





 Промышленность
ПромышленностьПохожие презентации:










Фрезерование с горизонтальной и вертикальной осью вращения фрезы
1.
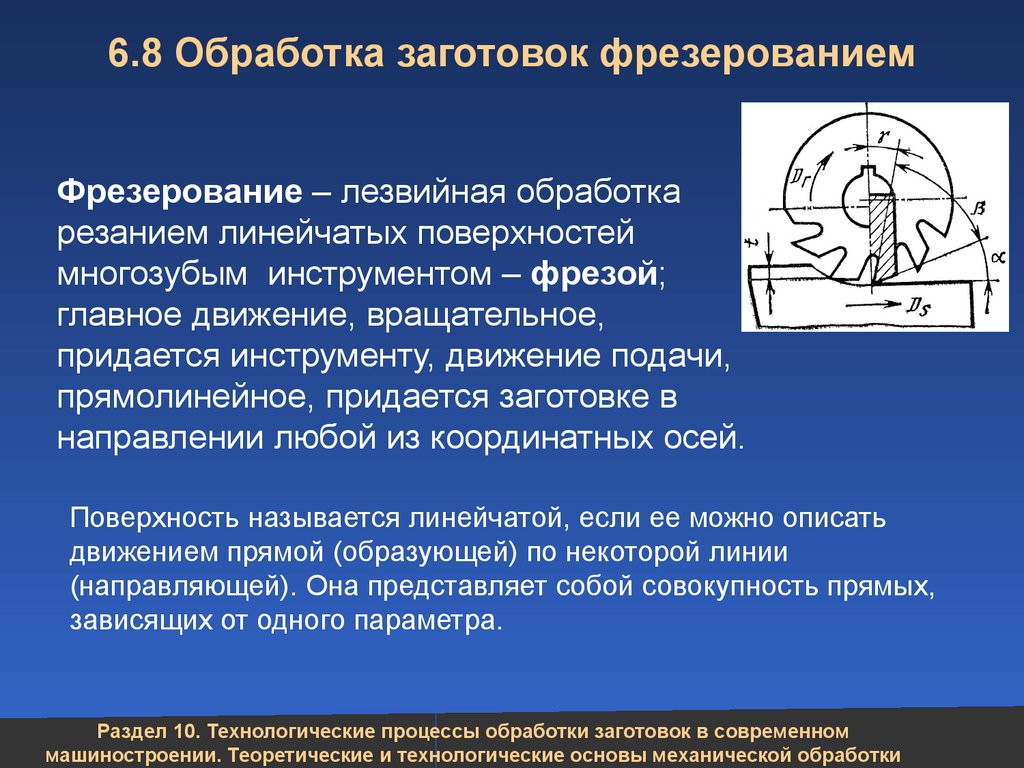
6.8 Обработка заготовок фрезерованиемФрезерование – лезвийная обработка
резанием линейчатых поверхностей
многозубым инструментом – фрезой;
главное движение, вращательное,
придается инструменту, движение подачи,
прямолинейное, придается заготовке в
направлении любой из координатных осей.
Поверхность называется линейчатой, если ее можно описать
движением прямой (образующей) по некоторой линии
(направляющей). Она представляет собой совокупность прямых,
зависящих от одного параметра.
Раздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
2.
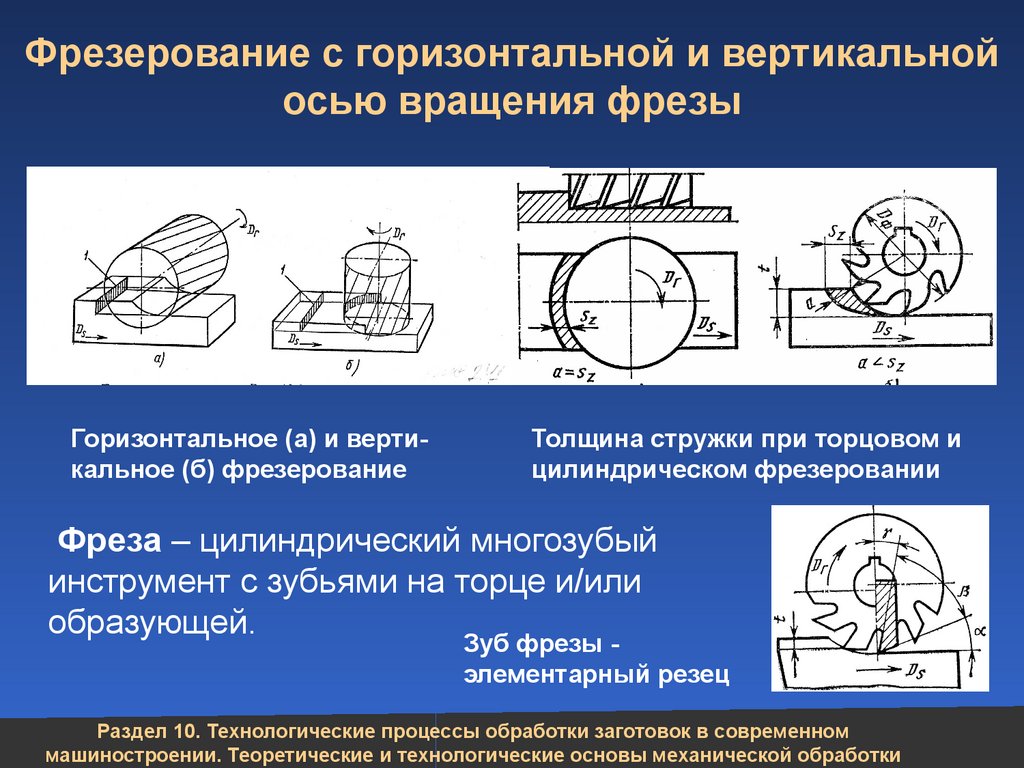
Фрезерование с горизонтальной и вертикальнойосью вращения фрезы
Горизонтальное (а) и вертикальное (б) фрезерование
Толщина стружки при торцовом и
цилиндрическом фрезеровании
Фреза – цилиндрический многозубый
инструмент с зубьями на торце и/или
образующей.
Зуб фрезы элементарный резец
Раздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
3.
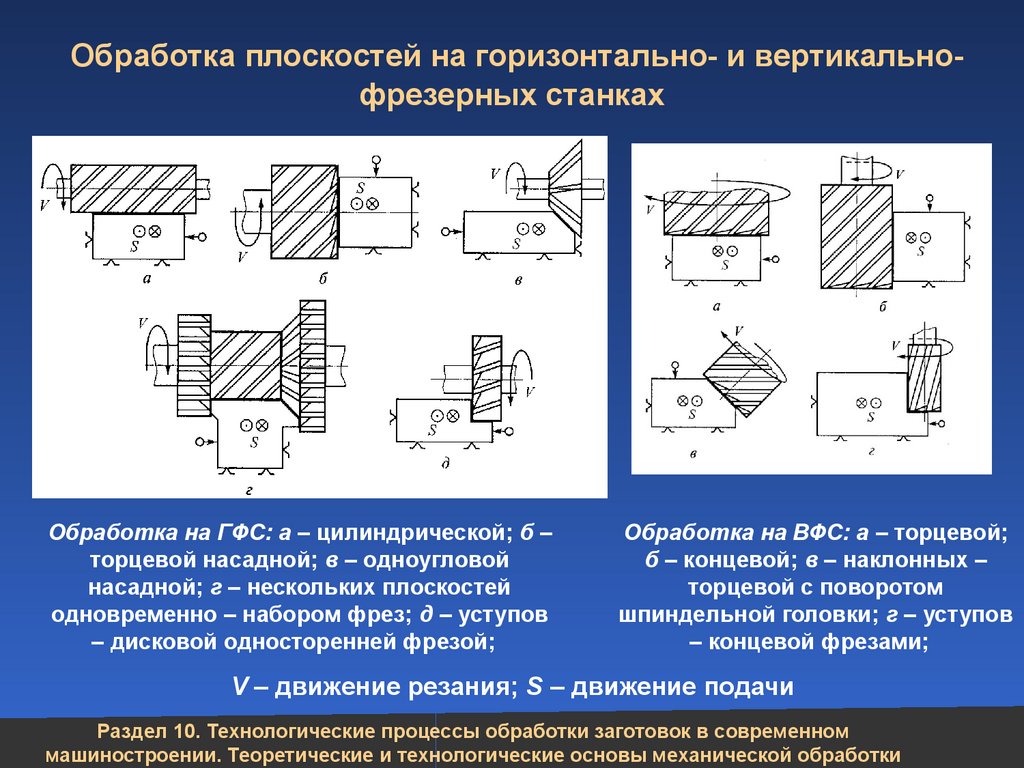
Обработка плоскостей на горизонтально- и вертикальнофрезерных станкахОбработка на ГФС: а – цилиндрической; б –
торцевой насадной; в – одноугловой
насадной; г – нескольких плоскостей
одновременно – набором фрез; д – уступов
– дисковой односторенней фрезой;
Обработка на ВФС: а – торцевой;
б – концевой; в – наклонных –
торцевой с поворотом
шпиндельной головки; г – уступов
– концевой фрезами;
V – движение резания; S – движение подачи
Раздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
4.
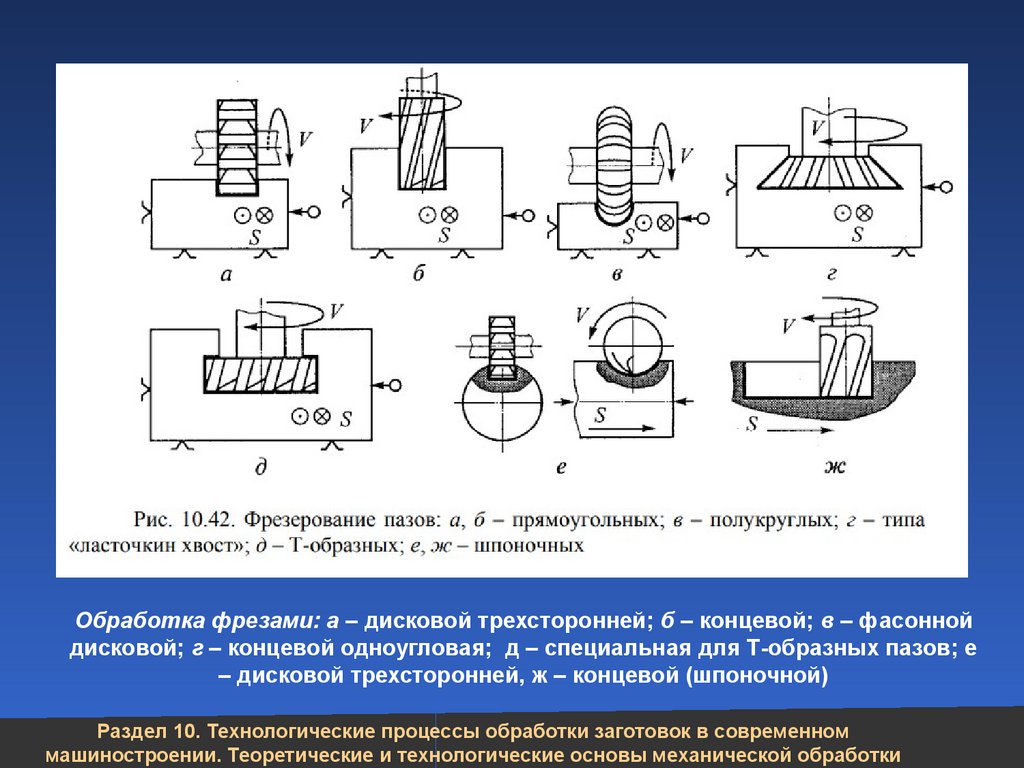
Обработка фрезами: а – дисковой трехсторонней; б – концевой; в – фасоннойдисковой; г – концевой одноугловая; д – специальная для Т-образных пазов; е
– дисковой трехсторонней, ж – концевой (шпоночной)
Раздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
5.
Раздел 10. Технологические процессы обработки заготовок в современноммашиностроении. Теоретические и технологические основы механической обработки
6.
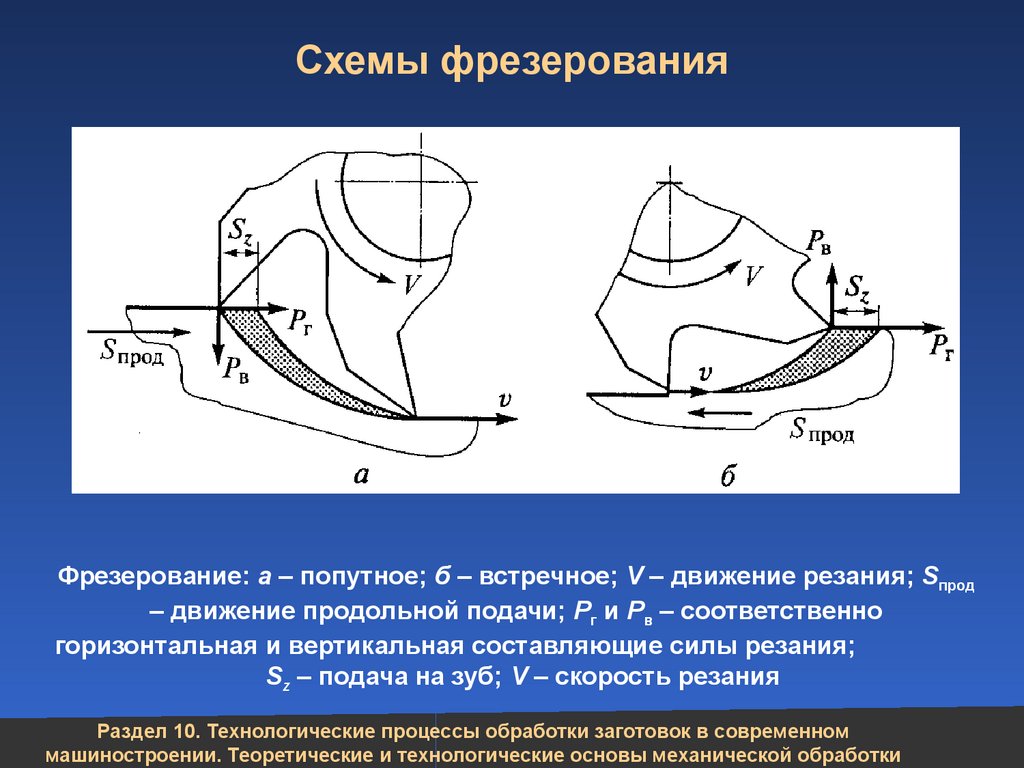
Схемы фрезерованияФрезерование: а – попутное; б – встречное; V – движение резания; Sпрод
– движение продольной подачи; Рг и Рв – соответственно
горизонтальная и вертикальная составляющие силы резания;
Sz – подача на зуб; V – скорость резания
Раздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
7.
Сила резания при фрезерованииСхема фрезерования и составляющие
силы резания:
а – при встречном фрезеровании;
б – при попутном фрезеровании
Направление осевой
составляющей силы
резания при различном
наклоне зубьев фрезы
Раздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
8.
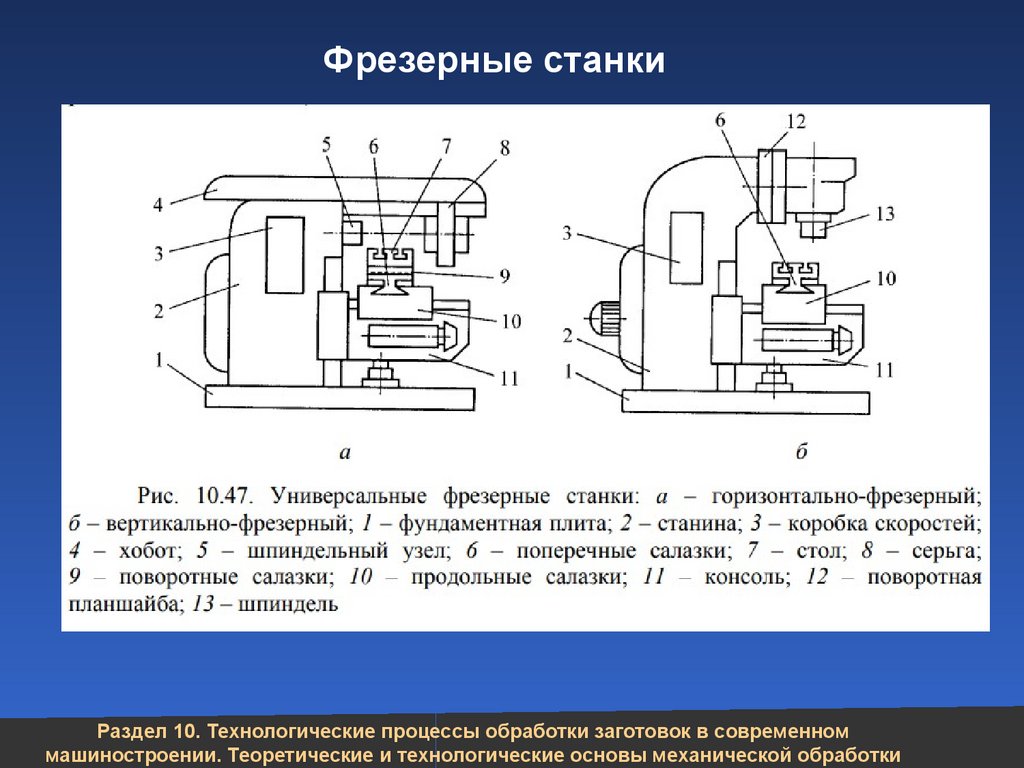
Фрезерные станкиРаздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
9.
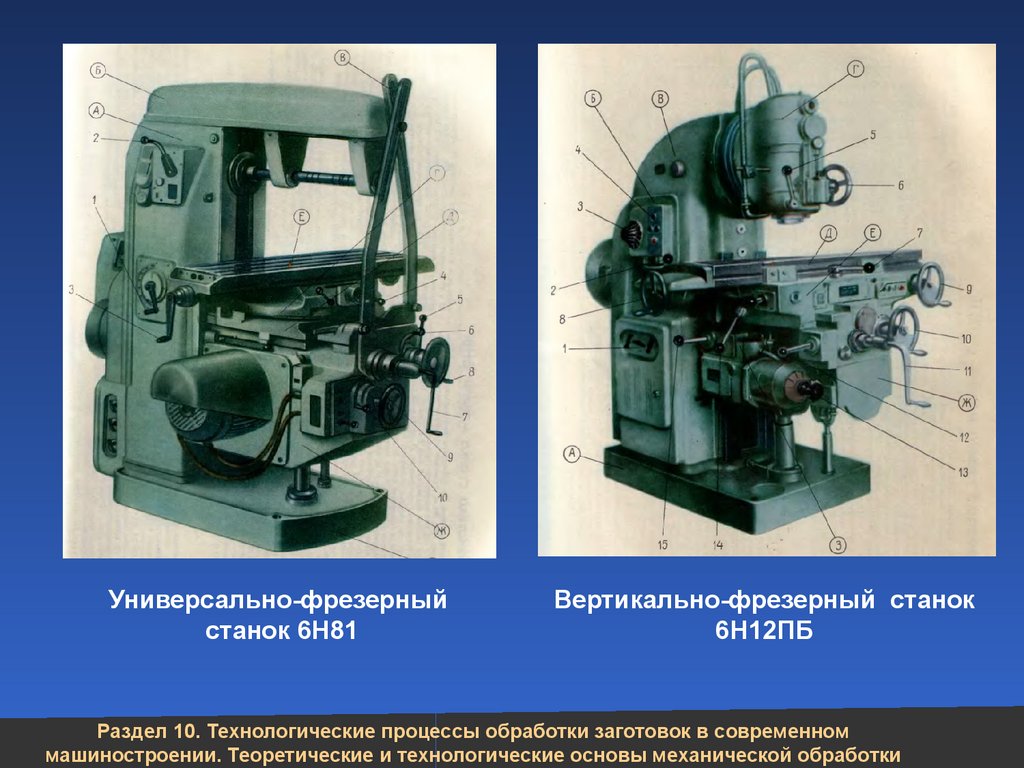
Универсально-фрезерныйстанок 6Н81
Вертикально-фрезерный станок
6Н12ПБ
Раздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
10.
Фрезерные станкиРаздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
11.
Технологическая оснастка, применяемая при фрезерованииРаздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
12.
6.9 РезьбонарезаниеНарезание резьбы – одна из распространенных операций в
машиностроении.
Наружные и внутренние резьбы наиболее просто выполнять на
токарно-винторезном станке фасонными (резьбовыми) резцами.
В крупносерийном производстве применяются специальные
болторезные станки и нарезные головки, часто применяют
накатку резьб роликами. Точные и мелкие резьбы нарезают
профильными шлифовальными кругами. Резьбы с большим шагом
нарезают резьбофрезерованием.
Часто наружные резьбы нарезают плашками, а внутренние –
метчиками.
Резьбонарезной инструмент – сложный фасонный инструмент с
острыми углами, требующий тщательной химико-термической
обработки и доводки рабочих поверхностей.
Раздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
13.
6.9 Нарезание наружной резьбы резцамиа – призматическим резцом; б – круглым резцом; в – резцовая головка:
1 – центр вращения головки; 2 – заготовка; 3 – резцовая головка;
4 – центр вращения заготовки; г – плашка: 1 – корпус; 2 – отверстия; 3 –
режущие зубья; 4 – режущий участок; 5 – калибрующий участок;
V – главное движение; S – движение подачи; So – подача на оборот; D, d –
диаметры резьбы; t – полная глубина резания; а – главный задний угол
Раздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
14.
Плашка и метчикПлашка: 1 – корпус; 2 – отверстия; 3 – режущие зубья; 4 –
режущий участок; 5 – калибрующий участок;
Метчик: 1 – заборный участок; 2 – калибрующий участок; 3 –
хвостовик; 4 – квадрат; S – шаг винтовой канавки
Раздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки