


 Промышленность
ПромышленностьПохожие презентации:





")



")
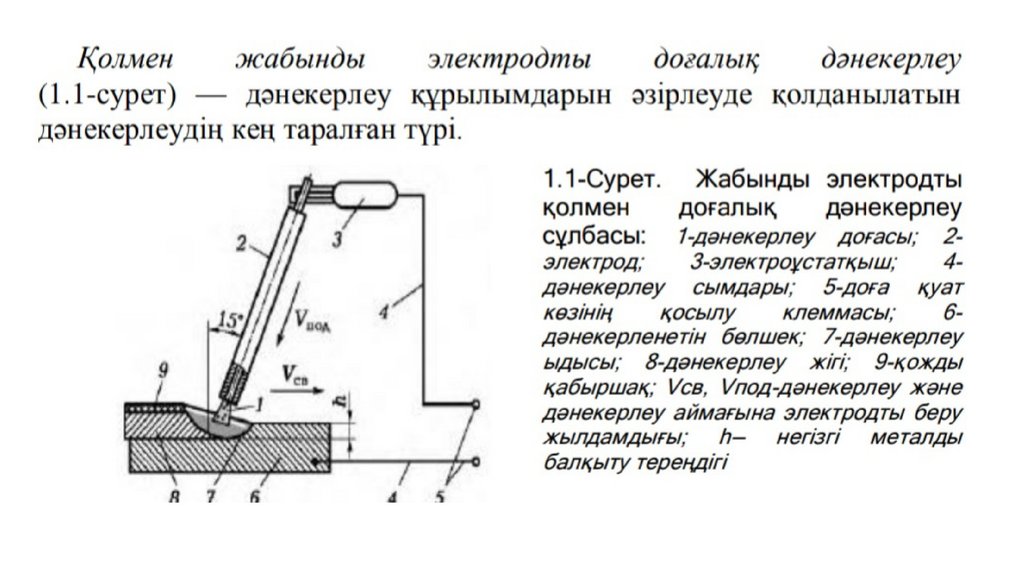
Дәнекерлеудің негізгі әдістері мен түрлері
1.
БҚОӘББ "Жоғары аграрлық-технологиялық колледжі" МКҚҚДәнекерлеудің негізгі әдістері мен
түрлері.
Орындаған: МГ-221.1қ
тобының студенті
Ермек М.Қ
Қабылдаған: оқытушы
Е.А.Утегенов
2.
Балқытып дәнекерлеуді жіктеу және оның негізгі түрлері. Дәнекерлеупроцесін энергия мен заттың қайтымсыз өзгерістерімен байланысты екі
негізгі физикалық құбылыс: энергияны басқарып, енгізу мен заттар
қозғалысын анықтайды.
Энергияны енгізу – дәнекерлеудің қажетті шарты болып, қосымша энергиясыз
қосылысатын беттер активтелуі мүмкін емес. Енгізілетін энергияның түрі мен түзілім
сипаты дәнекерлеудің процесінің түрін анықтайды. Затты енгізу тек балқытып
дәнекерлеудің кейбір түрлері кезінде қажет болып, мұндағы энергияның бір бөлігін бұл
жағдайда балқытылған материалға енгізілуі мүмкін.
Қазіргі кезде жіктемесі негізгі физикалық, техникалық және технологиялық белгілер
бойынша жүретін дәнекерлеу процестерінің 150-ден астам түрі бар.
Жіктеудің негізгі белгілері болып дәнекерлік қосылысты алу үшін қолданылатын
энергия түрі табылады. Осы белгілері бойынша барлық дәнекерлеу процестері мына үш
кластық: терминалық, термомеханикалық немесе механикалық түрлердің біріне жатады.
3.
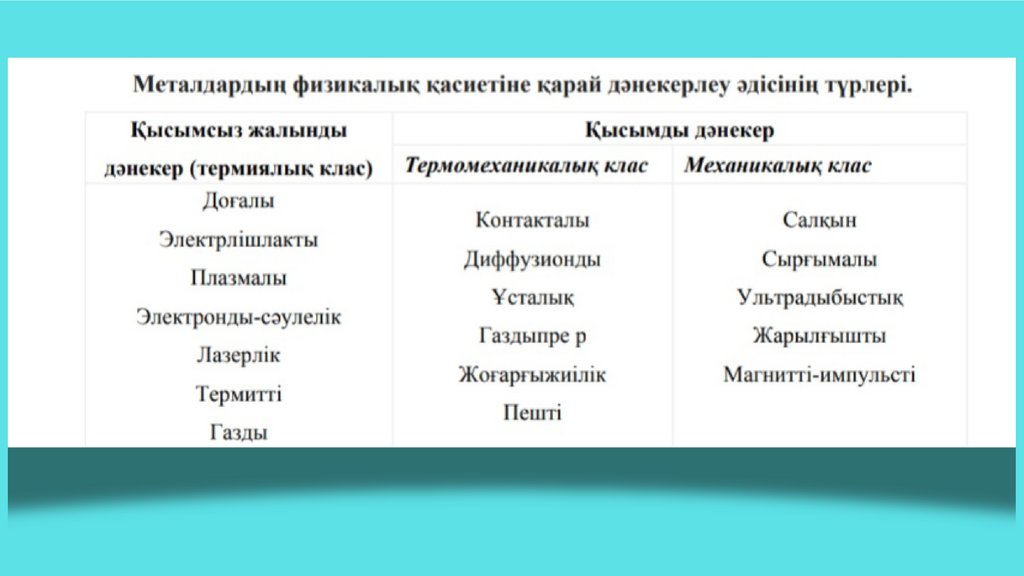
■ термиялық — жылу энергиясын қолданып жүзеге асырылатынбалқытып дәнекерлеу түрлерін біріктіруші (доғалық, электрқожды,
газдық, плазмалық, электронды-сәулелік, лазерлік, жарық сәулесімен
және т.б.);
■ термомеханикалық — жылу және механикалық энергияларды
қолданып жүзеге асырылатын дәнекерлеу түрлерін біріктіруші
(контактілі, диффузиялық, ұсталық, газопрестік);
■ механикалық — механикалық энергияны қолданып жүзеге
асырылатын қысымды дәнекерлеу түрлерін біріктіруші (суық
дәнекерлеу, үйкелісті, жарылысты, ультрадыбыстық).
Алғашқы екі класс (термиялық және термомеханикалық)
дәнекерлеудің негізгі екі түрін балқытумен және қысыммен
дәнекерлеуді қалыптастырады, олар өнеркәсіпе кең қолданыс тапқан.
Механикалық кластық дәнекерлеудің барлық түрлері арнайы түрге
жатады да қолданылуы шектеулі болады.
4.
5.
6.
7.
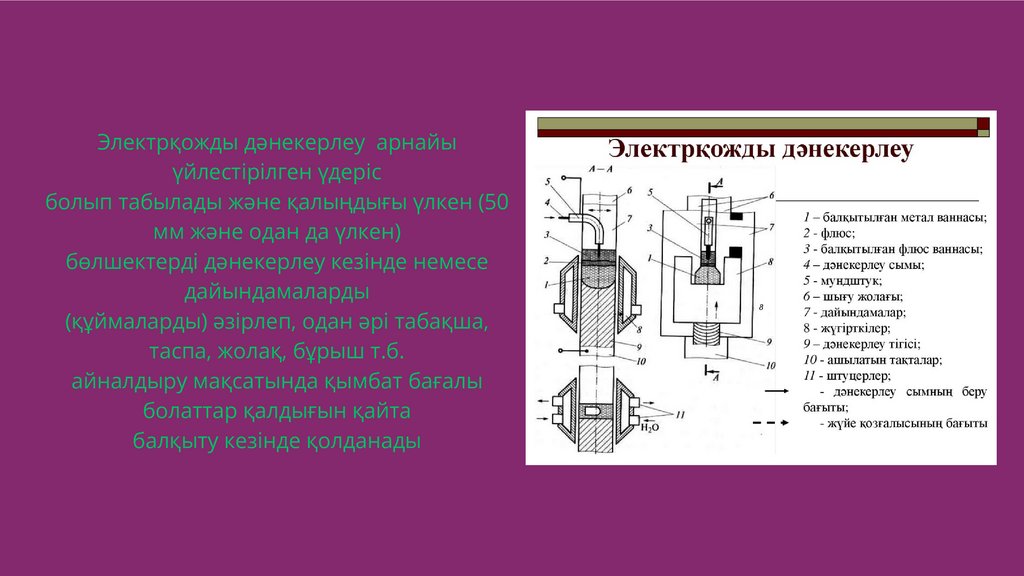
Электрқожды дәнекерлеу арнайыүйлестірілген үдеріс
болып табылады және қалыңдығы үлкен (50
мм және одан да үлкен)
бөлшектерді дәнекерлеу кезінде немесе
дайындамаларды
(құймаларды) әзірлеп, одан әрі табақша,
таспа, жолақ, бұрыш т.б.
айналдыру мақсатында қымбат бағалы
болаттар қалдығын қайта
балқыту кезінде қолданады
8.
Электронды-сәулелік дәнекерлеу тереңвакуумда арнайы
құрылғыдағы электрондардың
басқарылатын шоғырланған ағынымен
жүзеге асырылады. Қыздырылатын
вольфрам катод электрондар
ағынын береді, олар жоғары кернеу (100
кВ-ға дейін) әсерінен
жылдамдатылады да анодқа
(дәнекерленетін бөлшектің)
жетіп,фокусталады. Бұл кезде анодта
дәнекерленетін бөлшек металын
балқытуға қажетті жылу энергиясы
бөлінеді.
9.
Плазмалық дәнекерлеу негізінен қабырғасыжұқа құрылымдарды
дайындау кезінде пайдаланылады. Плазма
құрушы газ ретінде аргон,
гелий не азот пайдаланылады. Үдеріс
қысымды газдар ағынын
тығыздығы жоғары электр разряды арқылы
өткізуге негізделген.
Нәтижесінде плазма деп аталатын жоғары
температуралы газ
қалыптасады. Плазмалық ағын (сығылған
плазма) температурасы
30000°C-қа жетеді, бұл қиын балқитын
металдар мен құймаларды
дәнекерлеу мүмкіндігін қамтамасыз етеді.
Арнайы плазматрондарды
қолдану кезінде қалы табақшалы металдың
дайындамасын ашу
кезінде де плазмалық кесуді орындауға
болады. Плазмалық кесу
үдерістің салыстырмалы жоғары
жылдамдығында тар әрі таза кесуді
алуға мүмкіндік береді.
10.
Лазерлік дәнекерлеу дәнекерлеу жұмыстарындада, түрлі
құрылымдық материалдарды балқыту, кесу,
саңылауларын бітеу және
беткі өңдеу кездерінде де кеңінен қолданылатын
әмбебап үдеріс
болып табылады. Лазерлік сәуле энергиясының
көмегімен металды,
қабатты пластиктерді, пластиктелген ағашты
және басқа да
материалды кесуге болады. Өнеркәсіптік газдық
және қатты денелік
лазерлер басқарудың микропроцессорлық
жүйесімен жабдықталған.
11.
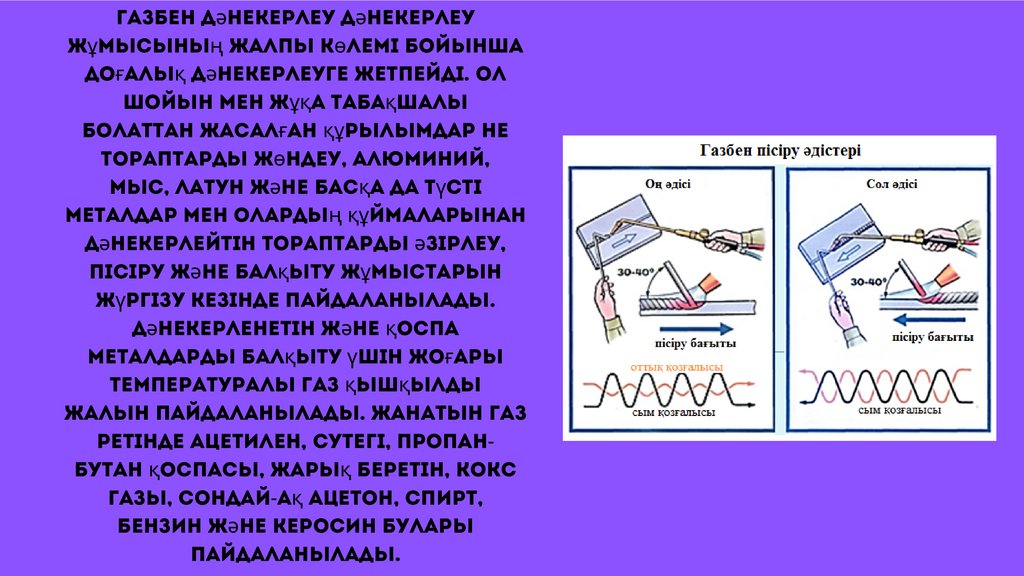
Газбен дәнекерлеу дәнекерлеужұмысының жалпы көлемі бойынша
доғалық дәнекерлеуге жетпейді. Ол
шойын мен жұқа табақшалы
болаттан жасалған құрылымдар не
тораптарды жөндеу, алюминий,
мыс, латун және басқа да түсті
металдар мен олардың құймаларынан
дәнекерлейтін тораптарды әзірлеу,
пісіру және балқыту жұмыстарын
жүргізу кезінде пайдаланылады.
Дәнекерленетін және қоспа
металдарды балқыту үшін жоғары
температуралы газ қышқылды
жалын пайдаланылады. Жанатын газ
ретінде ацетилен, сутегі, пропанбутан қоспасы, жарық беретін, кокс
газы, сондай-ақ ацетон, спирт,
бензин және керосин булары
пайдаланылады.
12.
Қысыммен дәнекерлеу дәнекерлеуүдерістерінің термомеханикалық
класына жатады. Мұндай үдерістердің
ішінде дәнекерлеу тогы өтуі
кезінде дәнекерлеу бөлшегін контакт
аймағына шығаратын, қысым
мен жылу энергиясын пайдаланып
орындалатын контактілі
дәнекерлеу жетекші рөлді атқарады.
Контактілі дәнекерлеудің
нүктелі, жікті, жиекті және рельефті
түрлері болады.
13.
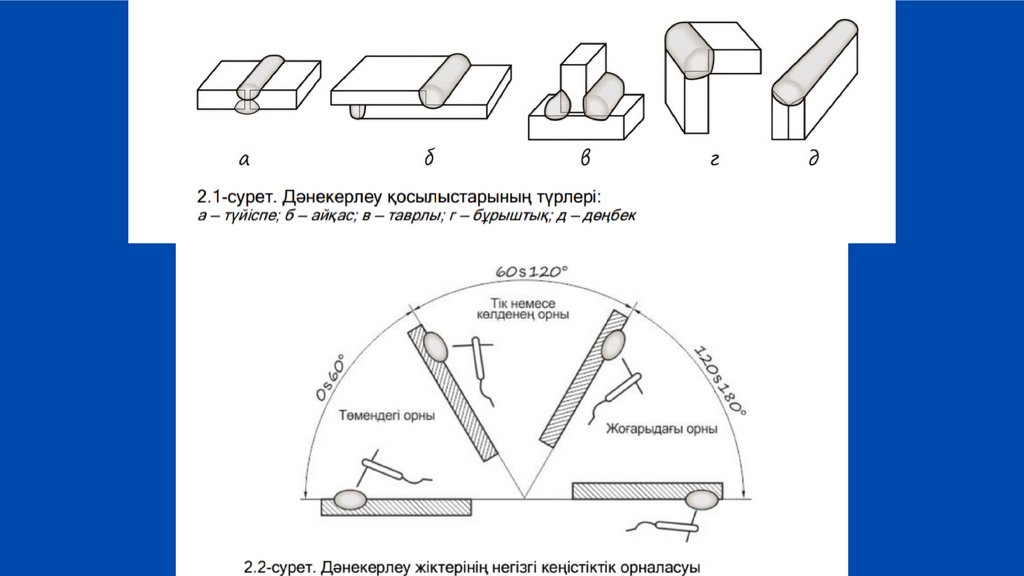
ДӘНЕКЕРЛЕУ ҚОСЫЛЫСТАРЫНЫҢНЕГІЗГІ ТҮРЛЕРі
Дәнекерлеу қосылысы деп дәнекерлеумен орындалатын
ажыратылмайтын қосылыс аталады. Металл құрастырылымдарда
дәнекерлеу қосылыстарының мынадай негізгі түрлері кездеседі:
түйіспе, айқас, таврлы, бұрыштық және дөңбек.
Түйіспе қосылыс дөңбек төселген беттің бір-біріне жанасатын екі
бөлшегін дәнекерлеу қосылысын; айқас — дәнекерленетін бөлшектер
параллель және ішінара бір-бірін жабатын қосылысты; таврлы —бір
бөлшектің шетжағы бұрышқа жанасатын және басқа бөлшектің бүйір
бетіне дәнекерленетін қосылысты; бұрыштық — бұрыштың астына
орналасқан және олардың шеттері жанасқан жерінде дәнекерленетін
екі бөлшектің қосылысын; дөңбек — бір-біріне жанасатын
дәнекерленетін бөлшектердің бүйір бетінің қосылысын білдіреді.
14.
15.
16.
Қолданылған кітап:В.И.МАСЛОВДӘНЕКЕРЛЕУ
ЖҰМЫСТАРЫ