 Промышленность
ПромышленностьПохожие презентации:






")



Электроды для ручной дуговой сварки
1.
ФГБОУ ВО Алчевскийстроительный колледж «ДонГТУ»
Электроды для ручной дуговой
сварки
Составил: преподаватель
высшей категории Боровик В.А.
2.
Сварочные электродыВпервые, сварочный электрод появился в 1802 году. Русский
исследователь Василий Владимирович Петров производил
опыты с электрической дугой. В своих экспериментах ученый
использовал угольные электроды и электроды из металла.
Петров описал, как расплавляется под действием дуги
металлическая проволока, то есть принцип, на котором основана
сварка плавящимся электродом. Покрывать электроды впервые
предложил Оскар Кьельберг, шведский изобретатель и
бизнесмен. Он был основателем и владельцем фирмы ESAB,
которая на тот момент использовала технологии сварки в
кораблестроении. Именно изобретение электродов с покрытием
позволило электродуговой сварке занять важное место в
промышленности.
С тех пор многое изменилось, появились новые виды и марки.
Сварочный электрод является самым распространённым
материалом. Каждая марка электрода обладает своими
свойствами. Всегда нужно помнить, что для каждого вида
материала, следует выбирать специальный электрод.
3.
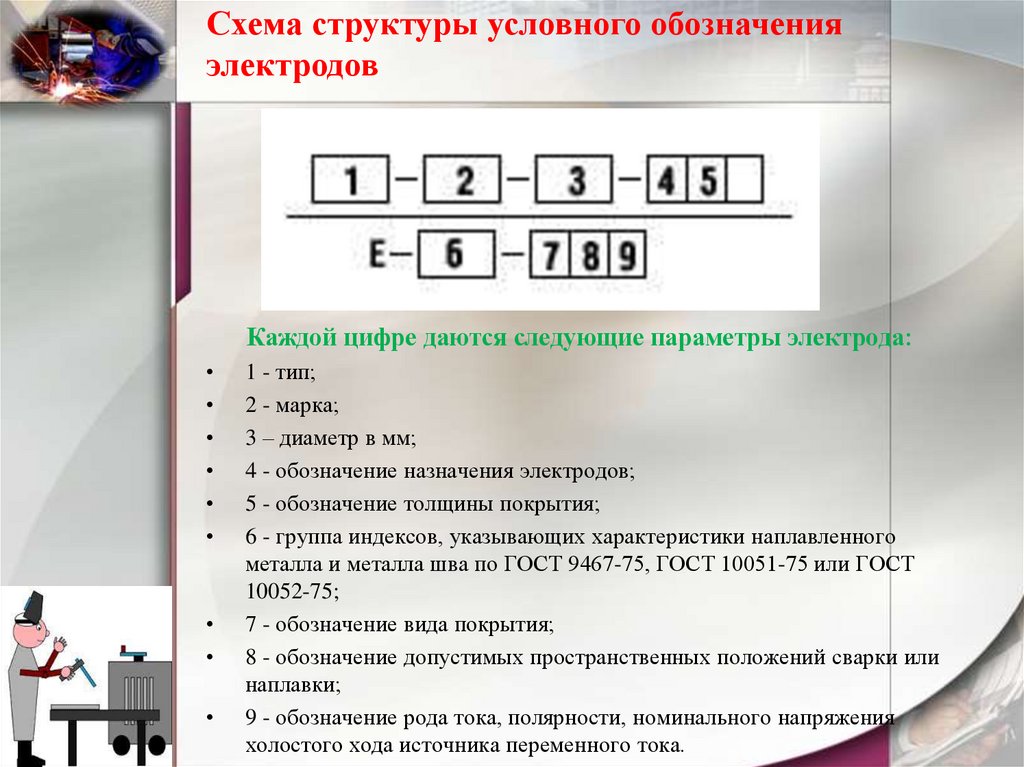
Схема структуры условного обозначенияэлектродов
Каждой цифре даются следующие параметры электрода:
1 - тип;
2 - марка;
3 – диаметр в мм;
4 - обозначение назначения электродов;
5 - обозначение толщины покрытия;
6 - группа индексов, указывающих характеристики наплавленного
металла и металла шва по ГОСТ 9467-75, ГОСТ 10051-75 или ГОСТ
10052-75;
7 - обозначение вида покрытия;
8 - обозначение допустимых пространственных положений сварки или
наплавки;
9 - обозначение рода тока, полярности, номинального напряжения
холостого хода источника переменного тока.
4.
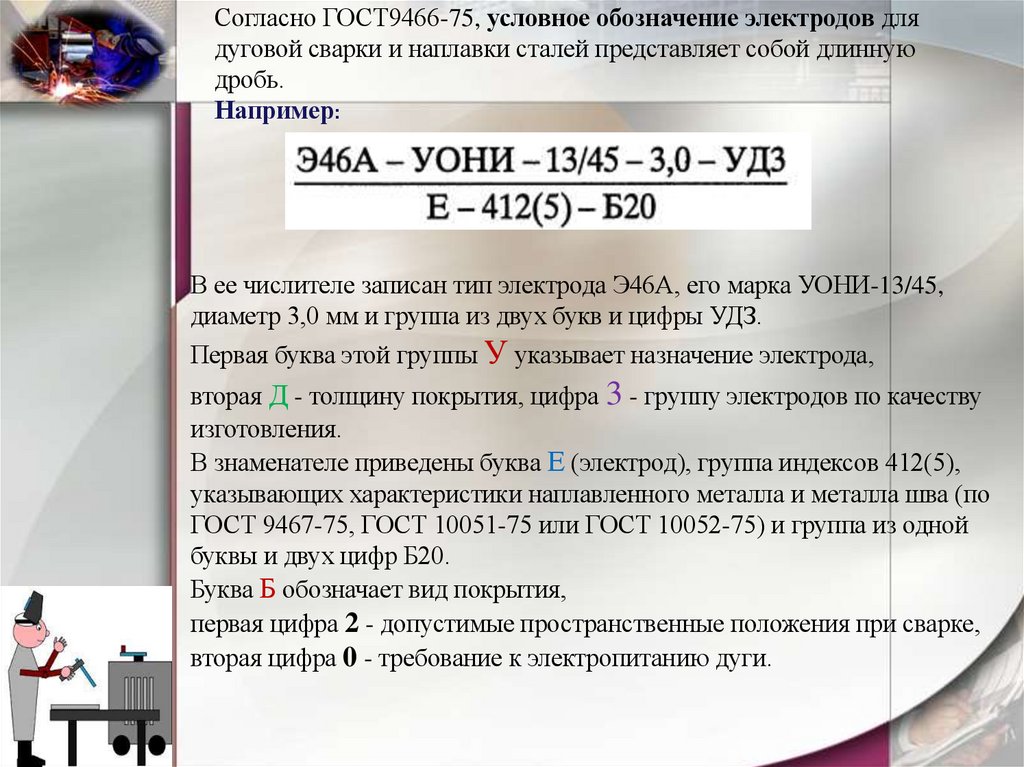
Согласно ГОСТ9466-75, условное обозначение электродов длядуговой сварки и наплавки сталей представляет собой длинную
дробь.
Например:
В ее числителе записан тип электрода Э46А, его марка УОНИ-13/45,
диаметр 3,0 мм и группа из двух букв и цифры УДЗ.
Первая буква этой группы У указывает назначение электрода,
вторая Д - толщину покрытия, цифра 3 - группу электродов по качеству
изготовления.
В знаменателе приведены буква Е (электрод), группа индексов 412(5),
указывающих характеристики наплавленного металла и металла шва (по
ГОСТ 9467-75, ГОСТ 10051-75 или ГОСТ 10052-75) и группа из одной
буквы и двух цифр Б20.
Буква Б обозначает вид покрытия,
первая цифра 2 - допустимые пространственные положения при сварке,
вторая цифра 0 - требование к электропитанию дуги.
5.
Шифр буквыназначения электродов
•У - для конструкционных сталей с временным
сопротивлением разрыву
<600 МПа (60кгс/мм2);
•Л - для легированных конструкционных
сталей с
>600 МПа (60кгс/мм2);
•Т - для теплоустойчивых легированных
сталей;
•В - для высоколегированных сталей;
•Н - для наплавки.
6.
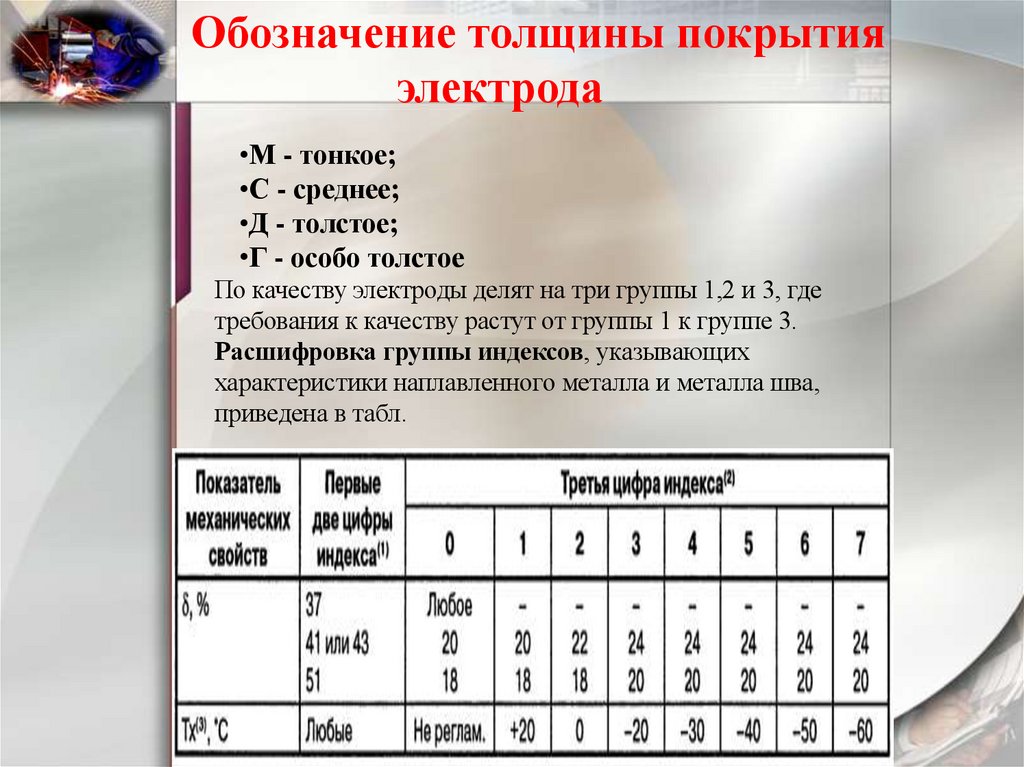
Обозначение толщины покрытияэлектрода
•М - тонкое;
•С - среднее;
•Д - толстое;
•Г - особо толстое
По качеству электроды делят на три группы 1,2 и 3, где
требования к качеству растут от группы 1 к группе 3.
Расшифровка группы индексов, указывающих
характеристики наплавленного металла и металла шва,
приведена в табл.
7.
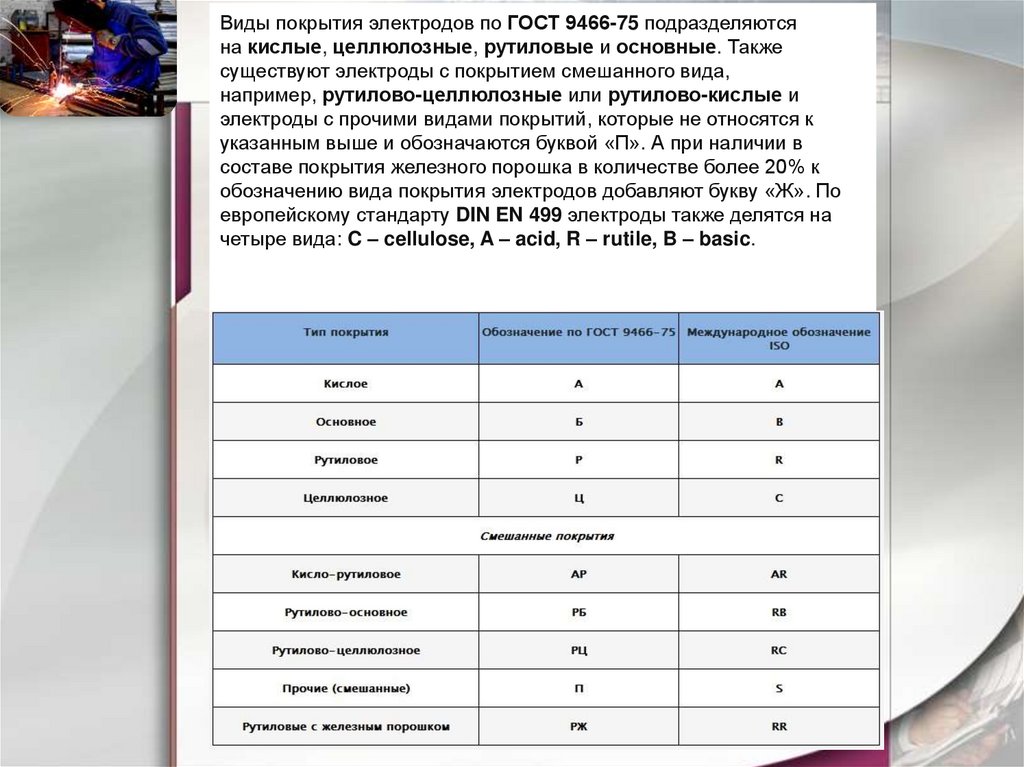
Виды покрытия электродов по ГОСТ 9466-75 подразделяютсяна кислые, целлюлозные, рутиловые и основные. Также
существуют электроды с покрытием смешанного вида,
например, рутилово-целлюлозные или рутилово-кислые и
электроды с прочими видами покрытий, которые не относятся к
указанным выше и обозначаются буквой «П». А при наличии в
составе покрытия железного порошка в количестве более 20% к
обозначению вида покрытия электродов добавляют букву «Ж». По
европейскому стандарту DIN EN 499 электроды также делятся на
четыре вида: C – cellulose, A – acid, R – rutile, B – basic.
8.
Обозначение видов покрытия•А - кислое;
•Б - основное;
•Р - рутиловое;
•Ц - целлюлозное;
•П - прочие виды покрытия;
•Ж - с содержанием в покрытие >20%
железного порошка.
Смешанные покрытия обозначают двумя
буквами.
9.
Рутиловое покрытие (Р)Рутиловые электроды для сварки считаются наиболее
востребованными на рынке. Шлаковую основу покрытия составляет
природный рутиловый концентрат. Эти стержни экологичны и просты в
использовании, поэтому подойдут для работы как в промышленных
условиях, так и для бытовых нужд. Электроды с рутиловым покрытием
преимущественно используют для вертикальной сварки и соединения
тонких металлических пластин.
Преимущества:
•Быстрое разжигание дуги и возможность повторного зажигания;
•Тонкий эстетичный шов, который не сгибается при эксплуатации;
•Легкость отделения шлака;
•Возможность осуществлять сварочные работы даже в условиях
повышенной влажности;
•Возможность повторного использования без удаления нагара, что
требуется при работе с другими покрытыми электродами;
•Экологичность состава покрытия позволяет проводить сварочные
работы в закрытых пространствах.
Недостатки:
•Возможность работы с ограниченным количеством металлов.
Например, рутиловые электроды не подойдут для сварки
высокоуглеродистых сталей. Дело в том, что осуществлении сварки
сталей с высоким содержанием углерода выделяется большое
количество водорода, что делает шов пористым и хрупким.
•При повышении напряжения тока свойства сварки могут ухудшиться.
10.
Основное покрытие (Б)Шлаковая основа электродов с основным покрытием состоит из карбоната
кальция и магния, а также плавиковых шпат, поэтому такие стержни
называет фтористо-кальциевыми. Особенности химического соединения
покрытия обеспечивают высокий коэффициент щелочности
образующихся шлаков, а также создают газозащитную среду, которая не
сопровождается выделением водорода. Это отличает основные электроды
от рутиловых и дает первым существенное преимущество при сварке
высоколегированных сталей. Основное покрытие отлично подойдет для
соединения жестких конструкций, а также для сварки трубопроводов.
Преимущества:
Высокие показатели пластичности и ударной вязкости;
Малая окислистельная способность;
Возможность формировать швы любого пространственного положения.
Недостатки:
Повышенная чувствительность к влаге. Из-за этого сварочные электроды
с основным покрытием рекомендуется хранить в сухом месте;
Наименьшая стабильность горения дуги из всех покрытых электродов.
Из-за этого при сварке основными электродами не рекомендуется
использовать переменный ток;
Удлинение дуги может привести к появлению пор в готовом сварочном
шве.
Есть риск образования пор в швах при наличии ржавчины или окалины на
свариваемой поверхности металла.
11.
Кислое покрытие (А)Шлаковая основа ММА-электродов с кислым покрытием содержит в
составе марганцевые и железные окислы, а также кремнеземы и окислы
титана. Благодаря этому на месте сварки выделяется значительное
количество кислорода, что способствует увеличению текучести сплава.
Однако важно помнить, что активное выделение кислорода также
приводит к потере легирующих компонентов в металле сварочного шва. В
связи с этим, кислые электроды применяют только для низкоуглеродистых
сталей.
Электроды с кислым покрытием активно используются в сфере
строительства при сварке поверхностей, пораженных ржавчиной и
окалиной. Кроме того, отсутствие высоких требований к качеству шва, а
также отсутствие необходимости в предварительной подготовке
материалов делают эти стержни хорошим вариантом для домашнего
использования. Преимущества
Легкость зажигания и стабильность горения дуги;
Возможность проведения сварочных работ со ржавыми металлами;
Ровный шов;
Легкость в отделении шлака.
Недостатки:
Токсичность;
Сильное разбрызгивание металла в процессе сварки;
Низкая степень ударной вязкости шва;
Ограниченность сферы применения.
12.
Целлюлозное покрытие (Ц)Шлаковую основу целлюлозных электродов составляют органические
элементы, поэтому они выделяют намного меньше токсичных веществ
при использовании. Электроды с целлюлозным покрытием предназначены
для сварки низкоуглеродистых сталей высокой и средней легированности.
Целлюлозными стержнями можно варить в любом пространственном
положении, в том числе и по вертикали сверху вниз. Они широко
применяются для сварки труб, которые работают в условиях высоких
температур.
Преимущества:
Широкая сфера применения;
Возможность варить в любом пространственном положении;
Легкость в отделении шлака;
Повышенная прочность шва.
Недостатки:
Необходимость в дополнительной шлифовке поверхности после
проведения работ;
Сильное разбрызгивание металла;
Пониженная пластичность шва.
Также существуют электроды с покрытием смешанного типа. Оно
обозначается буквой П (Прочее). В своем составе такая обмазка содержит
элементы, составляющие основу двух базовых покрытий.
Так выделяют:
Кислотно-рутиловое покрытие;
Рутилово-целлюлозное покрытие;
Рутилово-основное покрытие.
13.
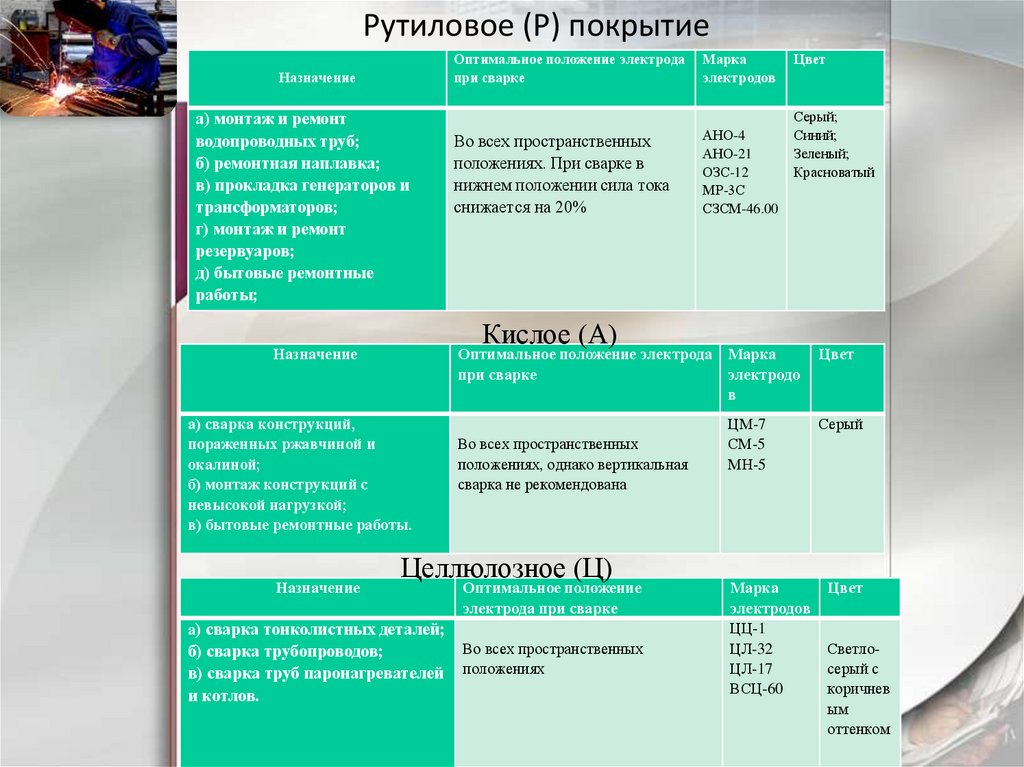
Рутиловое (Р) покрытиеНазначение
а) монтаж и ремонт
водопроводных труб;
б) ремонтная наплавка;
в) прокладка генераторов и
трансформаторов;
г) монтаж и ремонт
резервуаров;
д) бытовые ремонтные
работы;
Марка
электродов
Во всех пространственных
положениях. При сварке в
нижнем положении сила тока
снижается на 20%
АНО-4
АНО-21
ОЗС-12
МР-3С
СЗСМ-46.00
Цвет
Серый;
Синий;
Зеленый;
Красноватый
Кислое (А)
Назначение
Оптимальное положение электрода Марка
при сварке
электродо
в
а) сварка конструкций,
пораженных ржавчиной и
окалиной;
б) монтаж конструкций с
невысокой нагрузкой;
в) бытовые ремонтные работы.
Назначение
Оптимальное положение электрода
при сварке
Во всех пространственных
положениях, однако вертикальная
сварка не рекомендована
Целлюлозное (Ц)
Оптимальное положение
электрода при сварке
а) сварка тонколистных деталей;
б) сварка трубопроводов;
в) сварка труб паронагревателей
и котлов.
Во всех пространственных
положениях
Цвет
ЦМ-7
СМ-5
МН-5
Серый
Марка
электродов
ЦЦ-1
ЦЛ-32
ЦЛ-17
ВСЦ-60
Цвет
Светлосерый с
коричнев
ым
оттенком
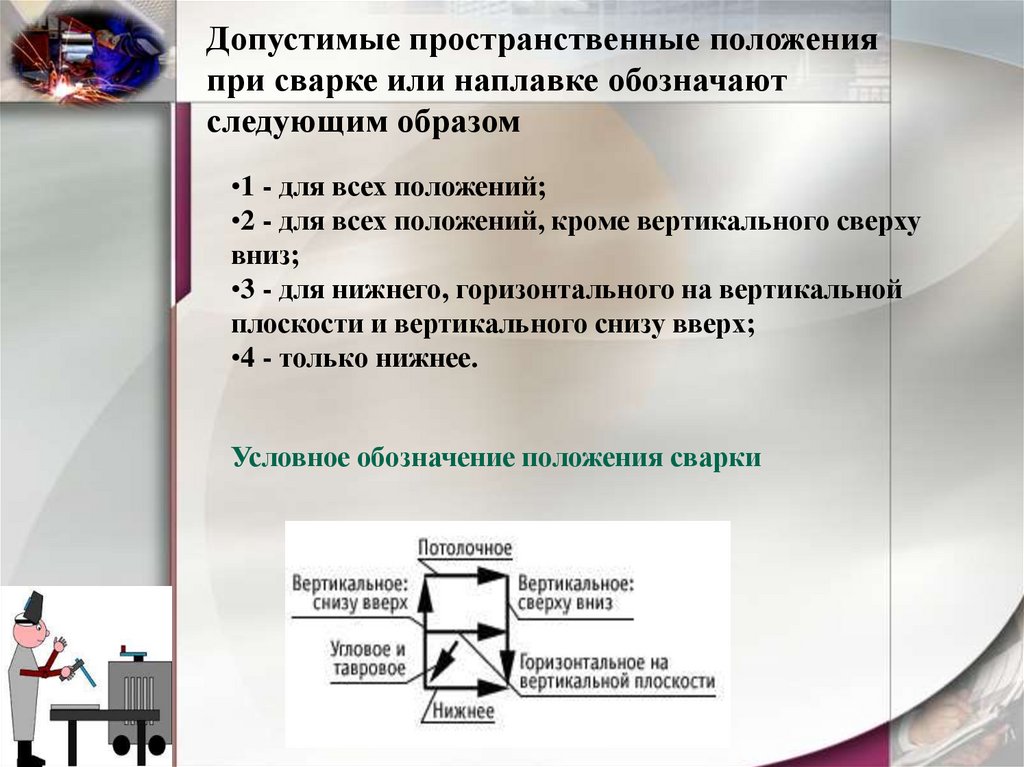
14.
Допустимые пространственные положенияпри сварке или наплавке обозначают
следующим образом
•1 - для всех положений;
•2 - для всех положений, кроме вертикального сверху
вниз;
•3 - для нижнего, горизонтального на вертикальной
плоскости и вертикального снизу вверх;
•4 - только нижнее.
Условное обозначение положения сварки
15.
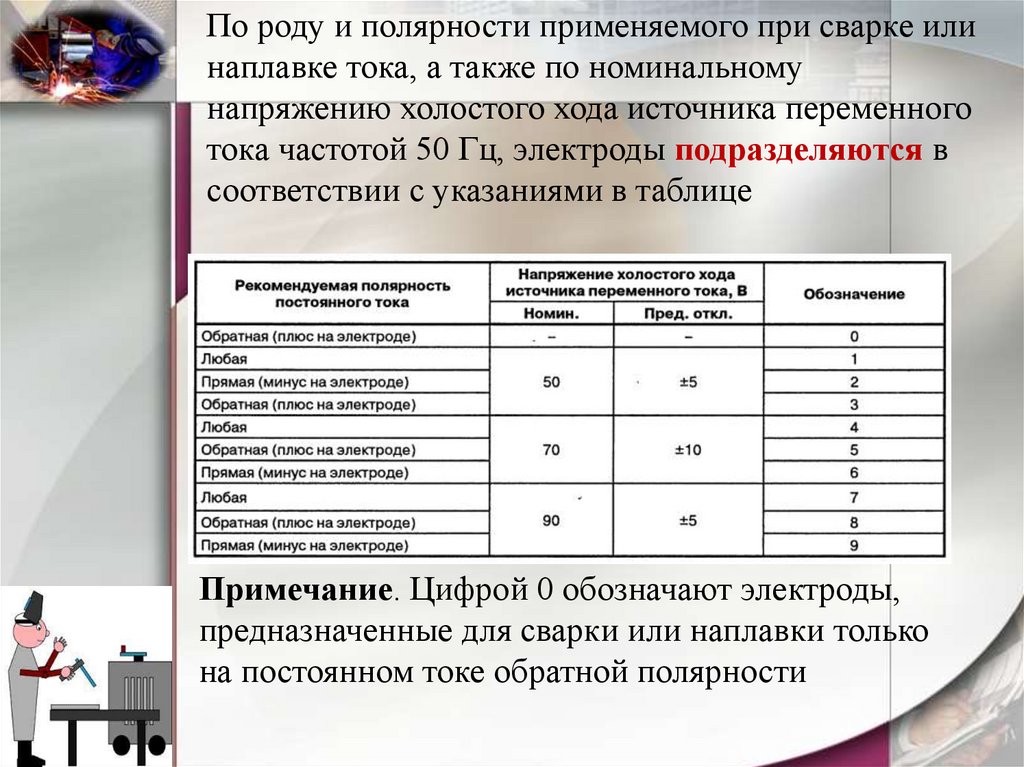
По роду и полярности применяемого при сварке илинаплавке тока, а также по номинальному
напряжению холостого хода источника переменного
тока частотой 50 Гц, электроды подразделяются в
соответствии с указаниями в таблице
Примечание. Цифрой 0 обозначают электроды,
предназначенные для сварки или наплавки только
на постоянном токе обратной полярности
16.
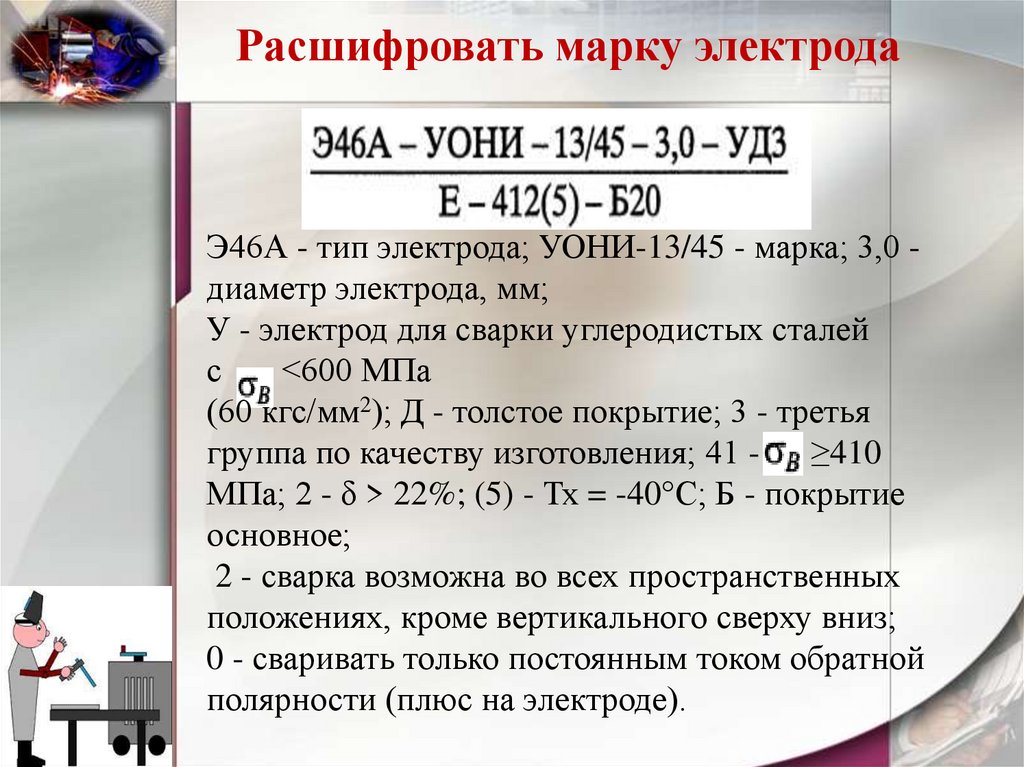
Расшифровать марку электродаЭ46А - тип электрода; УОНИ-13/45 - марка; 3,0 диаметр электрода, мм;
У - электрод для сварки углеродистых сталей
с
<600 МПа
(60 кгс/мм2); Д - толстое покрытие; 3 - третья
группа по качеству изготовления; 41 ≥410
МПа; 2 - δ > 22%; (5) - Тх = -40°С; Б - покрытие
основное;
2 - сварка возможна во всех пространственных
положениях, кроме вертикального сверху вниз;
0 - сваривать только постоянным током обратной
полярности (плюс на электроде).
17.
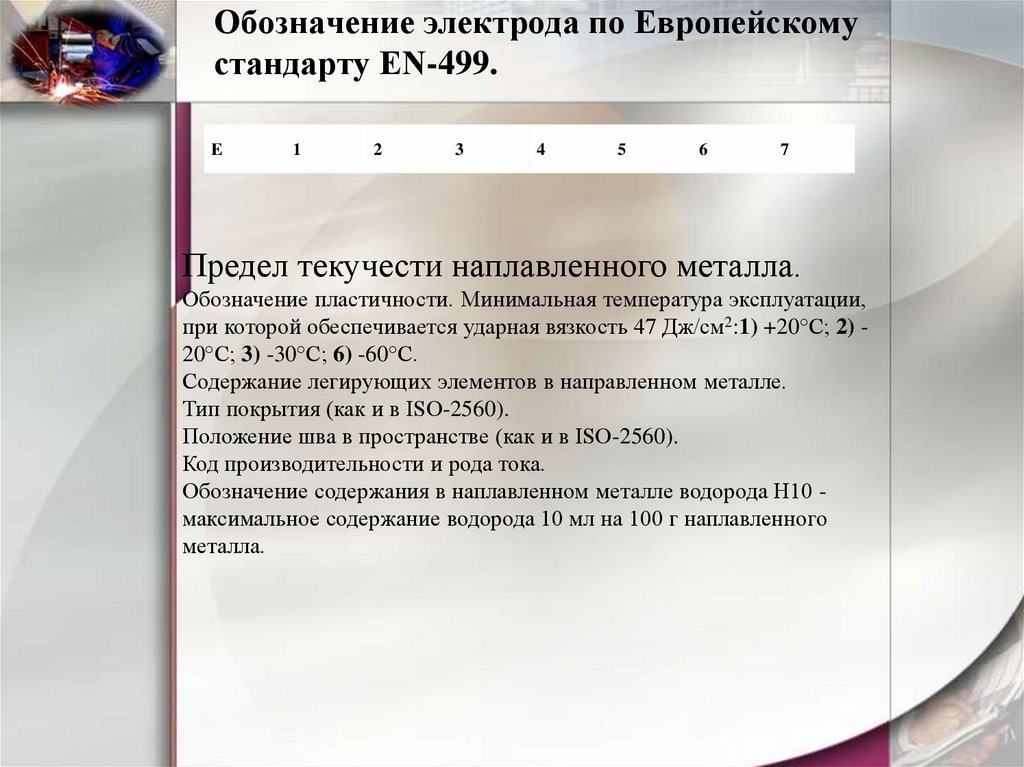
Обозначение электрода по Европейскомустандарту EN-499.
E
1
2
3
4
5
6
7
Предел текучести наплавленного металла.
Обозначение пластичности. Минимальная температура эксплуатации,
при которой обеспечивается ударная вязкость 47 Дж/см2:1) +20°С; 2) 20°С; 3) -30°С; 6) -60°С.
Содержание легирующих элементов в направленном металле.
Тип покрытия (как и в ISO-2560).
Положение шва в пространстве (как и в ISO-2560).
Код производительности и рода тока.
Обозначение содержания в наплавленном металле водорода H10 максимальное содержание водорода 10 мл на 100 г наплавленного
металла.
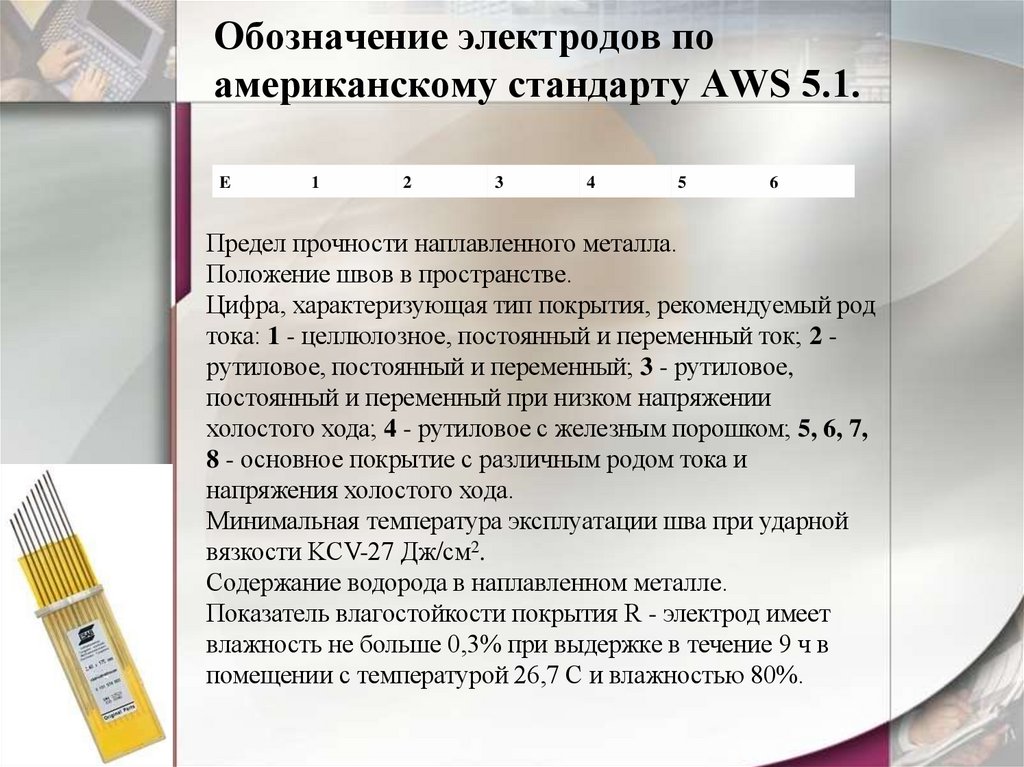
18.
Обозначение электродов поамериканскому стандарту AWS 5.1.
E
1
2
3
4
5
6
Предел прочности наплавленного металла.
Положение швов в пространстве.
Цифра, характеризующая тип покрытия, рекомендуемый род
тока: 1 - целлюлозное, постоянный и переменный ток; 2 рутиловое, постоянный и переменный; 3 - рутиловое,
постоянный и переменный при низком напряжении
холостого хода; 4 - рутиловое с железным порошком; 5, 6, 7,
8 - основное покрытие с различным родом тока и
напряжения холостого хода.
Минимальная температура эксплуатации шва при ударной
вязкости KCV-27 Дж/см2.
Содержание водорода в наплавленном металле.
Показатель влагостойкости покрытия R - электрод имеет
влажность не больше 0,3% при выдержке в течение 9 ч в
помещении с температурой 26,7 С и влажностью 80%.