









 Промышленность
ПромышленностьПохожие презентации:










Технология монтажа, ремонта и обслуживания фрезерного станка VM855
1.
Дипломная работаНА ТЕМУ
Технология монтажа, ремонта и
обслуживания фрезерного станка
VM855
Исполнитель: Елышева Дарья Сергеевна
Руководитель: Косенчугова Галина Михайловна
2. Введение
Целью дипломной работы является изучение вопросов монтажа иремонта и обслуживания, фрезерного станка VM855.
Для достижения цели необходимо решить следующие задачи:
- изучить общие сведения о станке;
- рассмотреть технологический процесс монтажа;
- рассчитать фундамент;
- рассмотреть мероприятия по техническому обслуживанию и ремонту;
- рассмотреть вопросы безопасности труда при эксплуатации станка,
обслуживании и ремонте, а так же охрану труда, электробезопасность и
пожаробезопасность.
3.
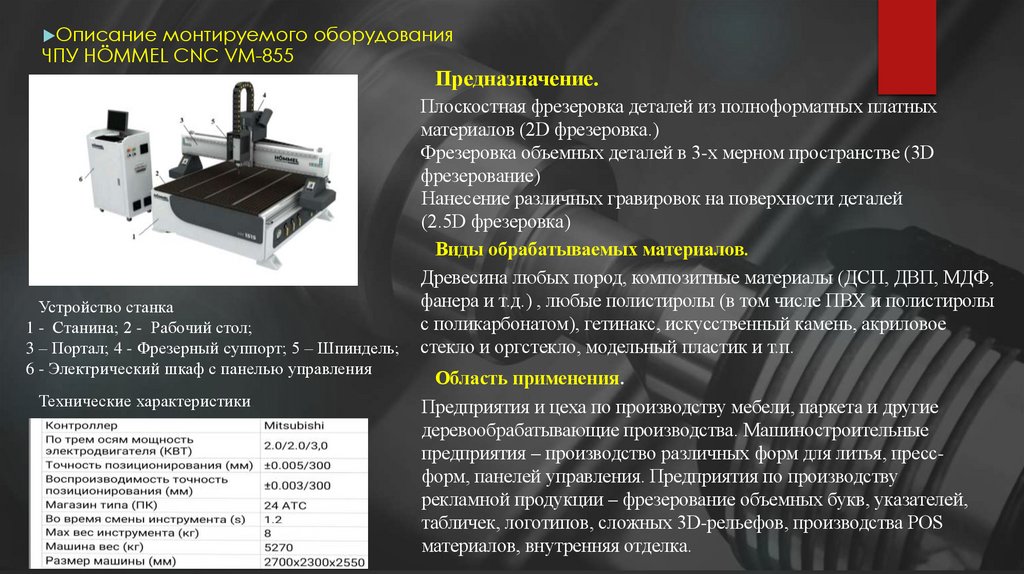
Описание монтируемого оборудованияЧПУ HÖMMEL CNC VM-855
Предназначение.
Устройство станка
1 - Станина; 2 - Рабочий стол;
3 – Портал; 4 - Фрезерный суппорт; 5 – Шпиндель;
6 - Электрический шкаф с панелью управления
Технические характеристики
Плоскостная фрезеровка деталей из полноформатных платных
материалов (2D фрезеровка.)
Фрезеровка объемных деталей в 3-х мерном пространстве (3D
фрезерование)
Нанесение различных гравировок на поверхности деталей
(2.5D фрезеровка)
Виды обрабатываемых материалов.
Древесина любых пород, композитные материалы (ДСП, ДВП, МДФ,
фанера и т.д.) , любые полистиролы (в том числе ПВХ и полистиролы
с поликарбонатом), гетинакс, искусственный камень, акриловое
стекло и оргстекло, модельный пластик и т.п.
Область применения.
Предприятия и цеха по производству мебели, паркета и другие
деревообрабатывающие производства. Машиностроительные
предприятия – производство различных форм для литья, прессформ, панелей управления. Предприятия по производству
рекламной продукции – фрезерование объемных букв, указателей,
табличек, логотипов, сложных 3D-рельефов, производства POS
материалов, внутренняя отделка.
4. Монтажная площадка.
Монтажной площадкой называется комплекспроизводственных и бытовых зданий с дорогами и
коммуникациями. При организации монтажной площадки
особое внимание уделяется вопросам техники
безопасности — ограждению опасных зон, освещению
монтажной площадки, наличию пожарного инвентаря и
аптечек.
Важно обеспечить наилучшую
освещенность рабочего места
естественным светом в дневное
время, удобство организации
рабочего места (тумбочка, места для
заготовок и обработанных деталей,
обслуживание краном
К началу монтажных работ должны быть выполнены
работы нулевого цикла: подготовка подъездных путей и
проездов, изготовление фундаментов, покрытие
монтажных площадок сборными железобетонными
плитами, обеспечение площадок водопроводом,
электроэнергией, канализацией. Организация площадки
включает установку бригадных и прорабских домиков,
оборудование инструментальных кладовых и ремонтных
мастерских с наждачным и сверлильными станками и
слесарными верстаками, оборудование площадки
укрупнительной сборки и площадок для хранения
оборудования.
5. Характер поставки монтируемого оборудования и его транспортирование
Перед транспортированием станка враспакованном виде необходимо будет
убедиться в том, что перемещающиеся узлы
надежно закреплены на станине.
Характер поставки
монтируемого
оборудования и его
транспортирование
Оборудование - станка будет поставляться на
монтажную площадку в полностью собранном виде.
Габариты станка (длина/ширина/высота) 2700x2300x2550, а его масса будет составлять 5270 кг.
Предварительно на место монтажа будут предъявлены
подъемно-транспортные средства и устройства для
горизонтального и вертикального перемещения грузов, для этих
работ будет выбран мостовой кран.
При транспортировании к месту необходимо следить за тем, чтобы
станок не подвергался сильным толчкам и сотрясениям.
Хранить станок необходимо в закрытых помещениях с
естественной вентиляцией, что соответствует условиям хранения 5
по ГОСТ 15150-89.
При длительном хранении станка необходимо один раз в 6
месяцев производить проверку состояния законсервированных
поверхностей и деталей. При обнаружении дефектов
поверхности или нарушение установки необходимо произвести
вновь консервацию.
6. Технико-экономическое обоснование выбора монтажа и способы установки оборудования
Технологический процесс сборки должен осуществляться с наименьшимизатратами при высокой производительности труда.
Процесс монтажа оборудования, включает в себя и сборочные операции, и подгоночноналадочные работы. Правильная последовательность сборки всех элементов играет
решающую роль.
Технологический процесс сборки машины на месте эксплуатации должен
разрабатываться в соответствии со сборочными чертежами и упаковочными ведомостями
завода-изготовителя, прилагаемыми к поставляемой машине.
Целесообразность выбора индустриального метода установки оборудования на
монтажную площадку по техническим и экономическим меркам, обусловлена
следующим.
Дешевле будет собрать станок на заводе изготовителе и транспортировать его на завод
потребитель в уже собранном виде и за максимально короткие сроки установить его там
Разработка планировки - весьма сложный и ответственный этап проектирования
7. Подготовительные работы Приемка строительной части, приемка фундамента
К моменту начала монтажных работ должныбыть подготовлены: монтажные и складские
площадки, дороги и подъезды, фундаменты и
опорные конструкции
При выполнении работ в зимнее время
производственные помещения должны быть
утеплены, температуры в помещениях не ниже
плюс 5°С.
Фундаменты и помещения должны быть
подготовлены и сданы под монтаж
оборудования по акту с предъявлением
исполнительной схемы. При этом проемы в
перекрытиях должны быть ограждены, а
каналы, туннели, лотки и люки – закрыты.
8.
Техническое оборудованиеМонтажная организация до начала монтажных работ должна принять
оборудование от заказчика с оформлением акта приемки. Приемке
предшествует изучение технической документации, которая должна быть
заблаговременно представлена по требованию монтажной организации.
Приемку-сдачу оборудования осуществляют инженерно-технические
работники
Оборудование до передачи в монтаж должно быть надлежащим образом подготовлено. Ее выполняют в
полном соответствии с технической документацией.
Она включает в себя:
– распаковка и освобождение оборудования от тары;
– снятие защитных устройств и предохранительного смазочного материала с открытых механически
обработанных поверхностей деталей и тщательный осмотр их;
– очистка сборочных единиц от пыли и грязи;
– замена масла в редукторах (если это предусмотрено техническими условиями);
– проверка состояния, прочистка и промывка смазочных каналов р деталях; – полное
доукомплектовывание сборочных единиц
9.
Монтажной площадкой называется комплекспроизводственных и бытовых зданий с дорогами и
коммуникациями предназначенный для проведения
монтажных работ.
Организация
монтажной
площадки
Монтажная площадка должна быть обеспечена электроэнергией,
водой, сжатым воздухом, а иногда и паром, для чего в случае
необходимости прокладывают времянки (временные линии).
Размеры площадки должны быть такими, чтобы на ней можно было
разместить все одновременно монтируемые аппараты и машины, а
также необходимые для монтажа механизмы и приспособления.
Для определения запаса материалов необходимо знать,
какие именно материалы расходуют и норму расхода этих
материалов. Эти данные для каждого комплексного
процесса приведены в СНиПе «Сметные нормы».
10.
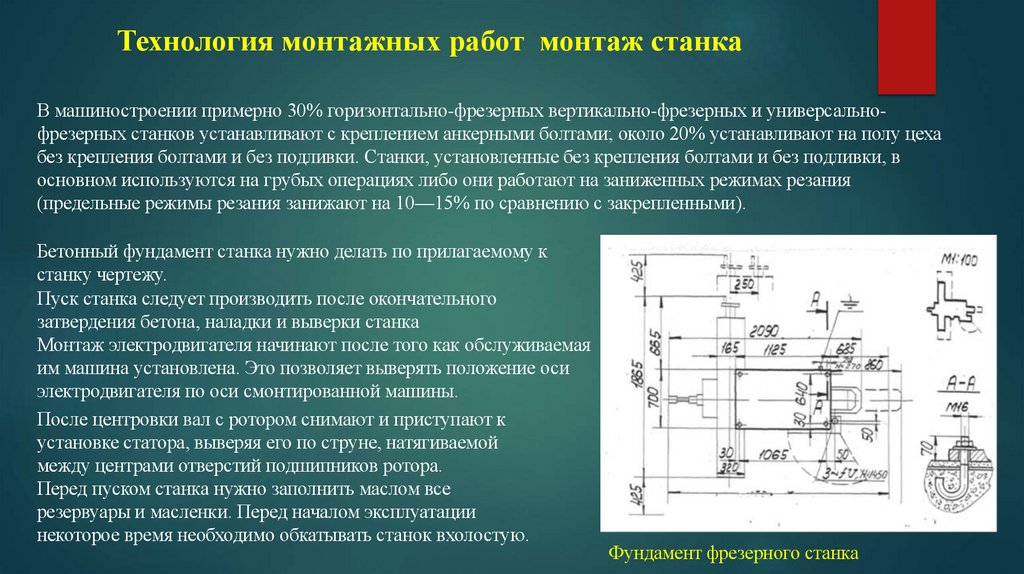
Технология монтажных работ монтаж станкаВ машиностроении примерно 30% горизонтально-фрезерных вертикально-фрезерных и универсальнофрезерных станков устанавливают с креплением анкерными болтами; около 20% устанавливают на полу цеха
без крепления болтами и без подливки. Станки, установленные без крепления болтами и без подливки, в
основном используются на грубых операциях либо они работают на заниженных режимах резания
(предельные режимы резания занижают на 10—15% по сравнению с закрепленными).
Бетонный фундамент станка нужно делать по прилагаемому к
станку чертежу.
Пуск станка следует производить после окончательного
затвердения бетона, наладки и выверки станка
Монтаж электродвигателя начинают после того как обслуживаемая
им машина установлена. Это позволяет выверять положение оси
электродвигателя по оси смонтированной машины.
После центровки вал с ротором снимают и приступают к
установке статора, выверяя его по струне, натягиваемой
между центрами отверстий подшипников ротора.
Перед пуском станка нужно заполнить маслом все
резервуары и масленки. Перед началом эксплуатации
некоторое время необходимо обкатывать станок вхолостую.
Фундамент фрезерного станка
11. Ремонт оборудования станка
Основные этапы капитального ремонта фрезерных станковI этап – подготовительный
Производится запуск станка и проверка его работоспособности
на всех режимах.
II этап – разборка станка
Производится разборка и снятие основных узлов станка.
III этап – ремонт и восстановление узлов станка
Замене подлежат все износившиеся шестерни, подшипники,
шпонки, валы, клинья, муфты и т.д.
IV этап – сборка, испытание и сдача станка в эксплуатацию
На данном этапе проводится сборка всех узлов и
механизмов с их последующей установкой и закреплением
на станине.
Ремонт
оборудования
станка
12.
Расчетная частьВыбор подъёмно-транспортных средств
такелажной оснастки
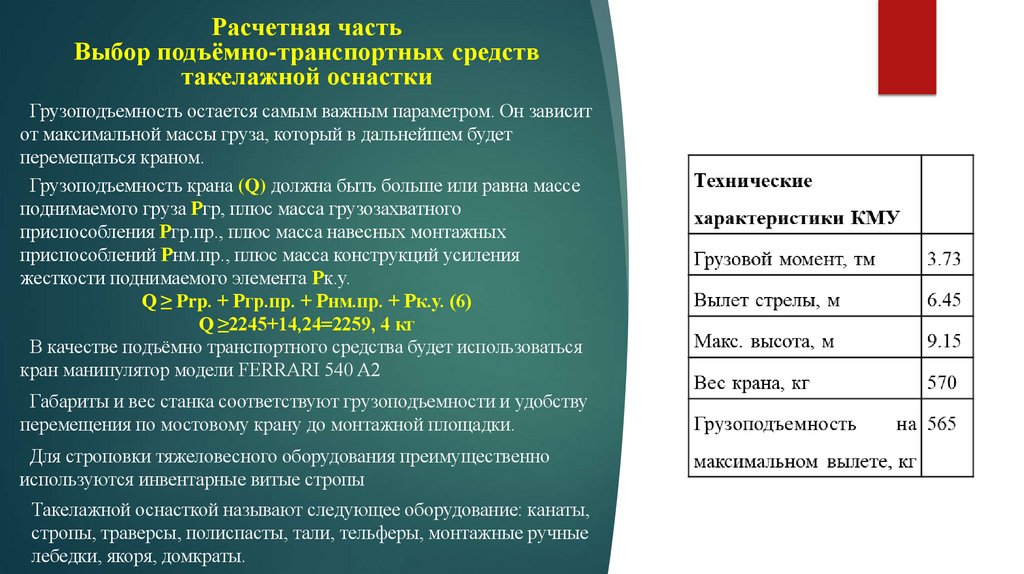
Грузоподъемность остается самым важным параметром. Он зависит
от максимальной массы груза, который в дальнейшем будет
перемещаться краном.
Грузоподъемность крана (Q) должна быть больше или равна массе
поднимаемого груза Ргр, плюс масса грузозахватного
приспособления Ргр.пр., плюс масса навесных монтажных
приспособлений Рнм.пр., плюс масса конструкций усиления
жесткости поднимаемого элемента Рк.у.
Q ≥ Prp. + Ргр.пр. + Рнм.пр. + Рк.у. (6)
Q ≥2245+14,24=2259, 4 кг
В качестве подъёмно транспортного средства будет использоваться
кран манипулятор модели FERRARI 540 A2
Габариты и вес станка соответствуют грузоподъемности и удобству
перемещения по мостовому крану до монтажной площадки.
Для строповки тяжеловесного оборудования преимущественно
используются инвентарные витые стропы
Такелажной оснасткой называют следующее оборудование: канаты,
стропы, траверсы, полиспасты, тали, тельферы, монтажные ручные
лебедки, якоря, домкраты.
13.
Охрана труда, техника безопасности, пожаробезопасность,электробезопасность
Охрана труда
Ключевые положения и требования охраны
труда прописаны в Трудовом кодексе РФ
Работодатель обязан обеспечить:
Безопасность работников предприятия при
эксплуатации зданий, оборудования,
инструментов применяемых в производстве.
Применение средств защиты,
прошедших сертификацию и
декларирование (покупка и выдача
которых осуществляется за счет
работодателя).
Проведение обучения,
инструктажа и проверку знаний
охраны труда.
Полный список требований охраны
труда по отношению к работодателям
можно найти в статье 212 ТК РФ.
Техника безопасности при
монтаже
На всех предприятиях установлен
порядок, согласно которому к
монтажным работам допускаются
лица, изучившие основы техники
безопасности при монтаже
оборудования.
Категорически запрещается
приступать к монтажу оборудования
без инструктажа по технике
безопасности.
14.
ПожаробезопасностьПожарная безопасность
Необходимо соблюдать требования других
соответствующих нормативных документов,
государственных стандартов и правил пожарной
безопасности, изложенных в проектах производства
работ.
1.2 Ответственность за пожарную безопасность
строек, своевременное выполнение
противопожарных мероприятий» несет персонально
руководитель генподрядной строительной
организации
1.3 Ответственность за соблюдение мер пожарной
безопасности при выполнении работ возлагается
на руководителей работ этих организаций
1.4 Ответственность за полноту и качество разработки
требований пожарной безопасности несут соответственно
руководители проектных и строительных организаций
15.
ЭлектробезопасностьПред началом работы, монтажники и наладчики обязаны:
1 Привести в порядок спецодежду
2 Приготовить инструмент и метизы, проверить
исправность инструмента ;
3 Проверить исправность защитных средств и
предохранительных приспособлений, средств
пожаротушения;
6 Осмотреть рабочее место , обратив особое внимание на
состояние освещения, лесов, подмостей, щитовнастилов, убедится в их исправности и надежности;
7 Проверить правильность подключения
электроприборов и наличие защитного заземления
электрооборудования;
4 Проверить комплект предупредительных и
запрещающих плакатов
8 Проверить исправность грузоподъемных средств и
механизмов
5 На выполнение особо опасных работ необходимо
получить наряд-допуск на производство этих работ
9 Проверить исправность электросварочного
оборудования
16. Экономическая часть
Сметная стоимость оборудования включает:1 Цену приобретения оборудования;
2 Стоимость запасных частей;
3 Стоимость тары, упаковки и реквизита;
4 Транспортные расходы и услуги подрядчиков или
снабженческо-сбытовых организаций;
5 Заготовительно-складские расходы;
6 Другие затраты, относимые на стоимость оборудования.
Отпускные цены на оборудование принимаются на основе
информации, предоставляемой отечественными и зарубежными
поставщиками оборудования.
Стоимость станка – 2 800 000 руб.
Стоимость запасных частей - 56 000 руб.
Стоимость тары и упаковки - 28 000 руб.
Транспортные расходы - 112 000 руб.
Заготовительно-складские расходы -33600 руб.
Итого сметная станка HÖMMEL CNC VM-855 – 3 029 600 руб.
17. Список используемой литературы
1. Л.С. Брон, С.Н. Власов, Г.М. Годович, К.Н. Константинов, А.П.Никольский, Б.И. Черпаков, учебник “Конструкции наладка и
эксплуатация агрегатных станков и автоматических линий” Москва
Высшая школа 2017г.
2. Ю.Н. Воронкин, Н.В. Поздняков, учебник “Методы профилактики и
ремонта промышленного оборудования” Образовательно-издательский
центр “Академия” 2019г.
3. А.Г. Схиртладзе, В.Ю. Новиков, учебник “Станочник широкого
профиля” - Москва Высшая школа 2018г.
4. Б.И. Черпаков, Л.И. Вереина, учебник “Технологическое
оборудование машиностроительного производства” Издательский
центр “Академия” 2-е издание 2018г.
5. Ипатов П.П., Финкель А.Ф. Монтажные и подъемно-транспортные
механизмы и такелажные работы - М.: Стройиздат, 2018 г.
6. Сулейманов М.К. Стропальные и такелажные работы в строительстве
и промышленности. - М.: АСАДЕМА, 2020
9. Сугробов Н.П. и др. Охрана труда. М: Стройиздат, 2019 г.