




 Информатика
Информатика Промышленность
ПромышленностьПохожие презентации:




")





Компьютерный анализ энергоресурсоэффективности нефтехимического производства с применением комплекса программ ASPEN
1. Министерство науки и высшего образования Российской Федерации Федеральное государственное бюджетное образовательное учреждение
высшего образования«Российский Химико-Технологический Университет имени
Д.И. Менделеева»
Факультет цифровых технологий и химического инжиниринга
Кафедра Логистики и Экономической Информатики (ЛогЭкИ)
Международный институт логистики ресурсосбережения и технологической инноватики (НОЦ)
Выпускная квалификационная работа магистра
«Компьютерный анализ энергоресурсоэффективности нефтехимического производства с
применением комплекса программ ASPEN»
И.о. Заведующего кафедрой ЛогЭкИ,
доцент, д.т.н
Аверина Юлия Михайловна
Работу выполнил студент группы МТ-28:
Галкин Алексей Александрович
Научный руководитель профессор
директор МИ-ЛРТИ (НОЦ), академик РАН:
Мешалкин Валерий Павлович
Научный консультант
от ИНХС РАН:
Афокин Михаил Иванович
Москва 2022
2.
2Цель работы:
Задачи
Задачи:
Анализ энергоресурсоэффективности
одностадийного и двухстадийного процессов
синтеза ароматических соединений из синтез-газа
Поиск исходных данных для моделирования
одностадийного и двухстадийного процессов
синтеза ароматических соединений из синтез-газа
Моделирование описанных процессов в
программной среде Aspen и их оптимизация.
Анализ и сравнение процессов с точки зрения
энергоресурсоэффективности и капитальных
затрат.
3. Актуальность исследования
3Актуальность
исследования
• Ежегодный рост мирового потребления
ароматических соединений составляет
в районе 5-6%.
• Рост стоимости углеродных
энергоносителей повышает
актуальность использования
альтернативных источников углерода
для получения ароматических
соединений.
4. Процесс синтеза ароматических соединений
45.
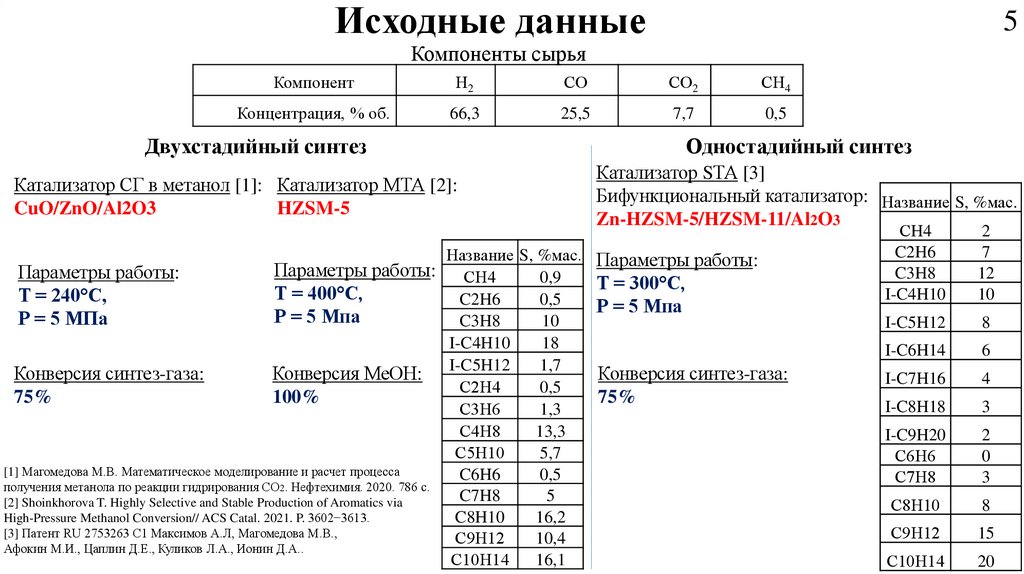
Исходные данные5
Компоненты сырья
Компонент
Н2
СО
СО2
СН4
Концентрация, % об.
66,3
25,5
7,7
0,5
Двухстадийный синтез
Катализатор СГ в метанол [1]: Катализатор МТА [2]:
CuO/ZnO/Al2O3
HZSM-5
Название S, %мас.
Параметры работы: СН4
Параметры работы:
0,9
Т = 400°С,
Т = 240°С,
C2H6
0,5
Р = 5 Мпа
Р = 5 МПа
C3H8
10
I-C4H10
18
1,7
Конверсия синтез-газа:
Конверсия МеОН: I-C5H12
С2Н4
0,5
75%
100%
С3Н6
1,3
С4Н8
13,3
С5Н10
5,7
[1] Магомедова М.В. Математическое моделирование и расчет процесса
C6H6
0,5
получения метанола по реакции гидрирования СО2. Нефтехимия. 2020. 786 с.
C7H8
5
[2] Shoinkhorova T. Highly Selective and Stable Production of Aromatics via
High-Pressure Methanol Conversion// ACS Catal. 2021. P. 3602−3613.
C8H10
16,2
[3] Патент RU 2753263 C1 Максимов А.Л, Магомедова М.В.,
С9Н12
10,4
Афокин М.И., Цаплин Д.Е., Куликов Л.А., Ионин Д.А..
С10Н14
16,1
Одностадийный синтез
Катализатор SТА [3]
Бифункциональный катализатор: Название S, %мас.
Zn-HZSM-5/HZSM-11/Al2O3
Параметры работы:
Т = 300°С,
Р = 5 Мпа
Конверсия синтез-газа:
75%
СH4
C2H6
C3H8
I-C4H10
2
7
12
10
I-C5H12
8
I-C6H14
6
I-C7H16
4
I-C8H18
3
I-C9H20
С6Н6
С7Н8
2
0
3
С8Н10
8
С9Н12
15
С10Н14
20
6. Двухстадийный синтез
Таблица 1. Оборудование двустадийногосинтеза
Рисунок 1. Разработанная схема
двустадийного синтеза
№
Название
14,15
19-27
1,5
Реактор
Колонна
Рекуператор
1-7,44-47
Холодильник
18,28-35
Ребойлер
36-43,48
8
12,13,17
Дефлегматор
Компрессор
Насос
6
7.
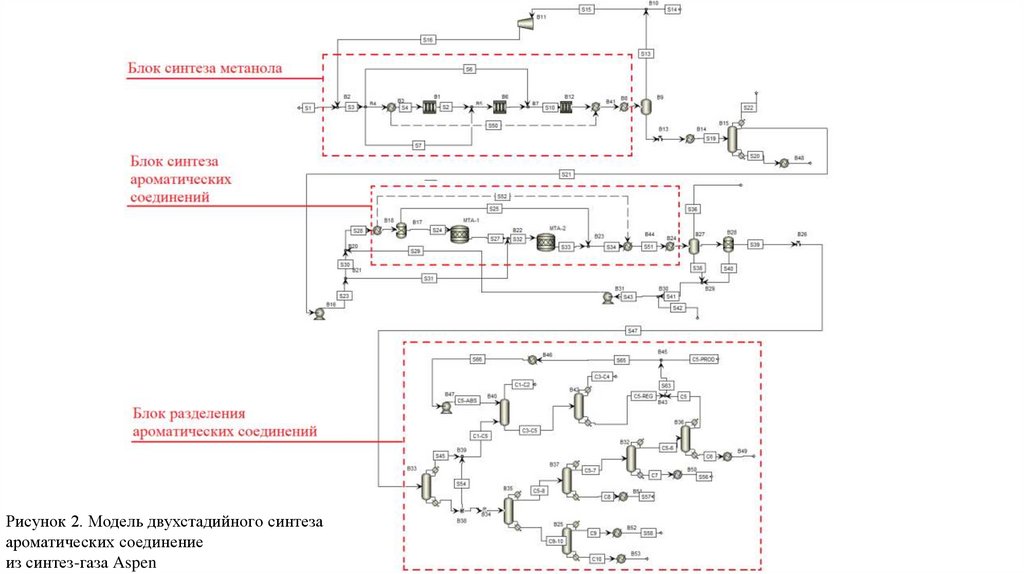
Рисунок 2. Модель двухстадийного синтезаароматических соединение
из синтез-газа Aspen
8.
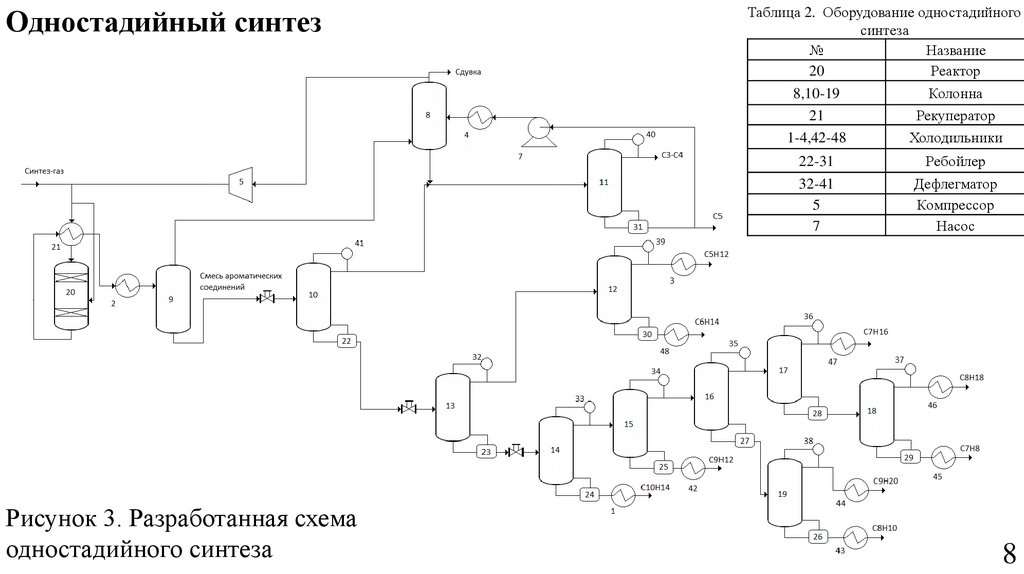
Одностадийный синтезРисунок 3. Разработанная схема
одностадийного синтеза
Таблица 2. Оборудование одностадийного
синтеза
№
Название
20
Реактор
8,10-19
Колонна
21
Рекуператор
1-4,42-48
Холодильники
22-31
Ребойлер
32-41
5
7
Дефлегматор
Компрессор
Насос
8
9.
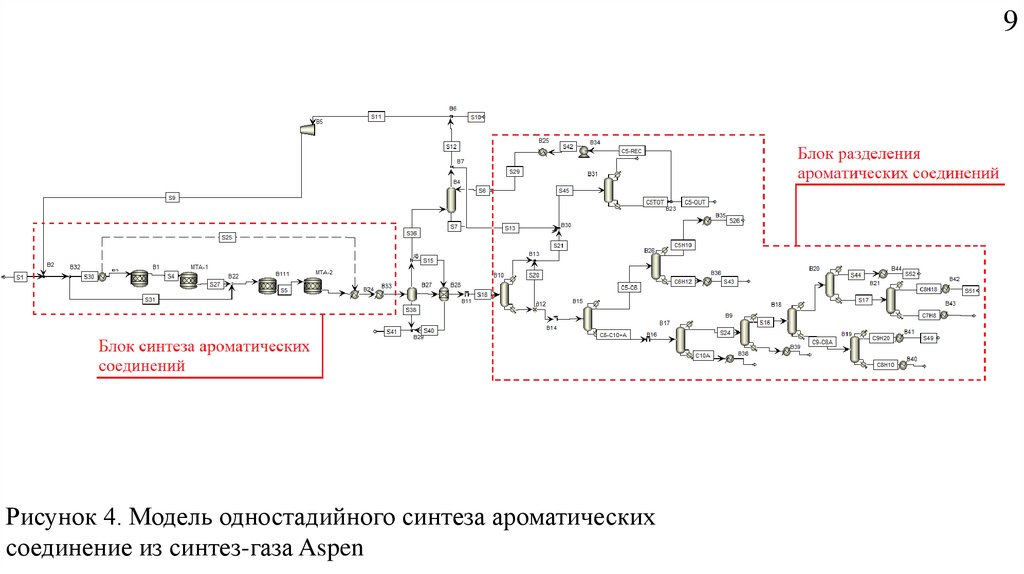
9Рисунок 4. Модель одностадийного синтеза ароматических
соединение из синтез-газа Aspen
10.
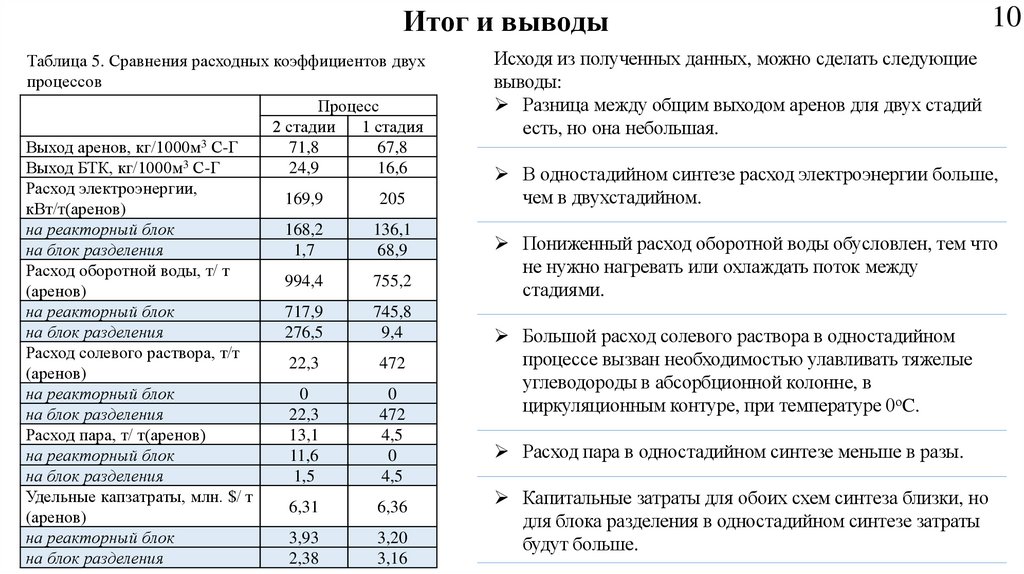
Итог и выводыТаблица 5. Сравнения расходных коэффициентов двух
процессов
Процесс
2 стадии
1 стадия
3
Выход аренов, кг/1000м С-Г
71,8
67,8
3
Выход БТК, кг/1000м С-Г
24,9
16,6
Расход электроэнергии,
169,9
205
кВт/т(аренов)
на реакторный блок
168,2
136,1
на блок разделения
1,7
68,9
Расход оборотной воды, т/ т
994,4
755,2
(аренов)
на реакторный блок
717,9
745,8
на блок разделения
276,5
9,4
Расход солевого раствора, т/т
22,3
472
(аренов)
на реакторный блок
0
0
на блок разделения
22,3
472
Расход пара, т/ т(аренов)
13,1
4,5
на реакторный блок
11,6
0
на блок разделения
1,5
4,5
Удельные капзатраты, млн. $/ т
6,31
6,36
(аренов)
на реакторный блок
3,93
3,20
на блок разделения
2,38
3,16
10
Исходя из полученных данных, можно сделать следующие
выводы:
Разница между общим выходом аренов для двух стадий
есть, но она небольшая.
В одностадийном синтезе расход электроэнергии больше,
чем в двухстадийном.
Пониженный расход оборотной воды обусловлен, тем что
не нужно нагревать или охлаждать поток между
стадиями.
Большой расход солевого раствора в одностадийном
процессе вызван необходимостью улавливать тяжелые
углеводороды в абсорбционной колонне, в
циркуляционным контуре, при температуре 0оC.
Расход пара в одностадийном синтезе меньше в разы.
Капитальные затраты для обоих схем синтеза близки, но
для блока разделения в одностадийном синтезе затраты
будут больше.