















 Строительство
СтроительствоПохожие презентации:










Технологія виготовлення зварної двотаврової балки
1. Тема: «Технологія виготовлення зварної двотаврової балки»
2.
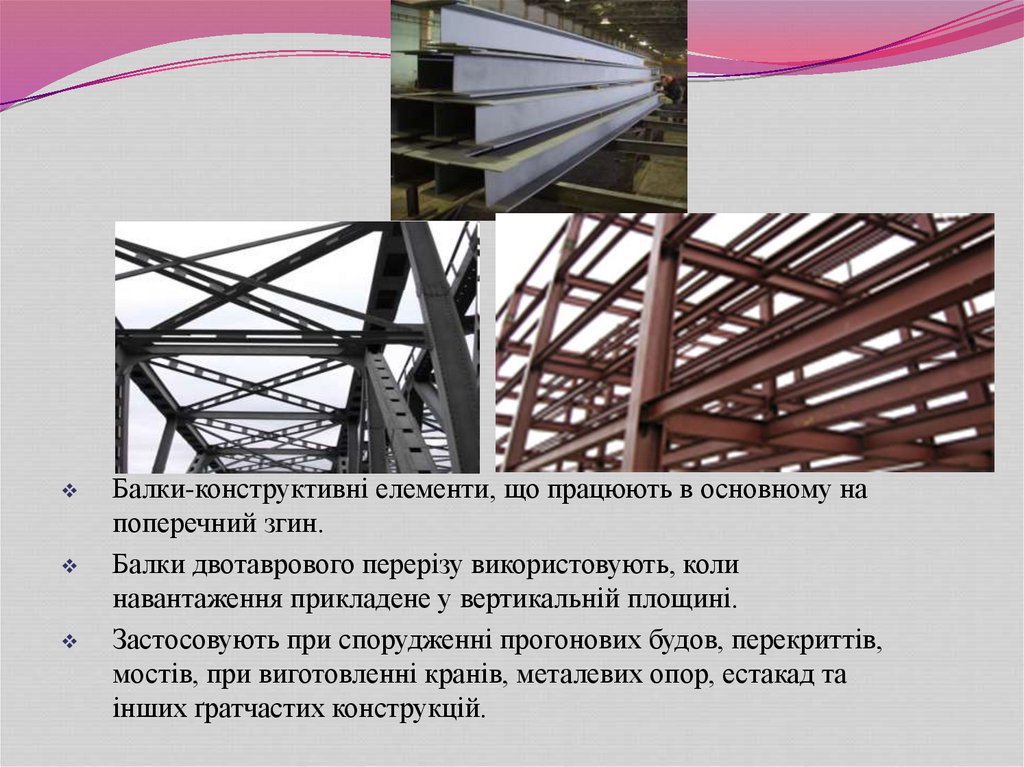
Балки-конструктивні елементи, що працюють в основному напоперечний згин.
Балки двотаврового перерізу використовують, коли
навантаження прикладене у вертикальній площині.
Застосовують при спорудженні прогонових будов, перекриттів,
мостів, при виготовленні кранів, металевих опор, естакад та
інших ґратчастих конструкцій.
3. Переваги використання зварного двотавра
4. Переваги використання зварного двотавра
Зниження маси конструкцій зварного двотавра до 35% порівняно згарячекатаним за рахунок оптимального підбору складеного
перерізу сталевої балки;
можливість застосування в перерізі зварної балки різних типів
сталей полиць і стінок (бістальна балка); найбільш напружені
ділянки балки виготовляються із сталі підвищеної міцності, а
найменш напружені — із маловуглецевої сталі, що дозволяє
знизити вартість балки;
можливість виготовлення несиметричних, змінних, складових
перерізів сталевого двотавра, що дає зниження ваги конструкції
до 10%;
мінімалізація відходів на 25% з допомогою виготовлення зварної
балки необхідної довжини;
використання зварних балок дозволяє: урізноманітнити
архітектуру споруд, збільшити широту прольоту будівель,
зменшити вагу несучих конструкцій, підвищити рентабельність
проектів.
5. Технічні вимоги
При виготовленні зварної балки використовується лист маркисталі.
Ст3пс
Ст3сп
Ст3сп5
09Г2С
09Г2С-12
10-15ХСНД
Типи зварних швів: Таврові.
Зварна балка випускається заввишки (Н) від 200 до 3000 мм,
товщина листа (t,s) від 8 до 50 мм, ширина полиці 200-800 мм.
Зварні балки виготовляються завдовжки від 3 до 12 м.
Допускається виготовлення балок завдовжки до 16.5 м.
Розрахункова вага вказується з точністю +/- 3%. Остаточна вага
визначається за фактом виготовлення.
6. Види нестандартних балок:
Перфорована балка (полегшенабалка з вікнами в стінці зі
збереженням всіх механічних
параметрів).
Балка змінного перерізу (балка із
зміною висоти стінки вздовж
довжини).
Різнополична балка (балка з
різною шириною полиць).
Посилена балка (балка, посилена
ребрами жорсткості).
Кранова балка.
7. Виробництва зварної балки
8. Лінія з виробництва зварної двотаврової балки
-стенд для складання та прихватки балок;- дві ділянки зварювання (доварки), обладнаних консольними машинами для
зварювання під флюсом;
- стан для виправлення грибоподібності полиць балки;
-камера дробоструминної обробки;
- торцефрезерний верстат;
- ділянка різання з стрічково-пиляльним верстатом;
- конвеєри, важільні кантувачі.
9. Етапи виготовлення зварних балок
1.Підготовкаповерхні
(очищення)
-видалення слідів
корозії; -видалення
оксидних плівок із
металу перед
зварювальними
роботами.
Дробоструминна камера
(дробоструминна установка, машина,
апарат) .
Ступені очищення металу.
10.
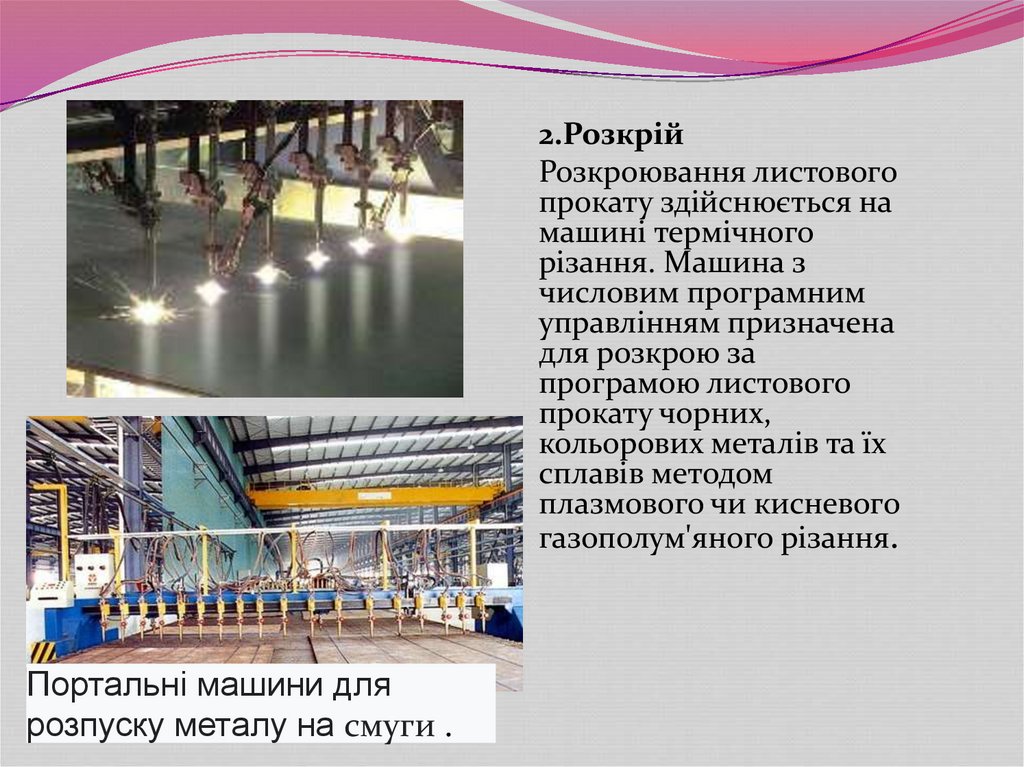
2.РозкрійРозкроювання листового
прокату здійснюється на
машині термічного
різання. Машина з
числовим програмним
управлінням призначена
для розкрою за
програмою листового
прокату чорних,
кольорових металів та їх
сплавів методом
плазмового чи кисневого
газополум'яного різання.
Портальні машини для
розпуску металу на смуги .
11.
3. ВиправленняПравка проводиться
на 7-валковому стані,
призначеному для
виправлення листових
металевих заготовок
шляхом створення
пластичних
деформацій металу
при проходженні між
валками.
12.
4.Фрезеруваннякромок
Виробляється для
поліпшення провару
на
кромкофрезерному
та торцефрезерному
верстатах.
Кромкофрезерні та торцефрезерні
верстати .
13.
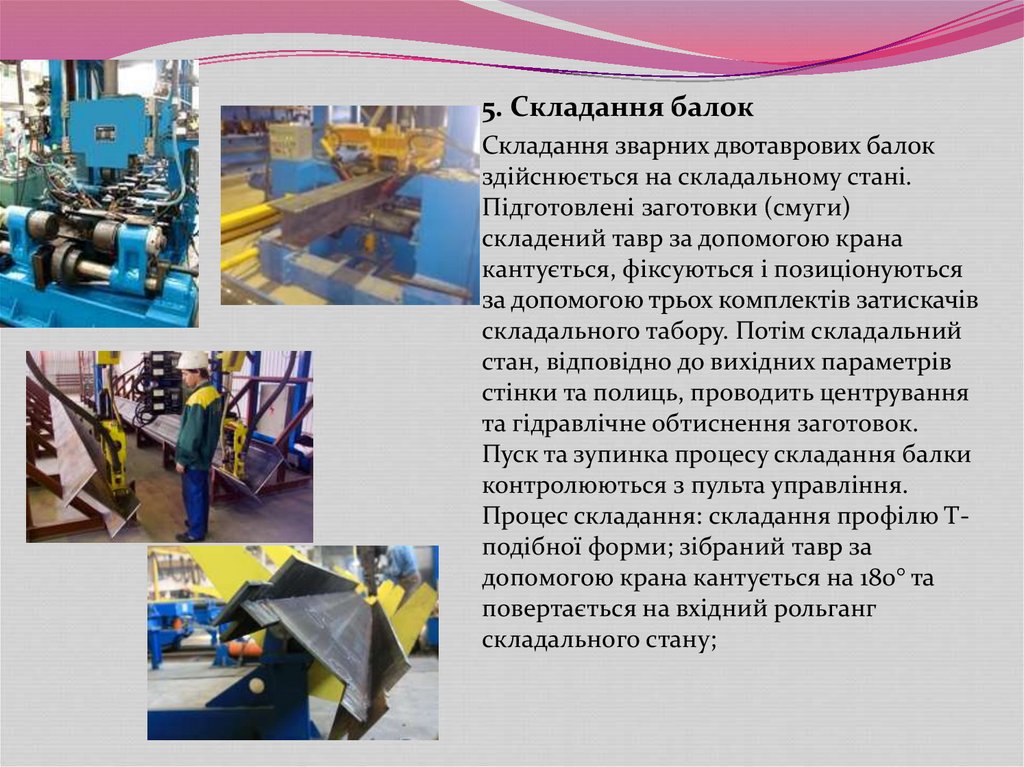
5. Складання балокСкладання зварних двотаврових балок
здійснюється на складальному стані.
Підготовлені заготовки (смуги)
складений тавр за допомогою крана
кантується, фіксуються і позиціонуються
за допомогою трьох комплектів затискачів
складального табору. Потім складальний
стан, відповідно до вихідних параметрів
стінки та полиць, проводить центрування
та гідравлічне обтиснення заготовок.
Пуск та зупинка процесу складання балки
контролюються з пульта управління.
Процес складання: складання профілю Tподібної форми; зібраний тавр за
допомогою крана кантується на 180° та
повертається на вхідний рольганг
складального стану;
14.
Консольні та портальніустановки для зварювання під
флюсом балок .
6.Обварка балки
Під час зварювання балка
розташовується на стапелях під кутом
45 градусів, що забезпечує гарний
провар та катет шва. На порталі
змонтовано два комплекти
зварювальних головок, які можуть
переміщатися у горизонтальному або
вертикальному напрямку вздовж
порталу. Установка оснащена
лазерною системою стеження за
зварним швом, що дозволяє
проводити автоматичне зварювання
одночасно з рухом порталу рейками.
Також на установці розташовується
система подачі, переробки та
збирання флюсу.
15.
7.ПравкаПід час виробництва звареної балки
неодмінно виникає порушення
"геометрії" її полиць "грибоподібність", що утворюється
внаслідок нагрівання металу. Стан
для правки зварних двотаврових
балок призначений виправляти цю
деформацію шляхом її прокатки
через систему роликів,
використовуючи при цьому
властивості пружності металу.
16.
8.Дробоструменеве очищення IIступінь
Дробоструменева установка - це
різновид обладнання, призначений для
очищення металевих конструкцій після
проведення зварювальних робіт.
Машина виробляє потужні струмені
сталевого дробу, спрямовані на
поверхню конструкції під різними
кутами, що видаляють іржу,
зварювальний шлак, бруд, жировий
наліт, створюючи чисту блискучу
поверхню металу, з метою поліпшення
якості лакофарбового покриття.
17.
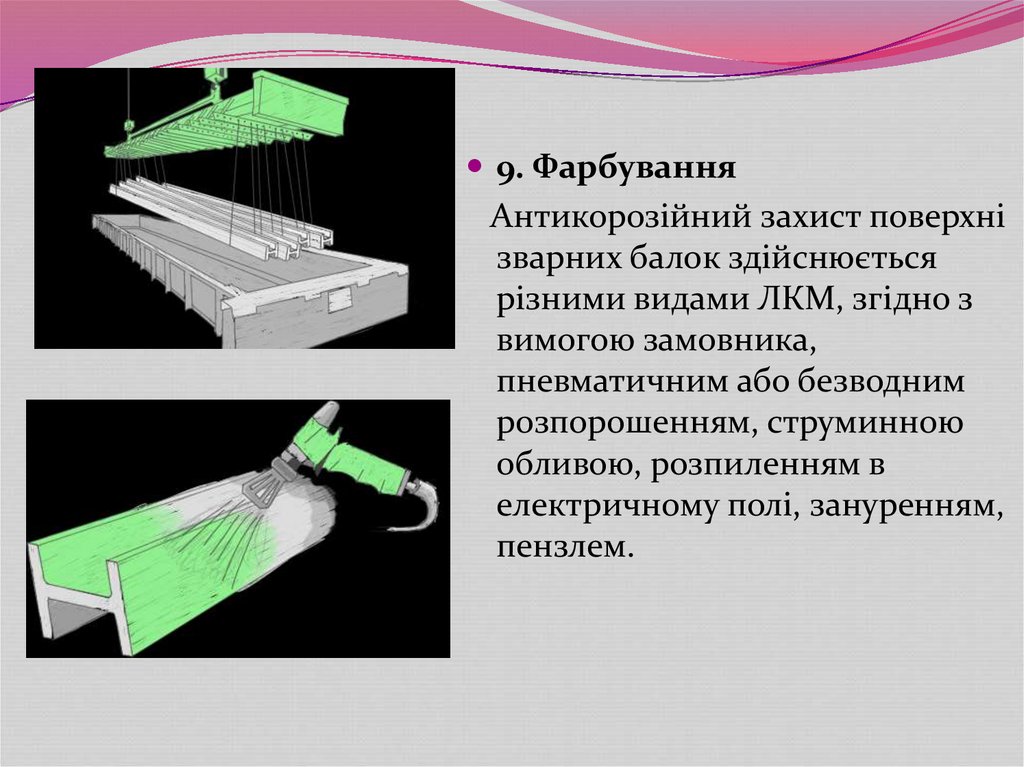
9. ФарбуванняАнтикорозійний захист поверхні
зварних балок здійснюється
різними видами ЛКМ, згідно з
вимогою замовника,
пневматичним або безводним
розпорошенням, струминною
обливою, розпиленням в
електричному полі, зануренням,
пензлем.
18. Порядок зварювання балки
Зварювання першогошва.
Зварювання балки
з t>8 мм .
Положення балки при зварюванні .