



















 Промышленность
ПромышленностьПохожие презентации:



")






Селективное лазерное сплавление. Горячее изостатическое прессование
1.
Федеральное государственное унитарное предприятие«Всероссийский научно-исследовательский институт
авиационных материалов»
Селективное лазерное сплавление и
постобработка
Ведущий научный сотрудник
к.т.н. Д.И. Сухов
ФГУП «ВИАМ» ГНЦ РФ
105005, ул. Радио, 17,
E-mail: admin@viam.ru
www.viam.ru
2.
Аддитивные технологии – технологии будущегоРазработка технологий получения сверхчистых порошков и аддитивных
технологий синтеза (3D-печать) деталей сложной формы и элементов конструкций
по математическим моделям без применения механической обработки
Сочетание принципов
бионики и математических
методов оптимизации
создают надежную
бионическую технологию
создания сложных
конструктивных систем.
ГИП
Готовая
деталь
3D-печать
CAD-модель
Идея
Снижение трудоемкости изготовления деталей в 10-30 раз
3.
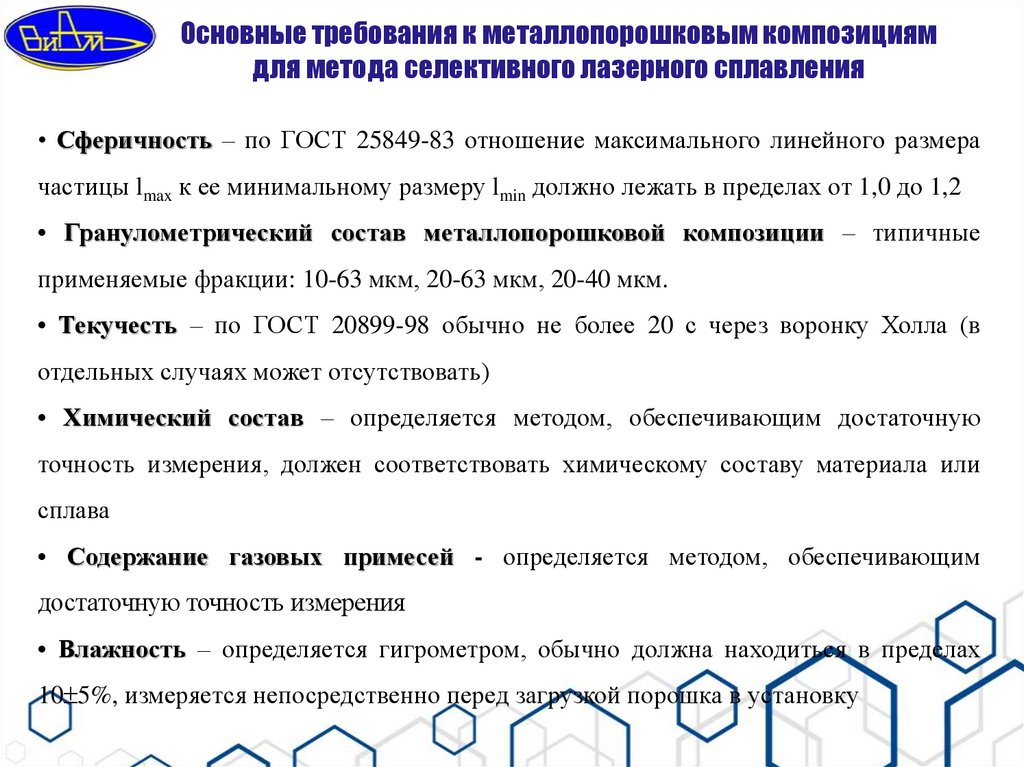
Основные требования к металлопорошковым композициямдля метода селективного лазерного сплавления
• Сферичность – по ГОСТ 25849-83 отношение максимального линейного размера
частицы lmax к ее минимальному размеру lmin должно лежать в пределах от 1,0 до 1,2
• Гранулометрический состав металлопорошковой композиции – типичные
применяемые фракции: 10-63 мкм, 20-63 мкм, 20-40 мкм.
• Текучесть – по ГОСТ 20899-98 обычно не более 20 с через воронку Холла (в
отдельных случаях может отсутствовать)
• Химический состав – определяется методом, обеспечивающим достаточную
точность измерения, должен соответствовать химическому составу материала или
сплава
• Содержание газовых примесей - определяется методом, обеспечивающим
достаточную точность измерения
• Влажность – определяется гигрометром, обычно должна находиться в пределах
10 5%, измеряется непосредственно перед загрузкой порошка в установку
4.
Производство металлопорошковых композицийдля аддитивных технологий в ФГУП «ВИАМ»
ПРОИЗВОДСТВО
Выплавка
Атомизация
Газодинамическая
сепарация и рассев
Упаковка
КОНТРОЛЬ
[O]
[N]
[H]
Химический состав
Газовые примеси
Фракционный состав
Технологические свойства
ТРЕБОВАНИЯ К МЕТАЛЛОПОРОШКОВЫМ КОМПОЗИЦИЯМ:
• сферическая форма
• гранулометрический состав 10-63 мкм
• массовая доля кислорода – не более 0,02%
• рассев и упаковка в среде инертного газа
5.
Развитие производства металло-порошковых композицийдля аддитивных технологий в ВИАМ
Лабораторный
тигельный
атомайзер
Промышленный
тигельный
атомайзер
ВИПиГР
Промышленный
бестигельный
атомайзер
User Lab
JW-150 плавка 1 бункер 1
Measuring Range
Resolution
Absorption
Measurement Duration
0.1 [µm] - 265.42 [µm]
102 Channels (20 mm / 100 mm )
5.00 [%]
100 [Scans]
Pump
90 [%]
Ultrasonic
On
Regularization / Modell o_medium
Fraunhofer Calculation selected.
d[4,3] = 74.61µm Aritmetic Mean = 74.61 µm
Производство МПК сплавов на
никелевой,
железной,
кобальтовой и алюминиевой
основах.
В 2017 году
Specific Surface Area = 3266.23 cm?/cm?
Interpolation Values... C:\Program Files\a22___32\fritsch\0.05-600_1_10_25_50.FPS
0.0501.000µm= 0.42%
1.0002.000µm= 0.15%
2.0003.000µm=
3.0004.000µm= 0.11%
4.0005.000µm= 0.08%
5.00010.000µm=
10.00020.000µm= 4.15%
20.00030.000µm= 10.31%
30.00040.000µm=
40.00050.000µm= 9.56%
50.00060.000µm= 10.22%
60.00070.000µm=
70.00080.000µm= 7.34%
80.00090.000µm= 5.22%
90.000- 100.000µm=
100.000- 125.000µm= 10.84% 125.000- 150.000µm= 10.46% 150.000- 175.000µm=
175.000- 200.000µm= 1.33% 200.000- 250.000µm= 0.25% 250.000- 300.000µm=
300.000- 350.000µm=
*** 350.000- 400.000µm=
*** 400.000- 450.000µm=
450.000- 500.000µm=
*** 500.000- 550.000µm=
*** 550.000- 600.000µm=
Атомизатор марки ВИП-ГР
спроектирован с использованием
цифровых технологий и изготовлен
во ФГУП «ВИАМ» за 2 года.
Изготовлено более 3т. МПК для
экспериментальных работ в
рамках НИР и хоздоговоров
Аналогичные зарубежные
установки запрещены к
продаже в РФ.
2010г.
IIкв.2017г.
0.13%
0.66%
9.94%
9.55%
4.11%
5.15%
***
***
***
Распылительный узел –
разработка ФГУП «ВИАМ»
Interpolation Values... C:\Program Files\a22___32\fritsch\10_90.FPV
5.0 % <=
18.988 µm 10.0 % <=
24.729 µm 15.0 %
20.0 % <=
33.888 µm 25.0 % <=
38.966 µm 30.0 %
35.0 % <=
49.505 µm 40.0 % <=
54.474 µm 45.0 %
50.0 % <=
64.236 µm 55.0 % <=
69.709 µm 60.0 %
65.0 % <=
84.156 µm 70.0 % <=
95.254 µm 75.0 %
80.0 % <=
119.031 µm 85.0 % <=
129.719 µm 90.0 %
95.0 % <=
155.682 µm 99.0 % <=
180.976 µm
<=
<=
<=
<=
<=
<=
29.149 µm
44.339 µm
59.311 µm
75.998 µm
107.607 µm
140.989 µm
Проводятся работы по
отработке параметров
распыления
IVкв.2018г.
Общая производственная мощность участка – до 190 т / год
6.
Аддитивные технологииполный технологический цикл
7.
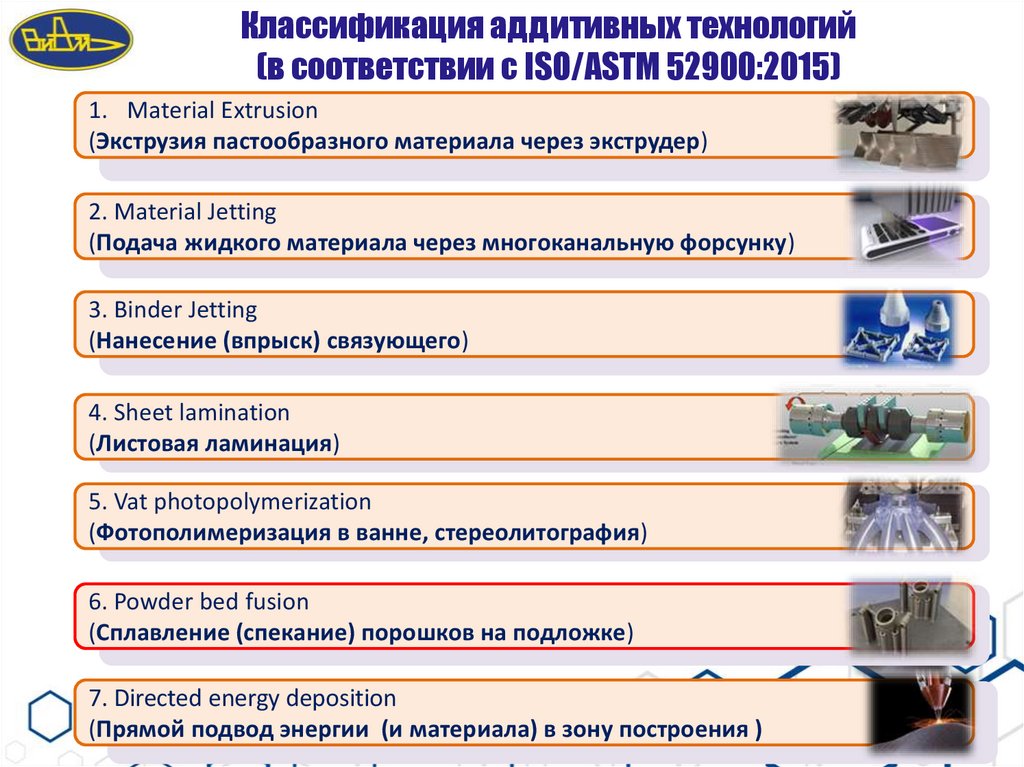
Классификация аддитивных технологий(в соответствии с ISO/ASTM 52900:2015)
1. Material Extrusion
(Экструзия пастообразного материала через экструдер)
2. Material Jetting
(Подача жидкого материала через многоканальную форсунку)
3. Binder Jetting
(Нанесение (впрыск) связующего)
4. Sheet lamination
(Листовая ламинация)
5. Vat photopolymerization
(Фотополимеризация в ванне, стереолитография)
6. Powder bed fusion
(Сплавление (спекание) порошков на подложке)
7. Directed energy deposition
(Прямой подвод энергии (и материала) в зону построения )
8.
Сплавление (спекание) порошков на подложке(Powder bed fusion)
Селективное лазерное сплавление
Селективное электронно-лучевое сплавление
Источник теплового излучения
Лазер (SLS/SLM)
Электронный луч (EBM)
EBM
В вакууме
SLS/SLM
В инертной атмосфере (N2, Ar)
Металлические
Применяемые порошковые материалы:
Полимерные
Керамические
9.
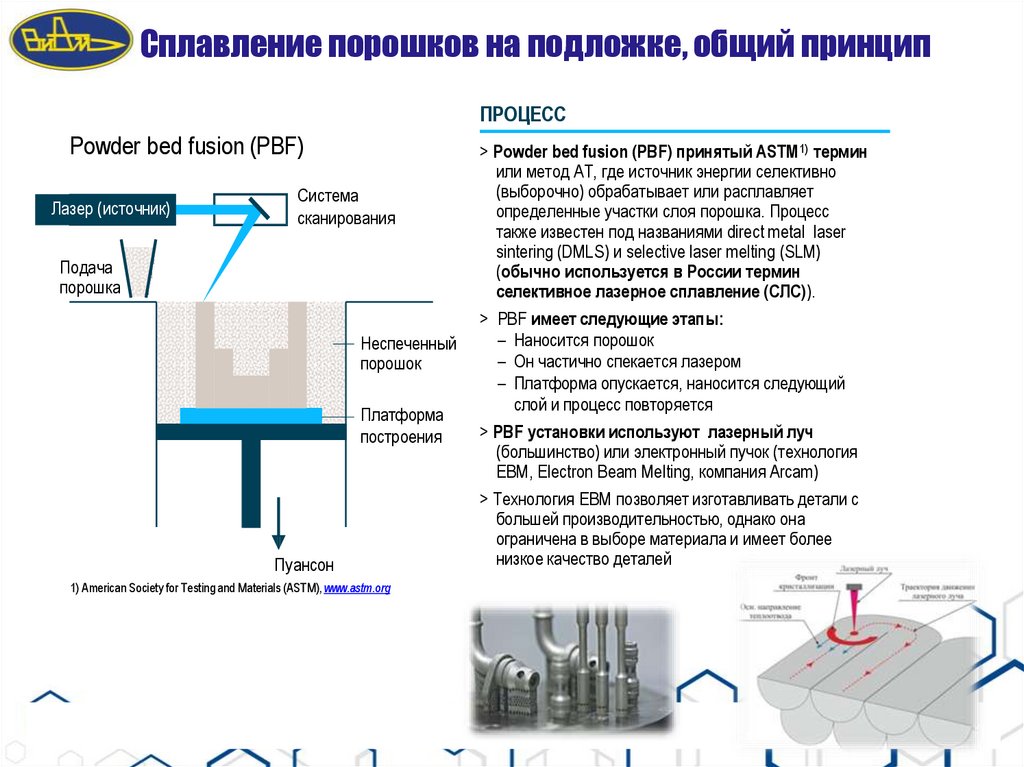
Сплавление порошков на подложке, общий принципПРОЦЕСС
Powder bed fusion (PBF)
Лазер (источник)
Система
сканирования
Подача
порошка
Неспеченный
порошок
Платформа
построения
Пуансон
1) American Society for Testing and Materials (ASTM), www.astm.org
> Powder bed fusion (PBF) принятый ASTM1) термин
или метод АТ, где источник энергии селективно
(выборочно) обрабатывает или расплавляет
определенные участки слоя порошка. Процесс
также известен под названиями direct metal laser
sintering (DMLS) и selective laser melting (SLM)
(обычно используется в России термин
селективное лазерное сплавление (СЛС)).
> PBF имеет следующие этапы:
– Наносится порошок
– Он частично спекается лазером
– Платформа опускается, наносится следующий
слой и процесс повторяется
> PBF установки используют лазерный луч
(большинство) или электронный пучок (технология
EBM, Electron Beam Melting, компания Arcam)
> Технология EBM позволяет изготавливать детали с
большей производительностью, однако она
ограничена в выборе материала и имеет более
низкое качество деталей
10.
Параметры установки для селективного лазерногосплавления металлических порошков
Установка Concept Laser M2 Cusing
Лазер
Оптоволоконный Yb:YAG
Мощность макс., Вт
400
Длина волны, нм
1069
Зона построения, мм
250х250х280
Применяемые стратегии штриховки
Простая
линейчатая
(сплошная
однонаправленная
штриховка)
Дискретная,
сонаправленная
(штриховка
отдельными
областями,
направление треков
одинаковое)
Разгрузочная
(шахматная)
штриховка –
«меандры»
11.
80.0 %95.0 %
<=
<=
34.436 µm
43.389 µm
85.0 %
99.0 %
<=
<=
36.705 µm
50.144 µm
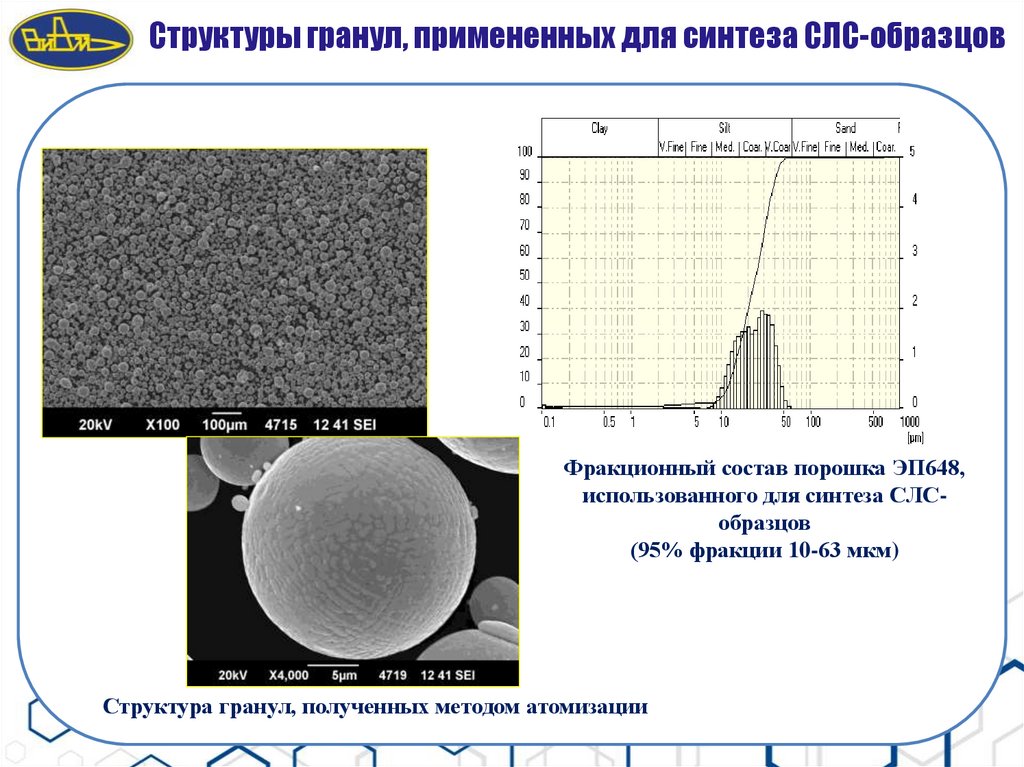
Структуры гранул, примененных для синтеза СЛС-образцов
Фракционный состав порошка ЭП648,
использованного для синтеза СЛСобразцов
(95% фракции 10-63 мкм)
Структура гранул, полученных методом атомизации
12.
Структура СЛС-образца в поперечном направлениих100
х500
13.
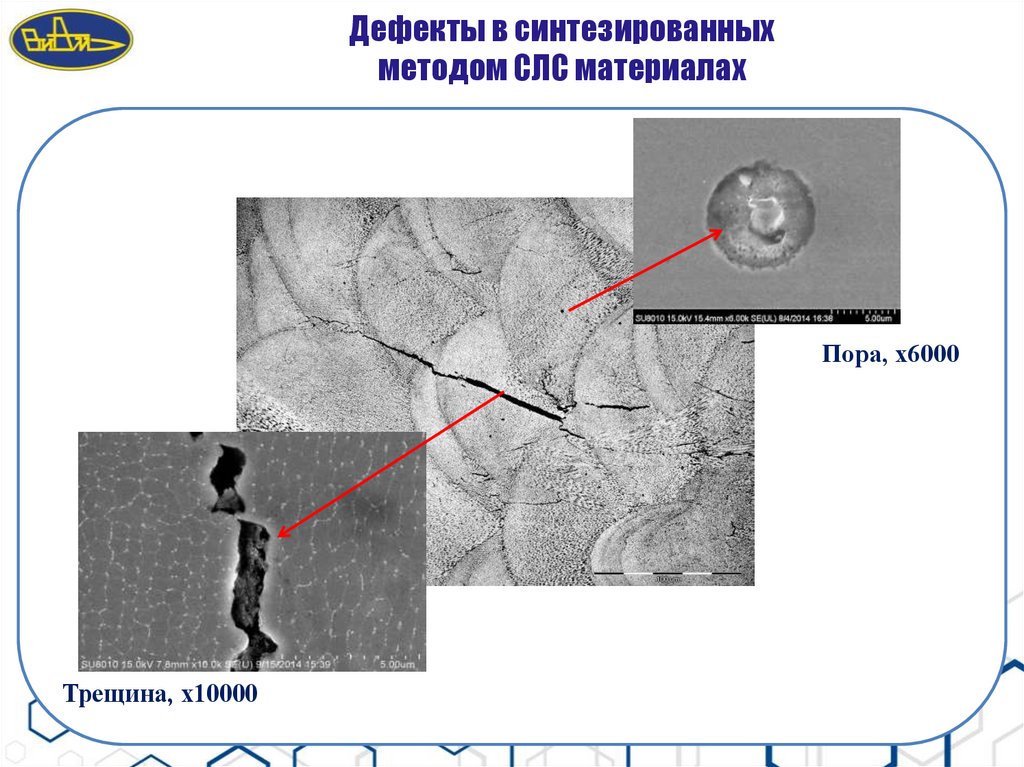
Дефекты в синтезированныхметодом СЛС материалах
Пора, х6000
Трещина, х10000
14.
Сравнение свойств синтезированного материалав различных состояниях
Механические свойства синтезированных образцов
Состояние
Т исп., С
в, МПа
0,2, МПа
5 , %
,%
SLM (N2)
20
840
695
10,4
7
SLM (N2)+ПТО
20
965
665
7,0
8
SLM (N2)+ГИП
20
1000
545
35
32
SLM (Ar)
20
870
605
27
27
SLM (Ar)+ПТО
20
1090
655
24
22
SLM (Ar)+ГИП
20
940
520
40
38
SLM (Ar)+ГИП+старение
20
1205
770
22
25
Литой+ТО*
20
785-880
585-690
4,0-7,0
4,0-7,0
*- паспортные характеристики
Пористость в синтезированном металле
Состояние
SLM
SLM+ГИП
Объемная доля пор, %
≤0,1
≤0,02
15.
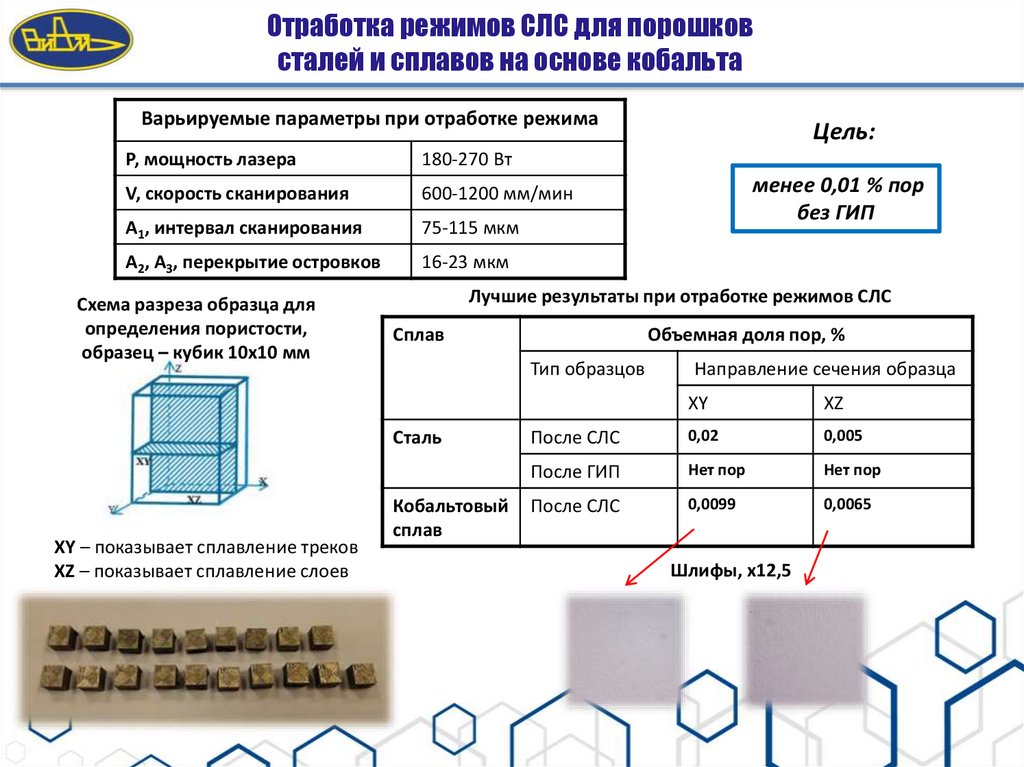
Отработка режимов СЛС для порошковсталей и сплавов на основе кобальта
Варьируемые параметры при отработке режима
Р, мощность лазера
180-270 Вт
V, скорость сканирования
600-1200 мм/мин
А1, интервал сканирования
75-115 мкм
А2, А3, перекрытие островков
16-23 мкм
Схема разреза образца для
определения пористости,
образец – кубик 10х10 мм
менее 0,01 % пор
без ГИП
Лучшие результаты при отработке режимов СЛС
Сплав
Объемная доля пор, %
Тип образцов
Сталь
XY – показывает сплавление треков
XZ – показывает сплавление слоев
Цель:
Кобальтовый
сплав
Направление сечения образца
XY
XZ
После СЛС
0,02
0,005
После ГИП
Нет пор
Нет пор
После СЛС
0,0099
0,0065
Шлифы, х12,5
16.
Общая квалификация первого отечественного материаладля аддитивных технологий (ВХ4А (ЭП648)
Коррозионная стойкость
МнЦУ при 800 С
Общая квалификация
авиационных
материалов
КЛИМАТИЧЕСКАЯ СТОЙКОСТЬ
УДЕЛЬНОЕ
ЭЛЕКТРОСОПРОТИВЛЕНИЕ
ФИЗИЧЕСКИХ
ТЕПЛОПРОВОДНОСТЬ
ОПРЕДЕЛЕНИЕ
ХАРАКТЕРИСТИК
ТЕПЛОЕМКОСТЬ
ТКЛР
МЕХАНИЧЕСКИХ
ПЛОТНОСТЬ
~ 2500 образцов
ПОЛЗУЧЕСТЬ
МнЦУ
МЦУ
ДЛИТЕЛЬНАЯ ПРОЧНОСТЬ
КРАТКОВРЕМЕННАЯ ПРОЧНОСТЬ
ВЫПУЩЕНО Дополнение №4 к паспорту №975 на сплав ВХ4А (ЭП648) – в октябре 2017г.
При температурах испытания в С
Наименование характеристики
600
Жаропрочность
Напряжение, МПа*
Время до разрушения, ч
Предел ползучести
Напряжение, МПа
Время, ч
770-795 610-630 525-535
10
455
100
355
500
295
250275
800
130145
7585
4550
1000
207-11
24
10
115
100
75
500
50
10
21
100
17
500
7
17.
Изготовление деталей камеры сгорания поаддитивным технологиям
Лазерный синтез деталей «завихритель» для ПД-14
Проведены испытания,
выпущена нормативная
документация.
Поставлены 3 комплекта
завихрителей
Завихритель для ПД-14
48 завихрителей
Первый полет летающей
лаборатории с ПД-14, ноябрь 2015г.
Новые материалы для
синтеза деталей
камеры сгорания
Лазерный синтез
деталей для
малоэмиссионной
камеры сгорания
ВКНА1ВР
Распылитель
Стабилизатор
ЭП648
Газосборник
Теплозащитная
панель
ВЖ159
18.
Опробование синтезированных деталейОтделение
поддержек
Виброгалтовка
внешней
поверхности
Сглаживание
«ступенек» на
«лопатках»
(кварцевый песок,
200мкм)
Стендовые
испытания
Стенд для испытаний радиального завихрителя
По результатам испытаний показано:
- Расход воздуха: середина расчетного
диапазона;
- Синтезированный металл пригоден для
изготовления завихрителя
завихритель
19.
Разработка технологий снижения шероховатости дляаддитивного производства
ФГУП «ВИАМ» разрабатывает универсальный подход к
обработке сложнопрофильных поверхностей деталей,
синтезированных на базе аддитивного производства
Гидроабразивная обработка и
прокачка
Детали МГТД-10 после
комплексной обработки
поверхности
Форсунка разработки НПО
Энергомаш до и после
комплексной обработки
поверхности
Рельеф до и после обработки
Пространственные
ячеистые структуры до и
после комплексной
обработки поверхности
Проводимые исследования
продемонстрировали эффективность
выбранного комплексного подхода к
обработке синтезированных деталей,
позволив зафиксировать значительное
снижение микро- и макрорельефа
сложнопрофильных поверхностей в
частных случаях с Ra=13,9мкм до
Ra=1,2мкм
Виброгалтовка (Шлифование и
финишная полировка)
Электрохимическое и
электролитно-плазменное
полирование
20.
Горячее изостатическое прессованиеВакуум,
мм рт.ст.
До 5*10-2
Рабочая температура, С
( материал нагревателя)
Рабочее давление, атм.
Промышл.
Лабораторн.
т. Нихром
Молибден
графит
С-С
без СУО
с СУО
1015/2000
До 15000
до 1200
до 1450
до1750
до2300
8-25
до100
Подвод
газа
Нагреватель
Контейнер
Охлаждение
Скорость охл.
С/мин. (1300-800 С)
Заготовка
Лабораторный газостат
«Квинтус-16» ФГУП
«ВИАМ»
21.
Горячее изостатическое прессованиеОбласти применения
2000
1800
давление ВР-322
температура ВК1
1600
температура ВК3
температура ВК5
1400
1200
1000
800
600
400
200
Технология БЛИСК
Моделирование
процесса
обжатия капсулы
при ГИП
Расчет и
изготовление
закладных
элементов
Капсулирование
Финишная
обработка
18:31:34
18:15:30
17:59:30
17:43:30
17:27:30
17:11:30
16:55:30
16:39:30
16:23:30
16:07:28
15:51:28
15:35:28
15:19:28
15:03:27
14:47:27
14:31:27
14:14:13
13:41:14
13:25:14
13:09:14
12:53:14
12:37:14
12:21:13
12:05:13
11:49:13
11:33:13
11:17:13
11:01:13
10:45:13
10:29:13
9:55:58
10:13:12
9:39:57
9:23:57
9:07:56
8:51:55
8:35:54
0
8:19:53
•Получение деталей методом
порошковой металлургии
•Компактирование керамики
•Диффузионная сварка
•Получение деталей «блиск» и
«блинк»
•Альтернативный способ
получения крупногабаритных
импеллеров и корпусов турбин
•Уплотнение литья
22.
Применение аддитивных технологий при создании перспективныхавиационных двигателей
Синтез деталей для авиационных ГТД
Синтез деталей для
наземных ГТУ
Сплав ЭП648-ПС
ПД-14
Первый полет ПД-14 с завихрителями,
изготовленными по технологии СЛС, в
составе летающей лаборатории, ноябрь
2015г.
Моделирование процесса горения
Сплав
ВЖ159
Топологическая оптимизация
распылителя
Синтез деталей камеры
сгорания ТРДД большой тяги
ТРДД
Сплав ВЖ159
В 2017 году начаты работы по
проектированию (АО «ОДКАвиадвигатель») и изготовлению (ФГУП
«ВИАМ») пилотных образцов деталей
камеры сгорания перспективного
двигателя большой тяги.
Синтез деталей
МЭКС
(ГТУ 16МВт)
В 2017г. Завершена разработка
универсального жаростойкого
материала для деталей КС ГТД ВЖ159
23.
Паспортизация синтезированных материалов10,5
10
После СЛС
Сплав
После ТО
9,5
9
Испытания на
растяжение, 20°C
σ500800, σ100800, σ1001100,
11 МПа МПа МПа
δ, %
σB,
МПа
σ0,2,
МПа
ВЛК1
1410
1040
12,5
180
220
25
σB,
МПа
σ0,2,
МПа
δ, %
MP1
(EOS)
10001200
550-650
20
-
-
-
10601110
9901030
7,113,0
Сплав
Ti-6-4
Выпуск паспорта – декабрь 2019г.
δ5 , %
KCU,
Дж/см2
KQ ,
МПа∙м1/2
500
σ100
,
МПа
1480- 13401520 1350
14,517,5
6365
100110
155-175
> 500
13101470
10-14
-
-
-
σ0,2 ,
МПа
02Х13Н5К9М4
(ВНЛ14)
PH1 (EOS)
Сталь
11701350
Выпуск паспорта –декабрь 2019г.
ТКЛР
500
τср,
МПа
HRC
KCU,
Дж/см2
710-760
37-38
26-31,6
Выпуск паспорта – июнь 2020г.
ψ,
%
σв ,
МПа
Испытания на
растяжение, 20°C
0
ПЭМ
-
МЦУ при 500 ℃.
24.
Фундаментальные исследования материалов,синтезированных методом СЛС
Исследования механизмов
загрязнения оборотных порошков
Исследования влияния
имитационных отжигов
Установление различий
механизмов рекристаллизации
40
1500
30
1000
20
500
10
86
100
95
0
0,5
1
Острая текстура в
литейном сплаве
Сглаженная текстура в
деформируемом сплаве
120
100
80
60
40
20
СЛС+
ГИП
+ТО
СЛС+
ГИП+
ТО
Анизотропия длительной прочности
0
0,73
1,26
1,62
900 /500ч
140
Напряжение, МПа
0
ГИП+ТО
Жаропрочность при 800 на базе 500ч
70
50
2
СЛС
(пруток)
114
Содержание [О] в оборотном
порошке, ррm
120
ВЖ159
0
0
150
ЖС6К
Количество отсевов, %
Установлено влияние различий режимов
экспонирования элементов на загрязнение
оборотных порошков кислородом
ВПЕРВЫЕ проведены исследования
изменения структуры и свойств
синтезированного жаропрочного
сплава ВЖ159 при имитации
наработки.
Исследование механизмов,
препятствующих рекристаллизации
25.
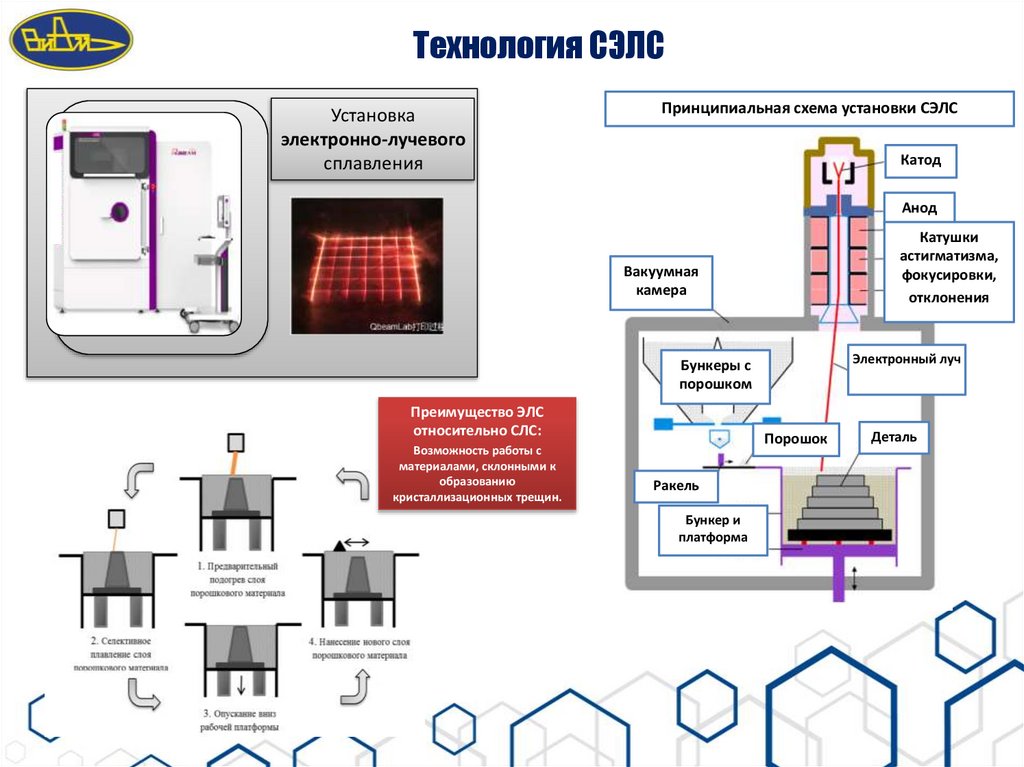
Технология СЭЛСУстановка
электронно-лучевого
сплавления
Принципиальная схема установки СЭЛС
Катод
Анод
Катушки
астигматизма,
фокусировки,
отклонения
Вакуумная
камера
Электронный луч
Бункеры с
порошком
Структура СЛС материала сплава ВТ6
Преимущество ЭЛС
относительно СЛС:
Возможность работы с
материалами, склонными к
образованию
кристаллизационных трещин.
Порошок
Ракель
Бункер и
платформа
Деталь
26.
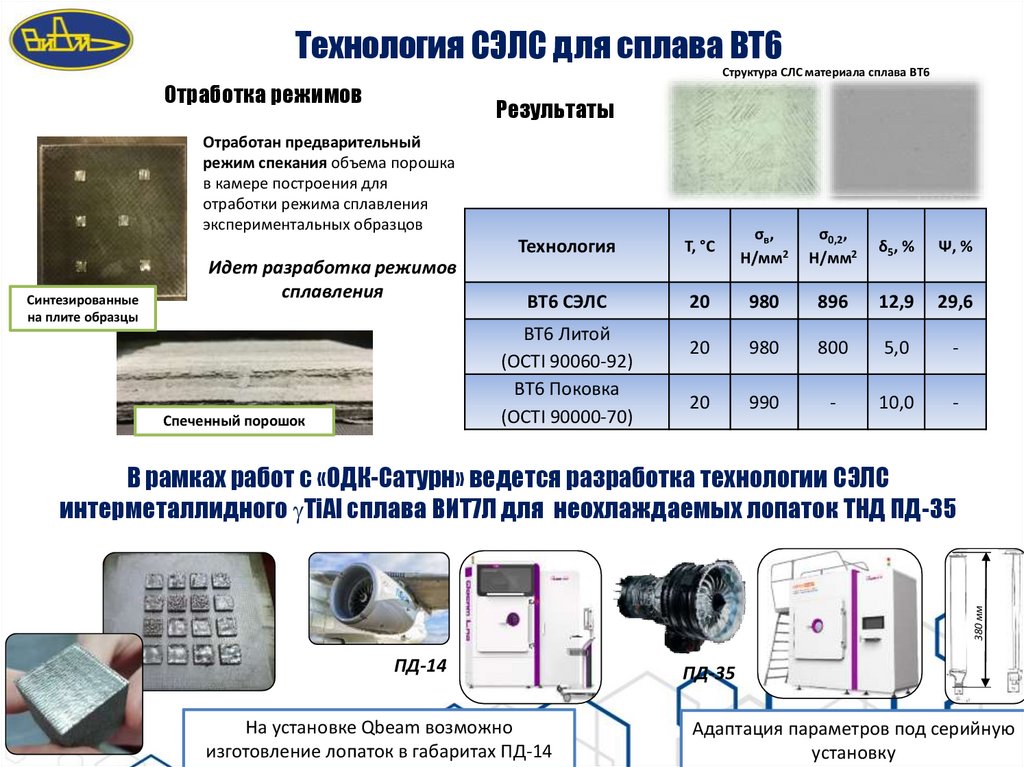
Технология СЭЛС для сплава ВТ6Структура СЛС материала сплава ВТ6
Отработка режимов
Результаты
Отработан предварительный
режим спекания объема порошка
в камере построения для
отработки режима сплавления
экспериментальных образцов
Синтезированные
на плите образцы
Идет разработка режимов
сплавления
Технология
Т, °С
σв,
Н/мм2
σ0,2,
Н/мм2
δ5, %
Ψ, %
ВТ6 СЭЛС
20
980
896
12,9
29,6
20
980
800
5,0
-
20
990
-
10,0
-
ВТ6 Литой
(ОСТI 90060-92)
ВТ6 Поковка
(ОСТI 90000-70)
Спеченный порошок
380 мм
В рамках работ с «ОДК-Сатурн» ведется разработка технологии СЭЛС
интерметаллидного TiAl сплава ВИТ7Л для неохлаждаемых лопаток ТНД ПД-35
ПД-14
На установке Qbeam возможно
изготовление лопаток в габаритах ПД-14
ПД-35
Адаптация параметров под серийную
установку
27.
Перспективы применения аддитивных технологийИзготовление деталей с
применением бионического дизайна
(снижение веса конструкции до 30%)
Фрагмент
позвоночника
из Ti6Al4V
Изготовление БПЛА с
применением
аддитивных технологий
Эффективность аддитивных
технологий:
- Повышение КИМ до 1
- Повышение производительности
до 30 раз
- Снижение веса конструкции до 30%
- Снижение стоимости деталей
в 1.5 – 2 раза
Ремонт дорогостоящих деталей
ответственного назначения
методом лазерной LMD наплавки
(экономия до 40% )
Изготовление сложнопрофильных и
уникальных деталей, в т.ч. с
градиентной структурой за единый
технологический процесс (повышение
производительности до 30 раз)
Изготовление деталей из
перспективных
интерметаллидных и
композиционных материалов
Создание мобильных комплексов
аддитивного производства для ремонта
техники и лечения личного состава, в
том числе в полевых условиях
Фрагмент черепа
из Ti6Al4V
Мобильная военная медицинская
система
28.
БЛАГОДАРИМза внимание
ФГУП ВИАМ ГНЦ РФ
105005, Москва, ул. Радио, 17
Тел.: +7(499)261-8677,
Факс: +7(499) 267-8609
Е-mail: аdmin@viam.ru
www.viam.ru