

 Промышленность
ПромышленностьПохожие презентации:










Подготовка основного оборудования и организация безаварийных работ при непрерывной разливке стали слябовых МНЛЗ
1.
Министерство науки и высшего образования Российской ФедерацииФедеральное государственное бюджетное образовательное
учреждение высшего образования
Магнитогорский государственный технический университет им. Г.И. Носова
Многопрофильный колледж
Д.22.02.01.ДП.24
«Подготовка основного оборудования и организация безаварийных работ
при непрерывной разливке стали слябовых МНЛЗ, в условиях ПАО «ММК» »
»
Выполнила: Соколова А. А.
Руководитель: Кунакбаева Альбина
Талгатовна
2.
Цель курсовой работы: Изучение основного оборудования иорганизацию безаварийных работ при непрерывной разливки стали
слябовой МНЛЗ, в условиях ПАО «ММК»
Актуальность : Непрерывная разливка стали является одним из
наиболее эффективных и широко используемых методов
производства слябов в современной металлургии. Этот процесс
позволяет существенно повысить производительность, улучшить
качество продукции и снизить энергозатраты. Основным
оборудованием для непрерывной разливки стали служат машины
непрерывной разливки (МНЛЗ), которые обеспечивают
формирование слябов из жидкой стали в непрерывном режиме.
3.
Проверка и подготовка кристаллизаторовКристаллизатор — это один из элементов машины непрерывного литья заготовок (МНЛЗ). Он
представляет собой медную половую водоохлаждаемую форму, в которой формируется профиль
заготовки.
В период подготовки машины кристаллизаторы должны быть проверены: охлаждающие системы,
температура, геометрия и выравнивание, тех. обслуживание.
На специальном стенде произвести проверку форсунок системы вторичного охлаждения перед
установкой на МЛНЗ. Проверку факела форсунок для водяного охлаждения зоны подбоя, первой секции
и узких граней осуществлять визуально. Проверить все механизмы МНЛЗ в холостом режиме,
обнаруженные неполадки устранить.
4.
ПодготовкаМНЛЗ
к
приёму
жидкого
металла
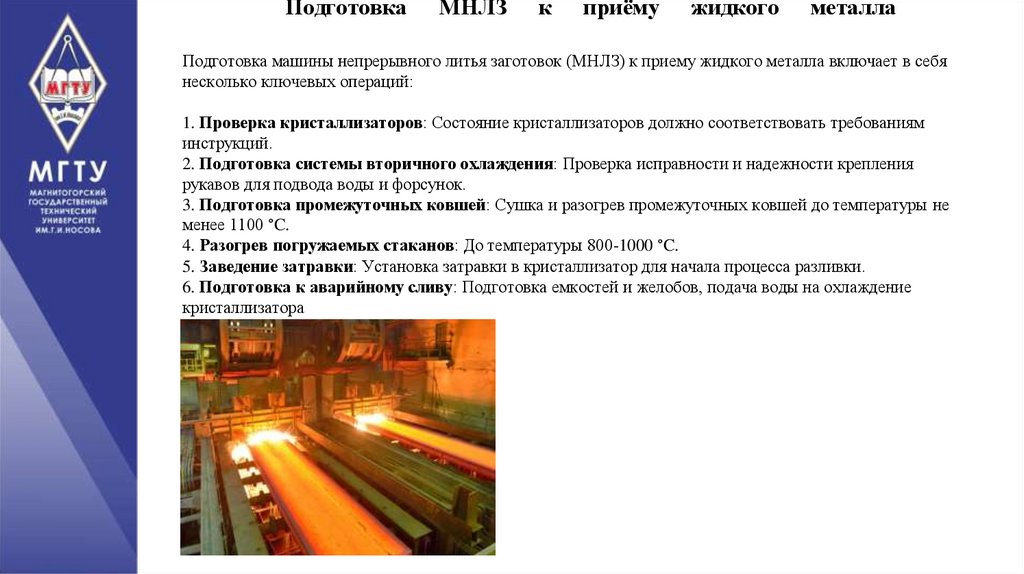
Подготовка машины непрерывного литья заготовок (МНЛЗ) к приему жидкого металла включает в себя
несколько ключевых операций:
1. Проверка кристаллизаторов: Состояние кристаллизаторов должно соответствовать требованиям
инструкций.
2. Подготовка системы вторичного охлаждения: Проверка исправности и надежности крепления
рукавов для подвода воды и форсунок.
3. Подготовка промежуточных ковшей: Сушка и разогрев промежуточных ковшей до температуры не
менее 1100 °C.
4. Разогрев погружаемых стаканов: До температуры 800-1000 °C.
5. Заведение затравки: Установка затравки в кристаллизатор для начала процесса разливки.
6. Подготовка к аварийному сливу: Подготовка емкостей и желобов, подача воды на охлаждение
кристаллизатора
5.
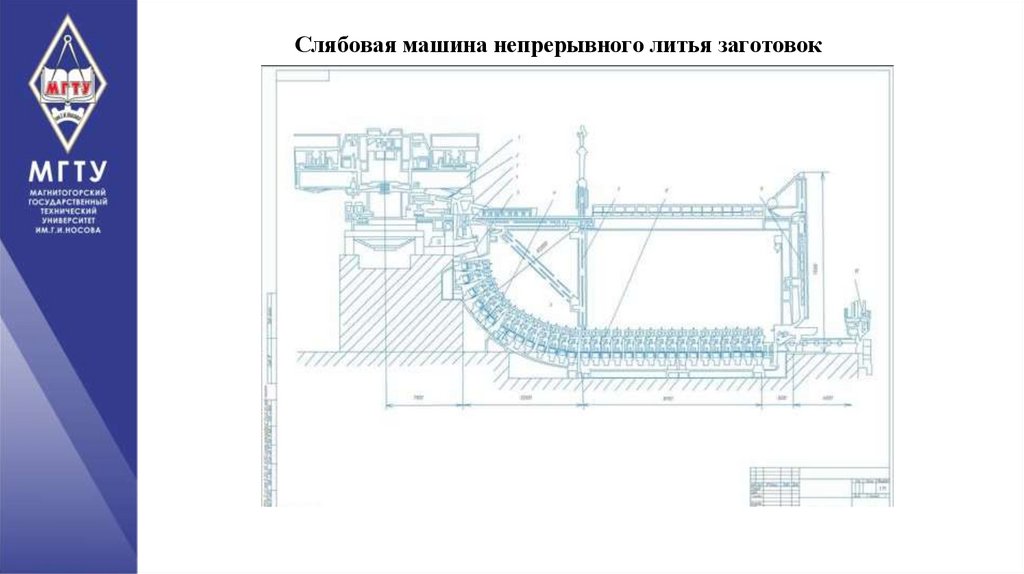
Слябовая машина непрерывного литья заготовок6.
Информация о готовности МНЛЗ к разливкеГотовность машины непрерывного литья заготовок (МНЛЗ) к разливке включает в себя
несколько ключевых аспектов:
1. Подготовка оборудования: Проверка и подготовка всех функциональных узлов машины,
включая кристаллизаторы, промежуточные ковши, системы вторичного охлаждения и
аварийные системы.
2. Технологические условия: Обеспечение необходимых режимов вторичного охлаждения,
контроль уровней металла в ковшах и кристаллизаторе, а также соблюдение технологических
инструкций.
3. Аварийные меры: Проверка состояния аварийного ковша, желоба и емкостей для
аварийного слива металла.
4. Контроль и автоматизация: Использование систем автоматического контроля и
регулирования для поддержания стабильного режима разливки и качества металла.
7.
Замена промежуточных ковшей и погружных стакановЗамена промежуточных ковшей и стаканов на машинах непрерывного литья заготовок
(МНЛЗ) осуществляется с помощью специального оборудования для обеспечения
непрерывности процесса разливки. Основные моменты:
1. Замена промежуточных ковшей: Используются самоходные тележки или
поворотные стенды для быстрой замены ковшей, время замены обычно составляет 90120 секунд.
2. Замена стаканов-дозаторов: Применяются системы быстрой замены, такие как CNC
и MNC, которые позволяют быстро менять стаканы-дозаторы без остановки процесса
разливки. Эти системы обеспечивают стабильность процесса и повышают качество
разливаемого металла.
3. Оборудование для замены: Манипуляторы и специальные устройства используются
для перемещения и замены промежуточных ковшей и стаканов, что повышает
оперативность и надежность процесса.
8.
Неисправностьоборудования
и
инциденты,
возникающие при разливке и меры их устранения
1. Прогар футеровки сталеразливочного ковша
⦁ Причины: превышение ресурса огнеупоров, нарушение технологии подготовки.
⦁ Действия: немедленная эвакуация персонала, закрытие шиберного механизма, перелив металла в
резервный ковш или аварийную емкость.
2. Неполное закрытие шиберного затвора
⦁ Причины: износ механизмов, размыв огнеупорных плит кислородом.
⦁ Решение: увеличение скорости разливки для "приработки" плит. При неудаче – остановка процесса.
3. Зарастание стаканов-дозаторов
⦁ Причина: высокое содержание алюминия и кальция в металле (>0.003% Ca).
⦁ Профилактика: увеличение времени продувки аргоном для удаления глинозема.
4. Аварийное охлаждение ручья
⦁ Применяется при: механических поломках, переливе металла, длительном простое.
⦁ Меры: максимальное включение форсунок вторичного охлаждения, аварийная порезка заготовки.
5. Проблемы замены стаканов-дозаторов
⦁ Системы CNC/MNC: обеспечивают быструю замену, но CNC может вызывать неравномерность
струи, а MNC повышает аварийность при замене.
9.
ЗаключениеЯ сделала вывод, что основным оборудованием для непрерывной
разливки стали являются сталеразливочные и промежуточные ковши,
водоохлаждаемый кристаллизатор, система вторичного охлаждения и
устройства для резки и перемещения слитка. Кристаллизатор является
одним из наиболее важных элементов, влияющих на качество конечной
продукции. Безаварийная работа на МНЛЗ требует тщательного контроля
процесса разливки, включая регулирование потока металла, поддержание
постоянной температуры и уровня жидкого металла в кристаллизаторе.
Рекомендации для дальнейшего совершенствования:
- Улучшение автоматизации
- Разработка новых конструкций кристаллизаторов для улучшения
качества слябов и снижения риска дефектов.
- Регулярные тренировки персонала