

 Промышленность
ПромышленностьПохожие презентации:










«Цилиндр» в условиях крупносерийного производства
1.
Саровский физико-технический институт − филиал НИЯУ МИФИФИЗИКО-ТЕХНИЧЕСКИЙ ФАКУЛЬТЕТ
КАФЕДРА ТЕХНОЛОГИИ СПЕЦИАЛЬНОГО МАШИНОСТРОЕНИЯ
Выпускная квалификационная работа на тему:
Проектирование технологического процесса изготовления детали
«Цилиндр» в условиях крупносерийного производства
Выполнил:
Студент группы ТММ-22
Коротков Р.Ю.
Руководитель:
Начальник технологической
лаборатории 1310-2, ИЛФИ
Кувшинов А.С.
Саров – 2024г.
2.
Цель и актуальность выпускной квалификационной работыЦель работы:
разработка на базе существующего технологического процесса
нового более производительного технологического процесса
изготовления детали «Цилиндр»..
Задачи работы:
‒ Проанализировать базовый технологический процесс;
‒ Произвести замену устаревших станков на более высокопроизводительное
оборудование;
‒ Сконструировать быстродействующее зажимное приспособление;
‒ Произвести расчет оптимальных режимов резания;
‒ Произвести нормирование операций и рассчитать припуски во вновь спроектированном
ТП;
‒ Произвести расчет технологических размерных цепей;
‒ Выполнить экономическое обоснование предложенного варианта технологического
процесса изготовления детали;
‒ Провести анализ инструкций и норм по ОТ и ТБ.
2
3.
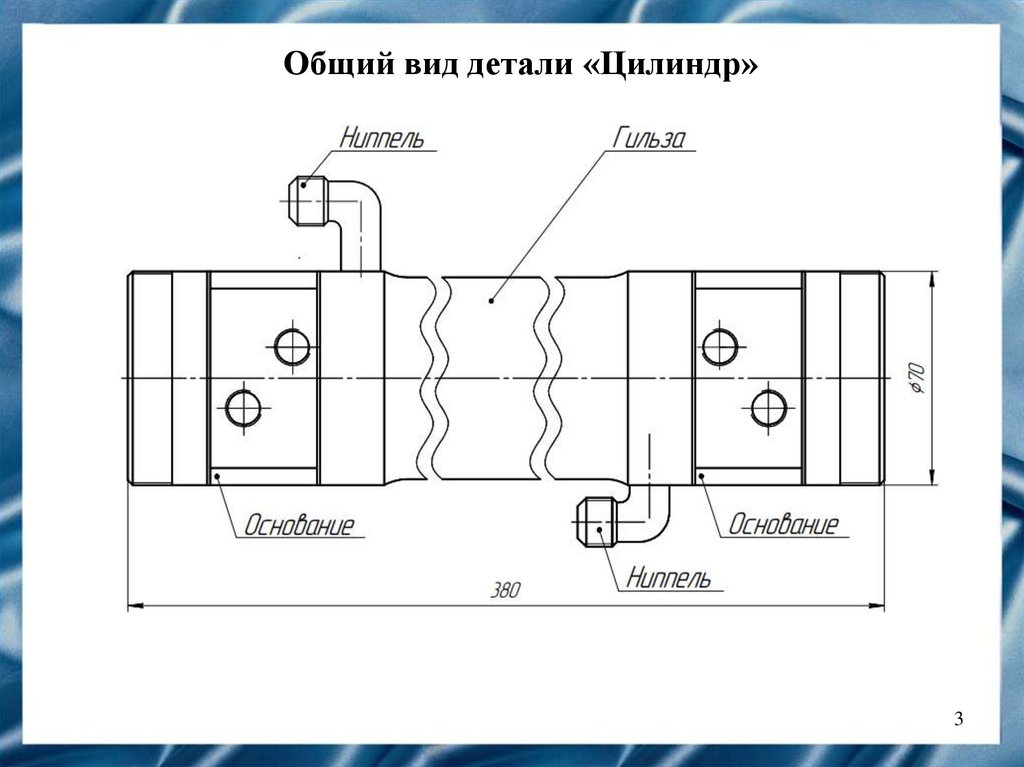
Общий вид детали «Цилиндр»3
4.
Деталь «Цилиндр»4
5.
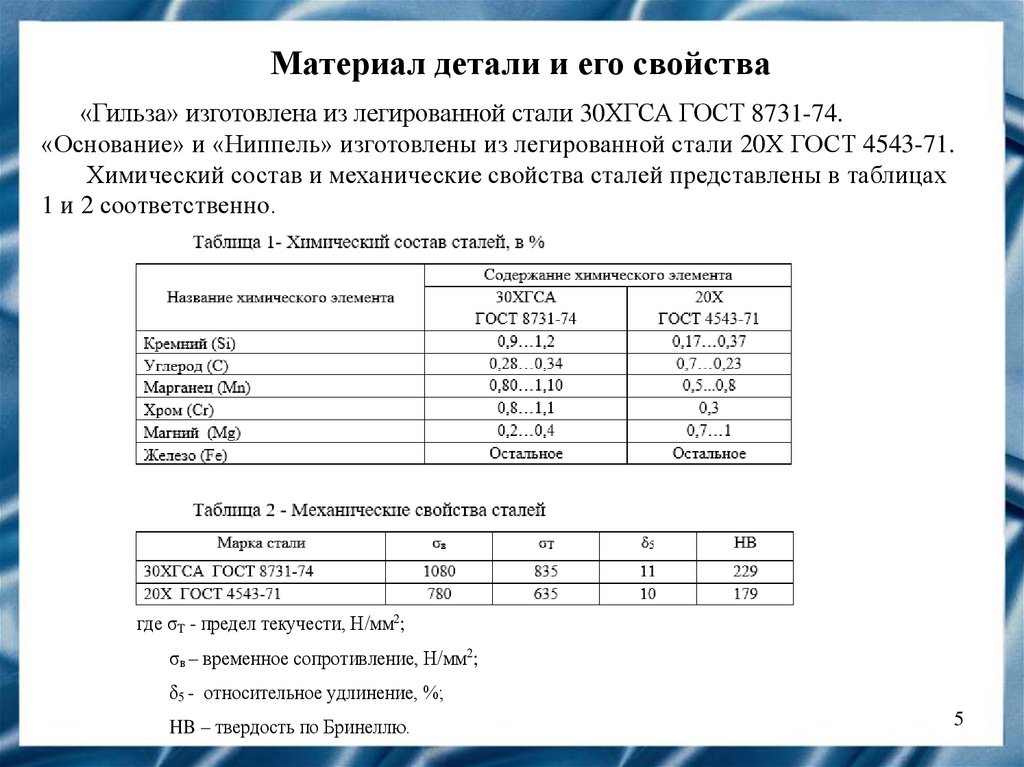
Материал детали и его свойства«Гильза» изготовлена из легированной стали 30ХГСА ГОСТ 8731-74.
«Основание» и «Ниппель» изготовлены из легированной стали 20Х ГОСТ 4543-71.
Химический состав и механические свойства сталей представлены в таблицах
1 и 2 соответственно.
где σТ - предел текучести, Н/мм2;
σв – временное сопротивление, Н/мм2;
δ5 - относительное удлинение, %;
HB – твердость по Бринеллю.
5
6.
Анализ технологичности конструкции деталиСогласно качественным и количественным показателям технологичности, данная
деталь достаточно технологична, обладает достаточной жёсткостью, имеет удобные,
то есть достаточно простые по форме и размерам поверхности для базирования.
6
7.
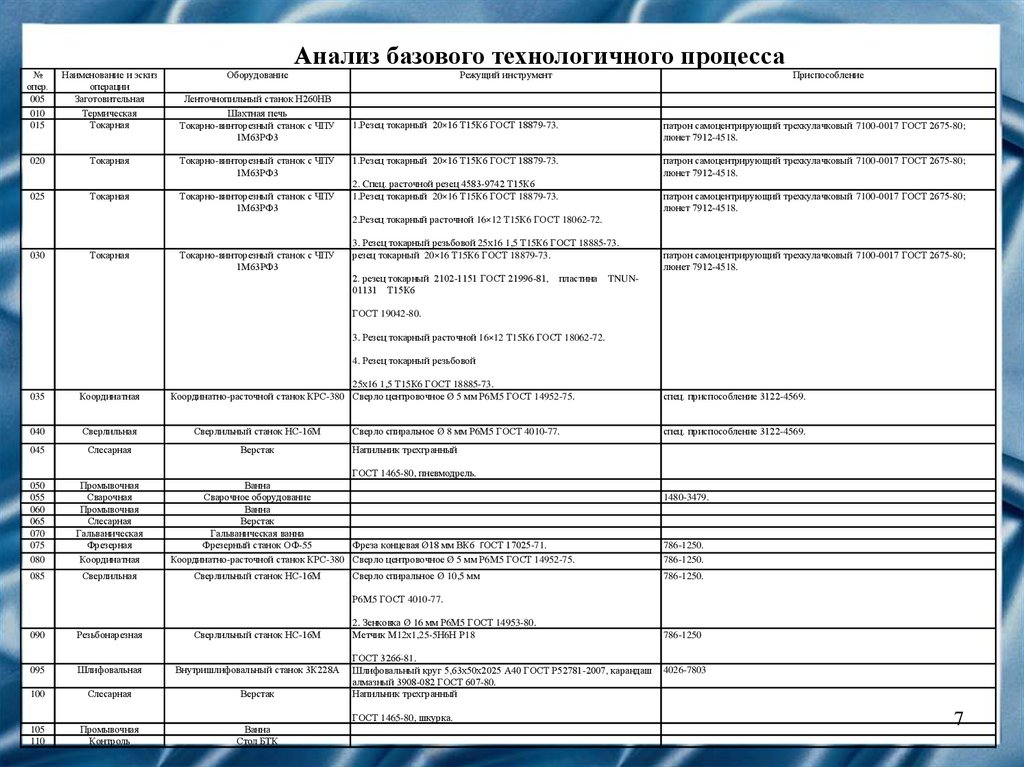
Анализ базового технологичного процессаОборудование
№
опер.
005
010
015
Наименование и эскиз
операции
Заготовительная
Термическая
Токарная
020
Токарная
Токарно-винторезный станок с ЧПУ
1М63РФ3
025
Токарная
Токарно-винторезный станок с ЧПУ
1М63РФ3
Ленточнопильный станок Н260НВ
Шахтная печь
Токарно-винторезный станок с ЧПУ
1М63РФ3
Режущий инструмент
Приспособление
1.Резец токарный 20×16 Т15К6 ГОСТ 18879-73.
патрон самоцентрирующий трехкулачковый 7100-0017 ГОСТ 2675-80;
люнет 7912-4518.
1.Резец токарный 20×16 Т15К6 ГОСТ 18879-73.
патрон самоцентрирующий трехкулачковый 7100-0017 ГОСТ 2675-80;
люнет 7912-4518.
2. Cпец. расточной резец 4583-9742 Т15К6
1.Резец токарный 20×16 Т15К6 ГОСТ 18879-73.
патрон самоцентрирующий трехкулачковый 7100-0017 ГОСТ 2675-80;
люнет 7912-4518.
2.Резец токарный расточной 16×12 Т15К6 ГОСТ 18062-72.
030
Токарная
Токарно-винторезный станок с ЧПУ
1М63РФ3
3. Резец токарный резьбовой 25х16 1,5 Т15К6 ГОСТ 18885-73.
резец токарный 20×16 Т15К6 ГОСТ 18879-73.
2. резец токарный 2102-1151 ГОСТ 21996-81,
01131 Т15К6
пластина
патрон самоцентрирующий трехкулачковый 7100-0017 ГОСТ 2675-80;
люнет 7912-4518.
TNUN-
ГОСТ 19042-80.
3. Резец токарный расточной 16×12 Т15К6 ГОСТ 18062-72.
4. Резец токарный резьбовой
25х16 1,5 Т15К6 ГОСТ 18885-73.
Координатно-расточной станок КРС-380 Сверло центровочное Ø 5 мм Р6М5 ГОСТ 14952-75.
035
Координатная
040
Сверлильная
Сверлильный станок НС-16М
045
Слесарная
Верстак
050
055
060
065
070
075
080
Промывочная
Сварочная
Промывочная
Слесарная
Гальваническая
Фрезерная
Координатная
085
Сверлильная
Cверло спиральное Ø 8 мм Р6М5 ГОСТ 4010-77.
спец. приспособление 3122-4569.
Напильник трехгранный
ГОСТ 1465-80, пневмодрель.
Ванна
Сварочное оборудование
Ванна
Верстак
Гальваническая ванна
Фрезерный станок ОФ-55
Фреза концевая Ø18 мм ВК6 ГОСТ 17025-71.
Координатно-расточной станок КРС-380 Сверло центровочное Ø 5 мм Р6М5 ГОСТ 14952-75.
Сверлильный станок НС-16М
спец. приспособление 3122-4569.
Сверло спиральное Ø 10,5 мм
1480-3479.
786-1250.
786-1250.
786-1250.
Р6М5 ГОСТ 4010-77.
090
Резьбонарезная
Сверлильный станок НС-16М
095
Шлифовальная
Внутришлифовальный станок 3К228А
100
Слесарная
Верстак
105
110
Промывочная
Контроль
Ванна
Стол БТК
2. Зенковка Ø 16 мм Р6М5 ГОСТ 14953-80.
Метчик М12х1,25-5Н6Н Р18
ГОСТ 3266-81.
Шлифовальный круг 5,63х50х2025 А40 ГОСТ Р52781-2007, карандаш
алмазный 3908-082 ГОСТ 607-80.
Напильник трехгранный
ГОСТ 1465-80, шкурка.
786-1250
4026-7803
7
8.
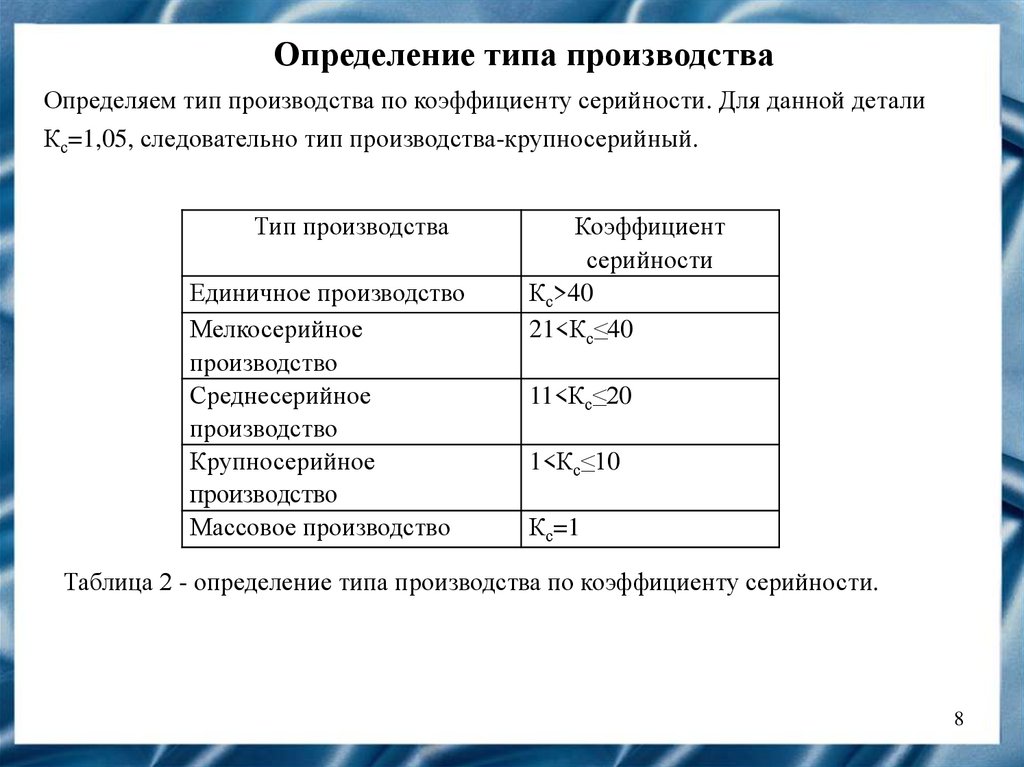
Определение типа производстваОпределяем тип производства по коэффициенту серийности. Для данной детали
Кс=1,05, следовательно тип производства-крупносерийный.
Тип производства
Единичное производство
Мелкосерийное
производство
Среднесерийное
производство
Крупносерийное
производство
Массовое производство
Коэффициент
серийности
Кс>40
21<Кс≤40
11<Кс≤20
1<Кс≤10
Кс=1
Таблица 2 - определение типа производства по коэффициенту серийности.
8
9.
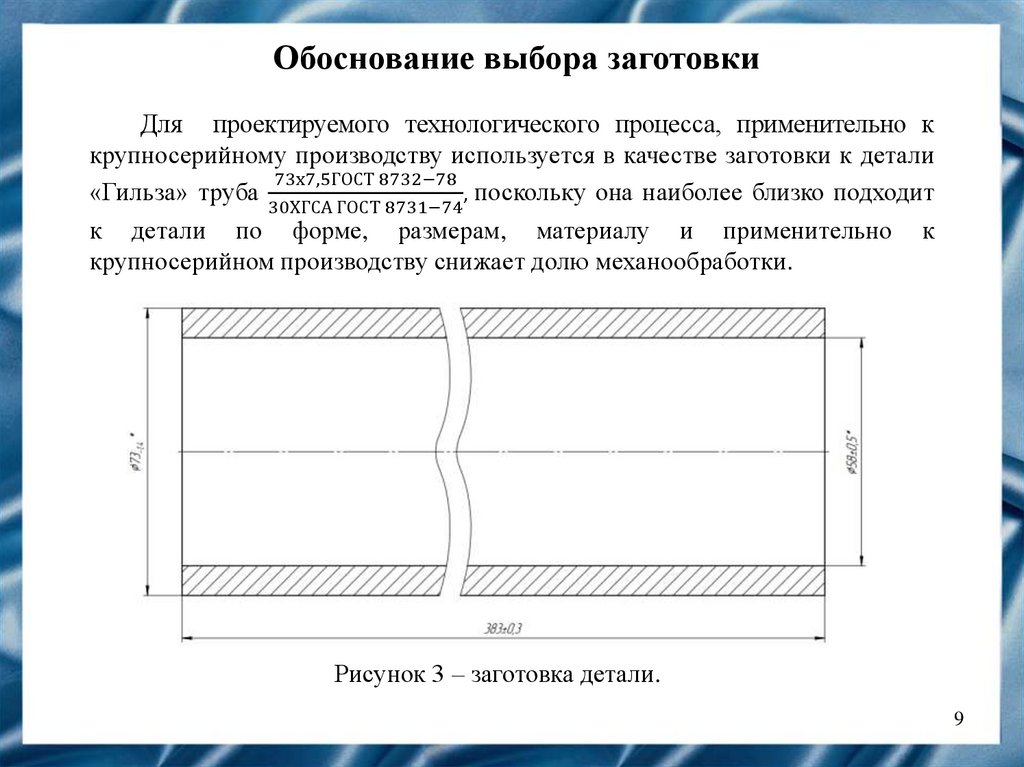
Обоснование выбора заготовкиДля проектируемого технологического процесса, применительно к
крупносерийному производству используется в качестве заготовки к детали
73х7,5ГОСТ 8732−78
«Гильза» труба 30ХГСА ГОСТ 8731−74, поскольку она наиболее близко подходит
к детали по форме, размерам, материалу и применительно к
крупносерийном производству снижает долю механообработки.
Рисунок 3 – заготовка детали.
9
10.
Мероприятия по совершенствованию ТП1.Объединение операций 035, 040 и 075, 080, 085, 090 в одну операцию.
2. Замена универсальных станков ОФ-55, КРС-380, НС-16М на станок с ЧПУ
HERMLE С22 (рис.3); Применение на слесарной операции вместо напильника
вибрационную машину ВМ-100 (рис.4) , а на моечных операциях вместо ванны
моечную машину Aqua Clean AS-100 (рис5.)
Рисунок 3 - станок
HERMLE С22
Рисунок 5 - Моечная
Рисунок 4 – Вибрационная
машина Aqua Clean AS-100
машина ВМ-100
3. Применение приспособлений с пневмозажимом в операциях № 035, 070.
4. Использование комбинированного инструмента сверло-зенковка.
5. Применение специального средства измерения – калибр расположения.
10
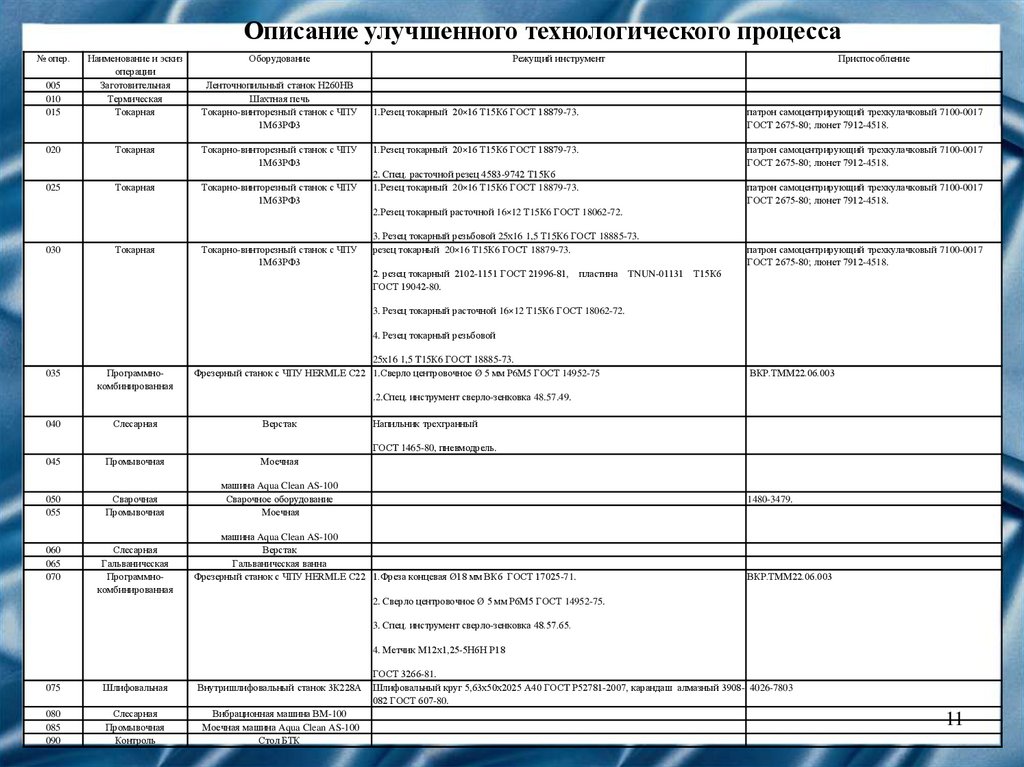
11.
Описание улучшенного технологического процесса№ опер.
005
010
015
Наименование и эскиз
операции
Заготовительная
Термическая
Токарная
Оборудование
020
Токарная
Токарно-винторезный станок с ЧПУ
1М63РФ3
025
Токарная
Токарно-винторезный станок с ЧПУ
1М63РФ3
Ленточнопильный станок Н260НВ
Шахтная печь
Токарно-винторезный станок с ЧПУ
1М63РФ3
Режущий инструмент
Приспособление
1.Резец токарный 20×16 Т15К6 ГОСТ 18879-73.
патрон самоцентрирующий трехкулачковый 7100-0017
ГОСТ 2675-80; люнет 7912-4518.
1.Резец токарный 20×16 Т15К6 ГОСТ 18879-73.
патрон самоцентрирующий трехкулачковый 7100-0017
ГОСТ 2675-80; люнет 7912-4518.
2. Cпец. расточной резец 4583-9742 Т15К6
1.Резец токарный 20×16 Т15К6 ГОСТ 18879-73.
патрон самоцентрирующий трехкулачковый 7100-0017
ГОСТ 2675-80; люнет 7912-4518.
2.Резец токарный расточной 16×12 Т15К6 ГОСТ 18062-72.
030
Токарная
Токарно-винторезный станок с ЧПУ
1М63РФ3
3. Резец токарный резьбовой 25х16 1,5 Т15К6 ГОСТ 18885-73.
резец токарный 20×16 Т15К6 ГОСТ 18879-73.
2. резец токарный 2102-1151 ГОСТ 21996-81,
ГОСТ 19042-80.
пластина
TNUN-01131
патрон самоцентрирующий трехкулачковый 7100-0017
ГОСТ 2675-80; люнет 7912-4518.
Т15К6
3. Резец токарный расточной 16×12 Т15К6 ГОСТ 18062-72.
4. Резец токарный резьбовой
035
Программнокомбинированная
25х16 1,5 Т15К6 ГОСТ 18885-73.
Фрезерный станок с ЧПУ HERMLE С22 1.Сверло центровочное Ø 5 мм Р6М5 ГОСТ 14952-75
ВКР.ТММ22.06.003
.2.Cпец. инструмент сверло-зенковка 48.57.49.
040
Слесарная
Верстак
045
Промывочная
Моечная
050
055
Сварочная
Промывочная
машина Aqua Clean AS-100
Сварочное оборудование
Моечная
060
065
070
Слесарная
Гальваническая
Программнокомбинированная
Напильник трехгранный
ГОСТ 1465-80, пневмодрель.
1480-3479.
машина Aqua Clean AS-100
Верстак
Гальваническая ванна
Фрезерный станок с ЧПУ HERMLE С22 1.Фреза концевая Ø18 мм ВК6 ГОСТ 17025-71.
ВКР.ТММ22.06.003
2. Cверло центровочное Ø 5 мм Р6М5 ГОСТ 14952-75.
3. Cпец. инструмент сверло-зенковка 48.57.65.
4. Метчик М12х1,25-5Н6Н Р18
075
Шлифовальная
Внутришлифовальный станок 3К228А
080
085
090
Слесарная
Промывочная
Контроль
Вибрационная машина ВМ-100
Моечная машина Aqua Clean AS-100
Стол БТК
ГОСТ 3266-81.
Шлифовальный круг 5,63х50х2025 А40 ГОСТ Р52781-2007, карандаш алмазный 3908- 4026-7803
082 ГОСТ 607-80.
11
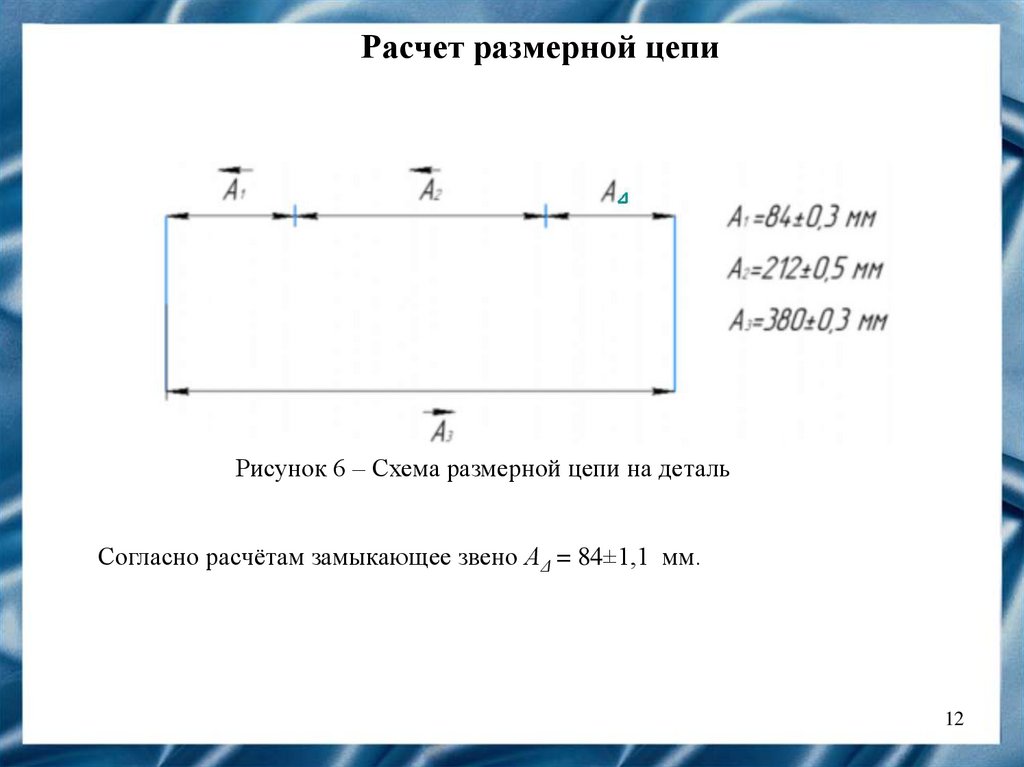
12.
Расчет размерной цепиРисунок 6 – Схема размерной цепи на деталь
Согласно расчётам замыкающее звено АΔ = 84±1,1 мм.
12
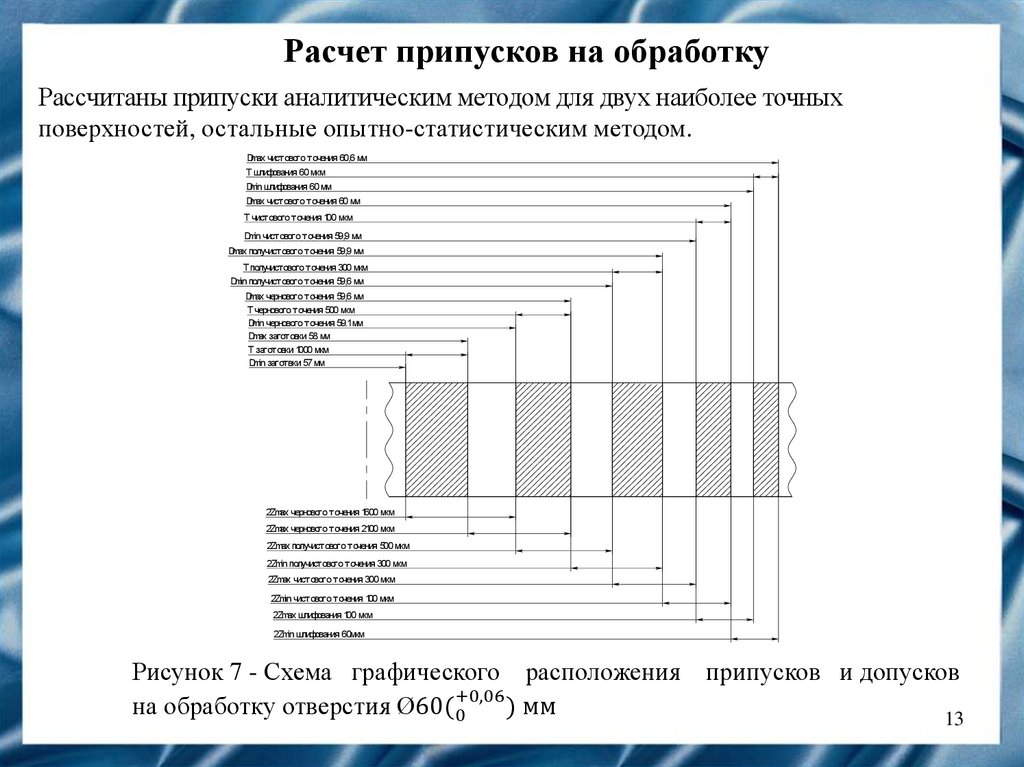
13.
Расчет припусков на обработкуРассчитаны припуски аналитическим методом для двух наиболее точных
поверхностей, остальные опытно-статистическим методом.
Dmax чистового точения 60,6 мм
T шлифования 60 мкм
Dmin шлифования 60 мм
Dmax чистового точения 60 мм
T чистового точения 100 мкм
Dmin чистового точения 59,9 мм
Dmax получистового точения 59,9 мм
T получистового точения 300 мкм
Dmin получистового точения 59,6 мм
Dmax чернового точения 59,6 мм
T чернового точения 500 мкм
Dmin чернового точения 59.1 мм
Dmax заготовки 58 мм
T заготовки 1000 мкм
Dmin заготвки 57 мм
2Zmax чернового точения 1600 мкм
2Zmax чернового точения 2100 мкм
2Zmax получистового точения 500 мкм
2Zmin получистового точения 300 мкм
2Zmax чистового точения 300 мкм
2Zmin чистового точения 100 мкм
2Zmax шлифования 100 мкм
2Zmin шлифования 60мкм
Рисунок 7 - Схема графического расположения припусков и допусков
на обработку отверстия Ø60(+0,06
) мм
0
13
14.
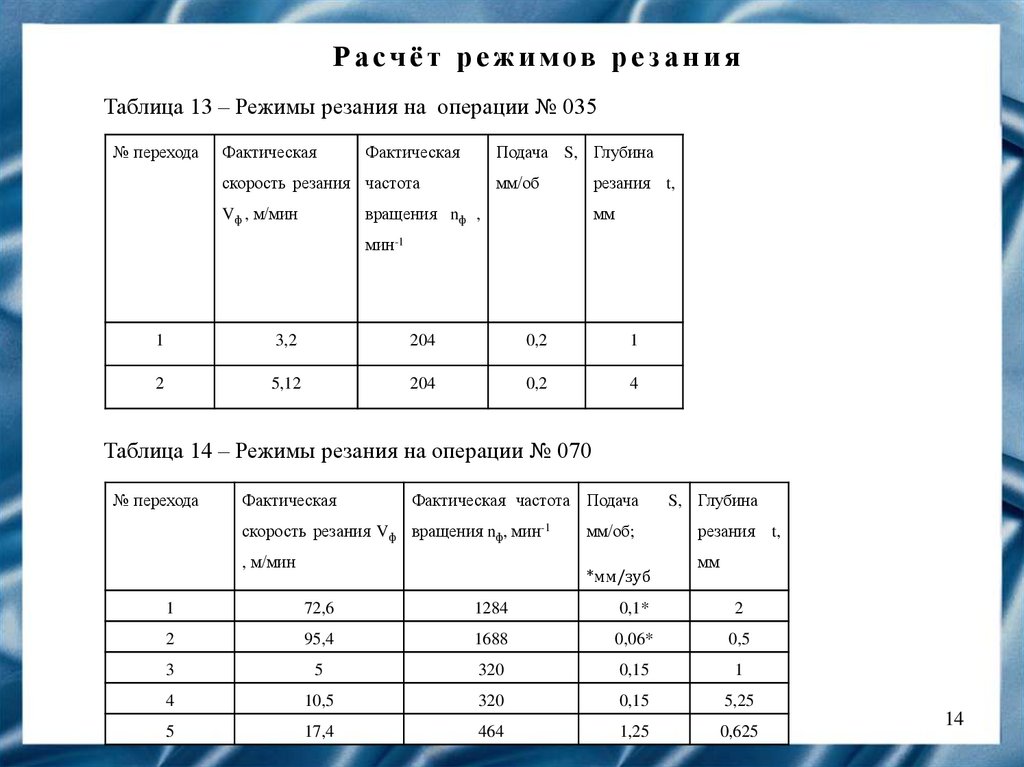
Расчёт режимов резанияТаблица 13 – Режимы резания на операции № 035
№ перехода
Фактическая
Фактическая
Подача S, Глубина
скорость резания частота
Vф , м/мин
мм/об
резания t,
вращения nф ,
мм
мин-1
1
3,2
204
0,2
1
2
5,12
204
0,2
4
Таблица 14 – Режимы резания на операции № 070
№ перехода
Фактическая
Фактическая частота Подача
скорость резания Vф вращения nф, мин-1
, м/мин
мм/об;
*мм/зуб
S, Глубина
резания
t,
мм
1
72,6
1284
0,1*
2
2
95,4
1688
0,06*
0,5
3
5
320
0,15
1
4
10,5
320
0,15
5,25
5
17,4
464
1,25
0,625
14
15.
Нормирование операцийБазовый технологический процесс
Оборудование
Предлагаемый технологический процесс
№
Наименование
Тшт, мин.
Операции
операции
1
005
2
Заготовительная
3
Н260НВ
4
2
010
Термическая
Шахтная печь
015
Токарная
020
№
Наименование операции
Оборудование
Тшт, мин.
5
005
6
Заготовительная
7
Н260НВ
8
2
15
010
Термическая
Шахтная печь
15
1М63РФ3
5,2
015
Токарная
1М63РФ3
5,2
Токарная
1М63РФ3
8,5
020
Токарная
1М63РФ3
8,5
025
Токарная
1М63РФ3
10,4
025
Токарная
1М63РФ3
10,4
030
Токарная
1М63РФ3
11
030
Токарная
1М63РФ3
11
035
Координатная
КРС-380
21
035
HERMLE С22
4,7
040
Сверлильная
НС-16М
6
040
Программнокомбинированная
Слесарная
Верстак
5,4
045
Слесарная
Верстак
5,4
045
Промывочная
Aqua Clean AS-100
1,5
050
Промывочная
Ванна
4,5
050
Сварочная
Сварочное оборудование
25
055
Сварочная
Сварочное
оборудование
25
055
Промывочная
Aqua Clean AS-100
1,5
060
Промывочная
Ванна
4,5
060
Слесарная
Верстак
3,8
Операции
065
Слесарная
Верстак
3,8
065
Гальваническая
Гальваническая ванна
12
070
Гальваническая
Гальваническая
ванна
12
070
Програмнокомбинированная
HERMLE С22
13,2
075
Фрезерная
ОФ-55
14
075
Шлифовальная
3К228А
13
1
2
3
4
5
6
7
8
080
Координатная
КРС-380
16,5
080
Слесарная
ВМ-100
2
085
Сверлильная
НС-16М
5,4
085
Промывочная
Aqua Clean AS-100
1,5
090
Резьбонарезная
НС-16М
7
090
Контроль
Стол БТК
22
095
Шлифовальная
3К228А
13
100
Слесарная
Верстак
9
105
Промывочная
Ванна
4,5
110
Контроль
Стол БТК
22
Итого:
225,7 мин
15
Итого:
157,7мин
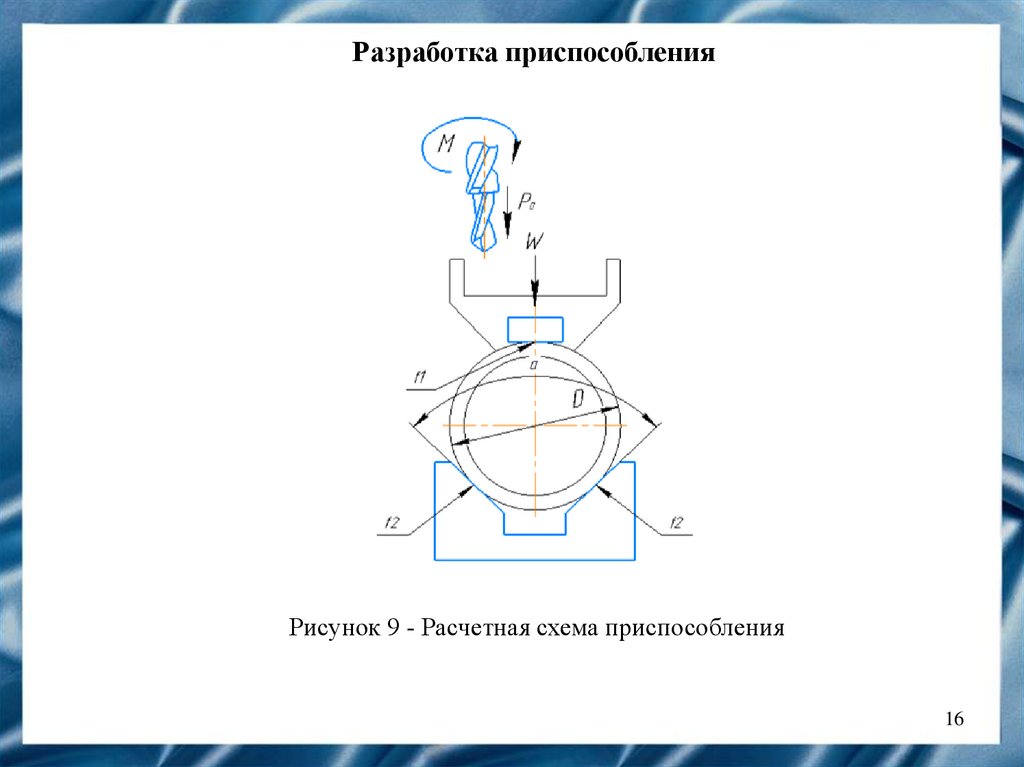
16.
Разработка приспособленияРисунок 9 - Расчетная схема приспособления
16
17.
ЗаключениеВ ходе выполнения выпускной квалификационной работы, в соответствии с
заданием были выполнены следующие работы:
1. Проведён анализ конструкции корпуса.
2. Выполнены необходимые расчёты.
3. Разработана улучшенная конструкция детали “Корпус”.
4. Разработано приспособление для завальцовки патронов.
5. Разработан технологический процесс изготовления детали “Корпус”.
17
18.
Спасибо за внимание!18