






















 Промышленность
ПромышленностьПохожие презентации:










Разработка технологических маршрутов и расчет трудоемкости изготовления деталей корпуса
1.
Кафедра технологии судостроенияПрактическая работа №4
Тема: «Разработка технологических маршрутов и расчет
трудоемкости изготовления деталей корпуса»
2.
Общие положенияЦель работы:
изучить классификацию деталей корпуса по
технологическим группам обработки;
получить навыки в составлении технологических
маршрутов изготовления конкретных деталей корпуса;
ознакомиться с нормативами времени на изготовление
деталей корпуса и получить навыки нормирования по ним.
3.
Общие положенияТехнологический процесс - часть производственного процесса,
содержащая действия, направленные на изменения качественного
состояния объекта производства.
Производственный процесс – совокупность действий людей и орудий
труда, направленных на превращение материалов и полуфабрикатов в
законченную продукцию – предмет производства.
Технологический процесс бывает основным и вспомогательным.
Технологический процесс
Операции
Технологические переходы
Технологические комплексы приемов (ТКП)
Приемы
4.
Общие положенияТехнологический процесс
Операции
Технологические переходы
Технологические комплексы приемов (ТКП)
Приемы
Операция - законченная часть технологического процесса, выполняемая на
одном рабочем месте неизменными исполнителями.
Технологический переход – часть операции, выполняемая одним и тем же
инструментом при постоянном режиме работы человека или оборудования.
ТКП - объединение нескольких последовательных приемов, обеспечивающих
достижение определенной технологической цели (например установить,
ориентировать, проверить, прихватить).
Прием – действия и движения рабочего.
5.
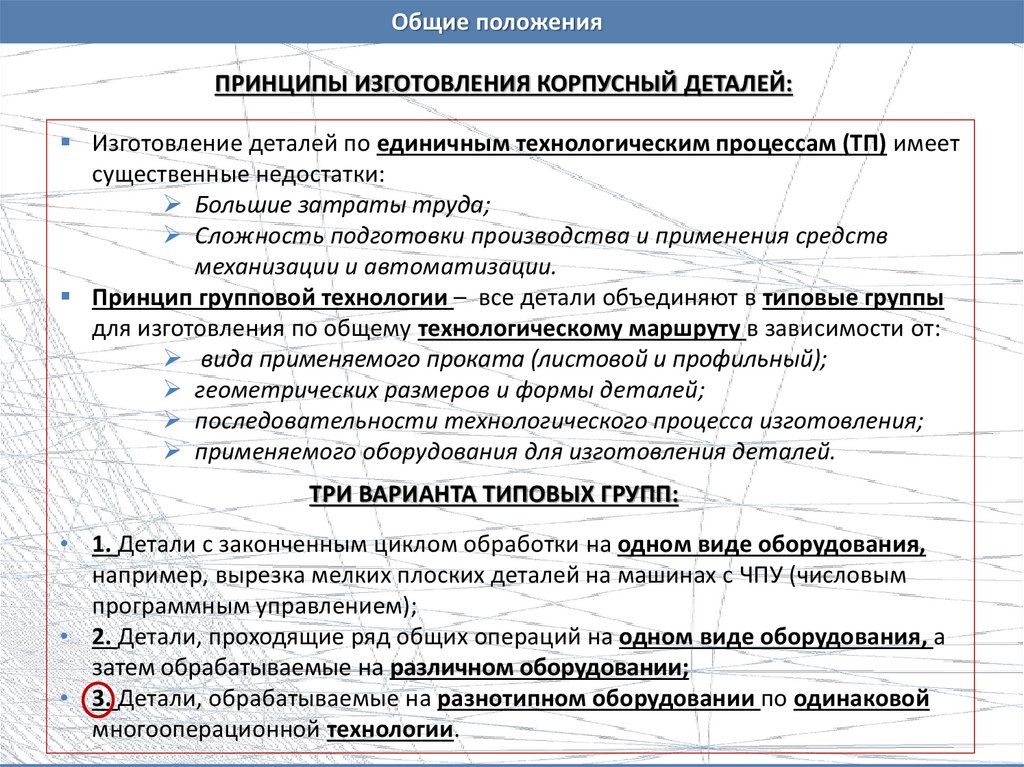
Общие положенияПРИНЦИПЫ ИЗГОТОВЛЕНИЯ КОРПУСНЫЙ ДЕТАЛЕЙ:
Изготовление деталей по единичным технологическим процессам (ТП) имеет
существенные недостатки:
Большие затраты труда;
Сложность подготовки производства и применения средств
механизации и автоматизации.
Принцип групповой технологии – все детали объединяют в типовые группы
для изготовления по общему технологическому маршруту в зависимости от:
вида применяемого проката (листовой и профильный);
геометрических размеров и формы деталей;
последовательности технологического процесса изготовления;
применяемого оборудования для изготовления деталей.
ТРИ ВАРИАНТА ТИПОВЫХ ГРУПП:
• 1. Детали с законченным циклом обработки на одном виде оборудования,
например, вырезка мелких плоских деталей на машинах с ЧПУ (числовым
программным управлением);
• 2. Детали, проходящие ряд общих операций на одном виде оборудования, а
затем обрабатываемые на различном оборудовании;
• 3. Детали, обрабатываемые на разнотипном оборудовании по одинаковой
многооперационной технологии.
6.
Общие положенияПРИНЦИПЫ ИЗГОТОВЛЕНИЯ КОРПУСНЫЙ ДЕТАЛЕЙ:
• Цель групповой технологии: обеспечение в условиях мелкосерийного
производства эффективного внедрения средств автоматизации.
• Групповой технологический процесс - совокупность технологических
операций, обеспечивающих обработку различных деталей группы или
нескольких групп по общему технологическому маршруту.
7.
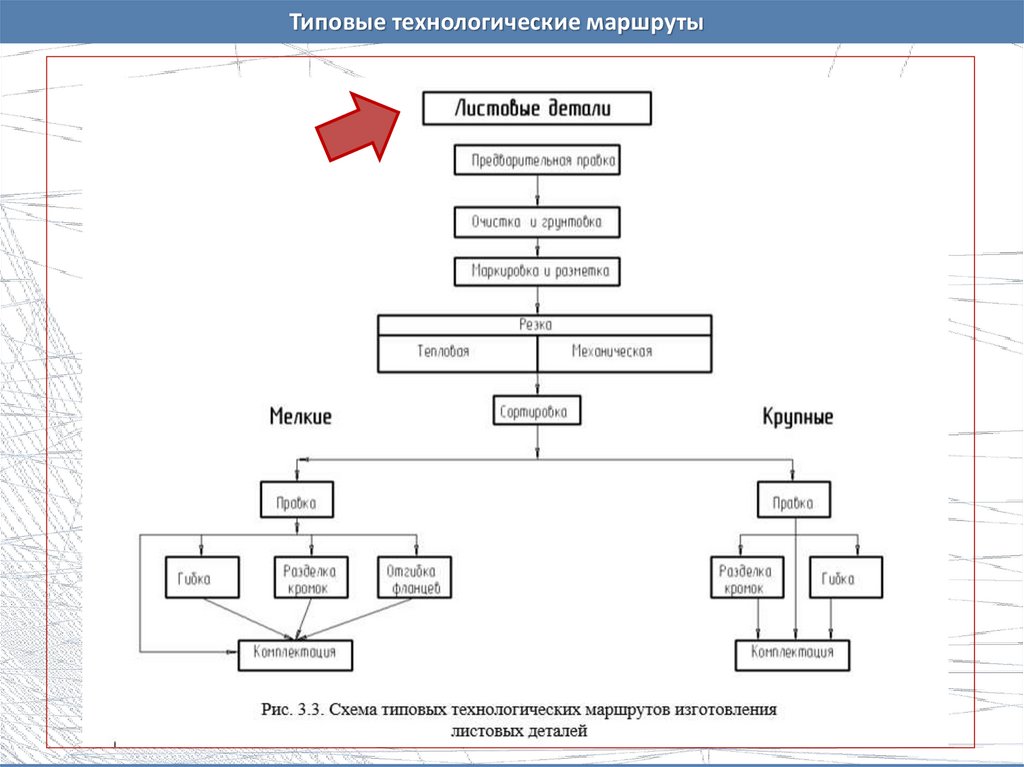
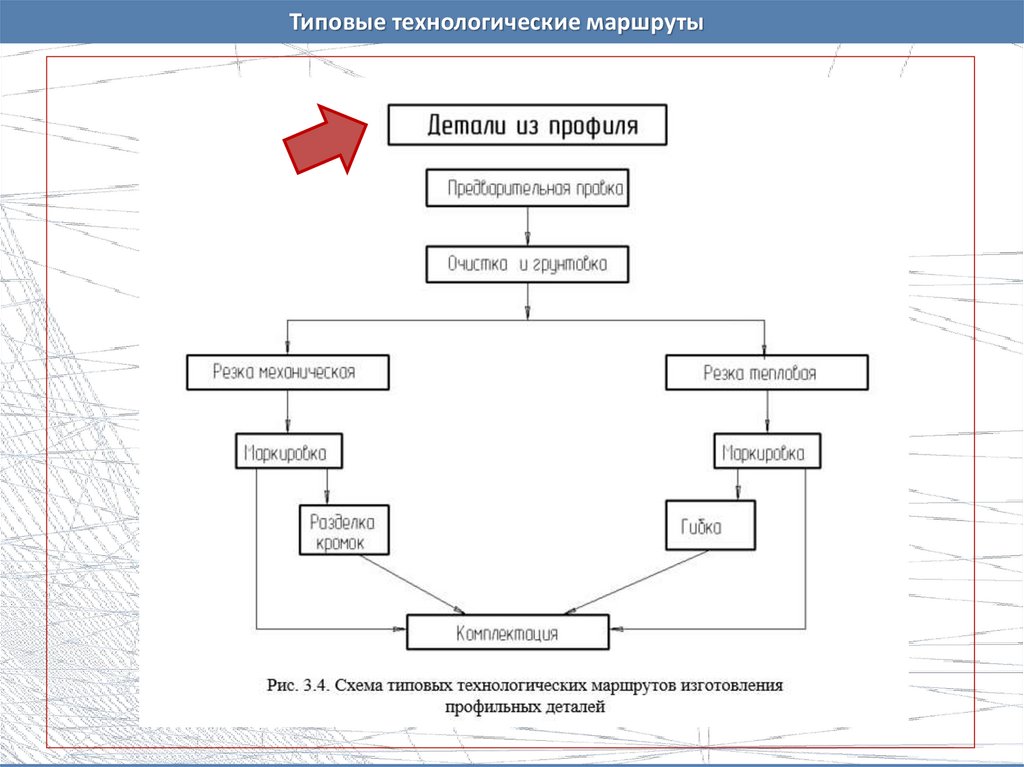
Типовые технологические маршруты8.
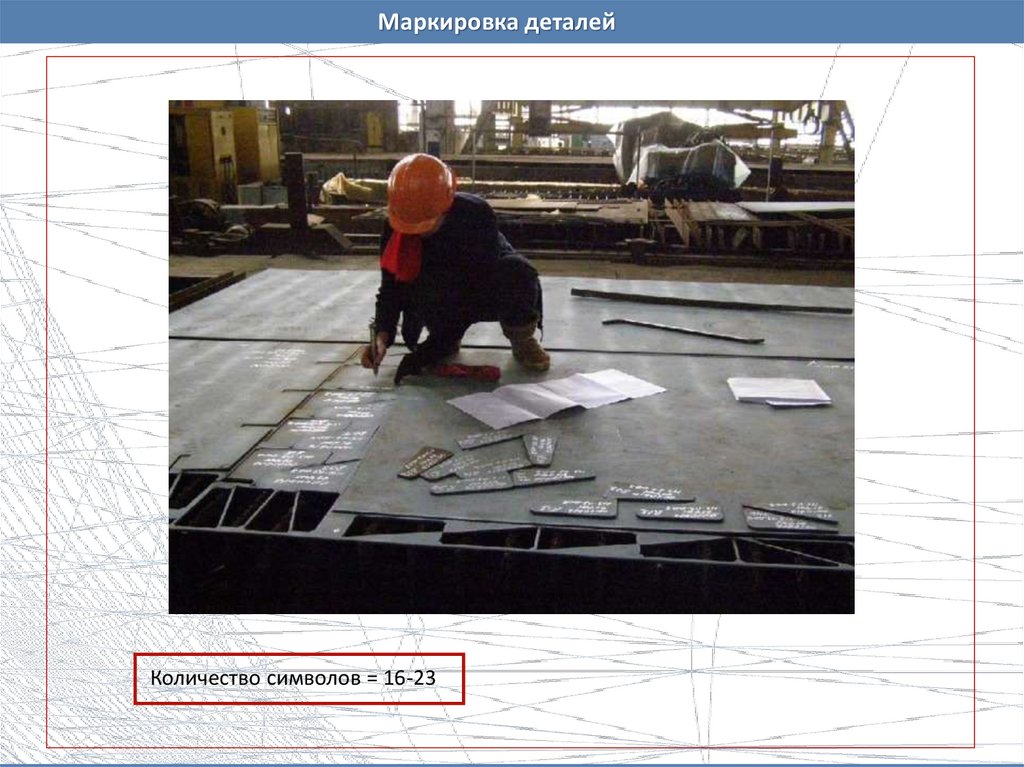
Маркировка деталейКоличество символов = 16-23
9.
Типовые технологические маршруты10.
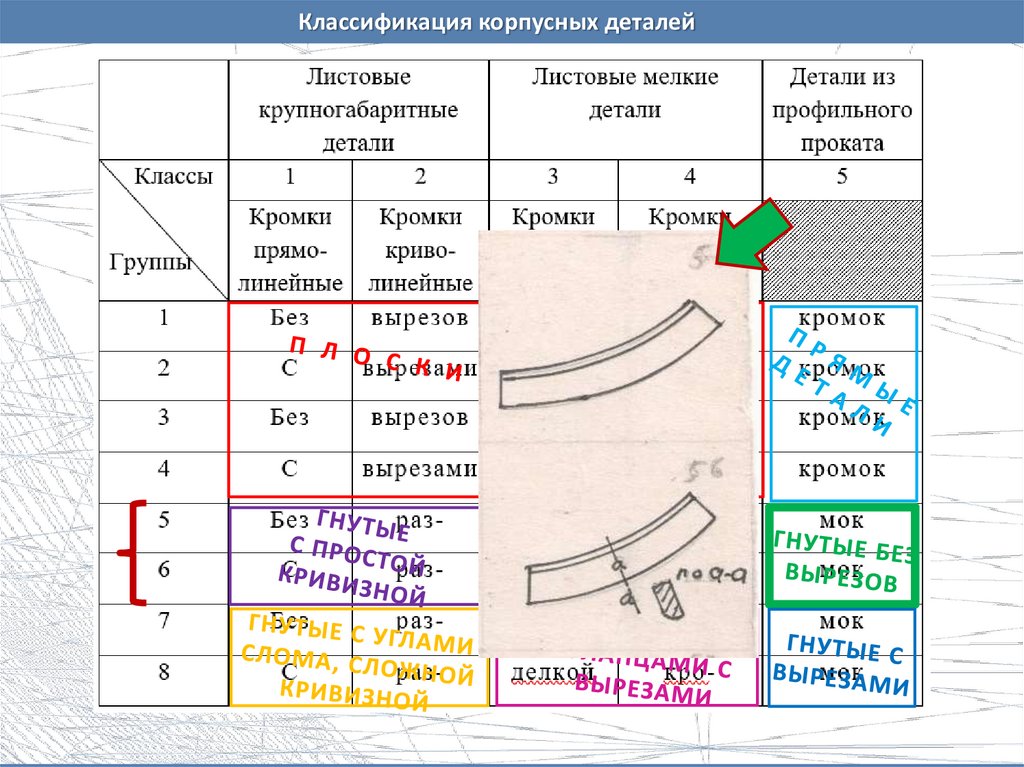
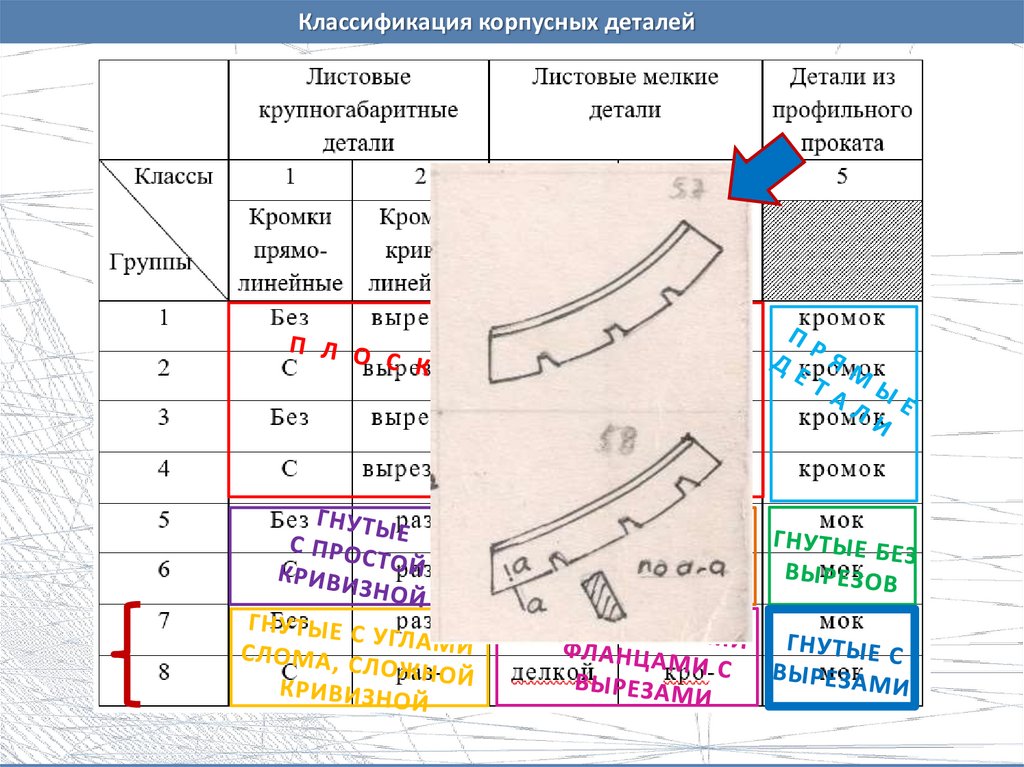
Классификация корпусных деталейпо
форме
кромок
(прямолин./
криволин.)
=5
ВСЕ
=8
по
форме
деталей
(плоские/
гнутые)
+ наличие
вырезов;
+ наличие
разделки
кромок
11.
Классификация корпусных деталей≥1м
<1м
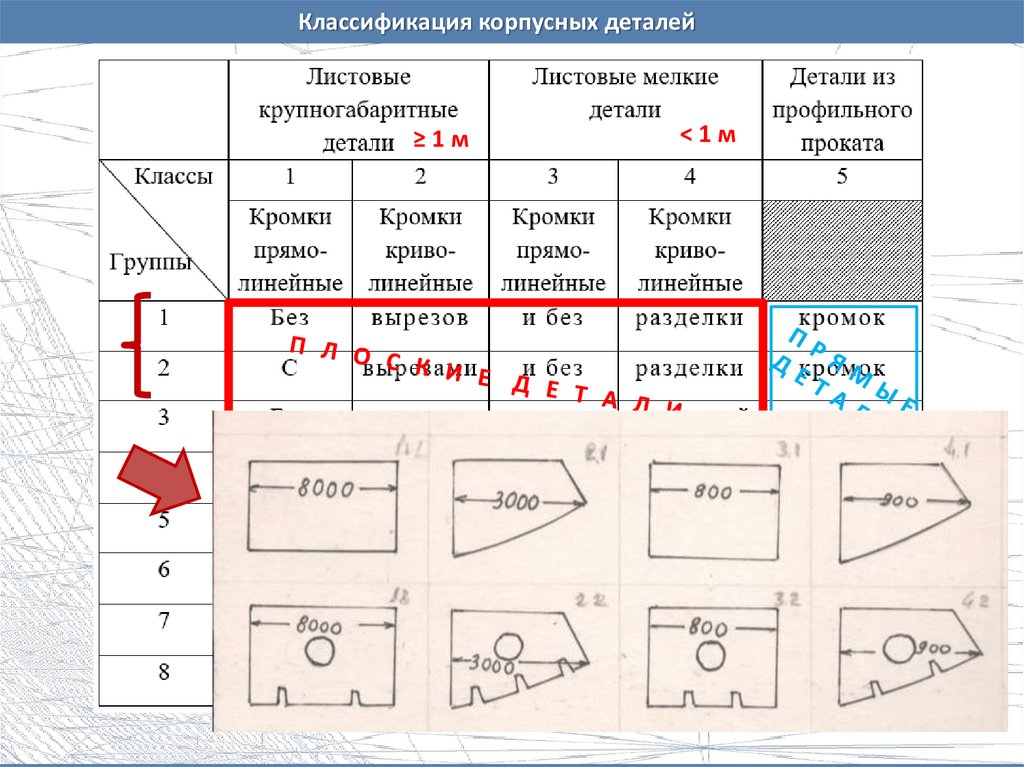
12.
Классификация корпусных деталей≥1м
<1м
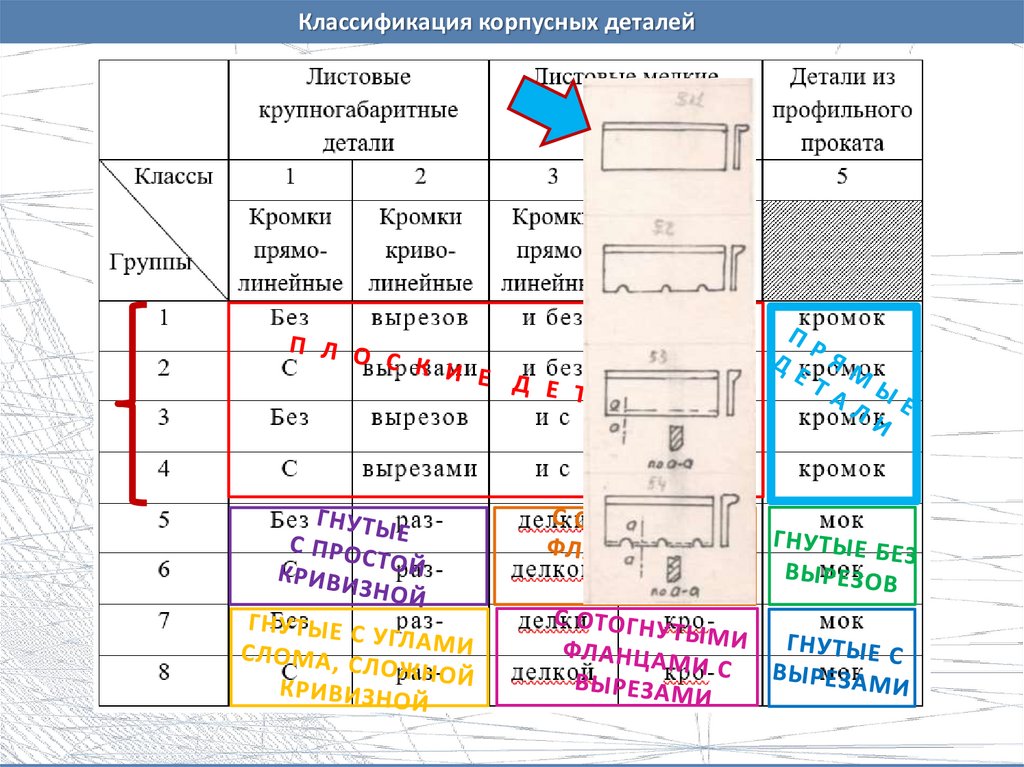
13.
Классификация корпусных деталей14.
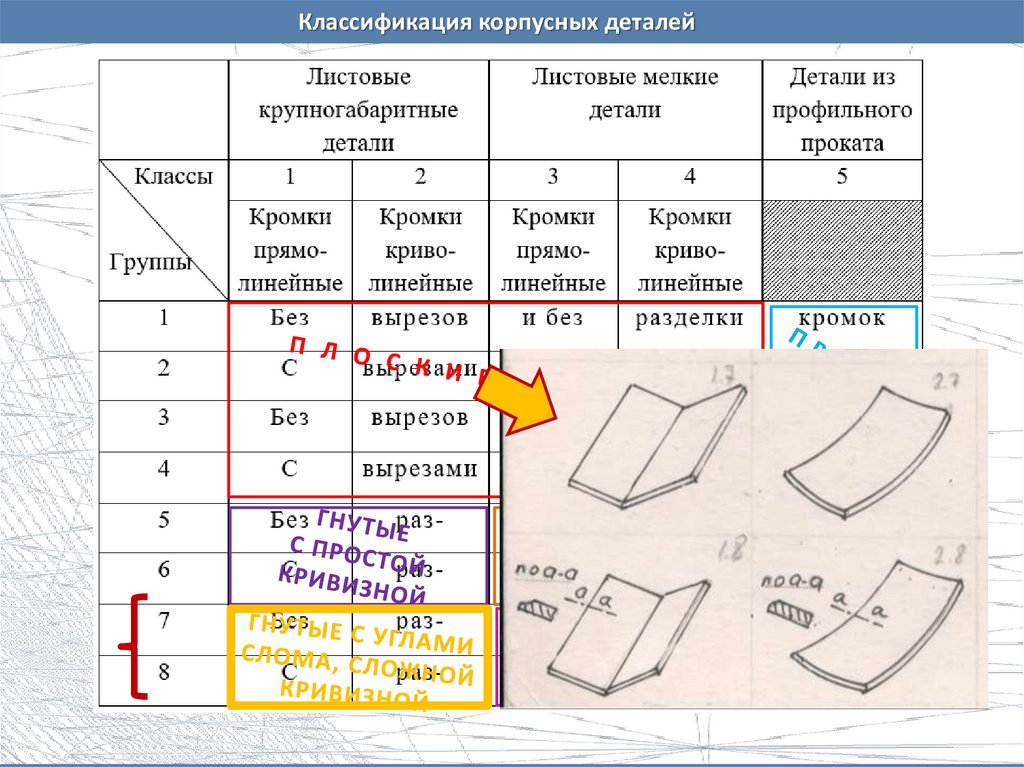
Классификация корпусных деталей15.
Классификация корпусных деталей16.
Классификация корпусных деталей17.
Классификация корпусных деталей18.
Классификация корпусных деталей19.
Классификация корпусных деталей20.
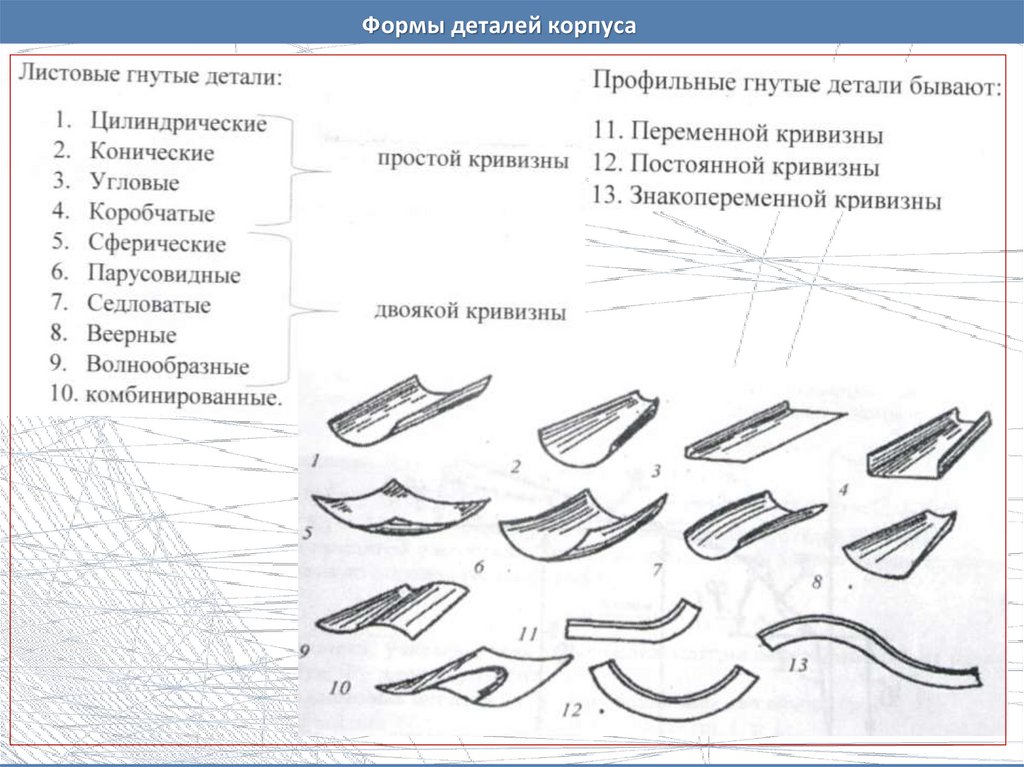
Формы деталей корпуса21.
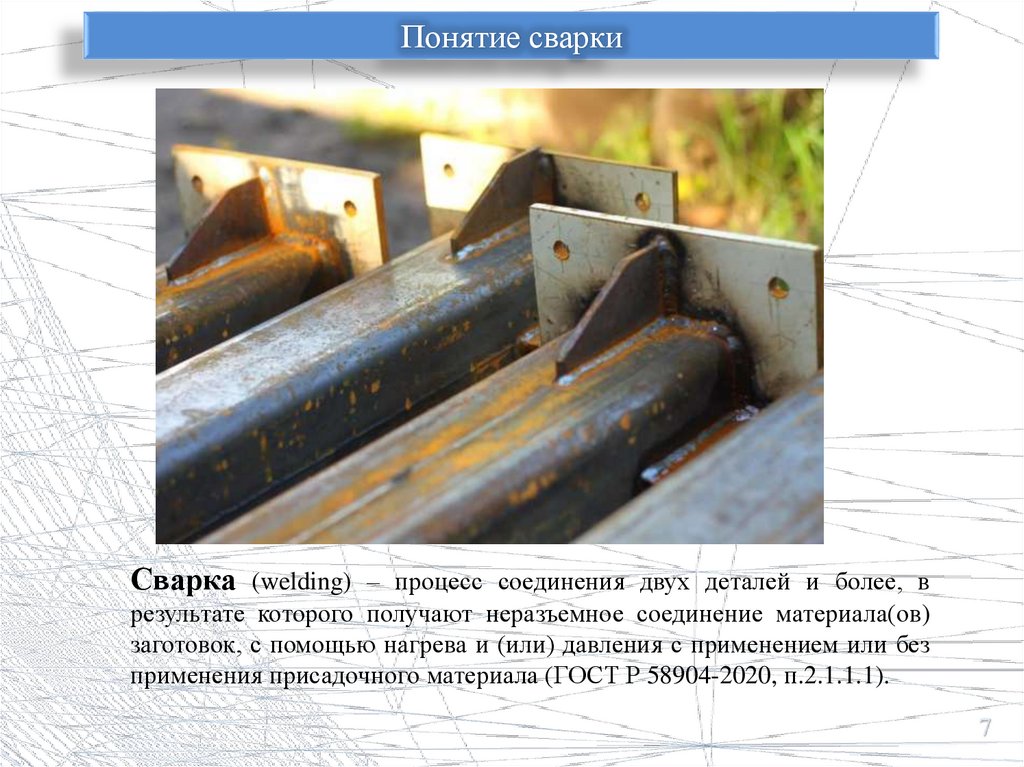
Понятие сваркиСварка (welding) – процесс соединения двух деталей и более, в
результате которого получают неразъемное соединение материала(ов)
заготовок, с помощью нагрева и (или) давления с применением или без
применения присадочного материала (ГОСТ Р 58904-2020, п.2.1.1.1).
7
22.
Понятие сваркиПрисадочный материал – сварочный материал , добавляемый в процессе сварки для формирования сварного шва
(ГОСТ Р 58904-2020, п.2.1.10.4).
Производственная суть этого элемента в том, чтобы равномерно и плотно заполнить сварочные стыки. Это происходит
при расплавлении проволочного края за счет воздействия повышенных температур. Т.е. происходит смешение
расплавленного металла с металлом детали. А иногда это становится основой в создании сварного шва.
Присадочный материал – присадочные прутки / сварочная проволока сплошного сечения
8
23.
Виды присадочных материаловПрисадочный пруток подбирается в соответствии с составом металла (полимера) для
работы с которым он будет использован. Их составы должны быть похожи, иначе
снизится качество сварочного шва.
• Сварочная проволока (для газовой резки);
8
24.
Виды присадочных материалов• Присадочные прутки из нержавейки (коррозионно-стойкие прутки) – предназначены
для сварки стали повышенной стойкости к появлению коррозий.
8
25.
Виды присадочных материалов• Алюминиевые прутки – для сварки алюминия;
8
26.
Виды присадочных материалов• Медные прутки – для сварки медных деталей, деталей мелкой электрической техники;
8
27.
Виды присадочных материалов• Никелевые прутки – сварка никелевых деталей, чугуна, деталей из разнородных типов
стали;
8
28.
Виды присадочных материалов• Полимерные прутки – сварочные работы с деталями из полимерных материалов;
8
29.
Понятие сваркиПростыми словами, сварка представляет собой способ соединения деталей в неразъемную
конструкцию.
• Сварка двух деталей = сварное соединение;
• В результате получается сварной шов = след, оставленный после процесса соединения (сварки).
8
30.
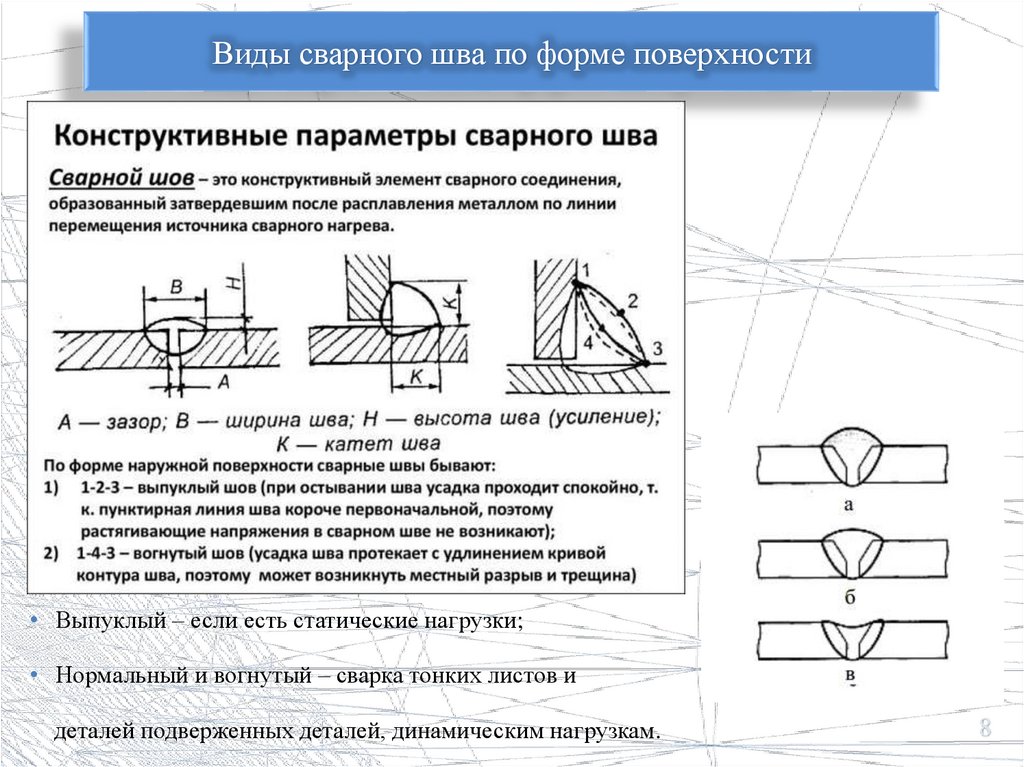
Виды сварного шва по форме поверхности• Выпуклый – если есть статические нагрузки;
• Нормальный и вогнутый – сварка тонких листов и
деталей подверженных деталей, динамическим нагрузкам.
8
31.
Виды сварного шва по положению в пространстве8
32.
Виды сваркиВыделяют 4 виды сварки неплавящимся электродом. Разделение происходит в зависимости от сложности
работы и уровня механизации сварочного процесса.
Ручная;
• Механизированная (полуавтоматическая);
• Автоматизированная;
• Роботизированная.
• Во время ручного вида рабочий ход горелки и смещение заготовки происходит ручным способом.
• При механизированном виде перемещение горелки происходит вручную, а подача присадочного
материала — механически.
• При автоматизированном варианте и перемещении сварочной горелки, и подача присадочного
материала (проволоки) полностью механизированы. Технологический процесс контролирует оператор.
• В процессе роботизированного вида все технологические процессы автономны. Рабочие процессы
происходят без вмешательства оператора, самостоятельно.
8
33.
Виды сварки• MMA сварка – расшифровывается как Manual Metal Arc, ручная дуговая сварка
плавящимся электродом.
• MIG и MAG сварка — расшифровывается как Metal Inert/Active Gas, то есть, дуговая
сварка в защитной среде активного или инертного газов.
• TIG сварка — расшифровывается как Tungsten Inert Gas, сварка в среде инертного газа
неплавящимся электродом.
8
34.
Виды сварки• MMA сварка – расшифровывается как Manual Metal Arc, ручная дуговая сварка
плавящимся электродом.
• MIG и MAG сварка — расшифровывается как Metal Inert/Active Gas, то есть, дуговая
сварка в защитной среде активного или инертного газов.
• TIG сварка — расшифровывается как Tungsten Inert Gas, сварка в среде инертного газа
неплавящимся электродом.
MIG – инертный газ, сварка деталей из Al, Ti, Cu, Ni;
MAG – взаимодействие двух газов (O2 + СО2; O2 + Азот, др.), сварка деталей из
низколегированных, нелегированных и коррозионно-прочных сталей.
8
35.
Способы сварки полотнищ• Двухсторонняя сварка («на весу») – сваривание с одной стороны, кантование,
строжка шва (удаление лишнего металла) и подварка с другой стороны.
• Автоматическая сварка под флюсом – флюс предохраняет от протекания
расплавленного металла в шве.
• Одностороння сварка с обратным (двухсторонним) формированием шва и
флюсомедной
подкладкой
–
исключается
кантовка,
что
удобно
для
крупногабаритных полотнищ, и уменьшается время на сварку.
• Односторонняя сварка на скользящем медном ползуне – кромки листов скрепляют
электроприхватками, а затем удаляют гребенками (эластичными креплениями) в
процессе сварки.
8
36.
Марка сталиСтали
обыкновенного
качества
выпускают
в
нормализованном
состоянии и поставляются
в
виде
сортового
и
фасонного проката, тонкого
и толстого листа, поковок и
кованых заготовок, лент,
полос, проволок, труб.
8
37.
Марка сталиСтали
обыкновенного
качества
выпускают
в
нормализованном
состоянии и поставляются
в
виде
сортового
и
фасонного проката, тонкого
и толстого листа, поковок и
кованых заготовок, лент,
полос, проволок, труб.
8
38.
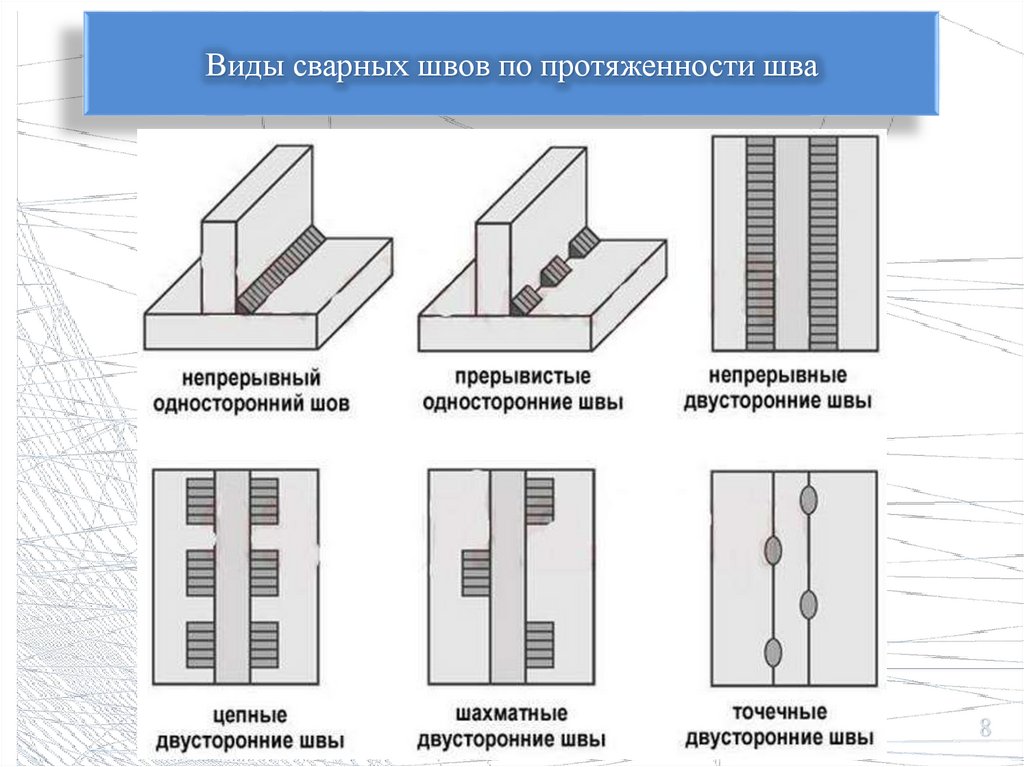
Виды сварного шва по характеру сопряжениясвариваемых деталей
• Стыковые. Детали
располагаются
в
одной и той же
плоскости.
• Угловые.
Детали,
подлежащие
соединению,
располагают
под
необходимым углом.
Наиболее
распространенным
является
прямой
угол.
• Тавровые. Торец одной детали располагают перпендикулярно или под небольшим углом по
отношению к основной поверхности второй детали.
• Нахлесточные. Положение деталей в пространстве - параллельное. При этом одна деталь
частично налегает на другую.
• Торцевые. Воедино сваривают два торца элементов.
8
39.
Виды сварных швов по протяженности шва8
40.
Снятие фаски и ласки• При стыковом соединении двух листов, у которых толщины отличаются больше чем на 2 мм, на более
толстом листе снимается «ласка» шириной, равной пятикратной разности толщин стыкуемых листов.
• Фаска — поверхность, образованная скосом торцевой кромки материала.
Основное предназначение фаски - подготовка металлопроката к дальнейшим сварочным работам, т.е.
разделка кромок.
• Разделка кромок – это изменение геометрии стыка деталей. На одном или обоих торцах выполняется по
1-2 фаски, что увеличивает ширину зазора соединяемых поверхностей и расход сварочных материалов.
8
41.
Виды разделки кромок• Отбортовкой называется загиб кромок соединяемых деталей. Выполняют отбортовку
ручным или машинным способом. Вручную она может выполняться на наковальне с
применением
молотка
или
кувалды.
Механическая
обработка
также
может
проводиться строганием, фрезерованием, долблением, применением абразивов, что
требует соответствующего оборудования, например, строгальных или фрезеровальных
станков.
8
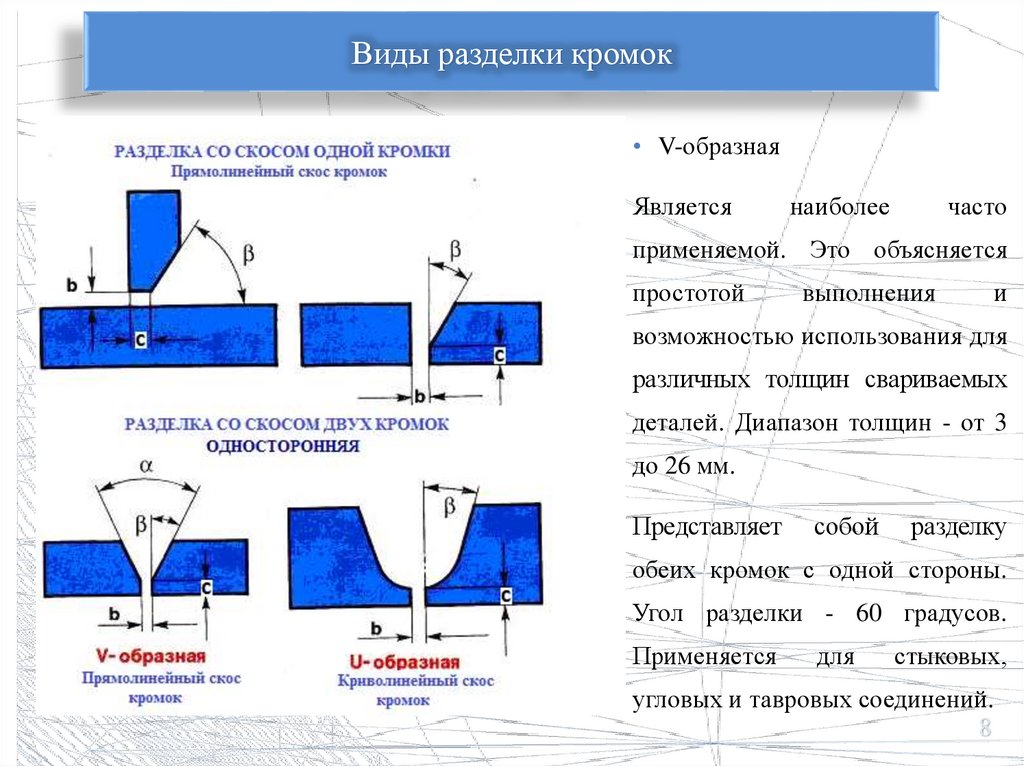
42.
Виды разделки кромок• V-образная
Является
наиболее
часто
применяемой. Это объясняется
простотой
выполнения
и
возможностью использования для
различных толщин свариваемых
деталей. Диапазон толщин - от 3
до 26 мм.
Представляет
собой
разделку
обеих кромок с одной стороны.
Угол разделки - 60 градусов.
Применяется
для
стыковых,
угловых и тавровых соединений.
8
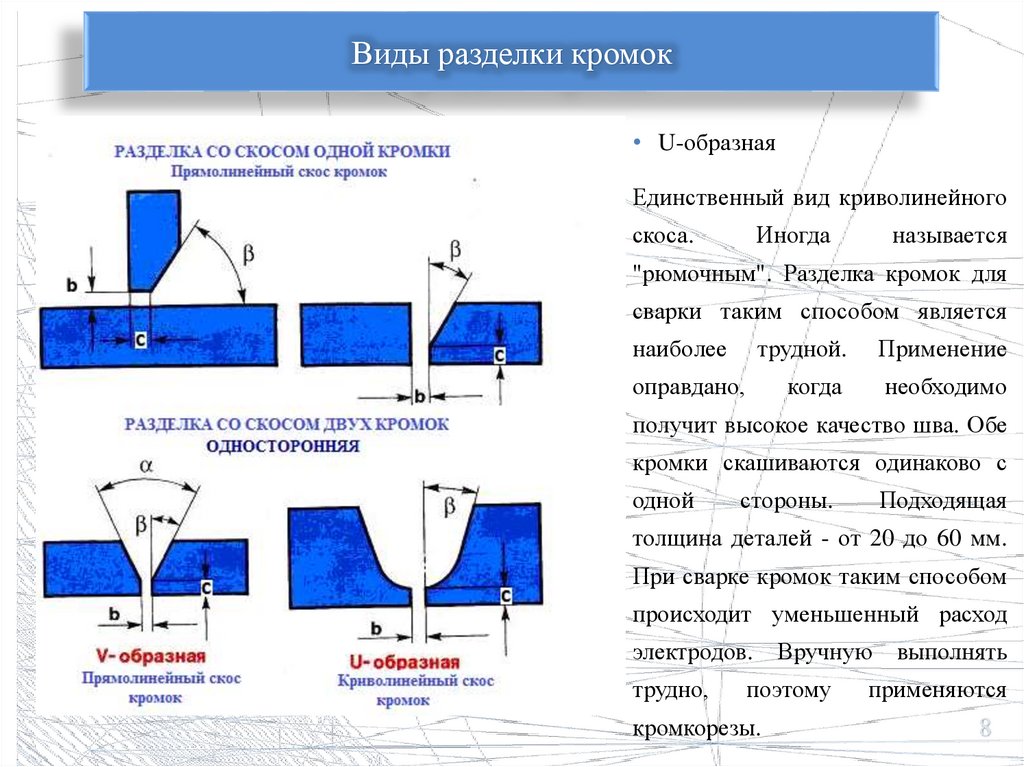
43.
Виды разделки кромок• U-образная
Единственный вид криволинейного
скоса.
Иногда
называется
"рюмочным". Разделка кромок для
сварки таким способом является
наиболее
трудной.
Применение
оправдано,
когда
необходимо
получит высокое качество шва. Обе
кромки скашиваются одинаково с
одной
стороны.
Подходящая
толщина деталей - от 20 до 60 мм.
При сварке кромок таким способом
происходит уменьшенный расход
электродов. Вручную выполнять
трудно,
поэтому
кромкорезы.
применяются
8
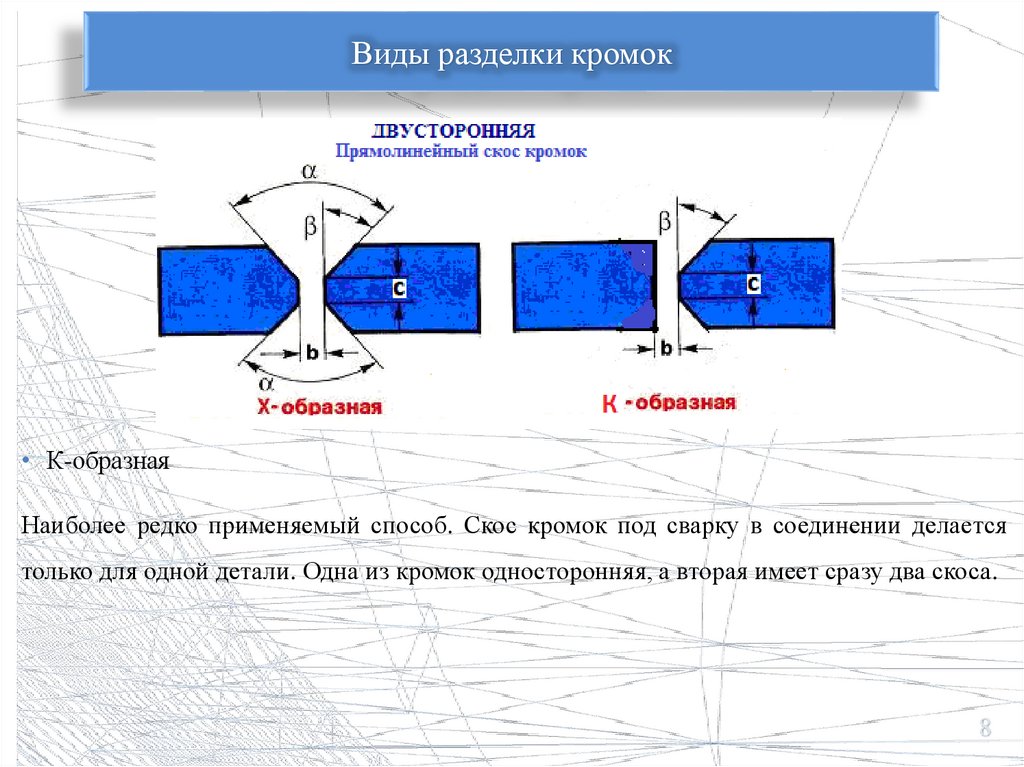
44.
Виды разделки кромок• X-образная
Используется также достаточно часто. Скосы выполняют с обеих сторон. Способ
применяется для соединения деталей, имеющих толщину от 12 до 60 мм. Угол разделки
такой же, как в предыдущем варианте. С каждой стороны осуществляется несколько
проходов. При таком способе значительно снижается расход электродов при сварке.
Остаточные деформации при нагреве являются незначительными.
8
45.
Виды разделки кромок• К-образная
Наиболее редко применяемый способ. Скос кромок под сварку в соединении делается
только для одной детали. Одна из кромок односторонняя, а вторая имеет сразу два скоса.
8
46.
Виды стыковых соединений• При сварке в замок в более толстом листе делается полка, которая выполняет роль
стальной остающейся подкладки. Из-за сложности подготовки кромок сварка в замок
применяется
редко
(только
при
сварке
кольцевых
швов
толстостенных
цилиндрических изделий — сосудов, труб, днищ и т. д.).
8
47.
Виды оборудования• Масштабный газорезательный фотокопировальный автомат (МГФКА) предназначен
для вырезки кислородно-ацетиленовыми резаками деталей из листовой стали
одновременно на двух раскроечных столах. Вырезка осуществляется по копирчертежу, выполненному в масштабе 1 : 10 черными линиями на белом фоне.
• Траектория перемещения газовых резаков над обрабатываемыми листами строго
8
подобна траектории перемещения фотоголовки над копир-чертежом (в масштабе 10:1).
48.
Виды оборудования• Термоструйный маркиратор (машина с ЧПУ)
8