






 Промышленность
ПромышленностьПохожие презентации:






")



Разработка технологии сварки труб К70 с применением цифровых инструментов
1. Диссертация магистра по теме: Разработка технологии сварки труб К70 с применением цифровых инструментов
Работу выполнил: студент группы 4342706/20501Барышев Н. А.
Консультанты по работе ПАО «Северсталь»:
Руководитель ВКР:
Доцент ВШПЦТ, к.т.н., Алексеева Е. Л.
Ведущий менеджер, Пестрецов А.А.
Санкт-Петербург
2024 год
Ведущий эксперт Рындин А.П.
2.
1. ГГ «Сила Сибири – 2» из России в Китай может начать работу в 2033 году;2. Строительство ГГ "Сила Сибири - 2" приведёт к увеличению спроса на ТБД;
Актуальность
3. Для обеспечения безопасности природ охраняемых зон и повышения
производительности, ГГ «Сила Сибири – 2» решено выполнить из труб
диаметром 1420 мм, с рабочим давлением до 14,7 МПа, категорией
прочности К70.
https://www.finam.ru/publications/item/rossiyskoy-otrasli-po-proizvodstvu-trub-bolshogo-diametra-ne-khvataet-zakazov
2
3.
Цель и задачиПовышение экономической эффективности производства ТБД на Ижорском
трубном заводе за счёт разработки и внедрения технологии сварки труб категории
Цель
прочности К70 в рамках реализации проекта «Сила Сибири – 2»
Задачи
технологии производства;
Проведение эксперимента с целью опробования выдвинутых гипотез;
Анализ литературных источников для определения оптимальной
Анализ результатов эксперимента;
Оценка экономической эффективности.
3
4.
Сравнительная характеристикаразличных способов сварки
Диаметр трубы, мм
Толщина стенки
трубы, мм
Токами высокой
частоты
5 – 529
0,4 – 10
Сопротивлением
5 – 529
0,4 – 426
Индукционная
21,5 – 219
1–8
Дуговая в среде
защитных газов
4 – 426
0,2 – 8,0
Лазерная
–
0,25 – 13
Гибридная
–
5 – 22*
Согласно
данным
таблицы
1,
для
производства труб диаметром 1420 мм с
толщиной стенки 26,26 мм подходят
способы:
1. Гибридной сварки;
2. Дуговой сварки под флюсом.
Остальные способы не позволяют сваривать
трубы с требуемой толщиной стенки.
Сварка под
–
6 – 50
флюсом
* Возможно увеличение толщины стенки трубы, при проведении дополнительных исследований.
Серебряков А. В., Павлов Д. А. Технология производства сварных труб: учеб. пособие. – Изд-во Урал. ун-та, 2020. – 104 с.
Способ сварки
Таблица 1. Определение способа сварки
4
5.
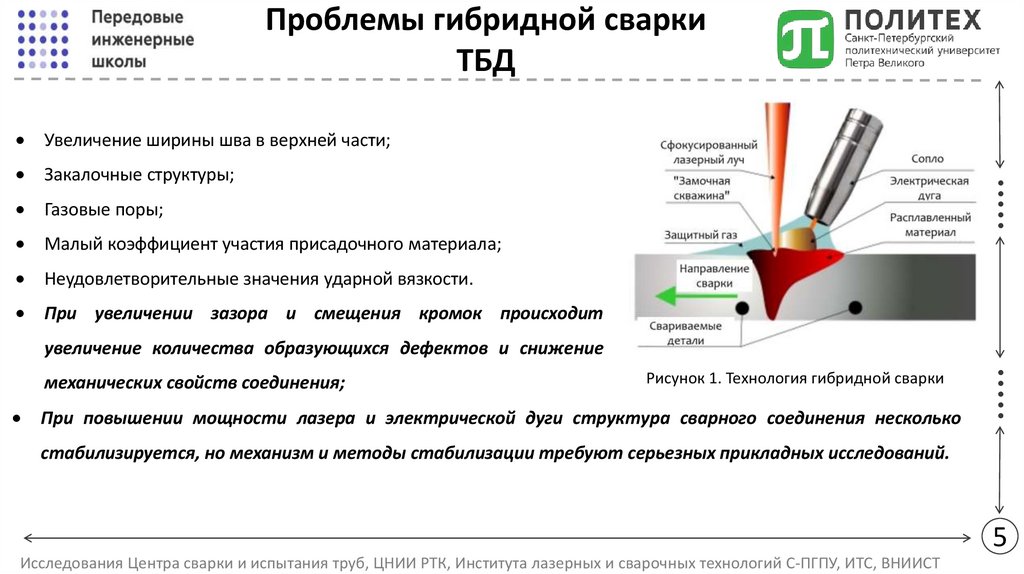
Увеличение ширины шва в верхней части;Закалочные структуры;
Газовые поры;
Малый коэффициент участия присадочного материала;
Неудовлетворительные значения ударной вязкости.
При увеличении зазора и смещения кромок происходит
Проблемы гибридной сварки
ТБД
механических свойств соединения;
Рисунок 1. Технология гибридной сварки
При повышении мощности лазера и электрической дуги структура сварного соединения несколько
увеличение количества образующихся дефектов и снижение
стабилизируется, но механизм и методы стабилизации требуют серьезных прикладных исследований.
5
Исследования Центра сварки и испытания труб, ЦНИИ РТК, Института лазерных и сварочных технологий С-ПГПУ, ИТС, ВНИИСТ
6.
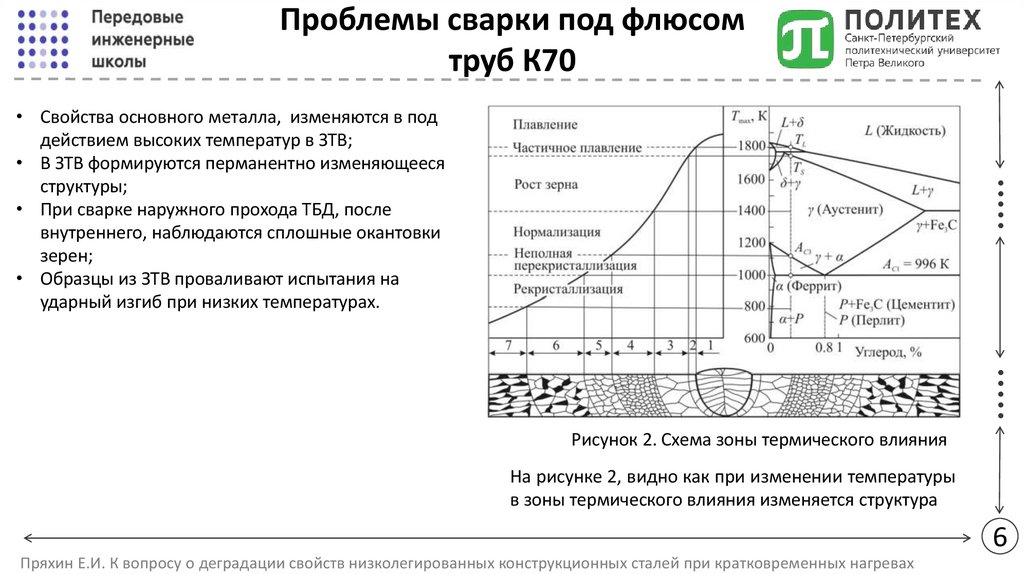
Проблемы сварки под флюсомтруб К70
• Свойства основного металла, изменяются в под
действием высоких температур в ЗТВ;
• В ЗТВ формируются перманентно изменяющееся
структуры;
• При сварке наружного прохода ТБД, после
внутреннего, наблюдаются сплошные окантовки
зерен;
• Образцы из ЗТВ проваливают испытания на
ударный изгиб при низких температурах.
Рисунок 2. Схема зоны термического влияния
На рисунке 2, видно как при изменении температуры
в зоны термического влияния изменяется структура
6
Пряхин Е.И. К вопросу о деградации свойств низколегированных конструкционных сталей при кратковременных нагревах
7.
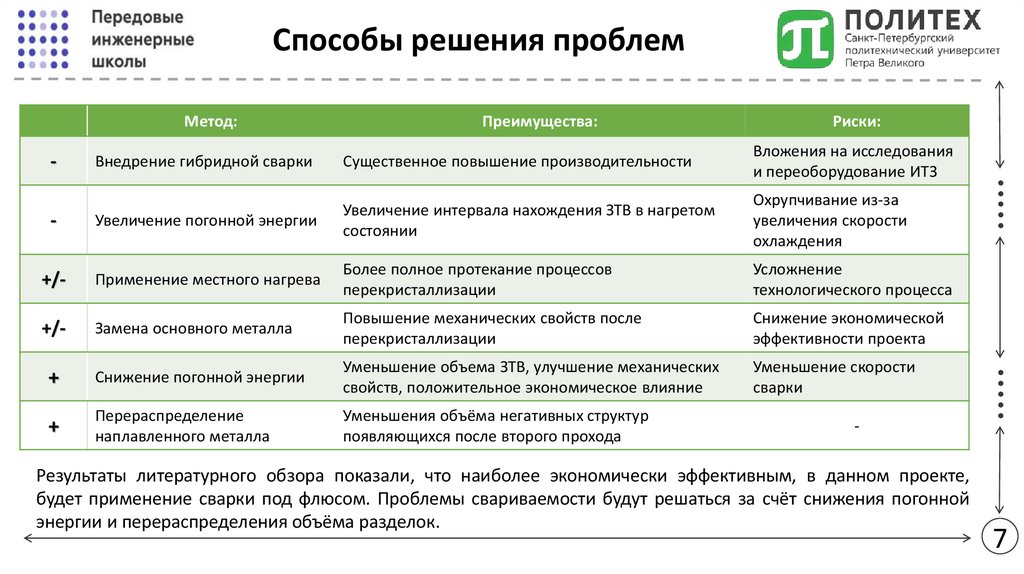
Способы решения проблемРиски:
Внедрение гибридной сварки
Существенное повышение производительности
Вложения на исследования
и переоборудование ИТЗ
-
Увеличение погонной энергии
Увеличение интервала нахождения ЗТВ в нагретом
состоянии
Охрупчивание из-за
увеличения скорости
охлаждения
+/-
Применение местного нагрева
Более полное протекание процессов
перекристаллизации
Усложнение
технологического процесса
+/-
Замена основного металла
Повышение механических свойств после
перекристаллизации
Снижение экономической
эффективности проекта
+
Снижение погонной энергии
Уменьшение объема ЗТВ, улучшение механических
свойств, положительное экономическое влияние
Уменьшение скорости
сварки
+
Перераспределение
наплавленного металла
Уменьшения объёма негативных структур
появляющихся после второго прохода
-
-
Результаты литературного обзора показали, что наиболее экономически эффективным, в данном проекте,
будет применение сварки под флюсом. Проблемы свариваемости будут решаться за счёт снижения погонной
энергии и перераспределения объёма разделок.
Преимущества:
Метод:
7
8.
МатериалыТаблица4. Химический основного металла
SI
Mn
P
S
Cr
Ni
Cu
Al
Ti
Mo
V
B
Nb
N
Min
0,035
0,1
1,55
-
-
0,1
0,1
0,1
0,02
0,01
0,15
-
-
0,03
Max
0,068
0,35
2
0,015
0,002
0,3
0,4
0,4
0,07
0,03
0,3
0,01
0,0005
0,07
Ca
0,001
0,005
C
0,004
Таблица 5. Химический состав сварочных
проволок S3TiB и S3Ni1Mo
S3TiB
S3Ni1Mo
C
Mn
Si
Mo
Ni
0,08 1,55 0,27 0,05 0,10
0,13 1,75 0,17 0,55 0,90
B
0,01
2
-
Ti
Cu
Al
N
0,15
0,10
0,03
0,005
-
-
-
-
Таблица 6. Химический
состав OK ESAB Flux 10.74
Марка
пр-ки
Al2O3+MnO
CaF2
CaO+MgO
SiO2+TiO2
30
15
25
25
8
9.
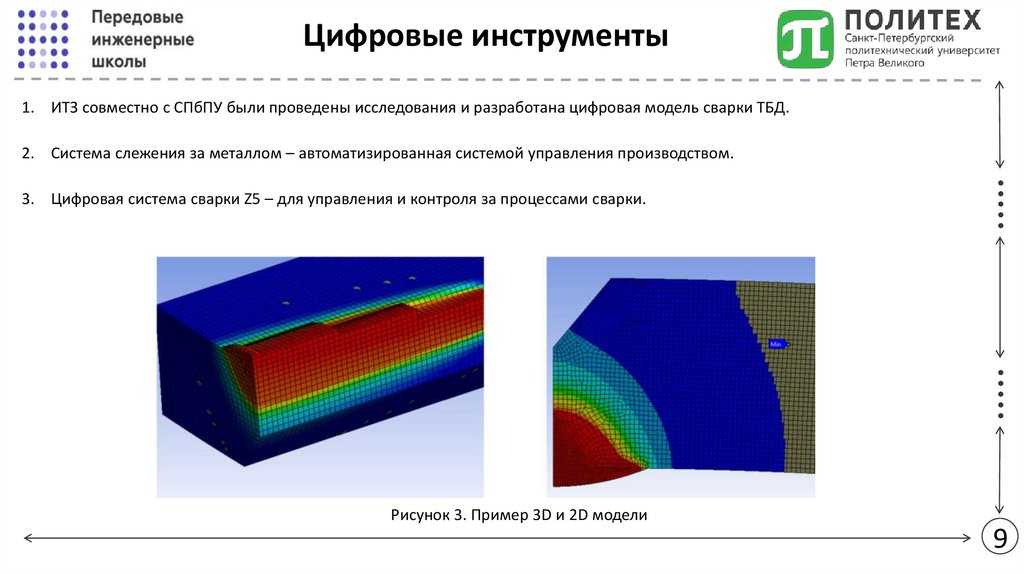
Цифровые инструменты1. ИТЗ совместно с СПбПУ были проведены исследования и разработана цифровая модель сварки ТБД.
3. Цифровая система сварки Z5 – для управления и контроля за процессами сварки.
2. Система слежения за металлом – автоматизированная системой управления производством.
Рисунок 3. Пример 3D и 2D модели
9
10.
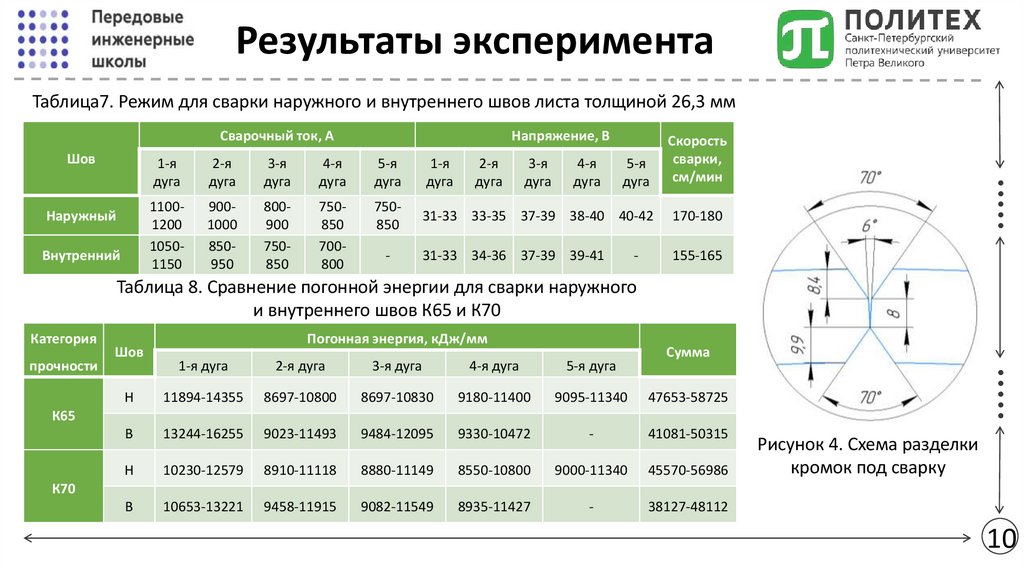
Результаты экспериментаСварочный ток, А
Шов
Наружный
Внутренний
Напряжение, В
1-я
дуга
2-я
дуга
3-я
дуга
4-я
дуга
5-я
дуга
1-я
дуга
5-я
дуга
Скорость
сварки,
см/мин
11001200
10501150
9001000
850950
800900
750850
750850
700800
750850
31-33 33-35 37-39 38-40 40-42
170-180
31-33 34-36 37-39 39-41
155-165
-
2-я
дуга
3-я
дуга
4-я
дуга
-
Таблица7. Режим для сварки наружного и внутреннего швов листа толщиной 26,3 мм
Таблица 8. Сравнение погонной энергии для сварки наружного
и внутреннего швов К65 и К70
прочности
Шов
Погонная энергия, кДж/мм
Сумма
1-я дуга
2-я дуга
3-я дуга
4-я дуга
5-я дуга
Н
11894-14355
8697-10800
8697-10830
9180-11400
9095-11340
47653-58725
В
13244-16255
9023-11493
9484-12095
9330-10472
-
41081-50315
Н
10230-12579
8910-11118
8880-11149
8550-10800
9000-11340
45570-56986
В
10653-13221
9458-11915
9082-11549
8935-11427
-
38127-48112
Категория
К65
Рисунок 4. Схема разделки
кромок под сварку
К70
10
11.
Результаты экспериментаТаблица 9. Результаты испытаний механических свойств
Сварное соединение
Поперечное растяжение Загибы
плоские
σВ, Мпа
Место
Не менее 700
разрыва
Наружный
API
шов KCV,
180 гр.
Дж/см2
(По ТУ)
ЦШ -20
не менее 87
Инициатор
225290.6
709
ЗТВ
ОК
244
Испытуемые ИТ
226412.2
705
ЗТВ
ОК
207
1020-1420-К70-ОП 226411.0
701
ЗТВ
ОК
187
226413.4
702
ЗТВ
ОК
202
225287.4
707
ЗТВ
ОК
250
225289.8
706
ЗТВ
ОК
236
225284.8
713
ЗТВ
ОК
232
Для
226420.4
702
ЗТВ
ОК
150
гидроиспытаний
225286.2
712
ЗТВ
ОК
232
225283.6
701
ЗТВ
ОК
237
№ трубы
Рисунок 4. Полигонные испытания на разрыв
Назначение
Рисунок 5. Испытания на статический изгиб
11
12.
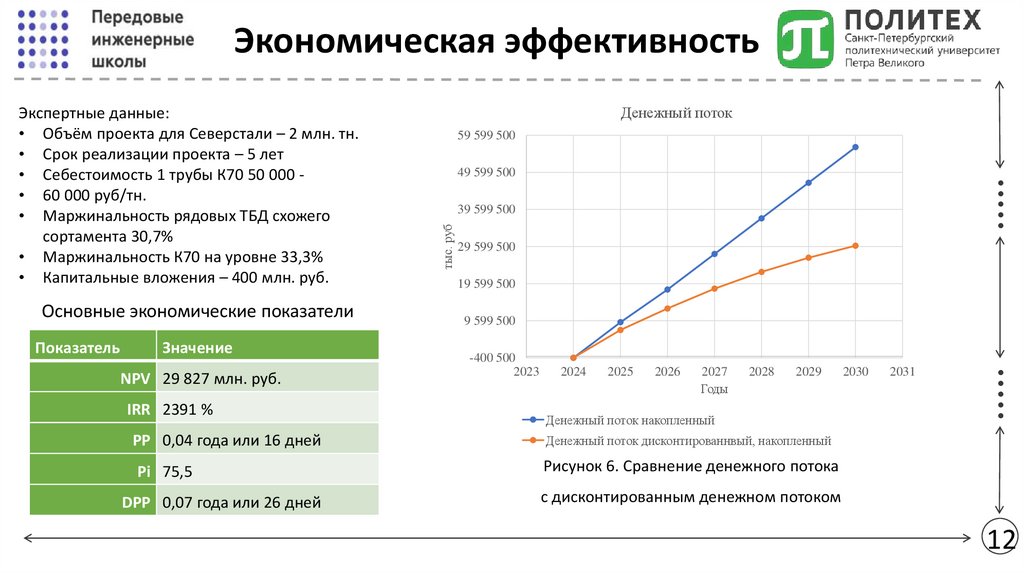
Экономическая эффективностьПоказатель
Значение
NPV 29 827 млн. руб.
IRR 2391 %
59 599 500
49 599 500
39 599 500
29 599 500
19 599 500
9 599 500
-400 500
2023
2024
2025
2026
2027
Годы
2028
2029
Денежный поток накопленный
PP 0,04 года или 16 дней
Денежный поток дисконтированнвый, накопленный
Pi 75,5
Рисунок 6. Сравнение денежного потока
DPP 0,07 года или 26 дней
2030
2031
Основные экономические показатели
Денежный поток
тыс. руб
Экспертные данные:
• Объём проекта для Северстали – 2 млн. тн.
• Срок реализации проекта – 5 лет
• Себестоимость 1 трубы К70 50 000 • 60 000 руб/тн.
• Маржинальность рядовых ТБД схожего
сортамента 30,7%
• Маржинальность К70 на уровне 33,3%
• Капитальные вложения – 400 млн. руб.
с дисконтированным денежном потоком
12
13.
Заключение1. Проблемы со свариваемостью К70 в ЗТВ, из-за незаконченной перекристаллизации после сварки наружного шва
2. Подобрана оптимальная геометрия разделки и режимы сварки, снижающие погонную энергию внутреннего шва на 2203–
2954 кДж/мм, а наружно шва на 1739–1993 кДж/мм (в сравнении со сваркой ТБД К65).
предложено решить снижением погонной энергии и перераспределением объёма металла.
3. Сваренные по подобранным параметрам образцы прошли механические испытания с результатами удовлетворяющими
4. В результате исследования разработана технология сварки ТБД К70 на Ижорском трубном заводе, которая должна повысить
экономическую эффективность производства на 1,7%, на период реализации проекта «Сила Сибири – 2».
требованиям заказчика.
13
14.
Барышев Н. А.Спасибо за внимание!
Контактные данные:
Email – nikitasiver@mail.ru
Телефон – +7(953)149-69-14
14
15.
а)б)
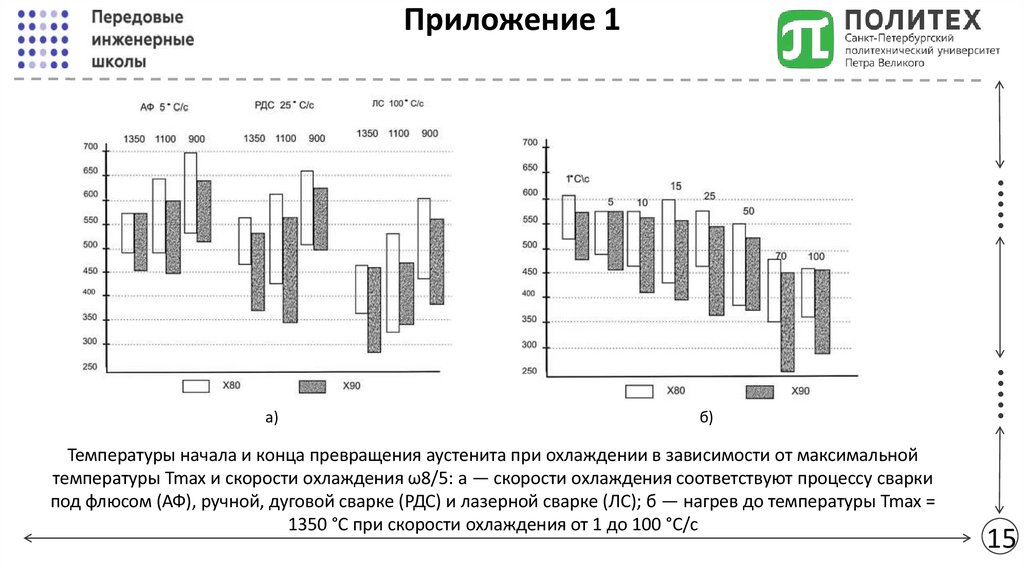
Температуры начала и конца превращения аустенита при охлаждении в зависимости от максимальной
температуры Tmax и скорости охлаждения ω8/5: а — скорости охлаждения соответствуют процессу сварки
под флюсом (АФ), ручной, дуговой сварке (РДС) и лазерной сварке (ЛС); б — нагрев до температуры Tmax =
1350 °С при скорости охлаждения от 1 до 100 °С/с
Приложение 1
15
16.
Приложение 2Процесс работы ССМ. На данном снимке отражен цех в режиме реального времени, но в процессе планового ремонта, простои
оборудования на схеме подсвечены красным цветом.
16
17.
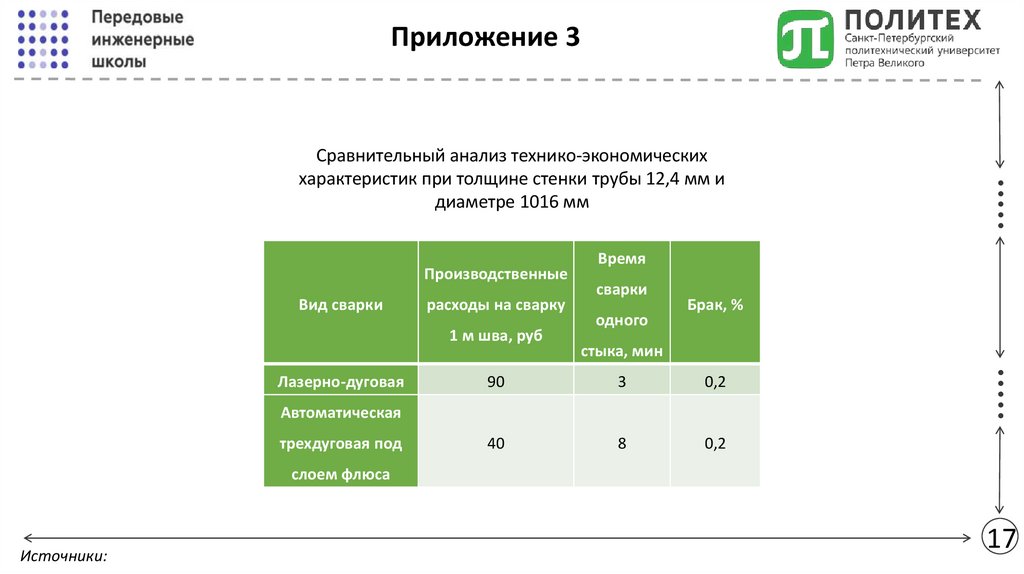
Сравнительный анализ технико-экономическиххарактеристик при толщине стенки трубы 12,4 мм и
диаметре 1016 мм
Вид сварки
расходы на сварку
1 м шва, руб
Лазерно-дуговая
Время
сварки
одного
Брак, %
стыка, мин
90
3
0,2
40
8
0,2
Автоматическая
трехдуговая под
Производственные
Приложение 3
слоем флюса
Источники:
17
18.
Приложение 4Толщина
Нижняя
Притупление,
Верхняя
Нижний
Верхний
Угол
листа, мм
фаска, мм
мм
фаска, мм
угол, º
угол, º
притупления, º
S
B
С
А
α1
α2
α3
26,3
9,9
8,0
8,4
35
35
3
Форма разделки сварных кромок листа толщиной 26,3 мм
Параметры электродов для сварки наружного и внутреннего швов
1-я
2-я
3-я
4-я
5-я
дуга
дуга
дуга
дуга
дуга
α1
α2
α3
α4
α5
Наружный
-12±2
0±2
10±2
22±2
32±2
Внутренний
-15±2
0±2
17±2
30±2
-
Шов
Источники:
Вылет
Расстояние между осями
электрода,
электродов, мм
H, мм
Угол наклона электрода, º
L1
L2
L3
L4
34±3
14±2
13±2
17±2
17±2
30±3
15±2
17±2
16±2
-
18
19.
Приложение 5Сводная таблица финальных данных эксперимента. Значения испытаний на KCV
№ трубы
Сварное соединение
Наружный шов KCV, Дж/см2
ЦШ -20
ч.11 -20
Внутренний шов KCV, Дж/см2
ЦШ -40
не менее 87
ч.11 -40
ЦШ -20
не менее 70
ч.11 -20
ЦШ -40
не менее 87
ч.11 -40
не менее 70
Инициатор
225290.6
244
247
236
244
210
225
79
77
71
156
156
160
217
214
191
187
176
206
108
281
75
318
303
292
Испытуемые ИТ
226412.2
207
204
217
300
265
319
192
101
185
269
85
167
202
175
195
349
354
334
137
187
85
341
345
304
1020-1420-К70-ОП
226411.0
187
162
195
247
266
206
191
175
157
85
267
241
191
229
204
334
292
322
79
105
170
307
352
270
226413.4
202
209
176
340
297
302
161
171
161
204
300
311
210
200
215
359
341
356
166
104
137
285
297
364
225287.4
250
262
228
106
112
105
232
225
225
75
160
149
221
202
214
367
352
296
153
181
135
78
281
307
225289.8
236
237
250
101
112
93
236
213
213
169
73
149
183
196
187
275
135
251
135
171
138
156
105
156
225284.8
232
225
262
262
176
225
138
134
134
152
145
130
131
187
187
214
232
169
145
137
137
137
141
164
Для
226420.4
150
180
180
261
236
266
162
225
177
135
276
285
199
195
210
331
270
337
174
127
147
294
269
277
гидроиспытаний
225286.2
232
232
221
161
179
185
243
210
217
156
165
156
206
184
206
240
124
94
82
71
131
157
155
166
225283.6
237
232
235
191
142
169
232
212
219
149
164
146
234
189
225
115
209
112
85
140
116
100
92
77
225279.2
192,5
212,5
240
236
259
231
227
181
221
86
227
165
214
225
217
255
240
259
159
131
106
185
252
140
225280.0
235
219
217
94
109
179
131
206
202
145
72
40
162
159
151
300
276
165
161
105
161
166
262
227
225281.2
195
255
194
175
129
179
120
177
180
149
155
60
206
200
210
316
351
321
197
109
102
337
299
324
225282.4
209
177
236
237
87
242
92
180
236
94
66
94
159
214
211
302
309
292
180
132
115
275
101
287
225285.0
232
194
246
185
181
161
129
172
199
64
87
156
217
243
202
101
88
88
172
97
184
52
72
64
225291.8
221
217
217
109
255
229
200
131
225
70
116
168
211
172
180
322
307
352
120
162
105
69
281
271
225292.0
236
217
140
244
244
244
167
182
175
94
75
67
180
195
202
244
172
255
164
156
145
56
131
262
226409.0
169
217
218
270
247
262
94
187
169
267
240
79
210
185
219
352
335
362
165
172
184
369
307
361
226414.6
131
142
202
281
131
277
180
131
169
131
116
244
217
210
225
352
300
337
180
225
154
341
262
356
226415.8
176
154
225
154
94
266
116
150
229
79
160
63
195
206
172
289
247
277
105
210
180
277
281
274
226416.0
187
180
137
244
244
248
131
124
116
262
244
262
206
199
195
112
345
356
109
167
142
300
356
281
226417.2
202
219
221
256
150
246
229
236
154
65
82
144
156
171
214
285
304
311
251
124
94
344
300
236
226418.4
206
172
219
232
259
256
225
202
112
60
202
64
225
154
191
262
277
176
176
135
102
262
131
236
226419.6
90
108
94
217
198
229
214
157
137
56
149
55
311
271
315
218
230
262
127
184
195
250
270
273
Буфер
Назначение
226410.8
В запасе
225288.6
19