


















 Медицина
МедицинаПохожие презентации:










Стоматологические инструменты
1.
Стоматологическиеинструменты
Subtitle here
2.
Машинное препарированиеДля создания необходимой формы полости при
реставрации различными пломбировочными
материалами или культи коронки зуба при
изготовлении ортопедических конструкций, а
также при эндодонтическом лечении чаще всего
препарирование зубов проводится с помощью
ротационных или осциллирующих систем,
входящих в комплект большинства
универсальных стоматологических установок или
выпускаемых в качестве дополнительных узлов.
3.
Стоматологический наконечник - это устройство, предназначенное дляпридания рабочему инструменту направленного движения
определенной скорости.
Для правильной работы стоматологический наконечник должен
полностью соответствовать приводу стоматологической установки.
Различают приводы электрические и воздушные. На электрические
приводы устанавливаются:
• ► щеточные и бесщеточные микромоторы;
• ► пьезоэлектрические скалеры.
К воздушному приводу возможно присоединение следующих
наконечников:
• ► турбинные наконечники;
• ► воздушные микромоторы;
• ► наконечники со встроенными воздушными микромоторами;
• ► профилактические наконечники;
• ► воздушные скалеры;
• ► эндодонтические наконечники.
4.
Ротационное машинноепрепарирование
Ротационная система (от англ. rotation — вращение) включает в себя металлический
или абразивный инструмент и стоматологический наконечник (устройство,
предназначенное для передачи вращательного движения на инструмент).
В турбинных наконечниках для вращения бора используется поток сжатого воздуха,
который вращает ротор, расположенный непосредственно в головке наконечника.
Турбинный наконечник обеспечивает ротационное движение рабочего
инструмента (бор с диаметром хвостовика 1,6 мм) со скоростью до 400 000
об/мин .
5.
Схема микромоторного стоматологического углового наконечникас системой редукторов, валов и передаточных шестерней
Для получения меньшей скорости обычно используют
микромоторные наконечники.
В микромоторных наконечниках вращение бора достигается сложной
системой редукторов, валов и передаточных шестерней,
преобразующих движение вала электрического или пневматического
мотора
6.
аб
в
Трехкомпонентная ротационная система: а — металлический лопастной или абразивный
инструмент; б — стоматологический прямой наконечник; в — микромотор
а
б
Двухкомпонентная ротационная система: а — металлический лопастной или абразивный
инструмент; б — стоматологический прямой наконечник со встроенным микромотором
7.
Моторный наконечник устанавливается на электрический или пневматический(воздушный) микромотор, которым он и приводится в действие.
Наряду с трехкомпонентной ротационной системой имеется так называемая
двухкомпонентная система, в которой наконечник интегрирован с воздушным
микромотором. Последний стыкуется с мультифлексным соединением,
используемым для турбинных наконечников (INTRAflex LUX motor, KaVo, ФРГ)
Микромоторные наконечники, по сравнению с турбинными, обеспечивают
большую мощность при резании инструментом обрабатываемой поверхности.
Кроме того, микромоторные наконечники позволяют регулировать скорость
вращения бора без снижения мощности.
Выделяют следующие виды преобразования скорости вращения
микромоторными наконечниками:
• - передача вращения без изменения скорости (наконечники с синей
маркировкой);
• -передача вращения с понижением скорости (понижающие наконечники с
зеленой маркировкой);
• -передача вращения с повышением скорости (повышающие наконечники с
красной маркировкой).
В зависимости от конструкционных особенностей выпускаются угловые (ось
инструмента находится под углом к основной оси наконечника) и прямые (ось
инструмента совпадает с основной осью наконечника) микромоторные
наконечники
8.
А.Б.
Виды микромоторных стоматологических наконечников:
а — угловой; б — прямой
9.
Микромоторные наконечники преобразуют вращательное движениемикромотора:
► в возвратно-поступательное движение (наконечники для эндодонтии);
► в поворотно-колебательное движение (наконечники для профилактики);
► в вибрационное движение (наконечники для конденсации амальгамы);
► сохраняют вращательное движение.
В зависимости от вида наконечника скорость движения:
► увеличивается (повышающие наконечники, красная маркировка);
► уменьшается (понижающие наконечники, зеленая маркировка);
► не изменяется (синяя маркировка).
а.
Виды угловых микромоторных наконечников:
а — полновращательный; б — реципрокный
б.
10.
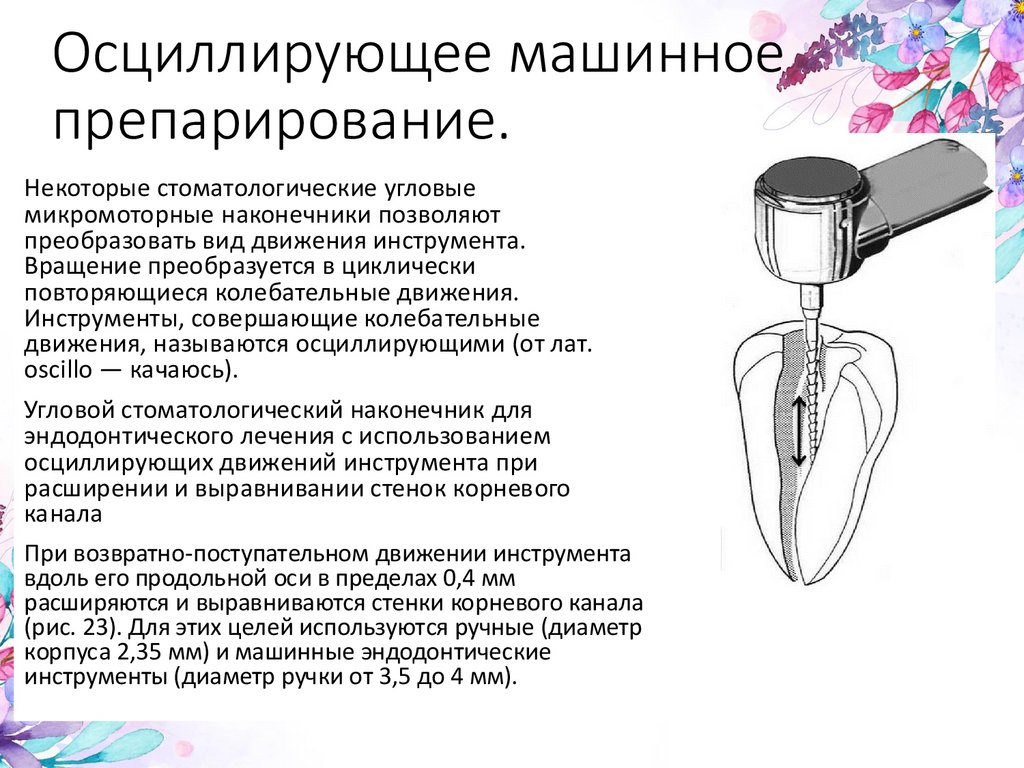
Осциллирующее машинноепрепарирование.
Некоторые стоматологические угловые
микромоторные наконечники позволяют
преобразовать вид движения инструмента.
Вращение преобразуется в циклически
повторяющиеся колебательные движения.
Инструменты, совершающие колебательные
движения, называются осциллирующими (от лат.
oscillo — качаюсь).
Угловой стоматологический наконечник для
эндодонтического лечения с использованием
осциллирующих движений инструмента при
расширении и выравнивании стенок корневого
канала
При возвратно-поступательном движении инструмента
вдоль его продольной оси в пределах 0,4 мм
расширяются и выравниваются стенки корневого канала
(рис. 23). Для этих целей используются ручные (диаметр
корпуса 2,35 мм) и машинные эндодонтические
инструменты (диаметр ручки от 3,5 до 4 мм).
11.
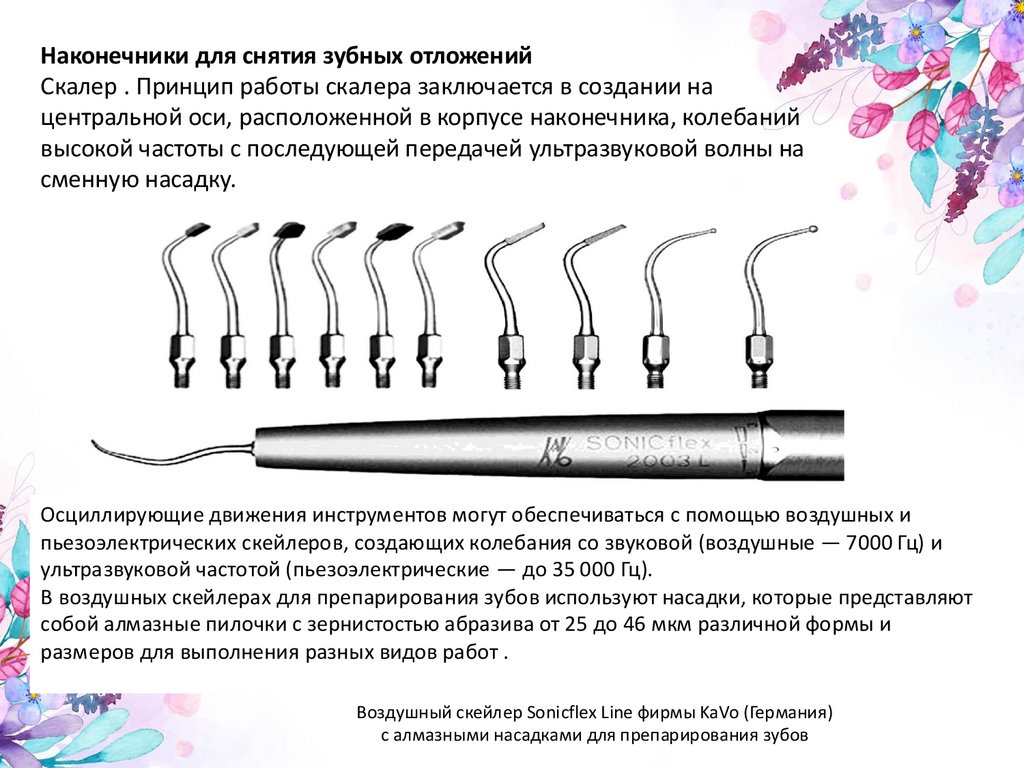
Наконечники для снятия зубных отложенийСкалер . Принцип работы скалера заключается в создании на
центральной оси, расположенной в корпусе наконечника, колебаний
высокой частоты с последующей передачей ультразвуковой волны на
сменную насадку.
Осциллирующие движения инструментов могут обеспечиваться с помощью воздушных и
пьезоэлектрических скейлеров, создающих колебания со звуковой (воздушные — 7000 Гц) и
ультразвуковой частотой (пьезоэлектрические — до 35 000 Гц).
В воздушных скейлерах для препарирования зубов используют насадки, которые представляют
собой алмазные пилочки с зернистостью абразива от 25 до 46 мкм различной формы и
размеров для выполнения разных видов работ .
Воздушный скейлер Sonicflex Line фирмы KaVo (Германия)
с алмазными насадками для препарирования зубов
12.
Hacaдки, формирующие водно-порошковую струю высокогодавления
• Профилактический эффект данного типа наконечников достигается за
счет механического удаления зубного налета направленным потоком
воды, содержащей взвесь абразивных частиц. Полирующие насадки
также можно применять для препарирования поверхностно
расположенных кариозных полостей и нанесения шероховатости на
поверхности для повышения их адгезивных свойств.
13.
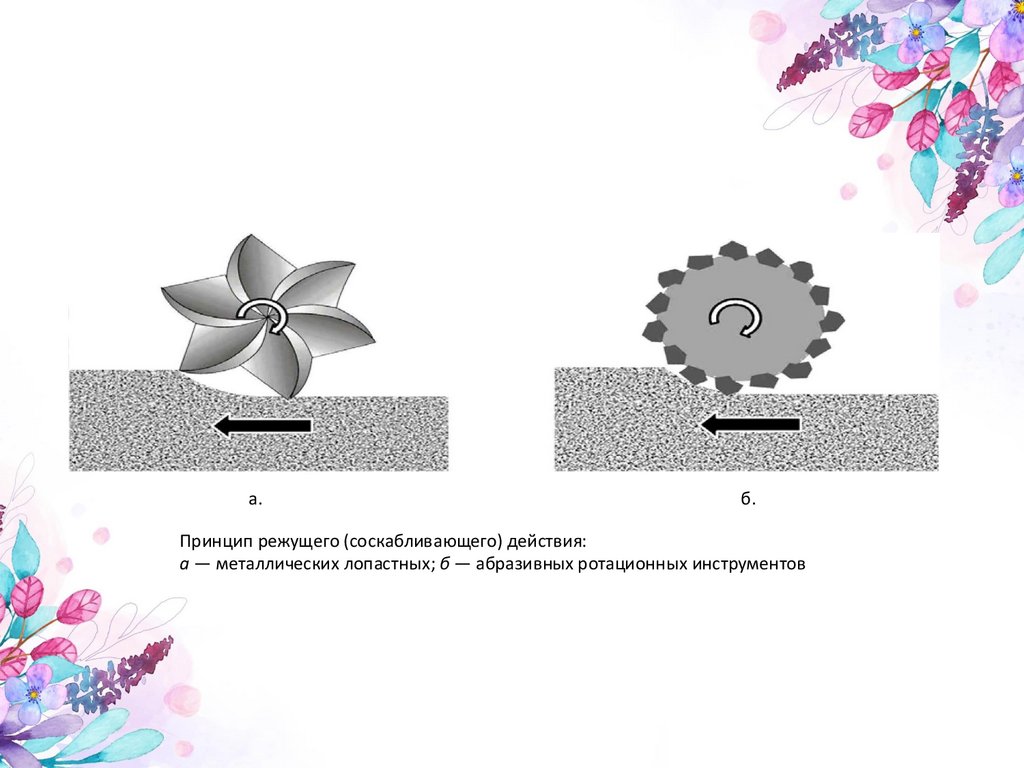
а.б.
Принцип режущего (соскабливающего) действия:
а — металлических лопастных; б — абразивных ротационных инструментов
14.
Режущее (соскабливающее) действие полновращательных машинных инструментовобусловлено контактом металлических лопастей или зерен абразивного материала с
обрабатываемой поверхностью
К ротационным инструментам относятся:
• - металлические инструменты, изготовленные из сплавов металлов, рабочая часть
которых имеет ряд насечек в виде лопастей, специальную
• нарезку или другие конструкционные особенности (стальные и твердо-сплавные боры,
фрезы, сверла, эндодонтические инструменты и др.);
• -абразивные инструменты, получаемые из зерен абразивных материалов, соединенных
между собой связующими материалами (головки, диски, круги и др.);
• -специальные устройства для профессиональной гигиены, шлифования и полирования
(щетки, фильцы и др.).
В зависимости от чистоты поверхности, создаваемой при препарировании твердых тканей
зубов, выделяют ротационные инструменты, обеспечивающие создание начальных
классов чистоты поверхности (шлифующие) и высоких классов чистоты поверхности
(финирующие, полирующие).
Качество лечения и исключение развития возможных осложнений зависит от адекватного
использования ротационных инструментов в процессе каждого конкретного этапа
лечения.
При выборе инструмента должны учитываться следующие параметры:
• -твердость обрабатываемых тканей;
• -режим работы с учетом вида оперативного метода и функциональных задач;
• -экономическая эффективность инструмента (производительность, стойкость,
стоимость).
15.
• Различают диапазон сверхвысоких (120 000-400 000об./мин), высоких (20 000-45 000 об./мин), средних (450045 000 об./мин) и низких (500-4500 об./мин) скоростей
вращательных инструментов.
• Если начальное препарирование стенок полости в
области эмали зуба выполняют в высоком и сверхвысоком
диапазонах скоростей, то экскавацию и финирование
краев эмали — в низком и среднем диапазонах.
• При использовании для препарирования зубов
металлических лопастных и абразивных инструментов
(твердосплавные боры и алмазные головки) рекомендуют
использовать скорости вращения инструментов.
• При препарировании зубов дентальными инструментами
необходимо осуществлять давление инструмента на
обрабатываемую поверхность. Оно должно быть строго
дозированным в зависимости от условий работы и
используемых инструментов.
16.
• Увеличение давления обусловливает возникновение теплотытрения, что может привести к термическим ожогам пульпы
зуба. Поэтому не следует прилагать слишком много усилий,
особенно с инструментами, предназначенными для работы с
турбинными наконечниками. Рекомендуется прерывистый,
нефорсированный тип работы. Это имеет решающее
значение для увеличения длительности использования
инструмента.
• Кинетическая энергия, передаваемая инструментом зубу,
вызывает нагрев препарируемых тканей. Эффективное
охлаждение предотвращает образование на
обрабатываемой поверхности высокотемпературных очагов.
17.
Основные особенности и общие принципыпрепарирования твёрдых тканей зубов
• Особенности и принципы препарирования твёрдых
тканей зубов:
• 1. Препарирование зуба осуществляется прерывисто
• 2. Препарирование проводится под воздушно-водяным
охлаждением
• 3. Препарирование проводят с помощью алмазных и
твердосплавных боров различной формы, длинны и
степени абразивности рабочей части
• 4. Используется принцип максимально возможного
сохранения здоровых тканей зуба
• 5. Используется принцип щадящего отношения к тканям
зуба
• 6. Применяется контроль толщины снятия твёрдых
тканей зуба
• 7. Для предупреждения травмы мягких и твёрдых тканей
стоматологический наконечник с бором включается
после внесения в полость рта и выключается перед
вынесением
18.
Режущие иабразивные
инструменты
19.
Боры стоматологическиеБоры стоматологические - это вращающиеся
режущие инструменты для препарирования
твердых тканей зуба, состоящие из:
• стержня (хвостика)
• шейки
• головки.
20.
Классификацию ротационных инструментов регламентируетмеждународная система стандартов - ISO. Согласно системе
ISO, групповую принадлежность инструмента определяют
следующие признаки
• ► тип материала, покрывающего рабочую часть инструмента;
• ► длина хвостовика и вид соединения хвостовика с наконечником;
• ► форма рабочей части инструмента;
• ► абразивность материала или тип нарезки зубьев рабочей части;
• ► наибольший диаметр рабочей части инструмента.
21.
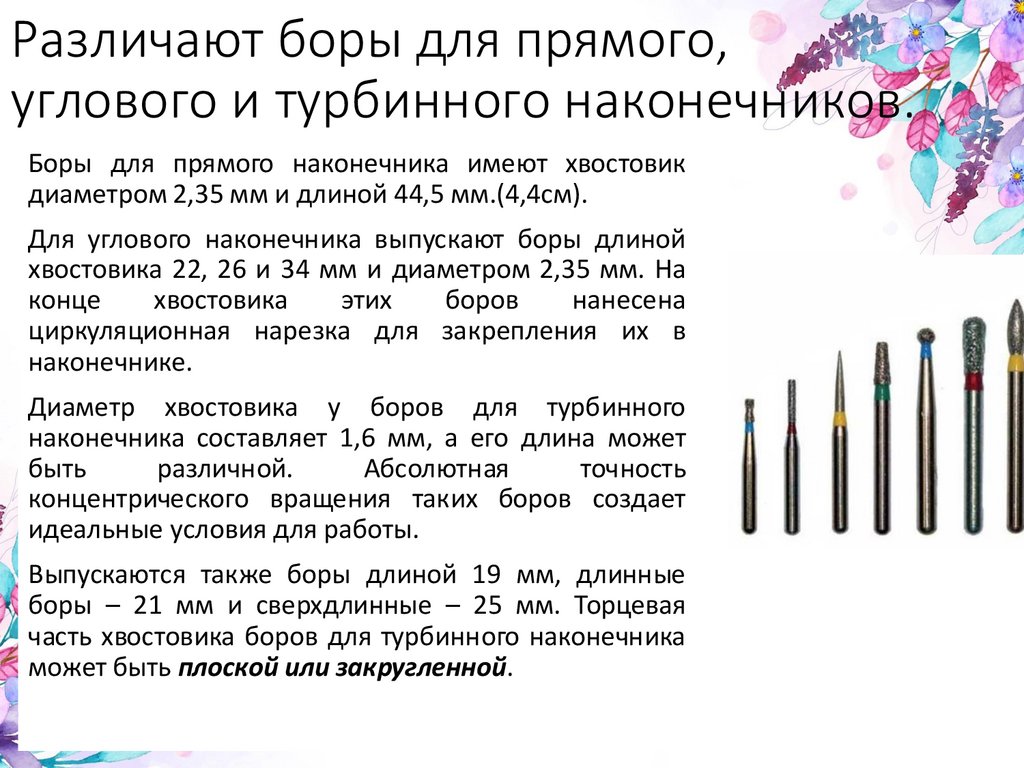
Различают боры для прямого,углового и турбинного наконечников.
Боры для прямого наконечника имеют хвостовик
диаметром 2,35 мм и длиной 44,5 мм.(4,4см).
Для углового наконечника выпускают боры длиной
хвостовика 22, 26 и 34 мм и диаметром 2,35 мм. На
конце
хвостовика
этих
боров
нанесена
циркуляционная нарезка для закрепления их в
наконечнике.
Диаметр хвостовика у боров для турбинного
наконечника составляет 1,6 мм, а его длина может
быть
различной.
Абсолютная
точность
концентрического вращения таких боров создает
идеальные условия для работы.
Выпускаются также боры длиной 19 мм, длинные
боры – 21 мм и сверхдлинные – 25 мм. Торцевая
часть хвостовика боров для турбинного наконечника
может быть плоской или закругленной.
22.
В зависимости отформы рабочей
части:
23.
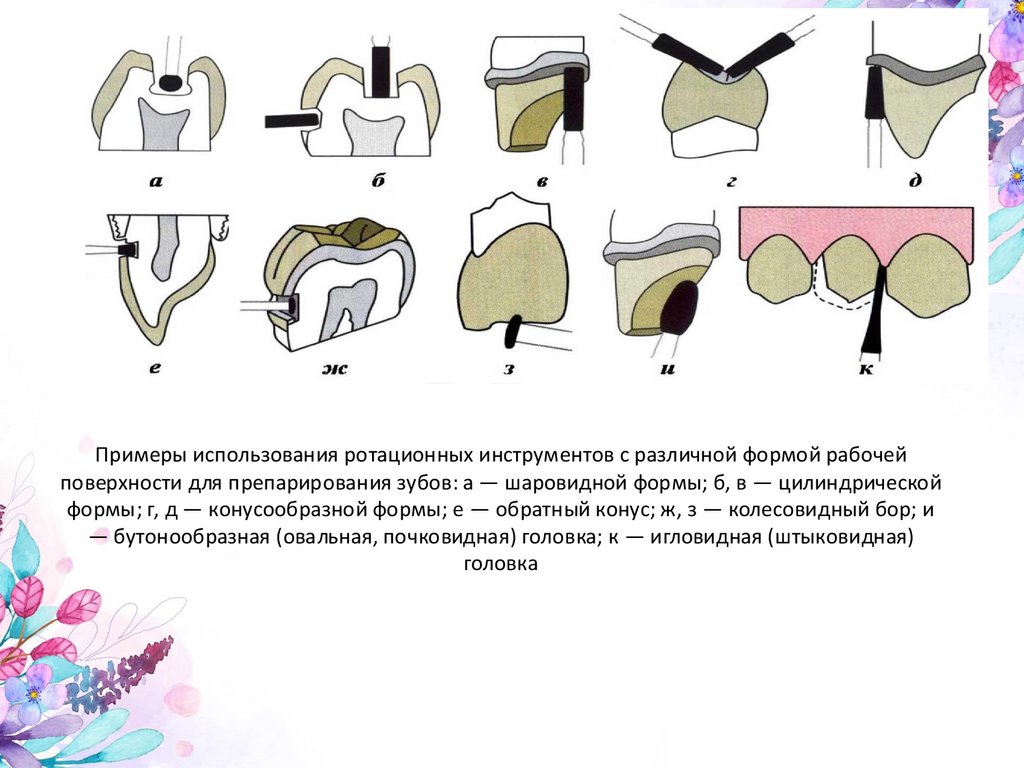
Примеры использования ротационных инструментов с различной формой рабочейповерхности для препарирования зубов: а — шаровидной формы; б, в — цилиндрической
формы; г, д — конусообразной формы; е — обратный конус; ж, з — колесовидный бор; и
— бутонообразная (овальная, почковидная) головка; к — игловидная (штыковидная)
головка
24.
Размеры рабочей частишаровидных боров (мм)
25.
Стандарт вращающихся инструментов,применяемых в стоматологии
• Система стандартизации стоматологических инструментов по ISO
• Все вращающиеся инструменты, на сегодняшний день применяемые в
стоматологической практике, стандартизированы по системе
стандартизации ISO, применяемой с 1986 года.
• Каждому инструменту присвоен 15-значный цифровой код.
• Первые три цифры несут информацию о характере материала, из
которого изготовлена рабочая часть (головка) инструмента. Некоторые
примеры:
• 310 - хром-ванадиевый сплав
• 312 - хром-вольфрамовый сплав
• 500 - твердосплавные боры
• 806 - алмазные боры
26.
Стандартизация ISO (1986г.)Четвертая, пятая, шестая цифры отражают характеристику хвостовика
вращающего инструмента и общую длину инструмента.
Для прямого наконечника: 103–диаметр-2,35мм; длина–34мм, 104–
диаметр–2,35мм; длина–44,5мм, 105–диаметр-2,35мм; длина–64мм, 106–
диаметр–2,35мм; длина–70мм
Для углового наконечника: 202–диаметр–2,35мм; длина–16,0мм, 203–
диаметр–2,35мм; длина–18,5мм, 204–диаметр–2,35мм; длина–22мм, 205–
диаметр–2,35мм; длина–26мм, 206–диаметр–2,35мм; длина–34мм, 313–
диаметр-1,6мм; длина–16,5мм
Для турбинного наконечника: 314–диаметр–1,6мм; длина–19мм, 315–
диаметр–1,6мм; длина–21мм 316–диаметр–1,6мм; длина–25мм
27.
Стандарт вращающихся инструментов,применяемых в стоматологии
• Седьмая, восьмая и девятая цифры отражают информацию о форме
рабочей части (головки). Таких форм производится более 30 видов.
• Например: 001-007-шаровидная, 010-039-обратноконусная, 040-100колесовидная, 107-158-цилиндрическая, 159-223-конусная, 239-252пламевидная, 277-281-эллипсовидная, 303-316-лентикулярная, 320-392диски, 417 и далее-эндодонтический инструмент.
• Десятая, одиннадцатая и двенадцатая цифры отражают тип режущей
рабочей части. Различают более100 разновидностей типов режущей
части.
• Тринадцатая, четырнадцатая и пятнадцатая цифры дают информацию о
диаметре головки.
• Например: № 0,05-диаметр головки равен 0,5мм
№ 0,12-диаметр головки равен 1,2мм
28.
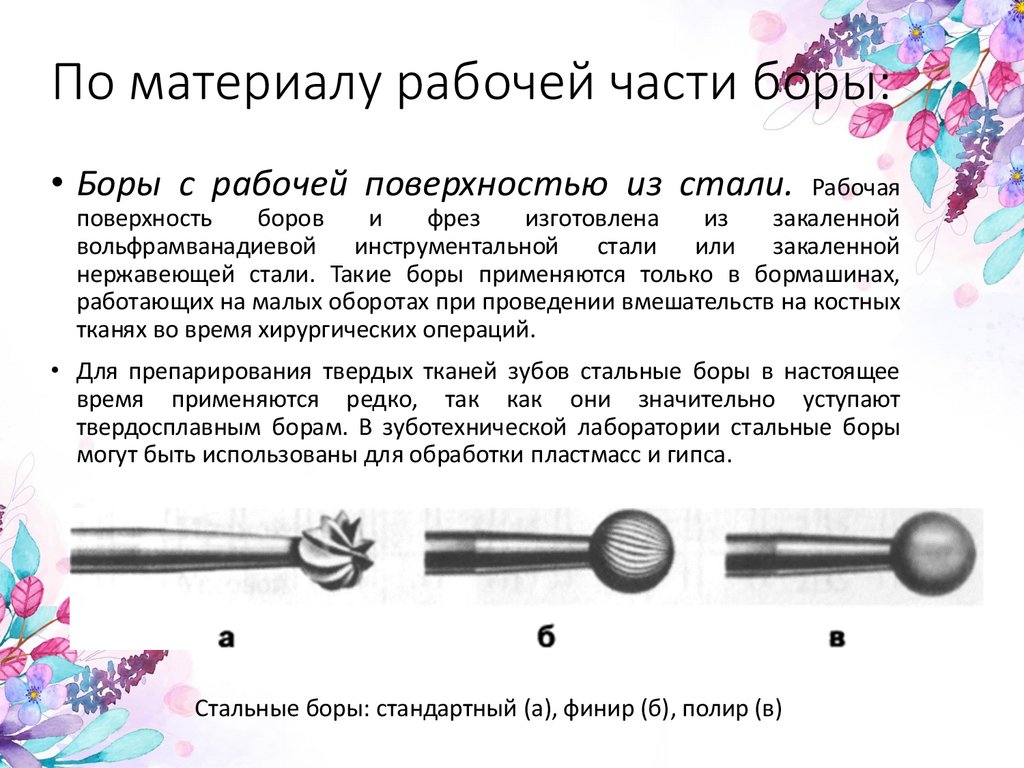
По материалу рабочей части боры:• Боры с рабочей поверхностью из стали. Рабочая
поверхность
боров
и
фрез
изготовлена
из
закаленной
вольфрамванадиевой инструментальной стали или закаленной
нержавеющей стали. Такие боры применяются только в бормашинах,
работающих на малых оборотах при проведении вмешательств на костных
тканях во время хирургических операций.
• Для препарирования твердых тканей зубов стальные боры в настоящее
время применяются редко, так как они значительно уступают
твердосплавным борам. В зуботехнической лаборатории стальные боры
могут быть использованы для обработки пластмасс и гипса.
Стальные боры: стандартный (а), финир (б), полир (в)
29.
По материалу рабочей частиборы:
• Боры твердосплавные. Рабочая часть твердосплавных
боров и фрез изготавливается из карбида вольфрама.
Твердосплавные боры характеризуются длительным
сроком эксплуатации и высокой резательной
способностью. Они универсальны, могут использоваться
как в терапевтической стоматологии, так и в ортопедии.
• Количество режущих граней на рабочей поверхности
бора определяет показания к его применению. Так, чем
больше режущих граней, тем более гладкой становится
поверхность после обработки. Твердосплавные боры с
большим числом режущих граней применяются для
окончательной (финишной) отделки пломб из
композитов.
• На рабочей поверхности таких боров может быть
8,10,12,16,30 режущих граней. Для обычной процедуры
препарирования твердых тканей зубов используются
боры с 6 или 8 резцами.
30.
Твердосплавные боры31.
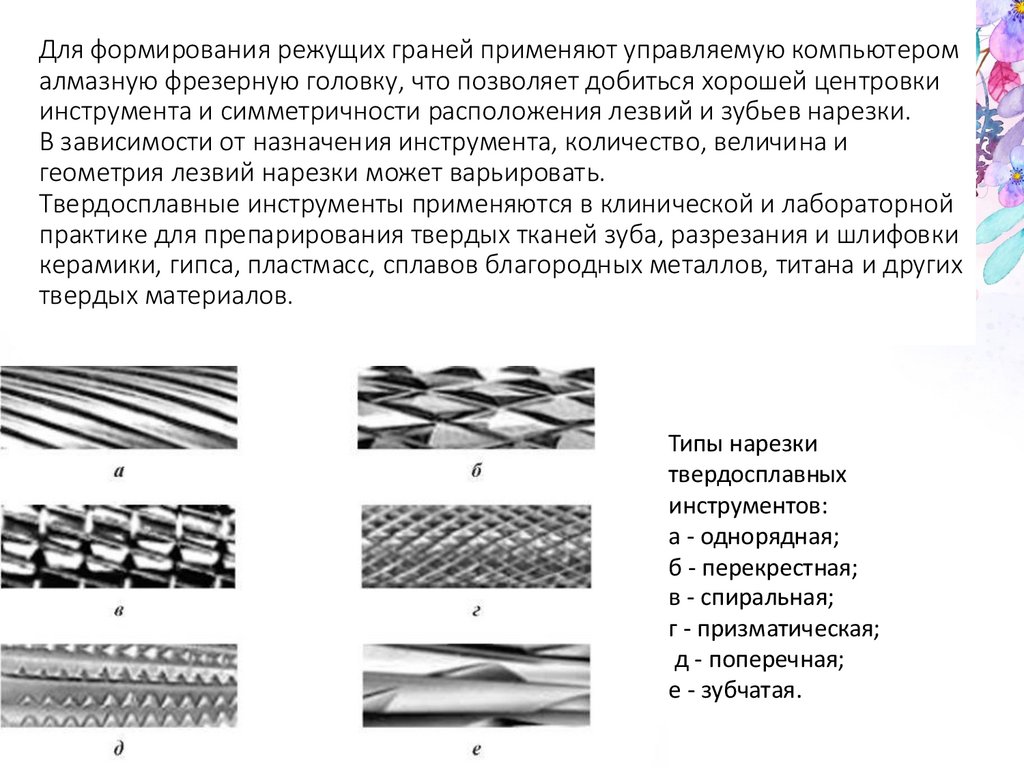
Для формирования режущих граней применяют управляемую компьютеромалмазную фрезерную головку, что позволяет добиться хорошей центровки
инструмента и симметричности расположения лезвий и зубьев нарезки.
В зависимости от назначения инструмента, количество, величина и
геометрия лезвий нарезки может варьировать.
Твердосплавные инструменты применяются в клинической и лабораторной
практике для препарирования твердых тканей зуба, разрезания и шлифовки
керамики, гипса, пластмасс, сплавов благородных металлов, титана и других
твердых материалов.
Типы нарезки
твердосплавных
инструментов:
а - однорядная;
б - перекрестная;
в - спиральная;
г - призматическая;
д - поперечная;
е - зубчатая.
32.
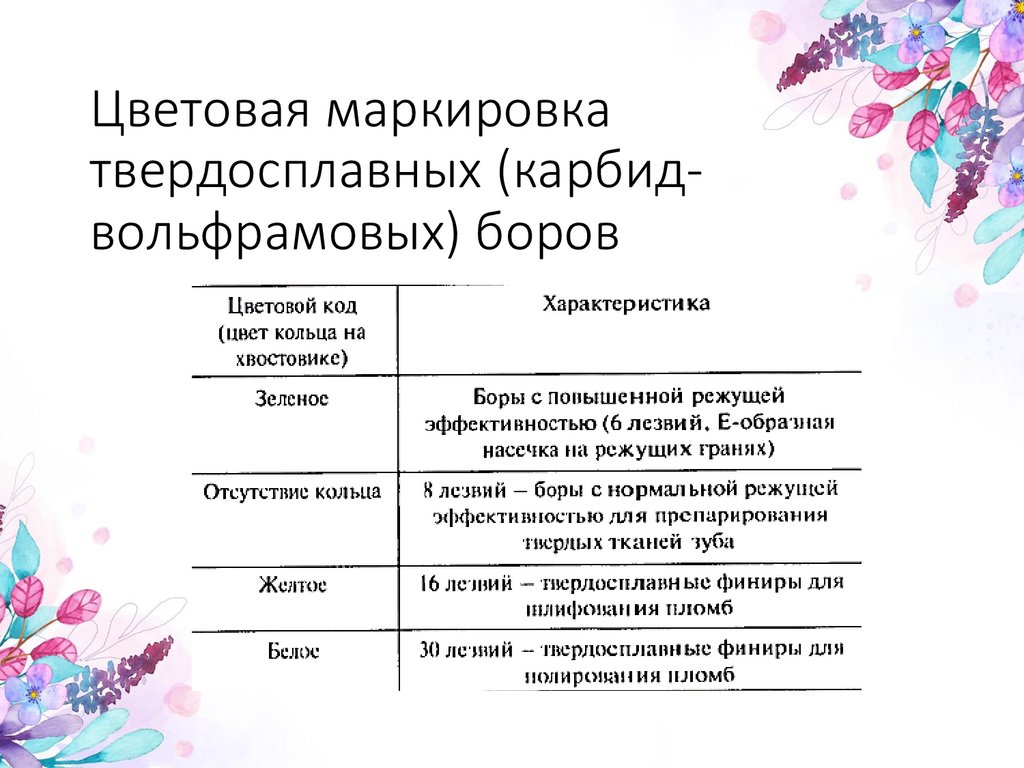
Цветовая маркировкатвердосплавных (карбидвольфрамовых) боров
33.
По материалу рабочей части боры:Боры с алмазным покрытием. Для покрытия стоматологических инструментов
используют как природные технические алмазы, так и синтетическую алмазную
крошку. Для соединения алмазных зерен со стальной заготовкой используют
металлическую связку, которую наносят с помощью гальванизации и спекания.
• Гальваническая заливка обеспечивает хорошее закрепление абразивных
гранул и прецизионную работу инструмента за счет снижения радиального
биения. Для повышения режущей эффективности и снижения
теплообразования применяют одноуровневое алмазное покрытие, при
котором алмазные зерна одинаково погружены в заливку и равномерно
распределены по поверхности рабочей части инструмента.
• Методом спекания производят высокоабразивные инструменты,
предназначенные для проведения зуботехнических работ. В качестве
связующего элемента используют железомарганцевый сплав (инструменты
для обработки керамики) и бронзу (инструменты для обработки металлов)
34.
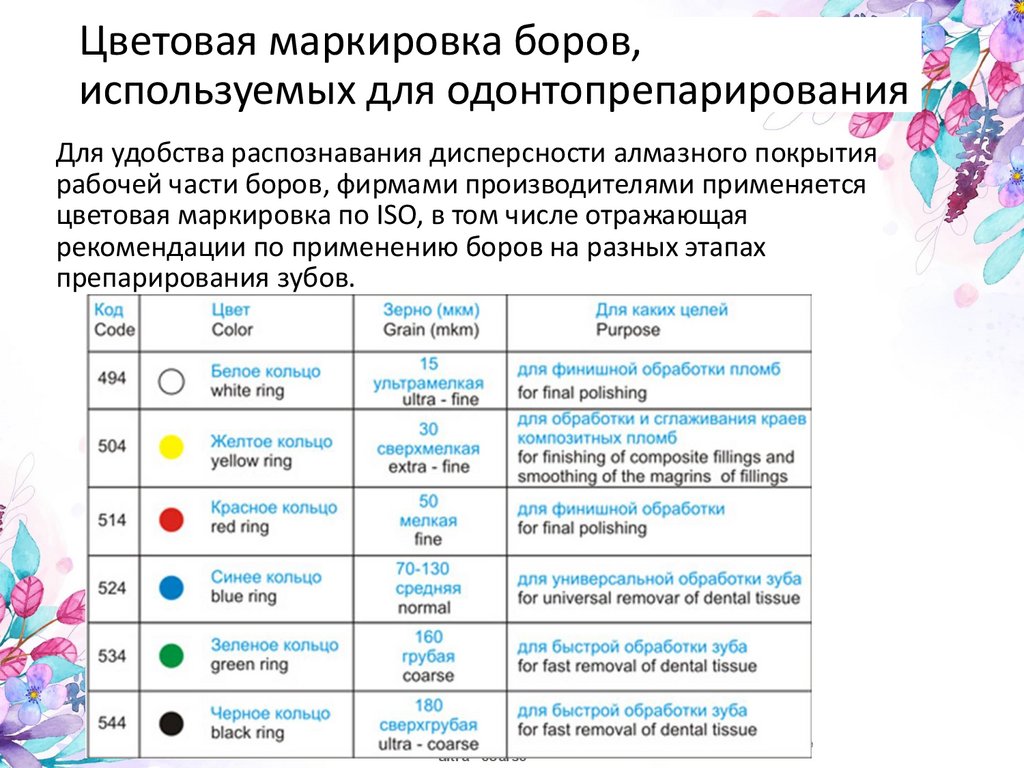
Цветовая маркировка боров,используемых для одонтопрепарирования
Для удобства распознавания дисперсности алмазного покрытия
рабочей части боров, фирмами производителями применяется
цветовая маркировка по ISO, в том числе отражающая
рекомендации по применению боров на разных этапах
препарирования зубов.
Код
Code
Цвет
Color
404
Белое кольцо
white ring
504
Желтое кольцо
yellow ring
Зерно
(мкм)
Для каких целей
Grain (mkm)
Purpose
для финишной обработки пломб for final
polishing
для обработки и сглаживания краев
композитных пломб
for finishing of composite fillings and smoothing
of the magrins of fillings для финишной
514
Красное кольцо red обработки
for final polishing
ring
524
Синее кольцо
blue ring
534
Зеленое кольцо
green ring
544
Мерное кольцо
black ring
70-130
для
универсальной обработки зуба for
средняя removar of dental tissue
universal
normal
160
для быстрой обработки зуба for fast
грубая
removal of dental tissue
coarse
180
сверхгрубая
ultra - coarse
для быстрой обработки зуба
for fast removal of dental tissue
35.
По материалу рабочей части боры:Боры с рубиновым покрытием. Инструменты с
рубиновой крошкой предназначены для завершающей
обработки стоматологических изделий из пластмассы.
Связующим элементом в них, как и в алмазных
инструментах,
служит
металл.
Преимуществом
рубиновых финиров является отсутствие эффекта
разогревания поверхности, что позволяет проводить
точную корректировку пластмассовых протезов без
деформации конструкции.
36.
По материалу рабочей части боры:Боры корундовым покрытием.
Корунд (Al2O3)
используется в качестве абразивной добавки в инструментах,
предназначенных для завершающей обработки стоматологических
материалов. В зависимости от абразивности зерна инструменты с
корундовой насыпкой применяются как для предварительной обработки
поверхности (абразивы), так и для финишного шлифования (полиры).
Связующим и формообразующим элементом в корундовых инструментах
служит керамическая масса, которая может различаться по степени
жесткости. Для фиксации зерен абразива в корундовых сепарационных
дисках используют синтетические смолы, в полирующих инструментах
применяется эластичная силиконовая связка.
37.
По материалу рабочей части боры:• Боры с силикон-карбидной насыпкой.
Инструменты с рабочей частью из силикон-карбида (SiC) с различной
степенью зернистости насыпки применяются в клинической и
лабораторной практике в виде абразивов и полиров для нивелирования и
шлифования стоматологических конструкций. Связующим матриксом в
силикон-карбидных инструментах, как и в корундовых инструментах,
служат керамика, силикон и синтетические смолы, в некоторых
инструментах также используется мягкая магнезитная связка. Силиконкарбидные инструменты применяются для обработки зубных тканей,
керамики, металлических сплавов и акриловых пластмасс.
38.
По материалу рабочей части боры:• Боры с покрытием из песчаника. Абразивные
камни из песчаника (SiO2) в составе синтетического связующего материала
выпускаются с мелкозернистой и среднезернистой силикатной насыпкой для финишного полирования, и крупнозернистой насыпкой - для
предварительной обработки. Инструменты из песчаника
преимущественно используются в лабораторной практике для
шлифования изделий из пластмассы, металлических конструкций и
композитов.
39.
По материалу рабочей части боры:• Инструменты с силиконовым покрытием.
Инструменты с силиконовым покрытием изготавливают на основе
высокомолекулярных кремнийорганических соединений с общей
химической формулой [-O-Si(R2)-O-]n. Силиконовые резины не токсичны,
устойчивы к агрессивным химическим средам и термически резистентны,
что позволяет применять силиконовые полиры как на стоматологическом
приеме, так и в зуботехнической лаборатории. Область применения
силиконовых инструментов: окончательная обработка керамики,
благородных и неблагородных металлов, реставраций из композитов и
амальгамы, удаление зубного налета и полирование эмали.
40.
По материалу рабочей части боры:• Инструменты с резиновым покрытием.
Рабочая часть резиновых полиров представлена высококачественным
вулканизированным термо- и износостойким каучуком. Резиновые
полиры применяются на завершающих этапах обработки металлических
конструкций из хромокобальтовых сплавов, титана и сплавов благородных
металлов.
41.
По материалу рабочей части боры:• Инструмент с керамическим покрытием
рабочей части. Инструменты с керамическим покрытием
рабочей части предназначены для высокоскоростной обработки мягких
тканей полости рта . Резекция тканей сопровождается эффектом
коагуляции, что снижает кровотечение в зоне препарирования.
Керамический триммер используют для удаления гиперплазированной
десны, обнажения ретенированных зубов и отделения межкорневых
грануляций; также данный инструмент применяется в ортопедической
стоматологии для открытия зубодесневой борозды при снятии оттисков.
42.
Инструменты, используемыесовместно с полировочными
пастами
• Рабочая часть таких инструментов не
имеет собственного абразивного
покрытия и требует применения
полировочных паст .
• Для изготовления рабочей части
используют следующие материалы:
• ► натуральные ткани и полимеры
Щетки из металлической проволоки: а медная проволока; б - стальная
проволока; в - серебряная проволока
• ► синтетические полимеры
• ► металлическую проволоку
Щетки из хлопковой пряжи
Нейлоновые щетки