








 Промышленность
ПромышленностьПохожие презентации:


")







Технологія виготовлення закладних
1.
ПИСЬМОВА ЕКЗАМЕНАЦІЙНА РОБОТАНА ТЕМУ: «ТЕХНОЛОГІЯ
ВИГОТОВЛЕННЯ ЗАКЛАДНИХ»
Виконав учень групи
19/20 Мазікін Я.С
Викладач : Резніченко
В.О
2.
Характеристикаконструкції
Закладні деталі — це сталеві
елементи, які використовують у
процесі
закладки
фундаментів
залізобетонних і кам’яних будівель, а
також для з’єднання збірних або
зварних
конструкцій
різного
призначення:
огорож,
альтанок,
ангарів.
Деталювання конструкції:
Плоский обод виготовлений з
листового металу, має діаметр 400
мм і товщину стінки 5 мм.
Анкери, виконані з рельєфної
арматури класу А2 діаметром 10 мм.довжина 240 мм
3.
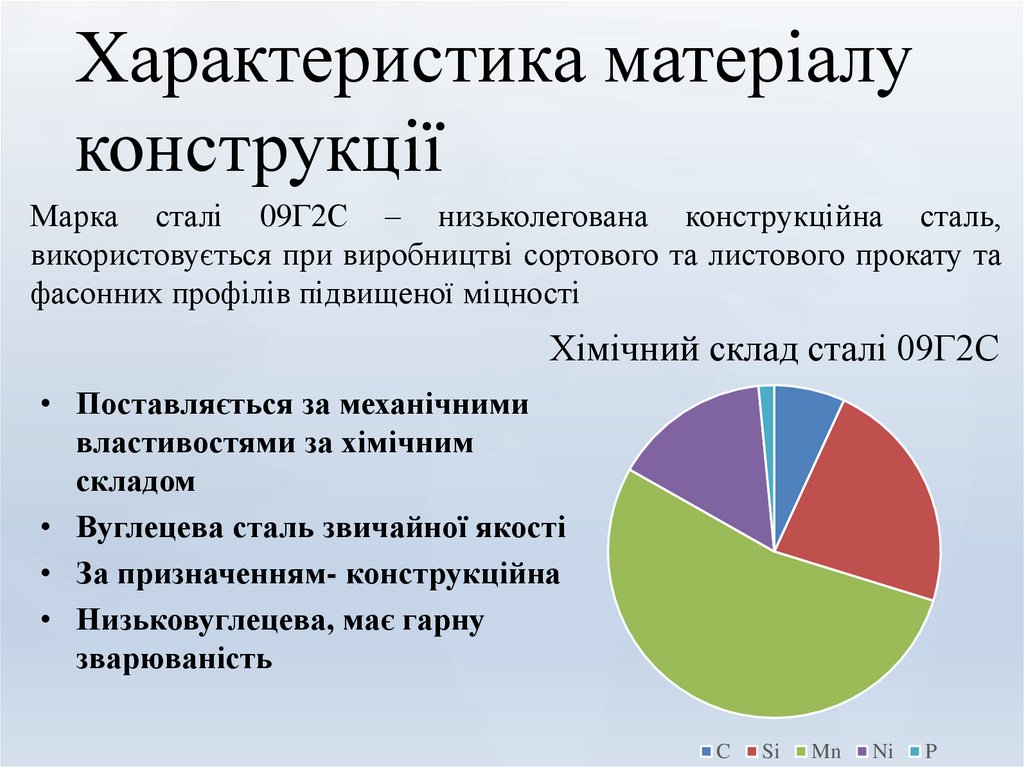
Характеристика матеріалуконструкції
Марка сталі 09Г2С – низьколегована конструкційна сталь,
використовується при виробництві сортового та листового прокату та
фасонних профілів підвищеної міцності
Хімічний склад сталі 09Г2С
• Поставляється за механічними
властивостями за хімічним
складом
• Вуглецева сталь звичайної якості
• За призначенням- конструкційна
• Низьковуглецева, має гарну
зварюваність
C
Si
Mn
Ni
P
4.
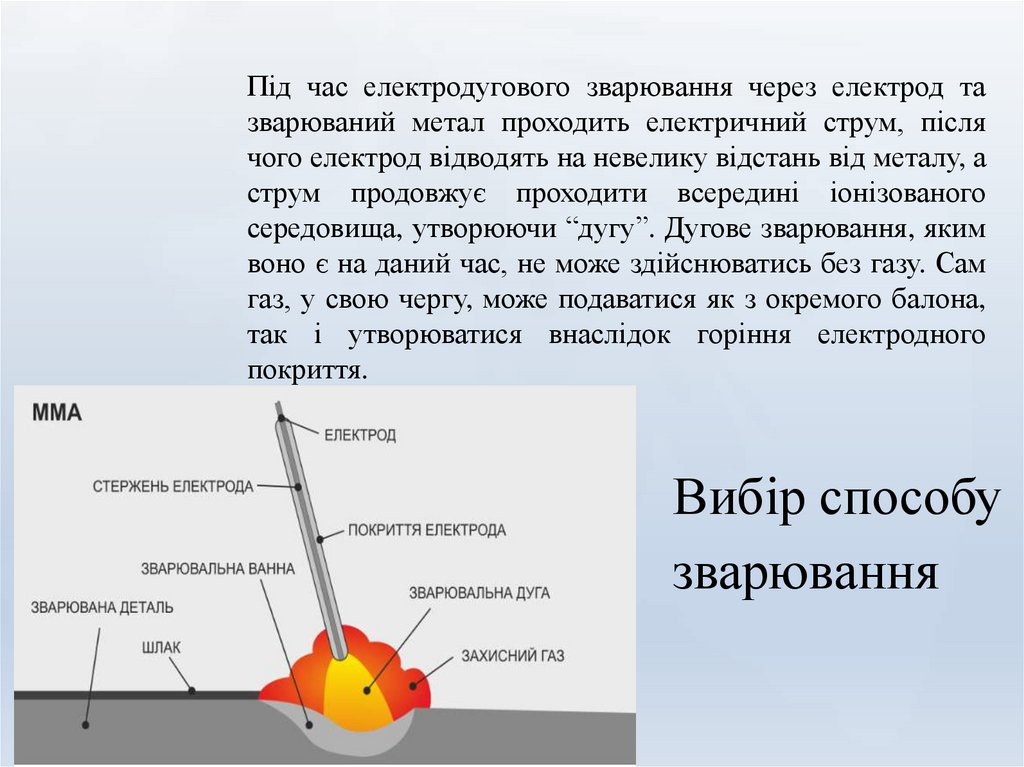
Під час електродугового зварювання через електрод тазварюваний метал проходить електричний струм, після
чого електрод відводять на невелику відстань від металу, а
струм продовжує проходити всередині іонізованого
середовища, утворюючи “дугу”. Дугове зварювання, яким
воно є на даний час, не може здійснюватись без газу. Сам
газ, у свою чергу, може подаватися як з окремого балона,
так і утворюватися внаслідок горіння електродного
покриття.
Вибір способу
зварювання
5.
Вибір параметрів режимузварювання
До основних параметрів режиму ручного зварювання відносять
діаметр електрода, величину, рід і полярність струму, напруга на дузі,
швидкість зварювання, число проходів
• Спосіб зварювання : ручне дугове
• Тип та діаметр електроду: Е46, МР-3, 3 мм
• Рід струму: змінний
• Сила струму: 90 – 120 А
• Зварювання стикове
• Напруга на дузі :3,5 мм
• Швидкість зварювання: 30 м/ч
6.
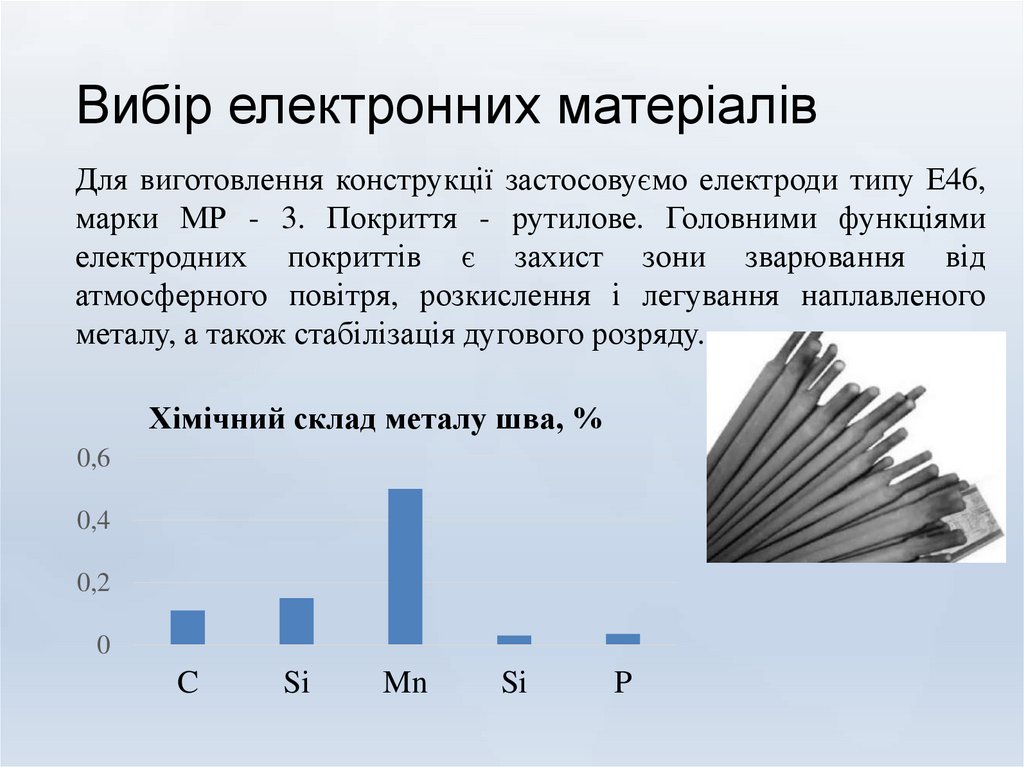
Вибір електронних матеріалівДля виготовлення конструкції застосовуємо електроди типу Е46,
марки МР - 3. Покриття - рутилове. Головними функціями
електродних покриттів є захист зони зварювання від
атмосферного повітря, розкислення і легування наплавленого
металу, а також стабілізація дугового розряду.
Хімічний склад металу шва, %
0,6
0,4
0,2
0
C
Si
Mn
Si
P
7.
ВИБІР ЗВАРЮВАЛЬНОГООБЛАДНАННЯ
Для зварювання
закладних деталь
обрано зварювальний
інвертор Procraft SP295та електродотримач
Abicor Binzel DE 2200
При зварюванні змінним струмом використовують
переважно зварювальні інвентори та трансформатори.
Оскільки режим дугового зварювання характеризується
частими короткими замиканнями, то для обмеження
струму короткого замикання джерела струму у
більшості випадків мають так звану спадну зовнішню
характеристику..
8.
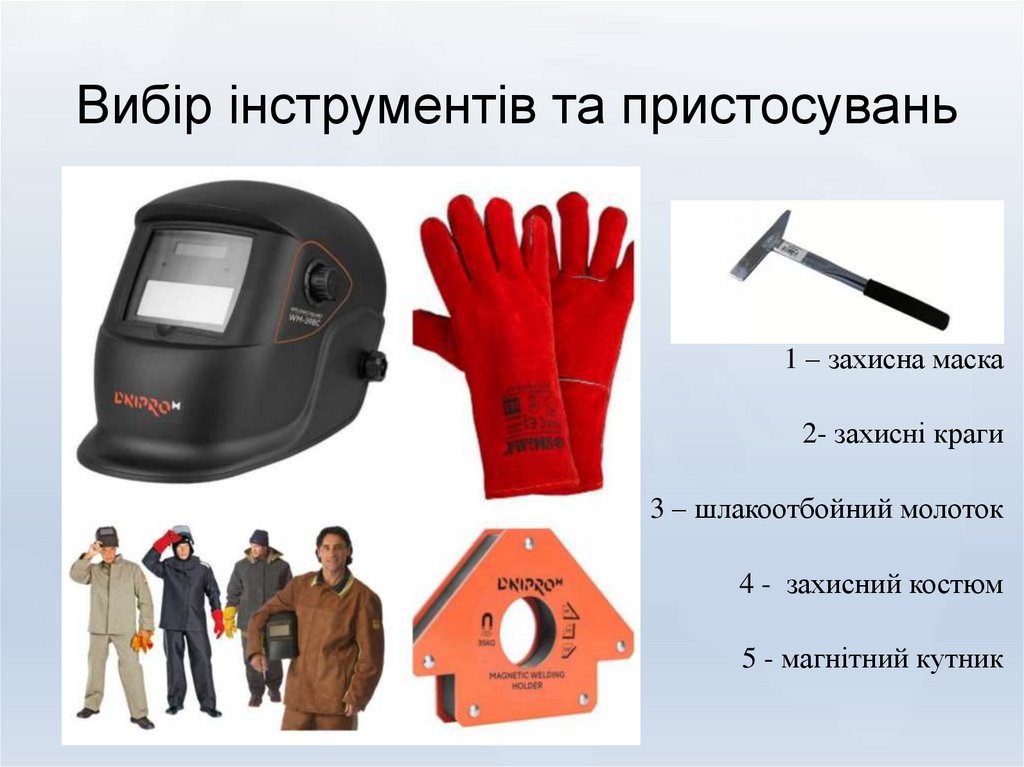
Вибір інструментів та пристосувань1 – захисна маска
2- захисні краги
3 – шлакоотбойний молоток
4 - захисний костюм
5 - магнітний кутник
9.
Робочі інструменти слюсаря механоскладальнихробіт
Деталювання слюсарних операцій та вибір інструментів до неї
РОЗМІЧАННЯ
МЕТАЛЕВА ЛІНІЙКА, РУЛЕТКА,
МАРКЕР ПО МЕТАЛУ
РІЗАННЯ
КУТОВА ШЛІФУВАЛЬНА МАШИНА
MACHTZ MAG-12/1350, ВІДРІЗНИЙ
КРУГ
ЗАЧИЩЕННЯ
КУТОВА ШЛІФУВАЛЬНА МАШИНА
MACHTZ MAG-12/1350,
ШЛІФУВАЛЬНИЙ ДИСК
ГНУТТЯ МЕТАЛУ
ВЕРСТАК РУЧНИЙ ДЛЯ ГНУТТЯ
АРМАТУРИ AFACAN 10EB
КОНТРОЛЬ ЯКОСТІ
ЛУПА 5-ГО ЗБІЛЬШЕННЯ
10.
12
3
4
1 – Металева лінійка
2 – Рулетка
3 – Верстак ручний
для гнуття арматури
4 – Шліфувальний
диск
5 -Кутова
шліфувальна
машина
6 - Лупа 5-го
збільшення
7 - Маркер по
металу
5
6
7
11.
ТЕХНОЛОГІЧНИЙ ОПИС ВИГОТОВЛЕННЯЗАКЛАДНОЇ ДЕТАЛІ
СКЛАДАЛЬНО-ЗВАРЮВАЛЬНІ ОПЕРАЦІЇ
Зібрати до першої конструкції
Зібрати разом плоский обод та стійку
рельєфну арматуру. Повторити 7
згідно кресленню
разів.
Виконати стикове зварювання по всій Виконати зварювання по кожній
довжині труби
анкері
Провести зачищення
шлаків та швів
Зробити зовнішній контроль якості
зварювальної конструкції.
Перевірити на нерівності, дефекти.
В разі виявлення дефектів, відрізати
ту частину, зачистити та зварити
заново.
12.
Контроль якостізварювання
Візуально- вимірювальний
контроль зварного шва
Зовнішній огляд і
обміри
зварної
конструкції
Набір інструментів для
візуального контролю якості
зварних з'єднань
13.
Охорона праціЕлектробезпека при зварюванні необхідно забезпечити для запобігання
навіть випадкової можливості ураження струмом, як самого зварника, так і
оточуючих (напарника і т. д.)
Для цього:
- Регулярно перевіряйте справність ізоляції кабелів, електротримачі і
надійність всіх контактів до початку робіт
- Вимикайте зварювальне обладнання під час простою, переміщення,
обідньої перерви і т. д.
- Всі помічені несправності усуває строго після повного знеструмлення
апарату
- Користуйтеся спецодягом – рукавицями з іскростойкіх матеріалів,
взуттям зі шкіри та повсті, спецовкой з рекомендованих матеріалів, при
необхідності – каскою.
- Не працюйте під дощем (або снігом), навіть якщо ваш апарат «так вміє».
Зварювання при підвищеній вологості – не тільки на вулиці в негоду, але
і всередині бойлерних, градирень, підвалів і т. д. - вимагає спеціальних
навичок і великого досвіду, інакше можна отримати електротравму, і
обладнання серйозно зіпсувати.
14.
Охорона праціПожежна безпека.
Сюди можна включити і захист від можливих опіків
шляхом використання спецодягу, взуття, масок і
спеціальних ширм. Будьте особливо уважні при
запалюванні дуги та під час її горіння – це період
підвищеної небезпеки, не відволікайтеся під час
роботи. З досвідом бризок розплавленого металу при
роботі буде все менше, але навіть зварювальники з
багаторічним стажем не працюють з розстебнутим
коміром і підкоченими рукавами – врахуйте це!Не
лінуйтеся надіти рукавиці навіть для контакту з
удаваним холодним металом, а вже тим більше при
роботі.