







 Промышленность
ПромышленностьПохожие презентации:










Технологическая подготовка процесса изготовления детали «Пластина» с использованием интегрированной среды САПР
1.
ТАМБОВСКОЕ ОБЛАСТНОЕ ГОСУДАРСТВЕННОЕ АВТОНОМНОЕПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
«ПРОМЫШЛЕННО-ТЕХНОЛОГИЧЕСКИЙ КОЛЛЕДЖ»
ДИПЛОМНЫЙ ПРОЕКТ
НА ТЕМУ:
ТЕХНОЛОГИЧЕСКАЯ ПОДГОТОВКА ПРОЦЕССА ИЗГОТОВЛЕНИЯ ДЕТАЛИ
«ПЛАСТИНА» С ИСПОЛЬЗОВАНИЕМ ИНТЕГРИРОВАННОЙ СРЕДЫ САПР
Руководитель: преподаватель
профессионального цикла
Носова И.Б.
Выполнил:
студент Исайкин Иван
Алексеевич
гр. 5ТТД
2.
Цель и задачи дипломного проектаЦель: Технологическая подготовка процесса изготовления детали «Пластина» с использованием интегрированной среды
САПР
Задачи:
1. Описать детали и материал, провести анализ технологичности данной детали.
2. Определить тип производства, такт выпуска деталей и величины партии, одновременно запускаемых в обработку
деталей.
3. Произвести расчет и обоснование метода получения заготовки.
4. Разработать технологический процесс обработки детали и выбрать оборудования.
5. Рассчитать и выбрать необходимое количество оборудования и обслуживающего персонала для изготовления
данной детали и спроектировать участок.
6. Разработать мероприятия по организации рабочего места станочника, инструментального хозяйства и технического
контроля.
7. Разработать мероприятия по охране труда и пожарной защите.
8. Выполнить технико-экономический анализ по проектному участку.
Объект исследования - деталь «Пластина».
3.
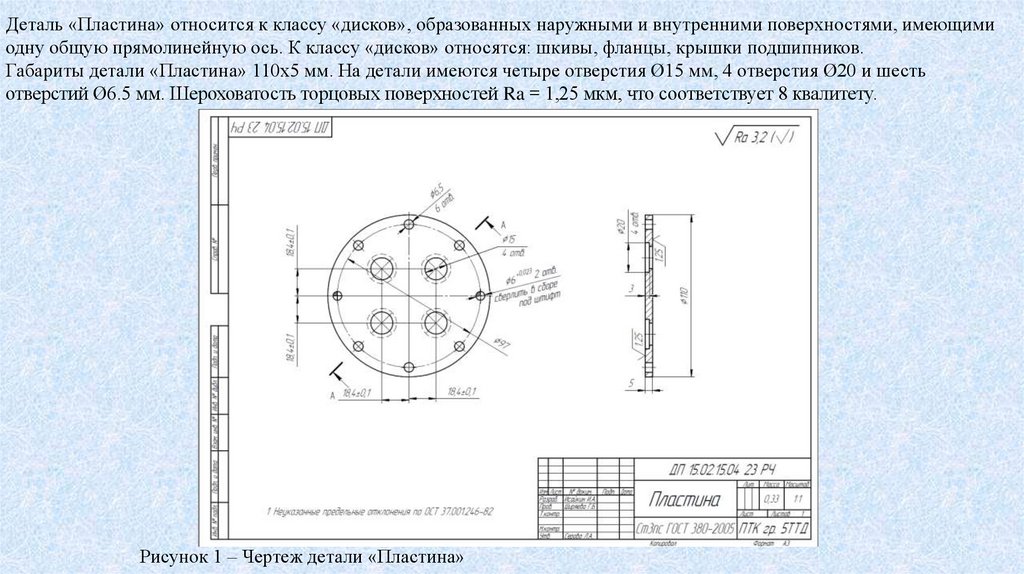
Деталь «Пластина» относится к классу «дисков», образованных наружными и внутренними поверхностями, имеющимиодну общую прямолинейную ось. К классу «дисков» относятся: шкивы, фланцы, крышки подшипников.
Габариты детали «Пластина» 110x5 мм. На детали имеются четыре отверстия Ø15 мм, 4 отверстия Ø20 и шесть
отверстий Ø6.5 мм. Шероховатость торцовых поверхностей Ra = 1,25 мкм, что соответствует 8 квалитету.
Рисунок 1 – Чертеж детали «Пластина»
4.
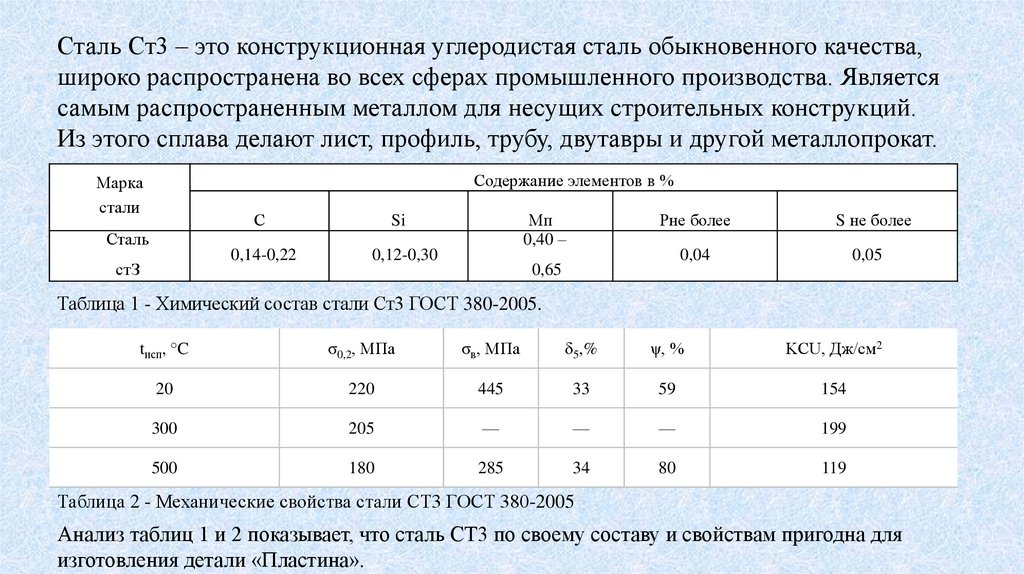
Сталь Ст3 – это конструкционная углеродистая сталь обыкновенного качества,широко распространена во всех сферах промышленного производства. Является
самым распространенным металлом для несущих строительных конструкций.
Из этого сплава делают лист, профиль, трубу, двутавры и другой металлопрокат.
Содержание элементов в %
Марка
стали
Сталь
стЗ
С
Si
0,14-0,22
0,12-0,30
Мп
0,40 –
Рне более
S не более
0,04
0,05
0,65
Таблица 1 - Химический состав стали Ст3 ГОСТ 380-2005.
tисп, °C
σ0,2, МПа
σв, МПа
δ5,%
ψ, %
KCU, Дж/см2
20
220
445
33
59
154
300
205
—
—
—
199
500
180
285
34
80
119
Таблица 2 - Механические свойства стали СТ3 ГОСТ 380-2005
Анализ таблиц 1 и 2 показывает, что сталь СТ3 по своему составу и свойствам пригодна для
изготовления детали «Пластина».
5.
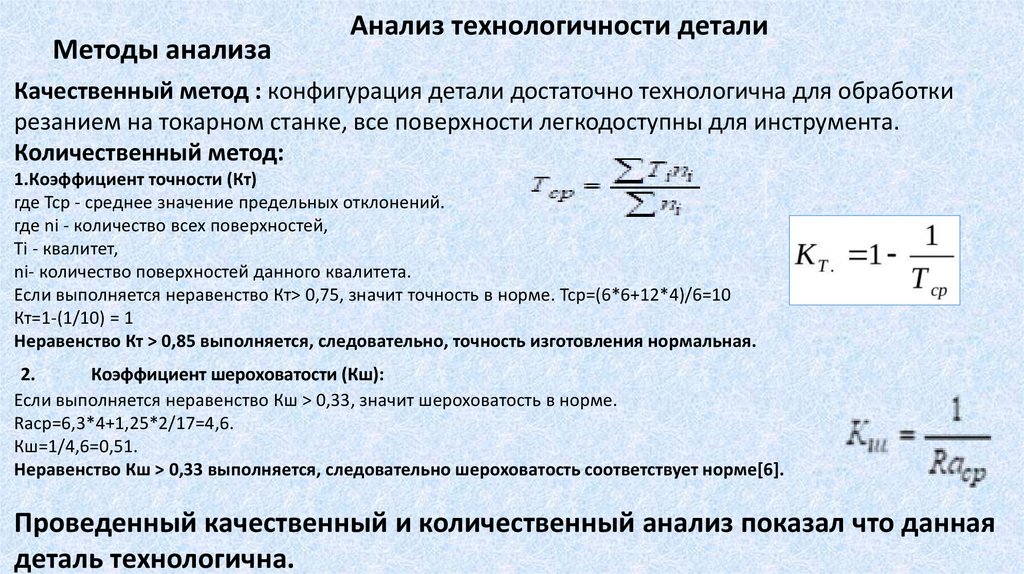
Методы анализаАнализ технологичности детали
Качественный метод : конфигурация детали достаточно технологична для обработки
резанием на токарном станке, все поверхности легкодоступны для инструмента.
Количественный метод:
1.Коэффициент точности (Кт)
где Тср - среднее значение предельных отклонений.
где ni - количество всех поверхностей,
Ti - квалитет,
ni- количество поверхностей данного квалитета.
Если выполняется неравенство Кт> 0,75, значит точность в норме. Тср=(6*6+12*4)/6=10
Кт=1-(1/10) = 1
Неравенство Кт > 0,85 выполняется, следовательно, точность изготовления нормальная.
2.
Коэффициент шероховатости (Кш):
Если выполняется неравенство Кш > 0,33, значит шероховатость в норме.
Raср=6,3*4+1,25*2/17=4,6.
Кш=1/4,6=0,51.
Неравенство Кш > 0,33 выполняется, следовательно шероховатость соответствует норме[6].
Проведенный качественный и количественный анализ показал что данная
деталь технологична.
6.
Выбор типа производстваТаблица 2 – Тип (вид) машиностроительного
производства.
Величина партии деталей :Nr=(N*D)/F где
D – число дней, на которые необходимо
иметь запас деталей на складе; D = 8 дней;
Объём выпуска детали в год (шт.) при типе производства
Масса
№
детали,
Единич Мелкосерий
п.п.
Среднесерийное Крупносерийное Массовое F – число рабочих дней в году; F = 253 дня;
кг.
ное
ное
Nг– годовой выпуск деталей в штуках;
1 До 1
До 10
10…2000
1500…100000
2 1 - 2.5
До 10
10…1000
1000…50000
3 2.5 - 5
До 10
10…500
500…35000
4 5 - 10
До 10
10…300
300…25000
5 10 - 30
До 10
10…200
200…10000
Свыше
6
30
Свыше
200000
Свыше
50000…100000
100000
Свыше
35000…75000
75000
Свыше
25000…50000
50000
Свыше
10000…25000
25000
75000…200000
N =(11000∙8)/253=348 шт.,
Такт выпуска определяем по τ_в=(60〖∙Ф〗
_д)/N
60 ∙ 3933
τв =
= 21,5 мин/шт
11000
Размер партии деталей - 348 шт.
Такт выпуска -21,5 мин/шт.
До 5
10…100
100…300
300…1000 Свыше
1000
7.
Технико-экономический расчет двух возможных заготовок.Таблица 3 - Результаты вычислений.
№ п.п.
1
2
3
4
5
6
7
8
Вариант
Наименование показателя
Вид заготовки
Масса заготовки, кг
Масса детали, кг
Коэффициент использования
материала
Стоимость 1 т заготовок, руб.
Стоимость 1 т стружки, руб.
Стоимость заготовки, руб.
Экономический эффект, руб.
Первый
Прокат круглый
0,475
Второй
Литье в кокиль
0,541
0,33
0,69
0,6
597.000
107.000
43
210
1837000
Из вышеприведенных расчётов видно, что для получения заготовки для детали «Пластина»
целесообразно принять заготовку, получаемую листовым прокатом.
8.
Рисунок 2 - Чертеж заготовки и блока заготовки9.
Таблица 4 – Базовый технологический маршрут обработки детали.№ п.п.
1
2
3
4
5
6
7
8
9
Номер операции
005
010
015
020
025
030
035
040
045
Наименование операции
Заготовительная
Токарная
Токарная
Координатно-расточная
Координатно-расточная
Координатно-расточная
Координатно-расточная
Слесарная
Контроль
Таблица 5 – Проектный технологический маршрут обработки детали.
№ п.п.
1
2
3
4
Номер операции
005
010
015
020
Наименование операции
Заготовительная
Лазерная резка с ЧПУ
Слесарная
Контроль
10.
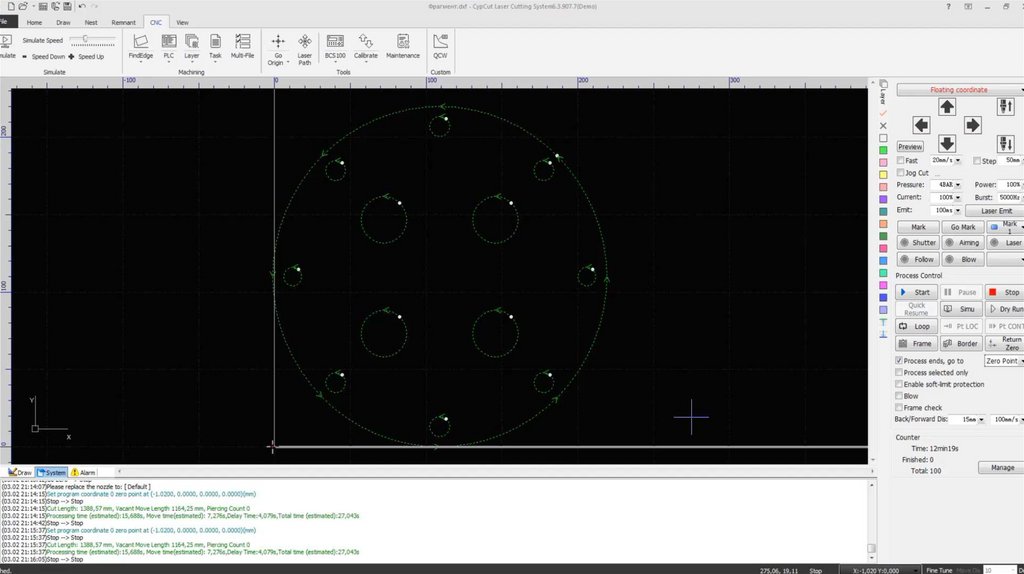
Установка лазерной резкиBodor A3 2000W
Технология лазерной резки металла заключается в
нагревании поверхности в заданном месте выше
температуры его плавления. Рабочий привод
генерирует сфокусированный луч, который проникает
через систему линз и усиливается.
В результате раскаленный луч света воздействует на
поверхность детали и начинает ее плавить. Двигаясь
по направляющим, рабочая головка выполняет резку
заданного размера и формы
Данная установка предназначена для лазерного раскроя
листового материала из нержавейки, титана, черных и
легированных сталей, цветных металлов таких как медь, латунь,
бронза, а также позволяет осуществлять гравировку металла.
11.
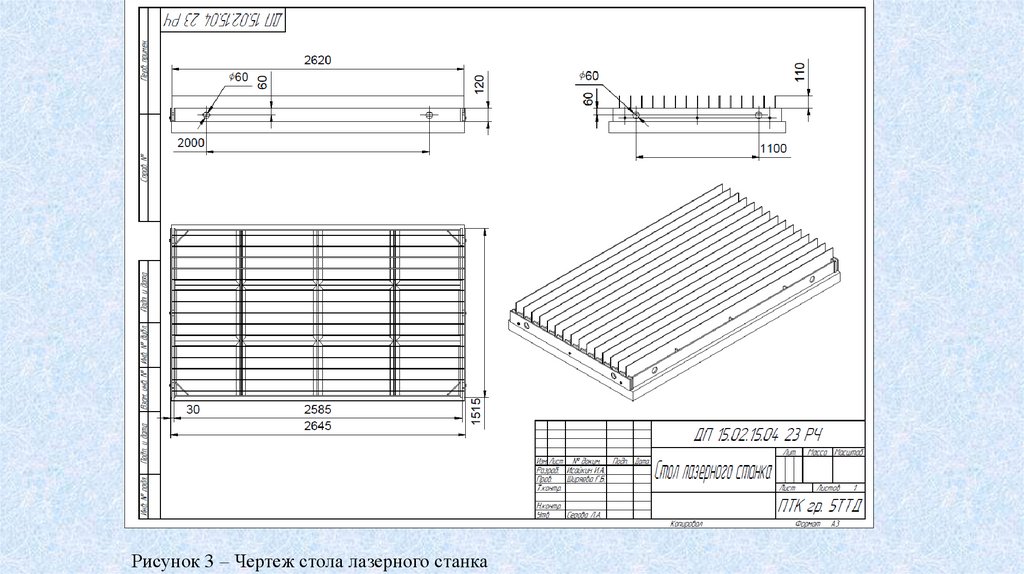
Рисунок 3 – Чертеж стола лазерного станка12.
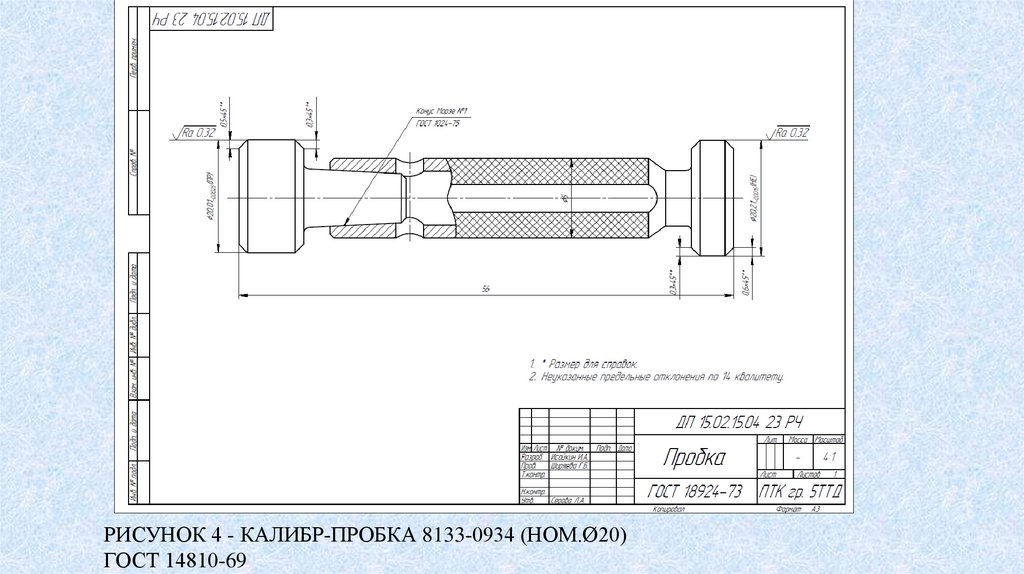
РИСУНОК 4 - КАЛИБР-ПРОБКА 8133-0934 (НОМ.Ø20)ГОСТ 14810-69
13.
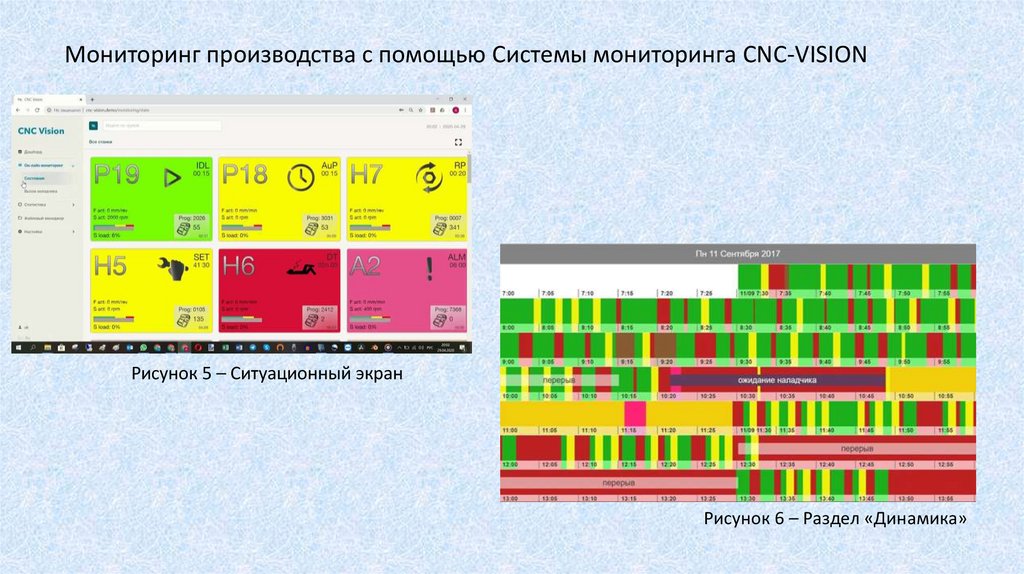
Мониторинг производства с помощью Системы мониторинга CNC-VISIONРисунок 5 – Ситуационный экран
Рисунок 6 – Раздел «Динамика»
14.
15.
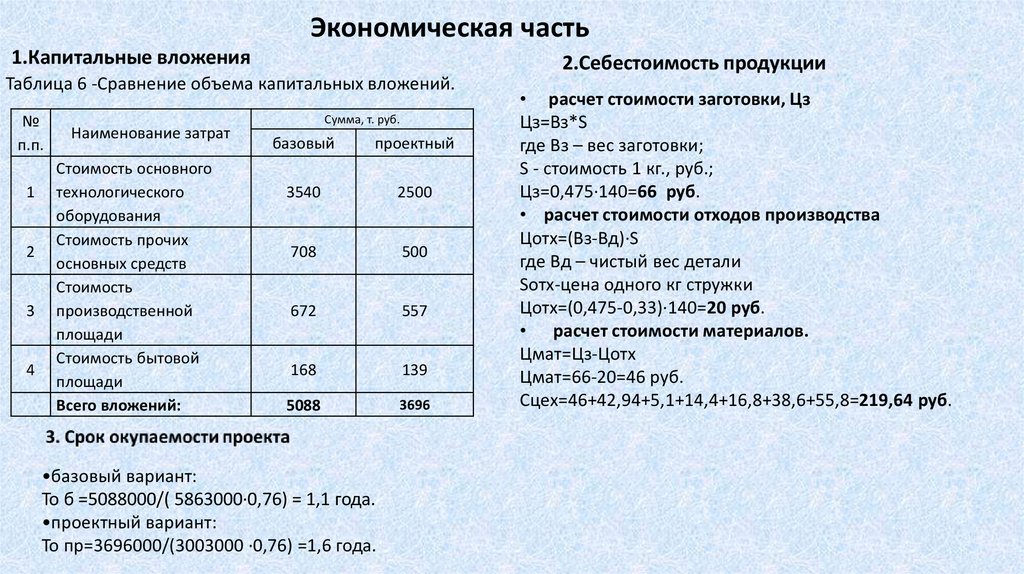
Экономическая часть1.Капитальные вложения
2.Себестоимость продукции
Таблица 6 -Сравнение объема капитальных вложений.
№
п.п.
1
2
3
4
Наименование затрат
Стоимость основного
технологического
оборудования
Стоимость прочих
основных средств
Стоимость
производственной
площади
Стоимость бытовой
площади
Всего вложений:
Сумма, т. руб.
базовый
проектный
3540
2500
708
500
672
557
168
139
5088
3696
•базовый вариант:
То б =5088000/( 5863000∙0,76) = 1,1 года.
•проектный вариант:
То пр=3696000/(3003000 ∙0,76) =1,6 года.
• расчет стоимости заготовки, Цз
Цз=Вз*S
где Вз – вес заготовки;
S - стоимость 1 кг., руб.;
Цз=0,475∙140=66 руб.
• расчет стоимости отходов производства
Цотх=(Вз-Вд)∙S
где Вд – чистый вес детали
Sотх-цена одного кг стружки
Цотх=(0,475-0,33)∙140=20 руб.
• расчет стоимости материалов.
Цмат=Цз-Цотх
Цмат=66-20=46 руб.
Сцех=46+42,94+5,1+14,4+16,8+38,6+55,8=219,64 руб.
16.
ЗАКЛЮЧЕНИЕ1.
В дипломном проекте была выполнена технологическая подготовка процесса изготовления детали «Пластина» с
использованием интегрированной среды САПР.
2.
Был разработан технологический процесс механической обработки детали «Пластина» с использованием САПР
ВЕРТИКАЛЬ
3.
В качестве заготовки был выбран лист стали Ст3 по ГОСТ 380-2005 толщиной 6 мм и размерами 3х1,5 метра. На
основании выбранной заготовки произведен выбор и обоснование методов обработки поверхностей детали,
технологических баз и составлен маршрут технологического процесса обработки детали.
4.
В качестве технологического оборудования была выбрана установка лазерной резки BODOR A3. На основании
выбранного технологического оборудования были произведены расчеты режимов резания и определенны нормы времени.
5.
Выбранное необходимое оборудование, рассчитано необходимое количество обслуживающего персонала. Были
рассмотрены основные организационные вопросы, такие как транспортировка изделий внутри участка и ремонт
оборудования, организация рабочего места и т.д.
6.
Базовый вариант стоимость проекта составил 5 088 000 рублей. Стоимость проектного варианта составила 3 696 000
рублей. Окупаемость базового проекта составляет 1,1 год, а проектного варианта 1,6 года.
7.
В нашем случае экономии от меньшего срока окупаемости оборудования. нет, а экономическая эффективность
проекта заключается в снижения себестоимости, что способствует повышению спроса на более дешевую продукцию.
Снижение себестоимости составляет 260 руб. с единицы продукции.