





 Промышленность
ПромышленностьПохожие презентации:

")








Дәнекерлеу түрлері. Қосылыстардың түрлері. Разделка кромок
1.
Қазақстан Республикасының ғылым және білім министрлігіЛ.Н.Гумилев атындағы Еуразия ұлттық университеті
Сәулет-құрылыс факультеті
"Ғимараттар мен имараттарды жобалау" кафедрасы
«Металл конструкция" пәні бойынша
өзіндік жұмыс
Тақырыбы: - дәнекерлеу түрлері
- қосылыстардың түрлері
- разделка кромок
Тексерген: профессор т.ғ.д
Кудайбергенов Нурлан Баязитович
Орындаған:ПЗС-31 тобының студенті
Тоқчараев Жасұлан
Астана қаласы
2024 жыл
2.
ДәнекерлеуДәнекерлеу — қосылатын (біріктірілетін) металл
жиектерін жоғары, бірақ балқу температурасынан
темен температураға қыздырып, жиек аралығына
балқыған металл беріліп кристалдандыру нәтижесінде
біртұтас қосылыс қалыптастыру[1]. Дәнекерлеу
пісірудің бір түріне жатады, бірақ пісірулерден
айырмашылығы бар. Негізгі айырмашылығы
қосылатын металл жиектері балқытылмайды,
дәнекердің балқу температурасы негізгі металл балқу
температурасынан төмен болып алынады. Атомдар
аралық байланыспен қатар адгезиялық байланыс
қалыптасады. Дәнекерлі қосылыстың беріктігі
пісірілген қосылыстан төмен болады.
3.
Дәнекерлеу түрлері4.
Электр доғалық дәнекерлеуЖылу көзі-электр дәнекерлеу машинасының
сыртқы тізбегінің тұйықталуы нәтижесінде
дәнекерлеу тогы кезінде электродтың ұшы мен
дәнекерленген өнімнің арасында пайда
болатын электр доғасы.
5.
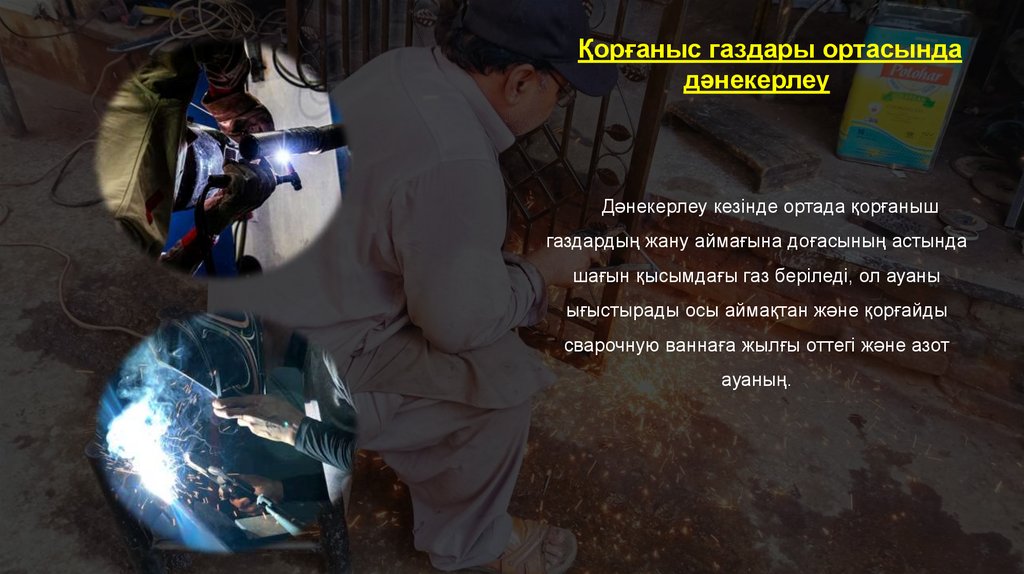
Қорғаныс газдары ортасындадәнекерлеу
Дәнекерлеу кезінде ортада қорғаныш
газдардың жану аймағына доғасының астында
шағын қысымдағы газ беріледі, ол ауаны
ығыстырады осы аймақтан және қорғайды
сварочную ваннаға жылғы оттегі және азот
ауаның.
6.
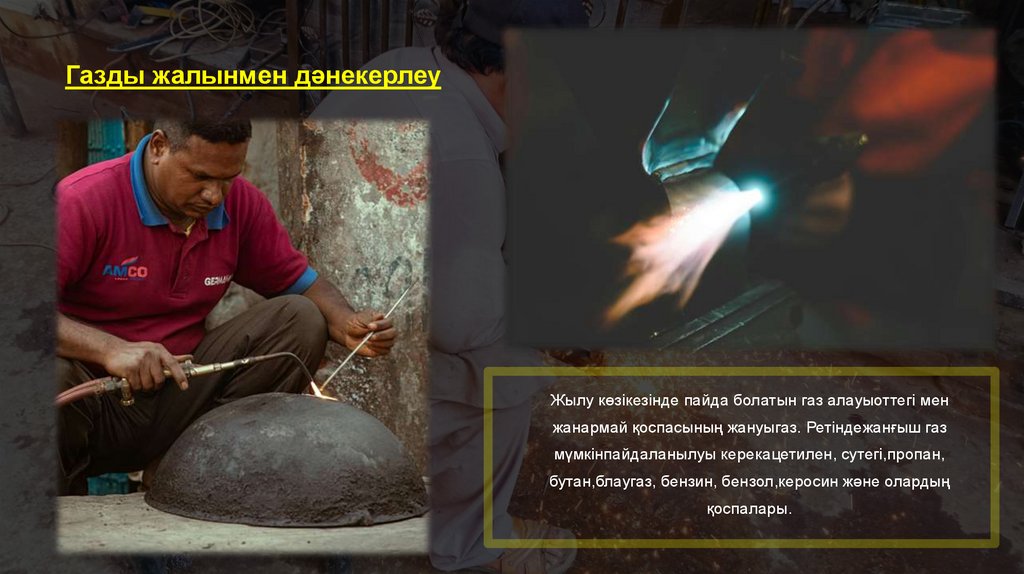
Газды жалынмен дәнекерлеуЖылу көзікезінде пайда болатын газ алауыоттегі мен
жанармай қоспасының жануыгаз. Ретіндежанғыш газ
мүмкінпайдаланылуы керекацетилен, сутегі,пропан,
бутан,блаугаз, бензин, бензол,керосин және олардың
қоспалары.
7.
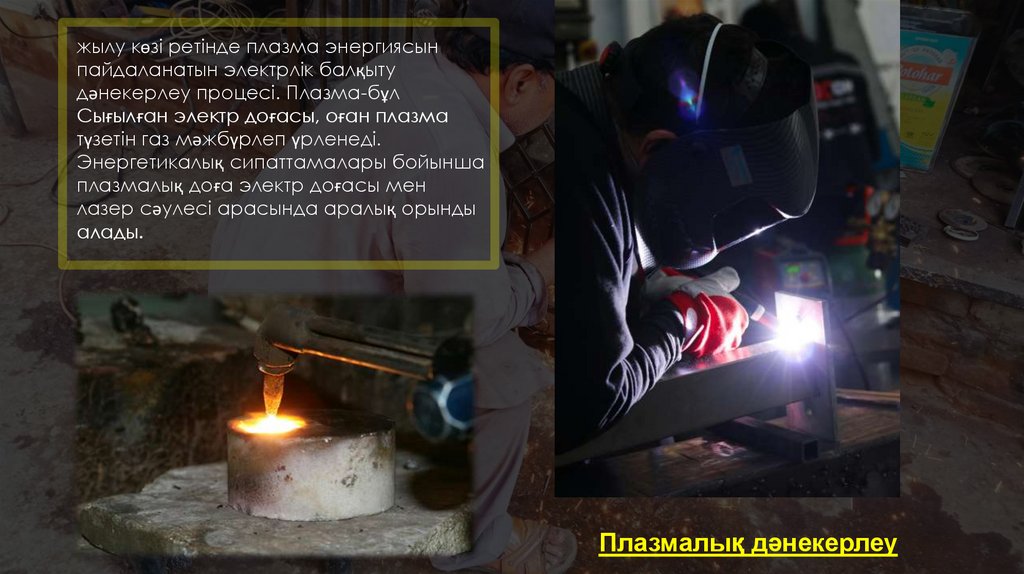
жылу көзі ретінде плазма энергиясынпайдаланатын электрлік балқыту
дәнекерлеу процесі. Плазма-бұл
Сығылған электр доғасы, оған плазма
түзетін газ мәжбүрлеп үрленеді.
Энергетикалық сипаттамалары бойынша
плазмалық доға электр доғасы мен
лазер сәулесі арасында аралық орынды
алады.
Плазмалық дәнекерлеу
8.
Лазерлік дәнекерлеуЛазерлік дәнекерлеу-бұл бөлшектерді
лазерлік сәулелену арқылы қосуды көздейтін
процесс. Бетінде сәуленің бір бөлігі
шағылысады, ал бір бөлігі ішке қарай өтеді, бұл
материалдың қызуы мен балқуына,
дәнекерлеудің пайда болуына әкеледі.
Нәтижесінде берік байланыс пайда болады.
9.
Дәнекерленген қосылыс түрлері10.
Қосылыстардың шартты белгісіДәнекерленген қосылыс
Шартты белгі
Түйіспе
Түйіспе-С1...С45
11.
Қосылыстардың шартты белгісіДәнекерленген қосылыс
Шартты белгі
Түйіспе
Бұрыштық-У1...У10
12.
Қосылыстардың шартты белгісіДәнекерленген қосылыс
Шартты белгі
Түйіспе
Таврлық -Т1...Т9
13.
Қосылыстардың шартты белгісіДәнекерленген қосылыс
Шеткі. дөмбек(торцовое)
14.
РАЗДЕЛКА КРОМОК15.
РАЗДЕЛКА КРОМОКДәнекерленген металдың қалыңдығына байланысты кесу бір жағынан
немесе екі жағынан жүзеге асырылады. Кез-келген нұсқада қиғаштар
өткір жиексіз жасалады, ал соңғы миллиметрде олар тегіс жиекке қол
жеткізіп, доғал жасайды. Кесу келесі операцияларды қолдана отырып
механикалық өңдеу құралдарымен жүзеге асырылуы мүмкін:
қашау;
жоспарлау;
фрезерлеу.
16.
РАЗДЕЛКА КРОМОКШеттерін термиялық әдістермен кесу кезінде қолданылады:
газбен кесу (оттегі);
плазмалық кесу;
лазерлік кесу.
Легирленген болаттарға газ кесуді қолдану беткі жағында кетіру қиын
карбидтердің пайда болуымен шектеледі. Кесудің бұл түрі негізінен көміртекті
болаттан жасалған бұйымдарды дайындау үшін қолданылады. Плазмалық
кесу әлдеқайда жақсы жұмыс істейді. Плазманың жоғары температурасы кезкелген материалдардан дайындамаларда сапалы жиек алуға мүмкіндік
береді. Лазерлік кесу өте сирек кездеседі, керемет нәтиже береді, бірақ өте
қымбат, сондықтан ол тек ең жауапты өнімдердегі тігістерді кесу үшін
қолданылады.
17.
РАЗДЕЛКА КРОМОКШеттерін термиялық әдістермен кесу кезінде қолданылады:
газбен кесу (оттегі);
плазмалық кесу;
лазерлік кесу.
Легирленген болаттарға газ кесуді қолдану беткі жағында кетіру қиын
карбидтердің пайда болуымен шектеледі. Кесудің бұл түрі негізінен көміртекті
болаттан жасалған бұйымдарды дайындау үшін қолданылады. Плазмалық
кесу әлдеқайда жақсы жұмыс істейді. Плазманың жоғары температурасы кезкелген материалдардан дайындамаларда сапалы жиек алуға мүмкіндік
береді. Лазерлік кесу өте сирек кездеседі, керемет нәтиже береді, бірақ өте
қымбат, сондықтан ол тек ең жауапты өнімдердегі тігістерді кесу үшін
қолданылады.
18.
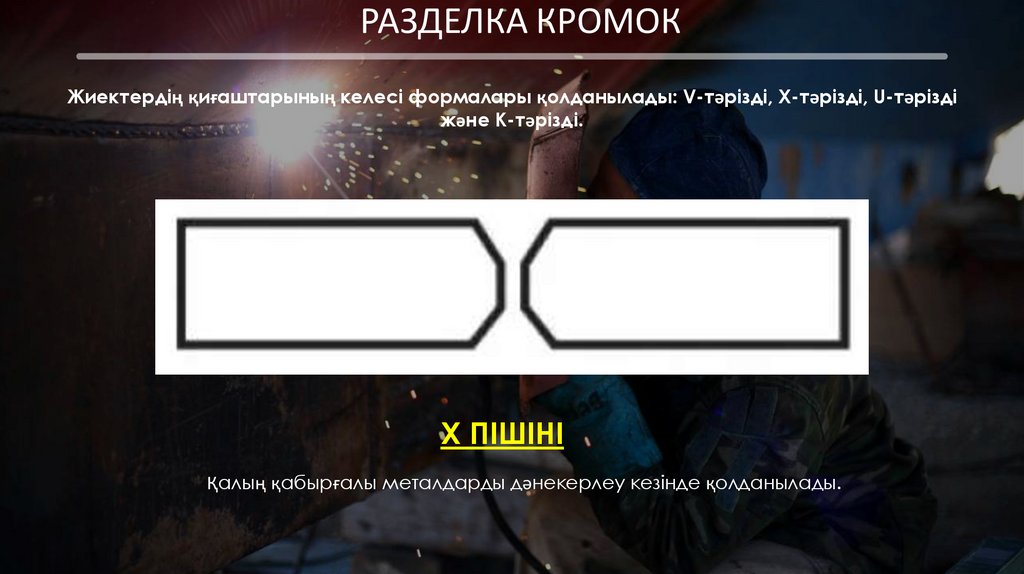
РАЗДЕЛКА КРОМОКЖиектердің қиғаштарының келесі формалары қолданылады: V-тәрізді, X-тәрізді, U-тәрізді
және K-тәрізді.
V ПІШІНІ
Бұл кесудің ең танымал түрі. Танымалдылық орындаудың салыстырмалы қарапайымдылығымен
және әртүрлі қалыңдықтағы металдарда қолдану мүмкіндігімен оңай түсіндіріледі.
19.
РАЗДЕЛКА КРОМОКЖиектердің қиғаштарының келесі формалары қолданылады: V-тәрізді, X-тәрізді, U-тәрізді
және K-тәрізді.
Х ПІШІНІ
Қалың қабырғалы металдарды дәнекерлеу кезінде қолданылады.
20.
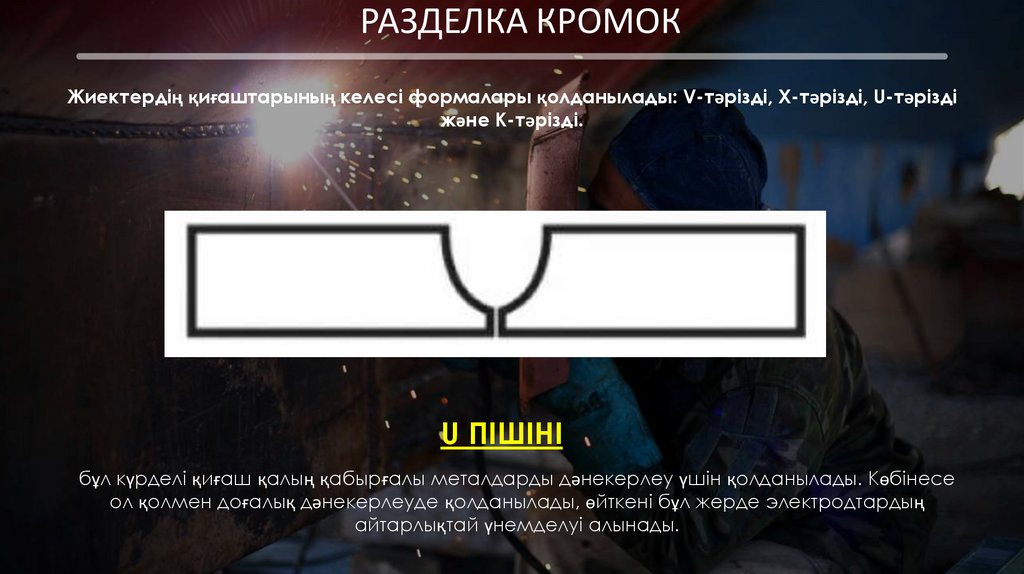
РАЗДЕЛКА КРОМОКЖиектердің қиғаштарының келесі формалары қолданылады: V-тәрізді, X-тәрізді, U-тәрізді
және K-тәрізді.
U ПІШІНІ
бұл күрделі қиғаш қалың қабырғалы металдарды дәнекерлеу үшін қолданылады. Көбінесе
ол қолмен доғалық дәнекерлеуде қолданылады, өйткені бұл жерде электродтардың
айтарлықтай үнемделуі алынады.
21.
РАЗДЕЛКА КРОМОКЖиектерді кесу қалыңдығы 5 мм болатын металл конструкцияларды
дәнекерлеу кезінде жүзеге асырылады.мұны тілек ретінде емес, қажетті шарт
ретінде қабылдау керек, өйткені мұндай тәртіп ГОСТ-та қарастырылған.
Дәнекерлеудің бұл тәсілі ғана дәнекерленген құрылымның сапалы тігісі мен
сенімділігін қамтамасыз ете алады. Білікті дәнекерлеушілер бұл білімді
иеленуге және оларды іс жүзінде қолдануға міндетті. ГОСТ дәнекерлеудің әр
түрі үшін бар. ГОСТ 5264-80 қолмен доғалық дәнекерлеу қосылыстардың
барлық түрлеріне арналған жиек пішіндерін сипаттайды:
22.
НАЗАРЛАРЫҢЫЗҒАРАХМЕТ!