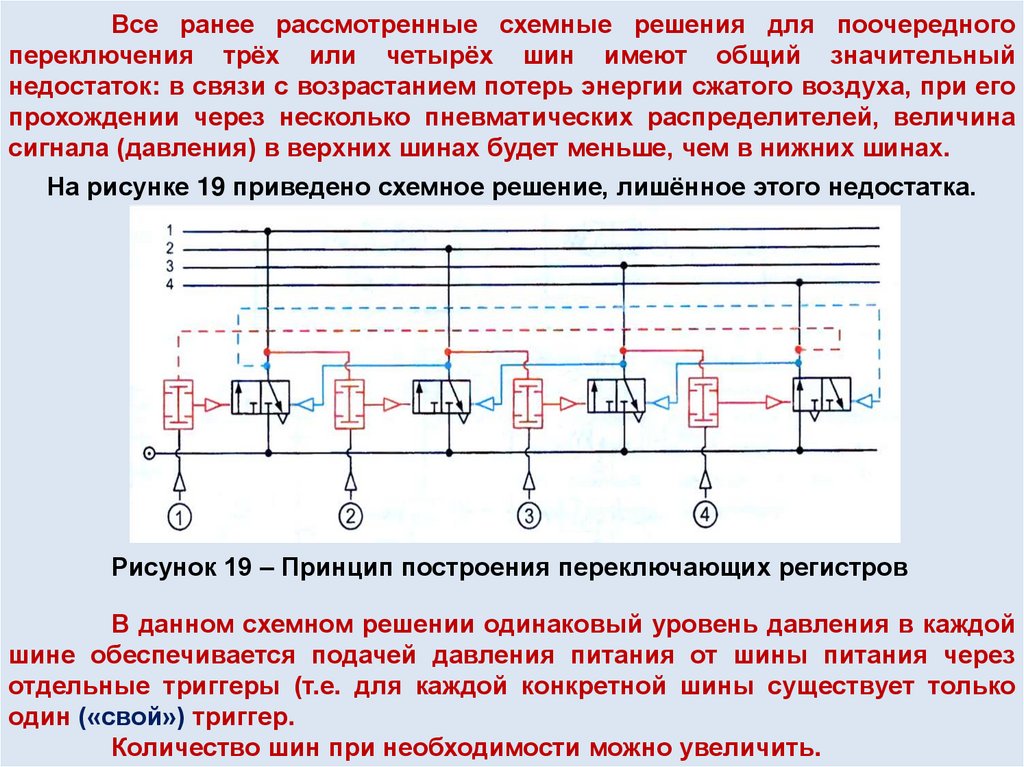
Все ранее рассмотренные схемные решения для поочередногопереключения трёх или четырёх шин имеют общий значительный
недостаток: в связи с возрастанием потерь энергии сжатого воздуха, при его
прохождении через несколько пневматических распределителей, величина
сигнала (давления) в верхних шинах будет меньше, чем в нижних шинах.
На рисунке 19 приведено схемное решение, лишённое этого недостатка.
Рисунок 19 – Принцип построения переключающих регистров
В данном схемном решении одинаковый уровень давления в каждой
шине обеспечивается подачей давления питания от шины питания через
отдельные триггеры (т.е. для каждой конкретной шины существует только
один («свой») триггер.
Количество шин при необходимости можно увеличить.