




 Промышленность
ПромышленностьПохожие презентации:










Проектирование технологического процесса изготовления сварной металлоконструкции «корпус вертикального варочного аппарата»
1.
Санкт- Петербургское государственное бюджетноепрофессиональное образовательное учреждение
"Петровский колледж"
ДИПЛОМНЫЙ ПРОЕКТ
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ
СВАРНОЙ МЕТАЛЛОКОНСТРУКЦИИ «КОРПУС ВЕРТИКАЛЬНОГО ВАРОЧНОГО АППАРАТА»
С РАЗРАБОТКОЙ И ПЛАНИРОВКОЙ СБОРОЧНО-СВАРОЧНОГО УЧАСТКА
C (ПРОГРАММА ВЫПУСКА NГОД=200ШТ.)
Выполнил студент 4 курса :
Гребзде Д.А.
Группа № 30-07
Специальность: 22.02.06
«Сварочное производство»
Санкт-Петербург
2024
2.
ЗадачиГлавной целью дипломного проекта является разработка технологического процесса, изготовления сварной
металлоконструкции «Корпус вертикального варочного аппарата», с разработкой планировки сборочносварочного участка, отвечающего требованиям ГОСТ.
В качестве задач были поставлены:
-Описание технических требований на изготовление детали «Корпус вертикального варочного аппарата»
-Составление анализа технологичности сварной металлоконструкции
-Разработка технологии изготовления сварной конструкции и разработка технической документации
3.
Актуальностькорпус вертикального варочного аппарата имеет высокую актуальность из-за высокого спроса в
пищевой промышленности. В связи с потребностью в пищевых добавках и расширением производства
пищевой промышленности.
4.
Чертёж металлоконструкцииЧертёж металлоконструкции «Корпус вертикального варочного аппарата»
5.
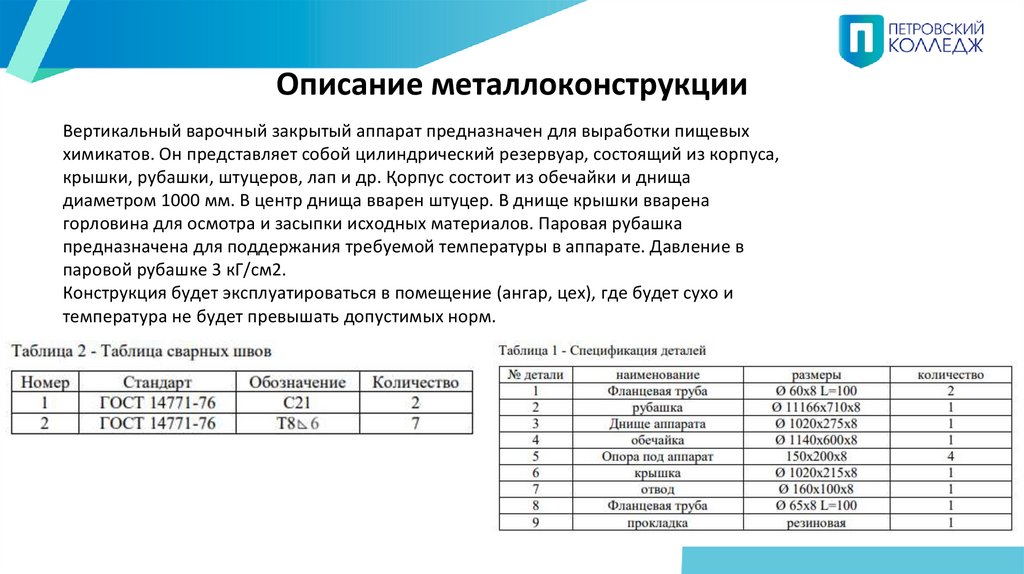
Описание металлоконструкцииВертикальный варочный закрытый аппарат предназначен для выработки пищевых
химикатов. Он представляет собой цилиндрический резервуар, состоящий из корпуса,
крышки, рубашки, штуцеров, лап и др. Қорпус состоит из обечайки и днища
диаметром 1000 мм. В центр днища вварен штуцер. В днище крышки вварена
горловина для осмотра и засыпки исходных материалов. Паровая рубашка
предназначена для поддержания требуемой температуры в аппарате. Давление в
паровой рубашке 3 кГ/см2.
Конструкция будет эксплуатироваться в помещение (ангар, цех), где будет сухо и
температура не будет превышать допустимых норм.
6.
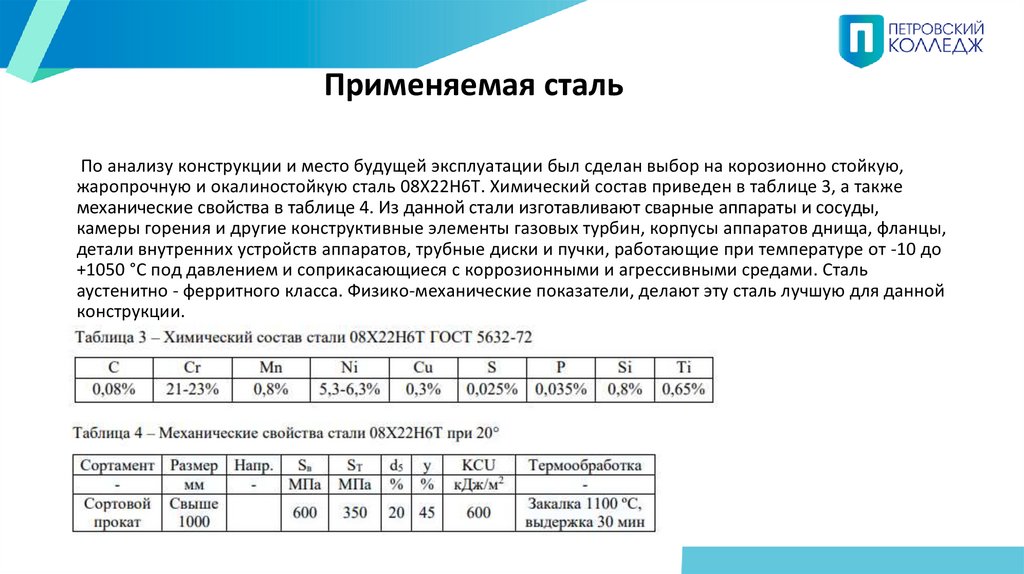
Применяемая стальПо анализу конструкции и место будущей эксплуатации был сделан выбор на корозионно стойкую,
жаропрочную и окалиностойкую сталь 08Х22Н6Т. Химический состав приведен в таблице 3, а также
механические свойства в таблице 4. Из данной стали изготавливают сварные аппараты и сосуды,
камеры горения и другие конструктивные элементы газовых турбин, корпусы аппаратов днища, фланцы,
детали внутренних устройств аппаратов, трубные диски и пучки, работающие при температуре от -10 до
+1050 °С под давлением и соприкасающиеся с коррозионными и агрессивными средами. Сталь
аустенитно - ферритного класса. Физико-механические показатели, делают эту сталь лучшую для данной
конструкции.
7.
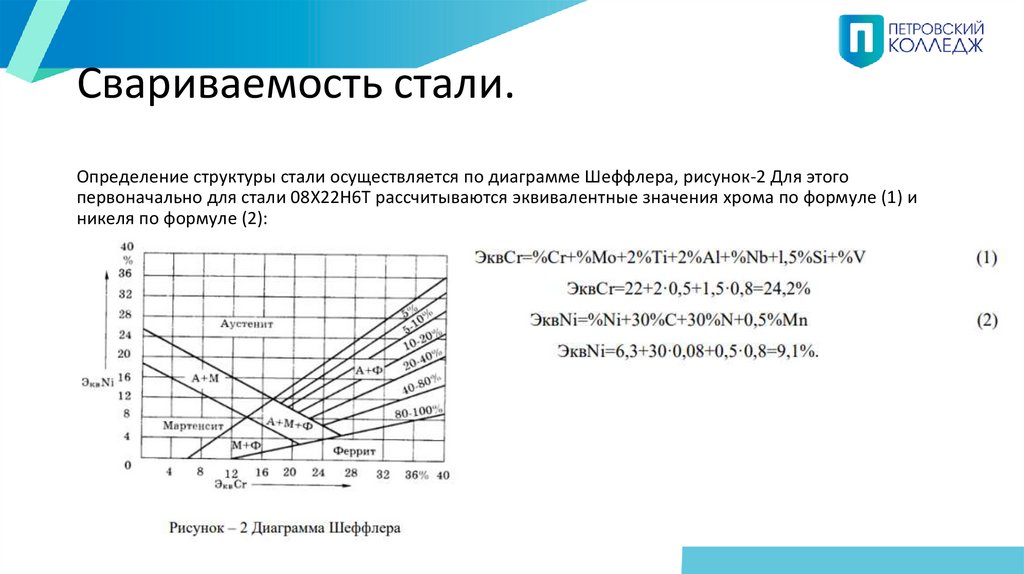
Свариваемость стали.Определение структуры стали осуществляется по диаграмме Шеффлера, рисунок-2 Для этого
первоначально для стали 08Х22Н6Т рассчитываются эквивалентные значения хрома по формуле (1) и
никеля по формуле (2):
8.
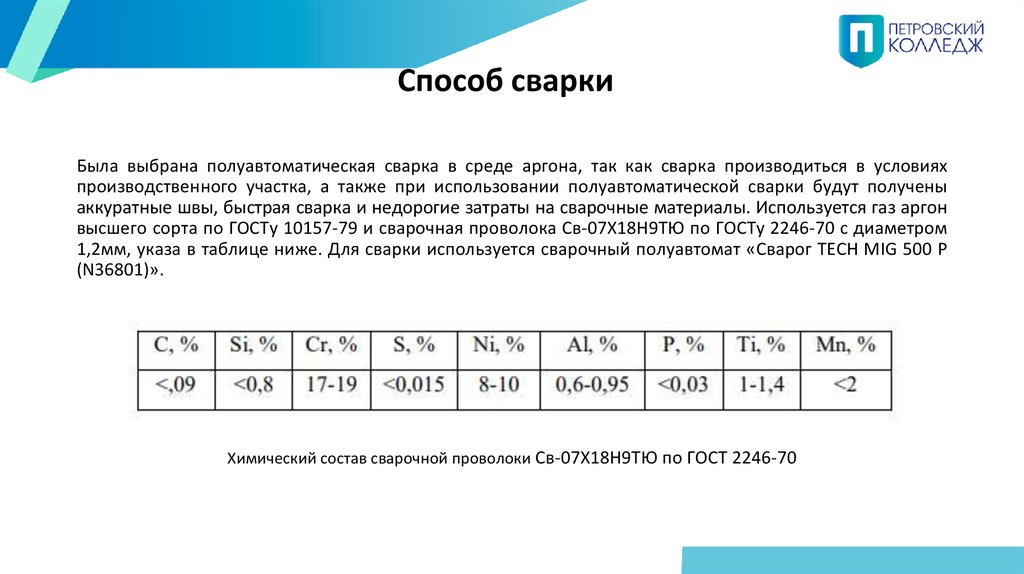
Способ сваркиБыла выбрана полуавтоматическая сварка в среде аргона, так как сварка производиться в условиях
производственного участка, а также при использовании полуавтоматической сварки будут получены
аккуратные швы, быстрая сварка и недорогие затраты на сварочные материалы. Используется газ аргон
высшего сорта по ГОСТу 10157-79 и сварочная проволока Св-07Х18Н9ТЮ по ГОСТу 2246-70 с диаметром
1,2мм, указа в таблице ниже. Для сварки используется сварочный полуавтомат «Сварог TECH MIG 500 P
(N36801)».
Химический состав сварочной проволоки Св-07Х18Н9ТЮ по ГОСТ 2246-70
9.
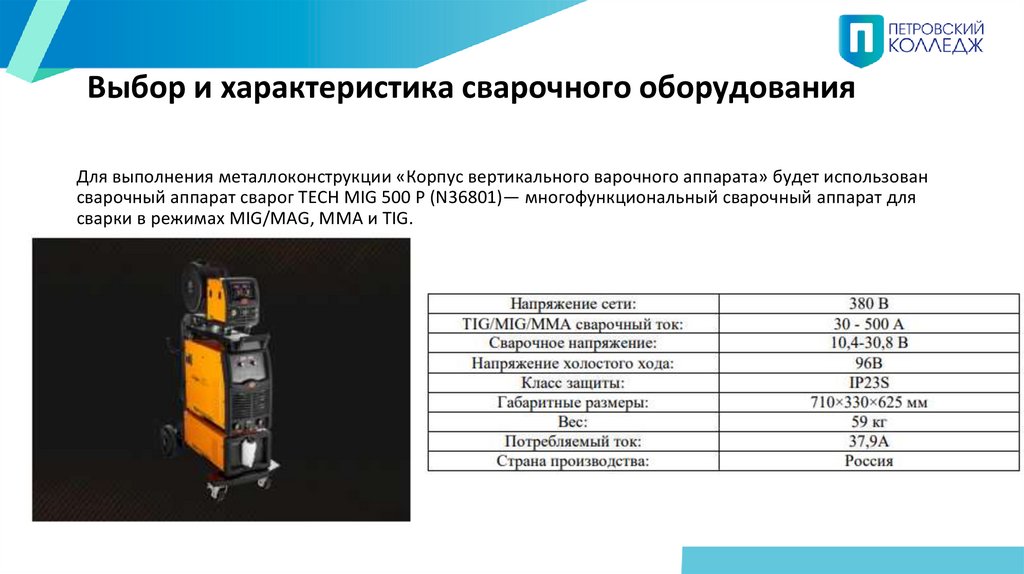
Выбор и характеристика сварочного оборудованияДля выполнения металлоконструкции «Корпус вертикального варочного аппарата» будет использован
сварочный аппарат сварог TECH MIG 500 P (N36801)— многофункциональный сварочный аппарат для
сварки в режимах MIG/MAG, MMA и TIG.
10.
Маршрутная технология изготовленияВходной контроль
Заготовительные
операции
Сварка
металлоконструкции
Контроль ВИК
Контроль ВИК
Рентгеновский контроль
Контроль ВИК
Сборочные операции
11.
Заготовительные операции▪
Разметка по шаблону заключается в очерчивании контура детали на деталях согласно
технической документации;
▪
Транспортировка осуществляется при помощи кран-балки расположенной в цеху;
▪
Подготовка кромок под сварку;
▪
Зачистка производиться механическим путём при помощи болгарки. Места, загрязненные
маслом и консервирующими составами, тщательно протираются и после наносятся
специальные растворители, а если загрязнения очень сильные, то с ними борются путем
протравливания в растворах щелочей и кислот, с последующим промыванием чистой водой.
12.
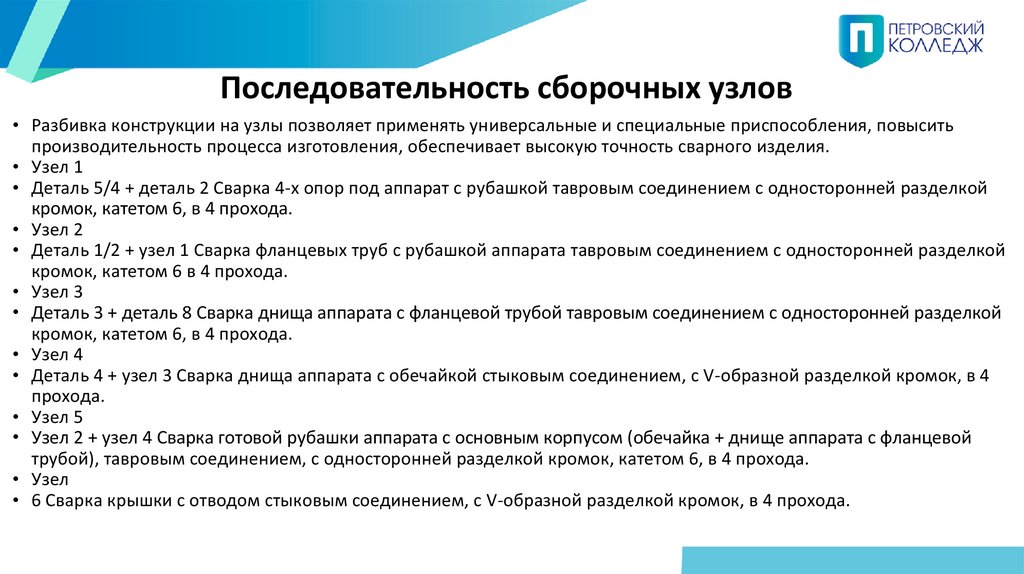
Последовательность сборочных узлов• Разбивка конструкции на узлы позволяет применять универсальные и специальные приспособления, повысить
производительность процесса изготовления, обеспечивает высокую точность сварного изделия.
• Узел 1
• Деталь 5/4 + деталь 2 Сварка 4-х опор под аппарат с рубашкой тавровым соединением с односторонней разделкой
кромок, катетом 6, в 4 прохода.
• Узел 2
• Деталь 1/2 + узел 1 Сварка фланцевых труб с рубашкой аппарата тавровым соединением с односторонней разделкой
кромок, катетом 6 в 4 прохода.
• Узел 3
• Деталь 3 + деталь 8 Сварка днища аппарата c фланцевой трубой тавровым соединением с односторонней разделкой
кромок, катетом 6, в 4 прохода.
• Узел 4
• Деталь 4 + узел 3 Сварка днища аппарата с обечайкой стыковым соединением, с V-образной разделкой кромок, в 4
прохода.
• Узел 5
• Узел 2 + узел 4 Сварка готовой рубашки аппарата с основным корпусом (обечайка + днище аппарата с фланцевой
трубой), тавровым соединением, с односторонней разделкой кромок, катетом 6, в 4 прохода.
• Узел
• 6 Сварка крышки с отводом стыковым соединением, с V-образной разделкой кромок, в 4 прохода.
13.
Сборочно-сварочная оснасткакондуктор
Сварочный позиционер
Кран-балка
14.
Сборочно-сварочный участок15.
Техника безопасностиТехника безопасности — система организационных мероприятий, технических средств и методов,
предотвращающих воздействие на работающих опасных производственных факторов.
В целях безопасности сварщик обязан:
1.
Использовать средства индивидуальной защиты;
2.
Перед началом работы проверять исправность оборудования;
3.
Соблюдать правила внутреннего трудового распорядка;
4.
Соблюдать правила инструктажа.
16.
Экономическая частьРентабельность — это экономический показатель, который показывает, насколько эффективно используются
ресурсы: сырье, кадры, деньги и другие материальные и нематериальные активы.
Показатели рентабельности:
Рентабельность продажи единицы продукции = 10%;
Рентабельность единицы продукции = 15%.
Отпускная цена единицы продукции: 861630 руб.
Следовательно, производство металлоконструкции «Корпус вертикального варочного аппарата», экономически
выгодно.
17.
ЗаключениеПроцессе разработки дипломного проекта были произведены расчеты режимов сварки при
изготовлении данной металлоконструкции, расчет расхода сварочных материалов и как итог их
общее требуемое количество. Так же были произведены расчеты технико-экономических
показателей для определения себестоимости конструкции, отпускной стоимости, а также
рентабельности её производства с учетом стоимости материала, стоимости оборудования,
амортизационных отчислений, заработной платы рабочим.