


 Промышленность
ПромышленностьПохожие презентации:










Изучение конструкции и работы калибровочного стана МТПА 70-270 ТЭСЦ-3
1.
МИНИСТЕРСТВО НАУКИ И ВЫСШЕГО ОБРАЗОВАНИЯ РОССИЙСКОЙФЕДЕРАЦИИ
ВЫКСУНСКИЙ ФИЛИАЛ
ФЕДЕРАЛЬНОГО ГОСУДАРСТВЕННОГО АВТОНОМНОГО
ОБРАЗОВАТЕЛЬНОГО УЧРЕЖДЕНИЯ ВЫСШЕГО ОБРАЗОВАНИЯ
«Национальный исследовательский технологический университет «МИСиС»
(Выксунский филиал НИТУ «МИСиС»)
Отчет о научно-исследовательской работе
Тема: «Изучение конструкции и работы калибровочного
стана МТПА 70-270 ТЭСЦ-3»
Руководитель курсовой
научно-исследовательской работы:
Студент группы МО-21 ИУП
Выкса 2024
Вавилкин Н.М
Гордеев Д.М.
2.
Введение• Единственным агрегатом в России, где прошивка заготовок осуществляется за две операции в
одной клети винтовой прокатки, является ТПА 70-270 АО «ВМЗ», изготовленный ОАО
«ЭЗТМ» в 2008 г. и введенный в эксплуатацию в 2009 г. На прошивном стане в качестве
направляющего инструмента используются линейки из низкоуглеродистой стали с наплавкой
рабочей поверхности износостойким жаропрочным материалом. Процесс двойной прошивки
осуществляется при неизменной настройке очага деформации за исключением сменяемых
между операциями оправок. Поэтому при такой схеме прокатки необходимо уделять особое
внимание износостойкости линеек, так как направляющий инструмент испытывает
повышенные термоциклические нагрузки.
3.
Цели и задачи• Изучение конструкции и работы калибровочного стана МТПА 70-270.
• Описание профиля и марочного сортамента производства труб с допусками и
отклонениями.
• Описание вида брака готовой продукции.
• Рассмотреть компоновку, конструкцию и принцип работы оборудования
калибровочного стана с техническими характеристиками. Описать
технологический процесс производства продукции.
4.
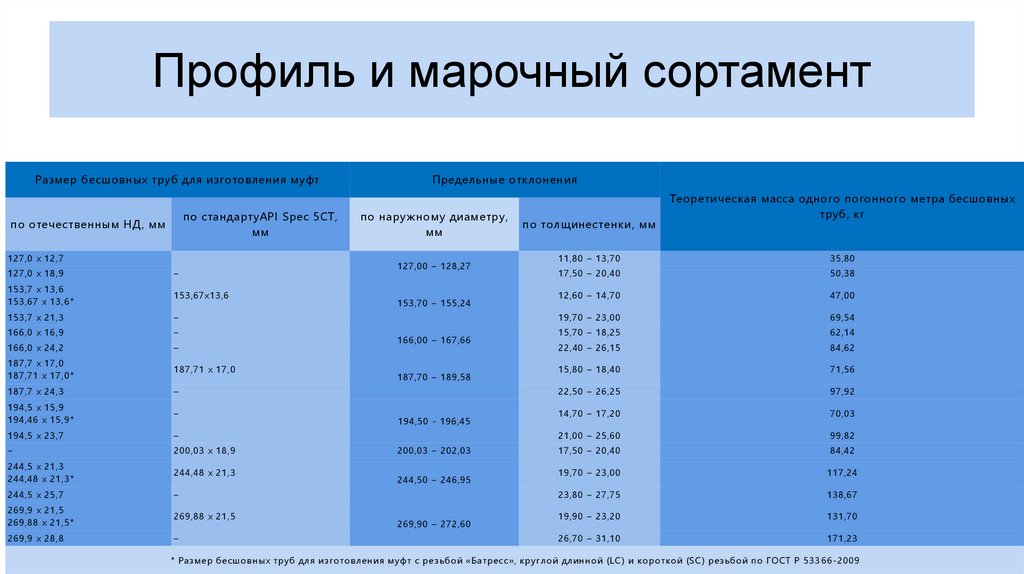
Профиль и марочный сортаментРазмер бесшовных труб для изготовления муфт
по стандартуAPI Spec 5CT,
мм
по отечественным НД, мм
127,0 х 12,7
Предельные отклонения
по наружному диаметру,
мм
127,00 – 128,27
по толщинестенки, мм
Теоретическая масса одного погонного метра бесшовных
труб, кг
11,80 – 13,70
35,80
17,50 – 20,40
50,38
12,60 – 14,70
47,00
127,0 х 18,9
–
153,7 х 13,6
153,67 х 13,6*
153,67х13,6
153,7 х 21,3
–
19,70 – 23,00
69,54
166,0 х 16,9
–
15,70 – 18,25
62,14
166,0 х 24,2
–
22,40 – 26,15
84,62
187,7 х 17,0
187,71 х 17,0*
187,71 х 17,0
15,80 – 18,40
71,56
187,7 х 24,3
–
22,50 – 26,25
97,92
194,5 х 15,9
194,46 х 15,9*
–
14,70 – 17,20
70,03
194,5 х 23,7
–
21,00 – 25,60
99,82
–
200,03 х 18,9
17,50 – 20,40
84,42
244,5 х 21,3
244,48 х 21,3*
244,48 х 21,3
19,70 – 23,00
117,24
244,5 х 25,7
–
23,80 – 27,75
138,67
269,9 х 21,5
269,88 х 21,5*
269,88 х 21,5
19,90 – 23,20
131,70
269,9 х 28,8
–
26,70 – 31,10
171,23
153,70 – 155,24
166,00 – 167,66
187,70 – 189,58
194,50 - 196,45
200,03 – 202,03
244,50 – 246,95
269,90 – 272,60
* Размер бесшовных труб для изготовления муфт с резьбой «Батресс», круглой длинной (LC) и короткой (SC) резьбой по ГОСТ Р 533 66-2009
5.
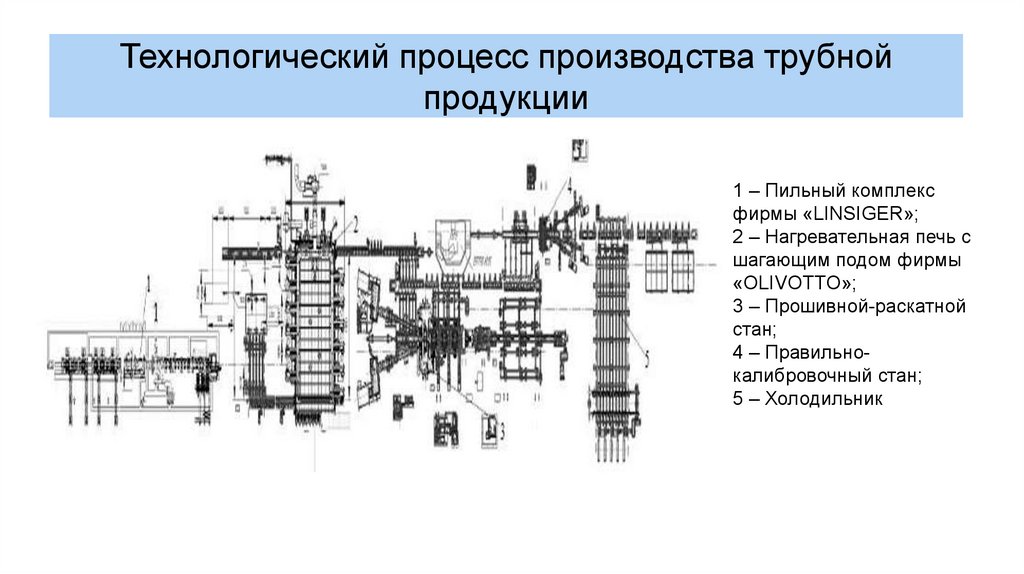
Технологический процесс производства трубнойпродукции
1 – Пильный комплекс
фирмы «LINSIGER»;
2 – Нагревательная печь с
шагающим подом фирмы
«OLIVOTTO»;
3 – Прошивной-раскатной
стан;
4 – Правильнокалибровочный стан;
5 – Холодильник
6.
Производство бесшовной трубы на ТПА 70-270 АО «ВМЗ»производится по следующей схеме:
7.
Технологический процесс производства бесшовной трубы включает следующиеосновные операции, выполняющиеся на специализированном оборудовании
8.
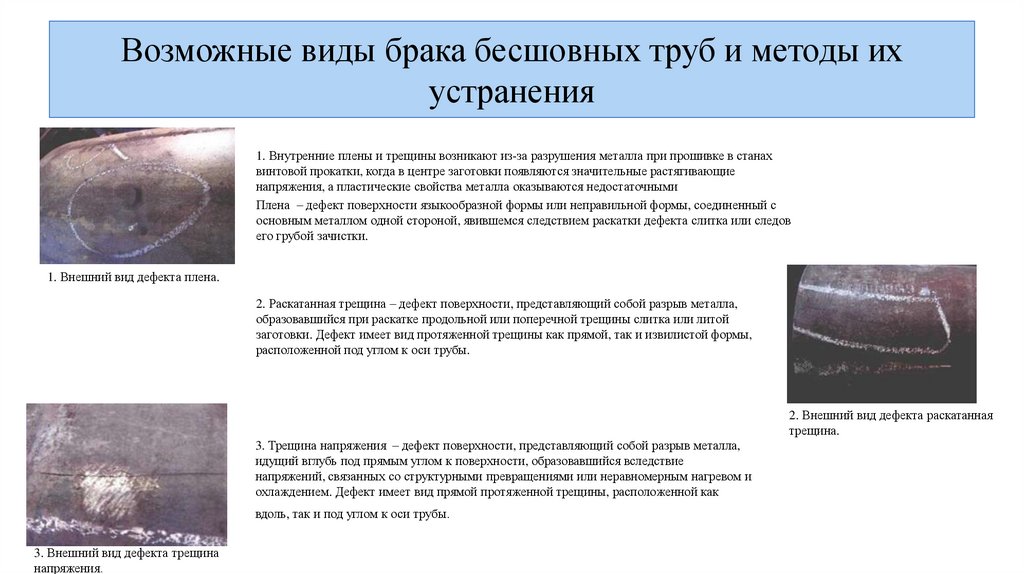
Возможные виды брака бесшовных труб и методы ихустранения
1. Внутренние плены и трещины возникают из-за разрушения металла при прошивке в станах
винтовой прокатки, когда в центре заготовки появляются значительные растягивающие
напряжения, а пластические свойства металла оказываются недостаточными
Плена – дефект поверхности языкообразной формы или неправильной формы, соединенный с
основным металлом одной стороной, явившемся следствием раскатки дефекта слитка или следов
его грубой зачистки.
1. Внешний вид дефекта плена.
2. Раскатанная трещина – дефект поверхности, представляющий собой разрыв металла,
образовавшийся при раскатке продольной или поперечной трещины слитка или литой
заготовки. Дефект имеет вид протяженной трещины как прямой, так и извилистой формы,
расположенной под углом к оси трубы.
2. Внешний вид дефекта раскатанная
трещина.
3. Трещина напряжения – дефект поверхности, представляющий собой разрыв металла,
идущий вглубь под прямым углом к поверхности, образовавшийся вследствие
напряжений, связанных со структурными превращениями или неравномерным нагревом и
охлаждением. Дефект имеет вид прямой протяженной трещины, расположенной как
вдоль, так и под углом к оси трубы.
3. Внешний вид дефекта трещина
напряжения.
9.
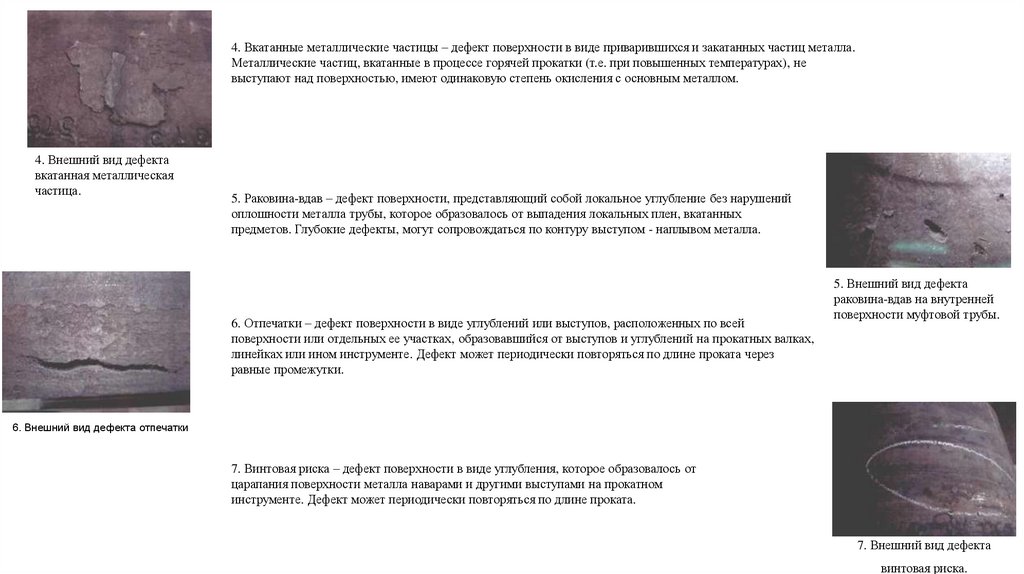
4. Вкатанные металлические частицы – дефект поверхности в виде приварившихся и закатанных частиц металла.Металлические частиц, вкатанные в процессе горячей прокатки (т.е. при повышенных температурах), не
выступают над поверхностью, имеют одинаковую степень окисления с основным металлом.
4. Внешний вид дефекта
вкатанная металлическая
частица.
5. Раковина-вдав – дефект поверхности, представляющий собой локальное углубление без нарушений
оплошности металла трубы, которое образовалось от выпадения локальных плен, вкатанных
предметов. Глубокие дефекты, могут сопровождаться по контуру выступом - наплывом металла.
6. Отпечатки – дефект поверхности в виде углублений или выступов, расположенных по всей
поверхности или отдельных ее участках, образовавшийся от выступов и углублений на прокатных валках,
линейках или ином инструменте. Дефект может периодически повторяться по длине проката через
равные промежутки.
5. Внешний вид дефекта
раковина-вдав на внутренней
поверхности муфтовой трубы.
6. Внешний вид дефекта отпечатки
7. Винтовая риска – дефект поверхности в виде углубления, которое образовалось от
царапания поверхности металла наварами и другими выступами на прокатном
инструменте. Дефект может периодически повторяться по длине проката.
7. Внешний вид дефекта
винтовая риска.
10.
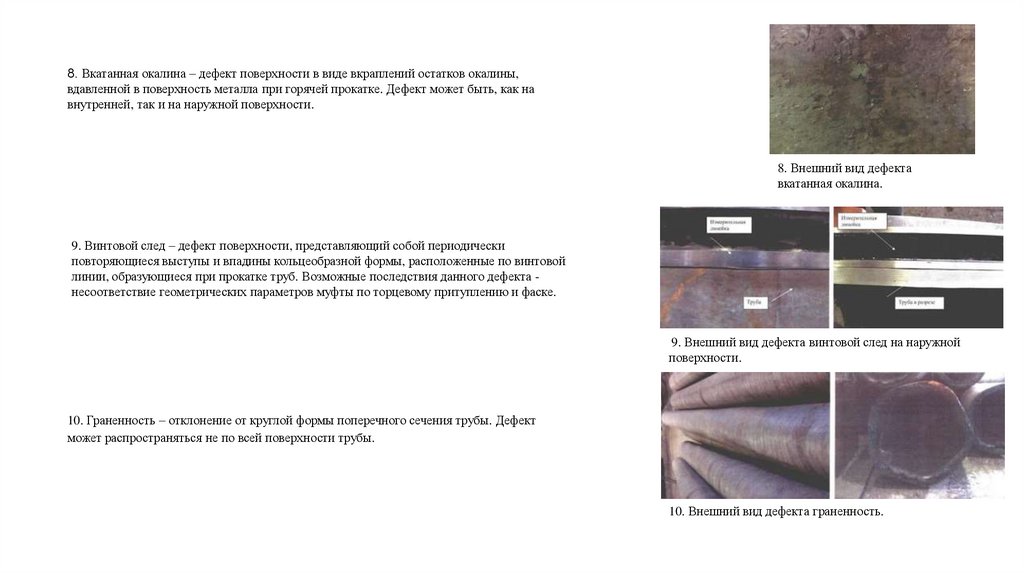
8. Вкатанная окалина – дефект поверхности в виде вкраплений остатков окалины,вдавленной в поверхность металла при горячей прокатке. Дефект может быть, как на
внутренней, так и на наружной поверхности.
8. Внешний вид дефекта
вкатанная окалина.
9. Винтовой след – дефект поверхности, представляющий собой периодически
повторяющиеся выступы и впадины кольцеобразной формы, расположенные по винтовой
линии, образующиеся при прокатке труб. Возможные последствия данного дефекта несоответствие геометрических параметров муфты по торцевому притуплению и фаске.
9. Внешний вид дефекта винтовой след на наружной
поверхности.
10. Граненность – отклонение от круглой формы поперечного сечения трубы. Дефект
может распространяться не по всей поверхности трубы.
10. Внешний вид дефекта граненность.
11.
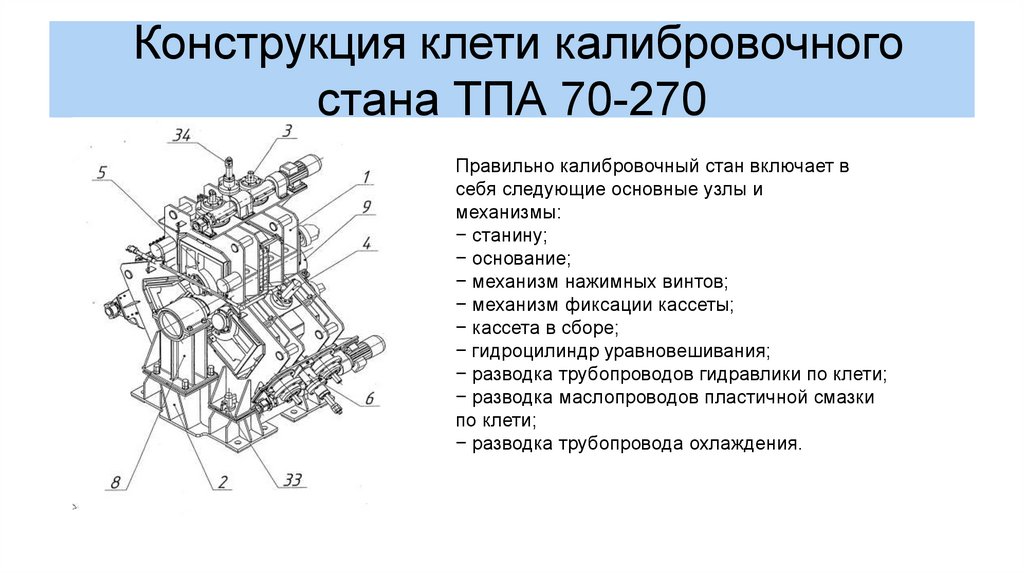
Конструкция клети калибровочногостана ТПА 70-270
Правильно калибровочный стан включает в
себя следующие основные узлы и
механизмы:
− станину;
− основание;
− механизм нажимных винтов;
− механизм фиксации кассеты;
− кассета в сборе;
− гидроцилиндр уравновешивания;
− разводка трубопроводов гидравлики по клети;
− разводка маслопроводов пластичной смазки
по клети;
− разводка трубопровода охлаждения.
12.
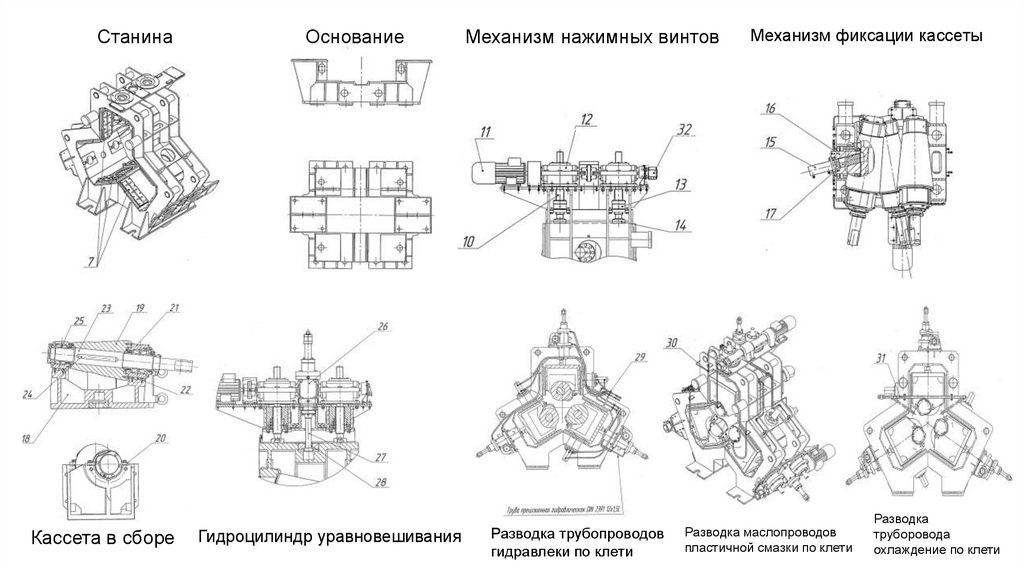
СтанинаКассета в сборе
Основание
Гидроцилиндр уравновешивания
Механизм нажимных винтов
Разводка трубопроводов
гидравлеки по клети
Механизм фиксации кассеты
Разводка маслопроводов
пластичной смазки по клети
Разводка
труборовода
охлаждение по клети
13.
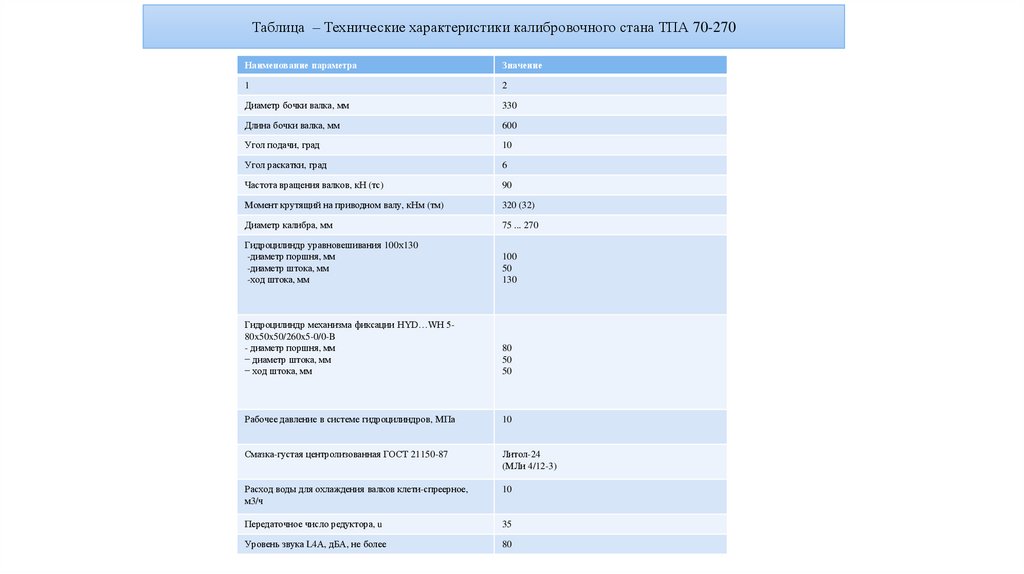
Таблица – Технические характеристики калибровочного стана ТПА 70-270Наименование параметра
Значение
1
2
Диаметр бочки валка, мм
330
Длина бочки валка, мм
600
Угол подачи, град
10
Угол раскатки, град
6
Частота вращения валков, кН (тс)
90
Момент крутящий на приводном валу, кНм (тм)
320 (32)
Диаметр калибра, мм
75 ... 270
Гидроцилиндр уравновешивания 100х130
-диаметр поршня, мм
-диаметр штока, мм
-ход штока, мм
100
50
130
Гидроцилиндр механизма фиксации HYD…WH 580x50x50/260x5-0/0-B
- диаметр поршня, мм
− диаметр штока, мм
− ход штока, мм
80
50
50
Рабочее давление в системе гидроцилиндров, МПа
10
Смазка-густая центролизованная ГОСТ 21150-87
Литол-24
(МЛи 4/12-3)
Расход воды для охлаждения валков клети-спреерное,
м3/ч
10
Передаточное число редуктора, u
35
Уровень звука L4А, дБА, не более
80
14.
ЗаключениеВ данной научно-исследовательской работе была изучена конструкция и работа
калибровочного стана МТПА 70-270.
Описан профиль и марочный сортамент производства труб с допусками и
отклонениями, а так же описаны виды брака готовой продукции.
Была рассмотрена компоновка, конструкция и принцип работы оборудования
калибровочного стана с техническими характеристиками. Описан
технологический процесс
производства продукции.
15.
Спасибо завнимание