






































 Медицина
МедицинаПохожие презентации:










Материаловедение медицинских и фармацевтических товаров
1. ФГАОУ ВПО «Северо-Восточный Федеральный Университет имени М.К.Аммосова» Медицинский Институт Кафедра Фармакологии и Фармации
Материаловедение медицинских ифармацевтических товаров
Работу выполнили студентки 5 курса МИ ФАРМ-11-501-2
Петрова З.Н., Трофимова С.Д.
2. Классификация материалов, используемых для изготовления товаров медицинского назначения
3.
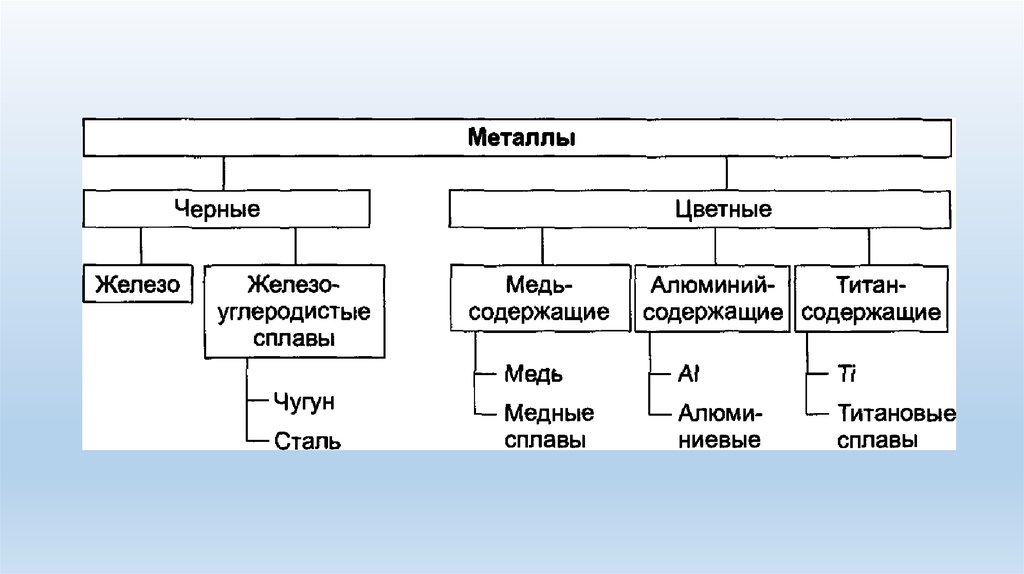
4. Черные металлы и сплавы
Черные металлы и сплавы• Чугуны — общее название группы сплавов на основе железа, содержащих более 2% углерода, а также кремний (0,3—5%), марганец
(до 1%) и вредные примеси — серу (до 0,12%), фосфор (до 0,2%).
Иногда чугун содержит легирующие добавки (Al, Cr, Ni и др.).
• Стали — общее название группы сплавов на основе железа, содержащих до 2% углерода, а также Si, Мп и вредные примесиS и Р.
5.
6.
7.
8.
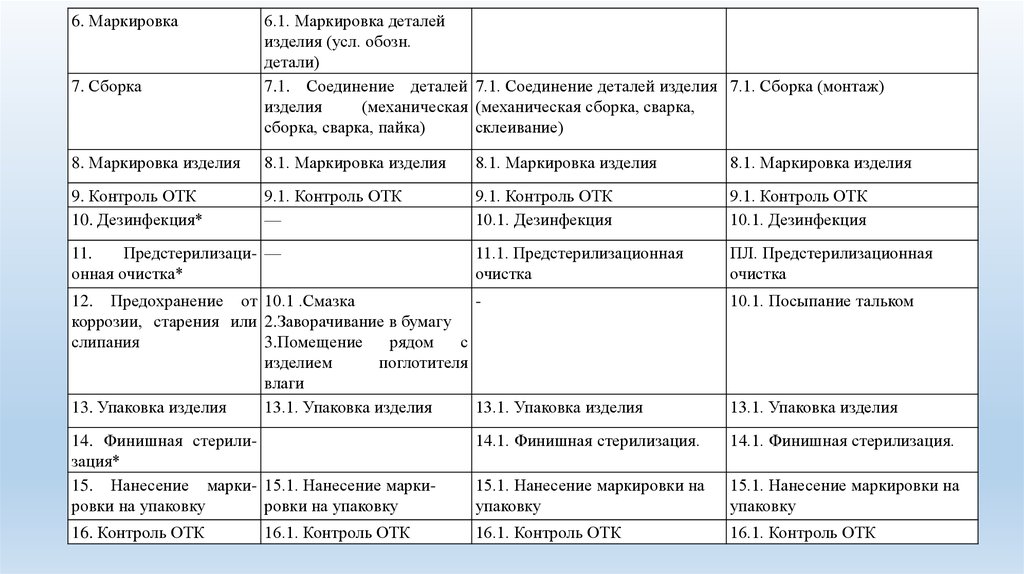
Стадии и операции технологических процессов изготовления изделий медицинскогоназначения в зависимости от исходного сырья
Стадии технологического Операции в зависимости от исходного сырья
процесса
металлы и их сплавы
олигомеры или полимеры
1. Подготовка сырья
2. Формообразование
каучуки
1.1. Смешение Предварительная 1.1. Изготовление резиновой
обработка (вальцевание, сушка, смеси (пластификация каучука,
таблети- рование или
смешение, нагрев, охлаждение)
гранулирование)
2.1. Литье, ковка, штамповка, 2.1. Экструзия, литье под дав- 1.Изготовление полуфабриката
прокатка,
прессование, лением, каландрование, прессо- или заготовки
волочение, обработка резанием) вание, литьевое прессование) 2.Формование изделия
(прессование, литье, экструзия,
макание)
3. Обработка поверхности 1.Механическая обработка
—
2.Шлифование
3.Первое
полирование
(не
всегда)
4. Термообработка
1.Отжиг
1.Нагрев
1.Нагрев
2.Нормализация
2.Полимеризация или поли2.Вулканизация
3.Закалка
конденсация
3.Охлаждение
4.Отпуск
3.Охлаждение
5. Обработка поверхности 1.Шлифование
1.Шлифование
5.1. Послеформовая обработка
2.Второе
полирование
5.3 2.Полирование
Нанесение защитного покрытия
или матирование поверхности
9.
6. Маркировка7. Сборка
6.1. Маркировка деталей
изделия (усл. обозн.
детали)
7.1. Соединение деталей 7.1. Соединение деталей изделия 7.1. Сборка (монтаж)
изделия
(механическая (механическая сборка, сварка,
сборка, сварка, пайка)
склеивание)
8. Маркировка изделия
8.1. Маркировка изделия
8.1. Маркировка изделия
8.1. Маркировка изделия
9. Контроль ОТК
10. Дезинфекция*
9.1. Контроль ОТК
—
9.1. Контроль ОТК
10.1. Дезинфекция
9.1. Контроль ОТК
10.1. Дезинфекция
11.1. Предстерилизационная
очистка
ПЛ. Предстерилизационная
очистка
11.
Предстерилизаци- —
онная очистка*
12. Предохранение от 10.1 .Смазка
коррозии, старения или 2.Заворачивание в бумагу
слипания
3.Помещение
рядом
с
изделием
поглотителя
влаги
13. Упаковка изделия
13.1. Упаковка изделия
13.1. Упаковка изделия
10.1. Посыпание тальком
14. Финишная стерилизация*
15. Нанесение марки- 15.1. Нанесение маркировки на упаковку
ровки на упаковку
14.1. Финишная стерилизация.
14.1. Финишная стерилизация.
15.1. Нанесение маркировки на
упаковку
15.1. Нанесение маркировки на
упаковку
16. Контроль ОТК
16.1. Контроль ОТК
16.1. Контроль ОТК
16.1. Контроль ОТК
13.1. Упаковка изделия
10.
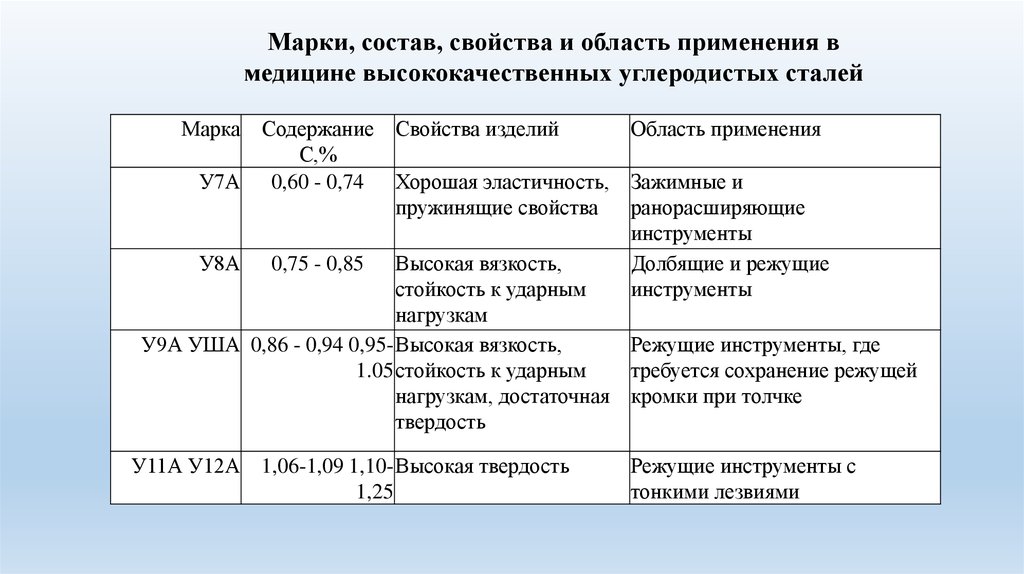
Марки, состав, свойства и область применения вмедицине высококачественных углеродистых сталей
Марка Содержание Свойства изделий
Область применения
С,%
У7А 0,60 - 0,74 Хорошая эластичность, Зажимные и
пружинящие свойства
ранорасширяющие
инструменты
У8А 0,75 - 0,85 Высокая вязкость,
Долбящие и режущие
стойкость к ударным
инструменты
нагрузкам
У9А УША 0,86 - 0,94 0,95- Высокая вязкость,
Режущие инструменты, где
1.05 стойкость к ударным
требуется сохранение режущей
нагрузкам, достаточная кромки при толчке
твердость
У11А У12А 1,06-1,09 1,10- Высокая твердость
1,25
Режущие инструменты с
тонкими лезвиями
11.
Инструменты с остройзаточкой
а) острорежущие:
1) скальпели;
2) ножи
ампутационные;
• 3) ножи резекционные;
• 4) ножи глазные.
• Материал: сталь У10А,
У12А, ЭН-515;
12.
• б) режущие и колющие:1) ножницы
общехирургические;
2) ножницы хирургические
специальные.
Материал: сталь У8А,
ЧХ13(ЭЖ-4)
13.
• Ножницывспомогательного
назначения.
Материал: сталь
У7А, У8А, ЧУ13(ЭЖ4)
14.
• Троакары.Материал:
сталь У10А,
ЭН-515
15.
Костные:1) долота медицинские;
2) долота ушные;
3) щипцы – кусачки;
4) ножницы (кусачки)
реберные;
5) ложки острые;
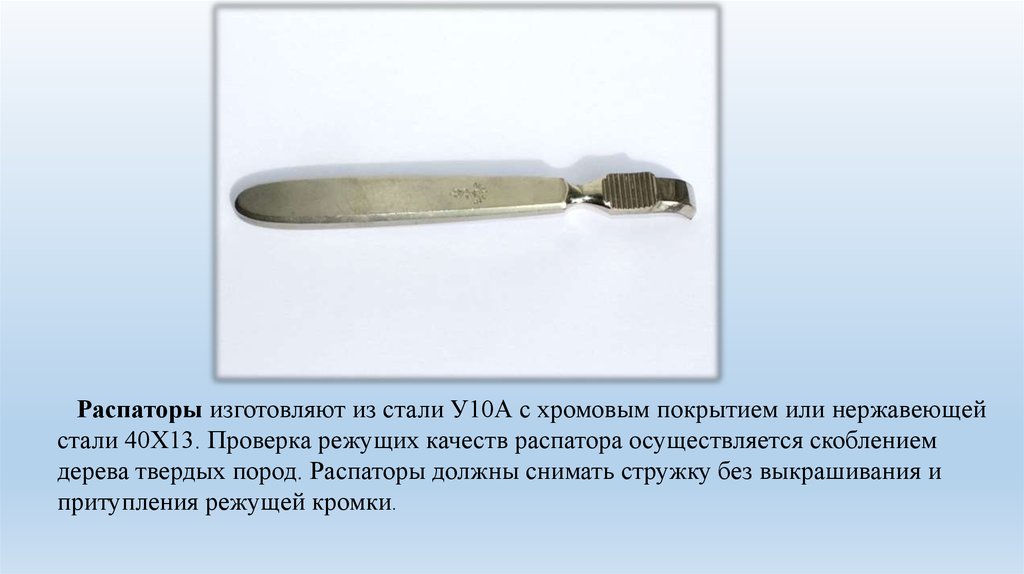
6) распаторы;
7) сверла и фрезы;
8) пилы медицинские.
Материал: сталь У8А,
нержавеющая 4 × 13.
16.
Распаторы изготовляют из стали У10А с хромовым покрытием или нержавеющейстали 40Х13. Проверка режущих качеств распатора осуществляется скоблением
дерева твердых пород. Распаторы должны снимать стружку без выкрашивания и
притупления режущей кромки.
17.
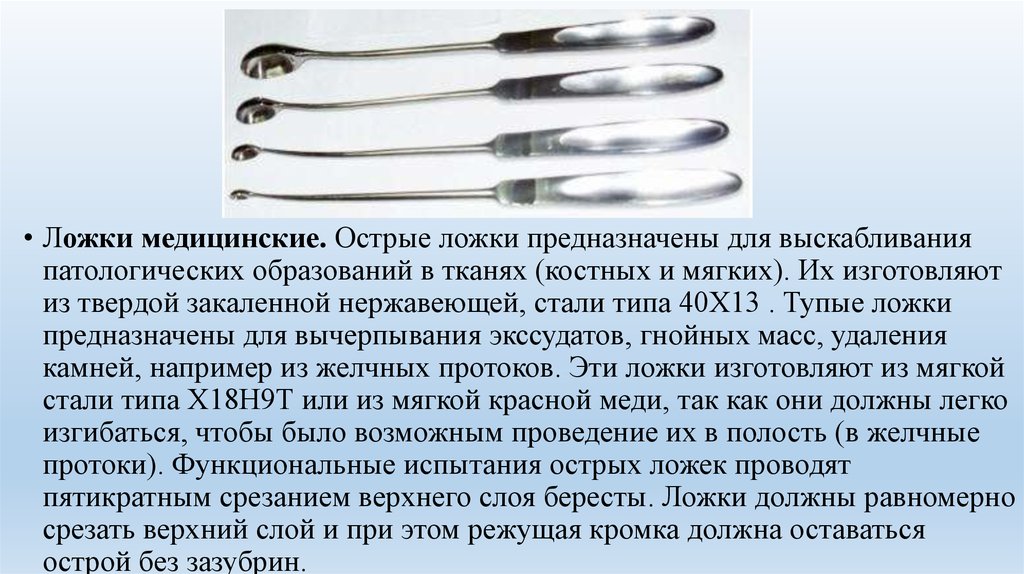
• Ложки медицинские. Острые ложки предназначены для выскабливанияпатологических образований в тканях (костных и мягких). Их изготовляют
из твердой закаленной нержавеющей, стали типа 40Х13 . Тупые ложки
предназначены для вычерпывания экссудатов, гнойных масс, удаления
камней, например из желчных протоков. Эти ложки изготовляют из мягкой
стали типа Х18Н9Т или из мягкой красной меди, так как они должны легко
изгибаться, чтобы было возможным проведение их в полость (в желчные
протоки). Функциональные испытания острых ложек проводят
пятикратным срезанием верхнего слоя бересты. Ложки должны равномерно
срезать верхний слой и при этом режущая кромка должна оставаться
острой без зазубрин.
18.
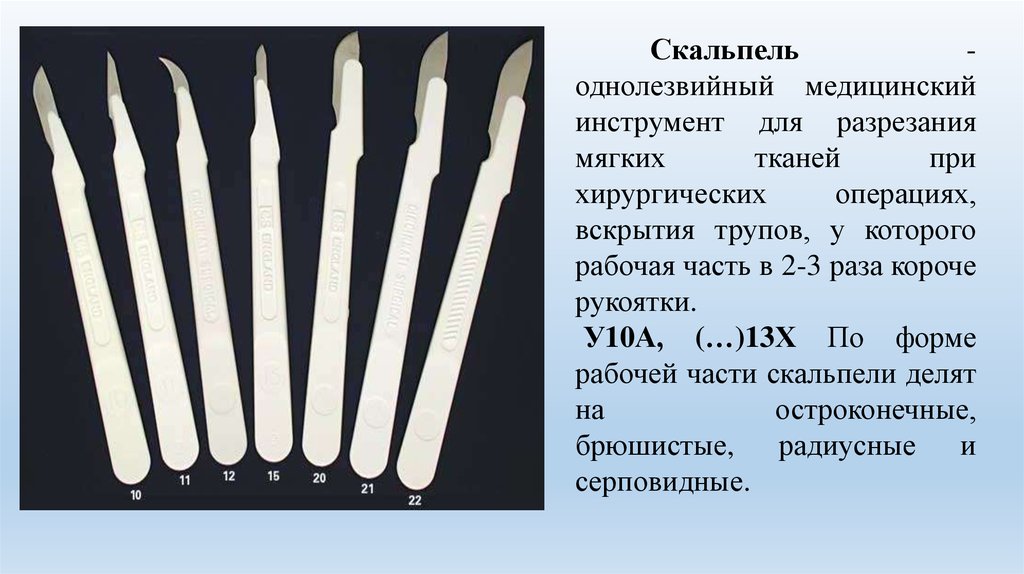
Скальпельоднолезвийный медицинский
инструмент для разрезания
мягких
тканей
при
хирургических
операциях,
вскрытия трупов, у которого
рабочая часть в 2-3 раза короче
рукоятки.
У10А, (…)13Х По форме
рабочей части скальпели делят
на
остроконечные,
брюшистые, радиусные и
серповидные.
19.
• Изготовляют из меди или латуниЛ63. Петли легко гнутся.
20.
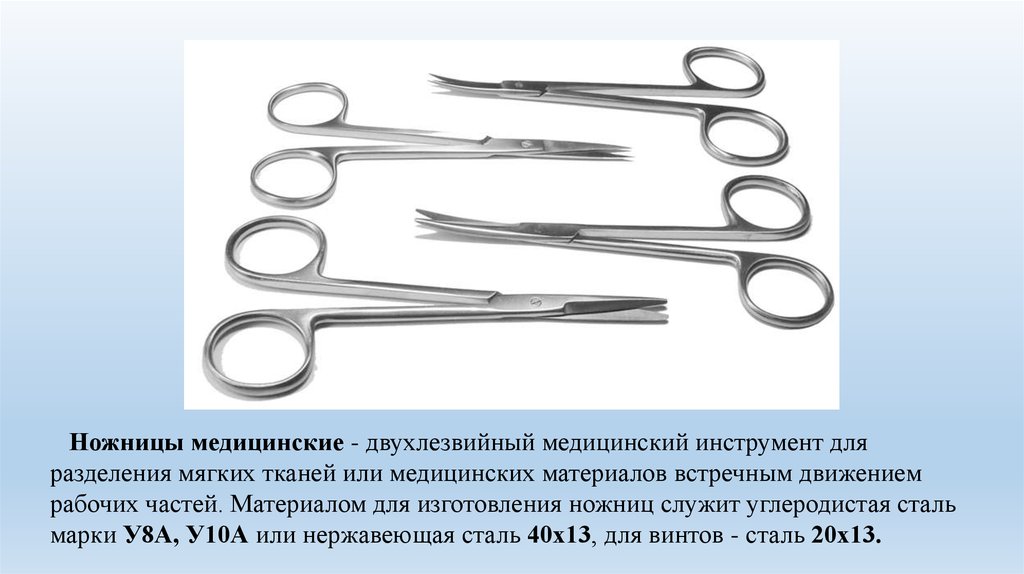
Ножницы медицинские - двухлезвийный медицинский инструмент дляразделения мягких тканей или медицинских материалов встречным движением
рабочих частей. Материалом для изготовления ножниц служит углеродистая сталь
марки У8А, У10А или нержавеющая сталь 40х13, для винтов - сталь 20х13.
21.
Медицинские кусачки. Материалом для изготовления костных кусачек служит почти исключительнонержавеющая сталь 40Х13, а пружин – 30Х13. Винты и штифты изготовляют из более мягкой стали –
20Х13. Функциональные свойства инструмента проверяют путем десятикратного рассечения картона
толщиной 1,5—2,0 мм. В результате этого испытания на режущих кромках губок не должно появляться
вмятин или выкрашивания, а разрез должен быть ровным, без рваных краев.
22.
Пилы медицинские - Материалом для рабочей части инструмента служитуглеродистая инструментальная сталь марки У7А.
Проверку остроты зубцов пилы производят распиливанием дерева твердых
пород (дуб, бук) или винипласта листового толщиной 2 мм. При этом зубцы
пил не должны притупляться, сминаться или выкрашиваться, а ширина
пропила не должна превышать величину развода зубьев более чем на 0,5 мм.
23.
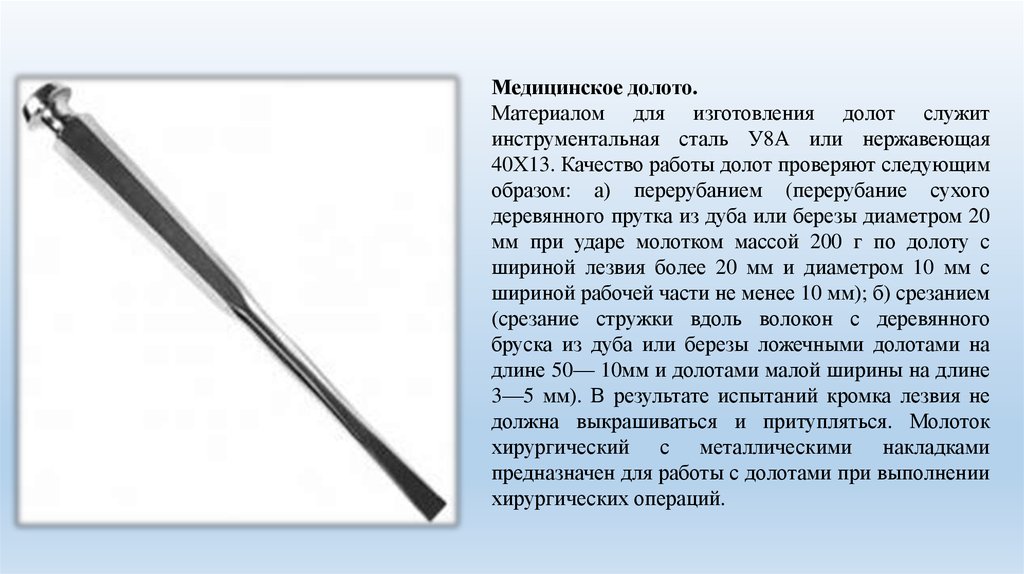
Медицинское долото.Материалом для изготовления долот служит
инструментальная сталь У8А или нержавеющая
40Х13. Качество работы долот проверяют следующим
образом: а) перерубанием (перерубание сухого
деревянного прутка из дуба или березы диаметром 20
мм при ударе молотком массой 200 г по долоту с
шириной лезвия более 20 мм и диаметром 10 мм с
шириной рабочей части не менее 10 мм); б) срезанием
(срезание стружки вдоль волокон с деревянного
бруска из дуба или березы ложечными долотами на
длине 50— 10мм и долотами малой ширины на длине
3—5 мм). В результате испытаний кромка лезвия не
должна выкрашиваться и притупляться. Молоток
хирургический с металлическими накладками
предназначен для работы с долотами при выполнении
хирургических операций.
24.
Зажимы для временного пережатия сосудов имеют кремальеру с большимколичеством зубцов, что позволяет более плавно регулировать силу сдавливания сосуда,
чтобы не травмировать его. Зажимы должны обладать достаточной прочностью и
эластичностью, поэтому для их изготовления применяют чаще всего нержавеющую
сталь марки 30х13, а для винта - 20х13.
Испытание функциональных свойств осуществляют путем троекратного сжатия между
губками инструмента дренажной резиновой трубки или марлевого бинта разной
толщины в зависимости от типа зажима. Сжатие производят до зацепления кремальеры
на последний зубец. При этом величина усилия зажима не должна превышать
установленного для них в ТУ значения.
25.
Пинцеты служат для захватывания иудержания различных тканей организма,
материалов и небольших инструментов, а
также для адаптации, т. е. прилаживания
краев
раны
при
наложении
швов.
Материалом для изготовления пинцетов, как
и других пластинчатых пружинящих
инструментов, служит нержавеющая сталь
30Х13, для штифтов—сталь 20Х13 или
Х18Н9Т. При проверке пинцетов обращают
внимание на то, чтобы зубцы одной губки
(или выступы насечки) при смыкании
инструмента плотно без заклинивания
входили в соответствующие впадины другой
губки
26.
Медицинские щипцы для работ, связанные с костной тканью при хирургическихоперациях. 30Х13
Щипцы должны легко и плавно раскрываться без заедания в замке и перекосов при
сжатии и иметь гладкую хорошо отделанную поверхность. При испытании инструмента
обращают внимание на его эластичность и прочность.
27.
Иглодержатели изготовляют из нержавеющей
стали марки 30Х13 с_ коробчатым и винтовым
замком, что обеспечивает минимальный перекос
губок (не более 0,1 мм). Очень важное требование
к инструменту — плавность хода. Проверка
функциональных
свойств
иглодержателя
производится десятикратным прокалыванием
замши толщиной 0,5 мм хирургической иглой
0,4Х18 мм, зажатой между губками иглодержателя
на участке первой трети от конца губок
(кремальера закреплена на первый зубец). При
этом первоначальное положение иглы не должно
изменяться. Проверку глазных иглодержателей
проводят с более короткой иглой (0,4х9 мм).
28.
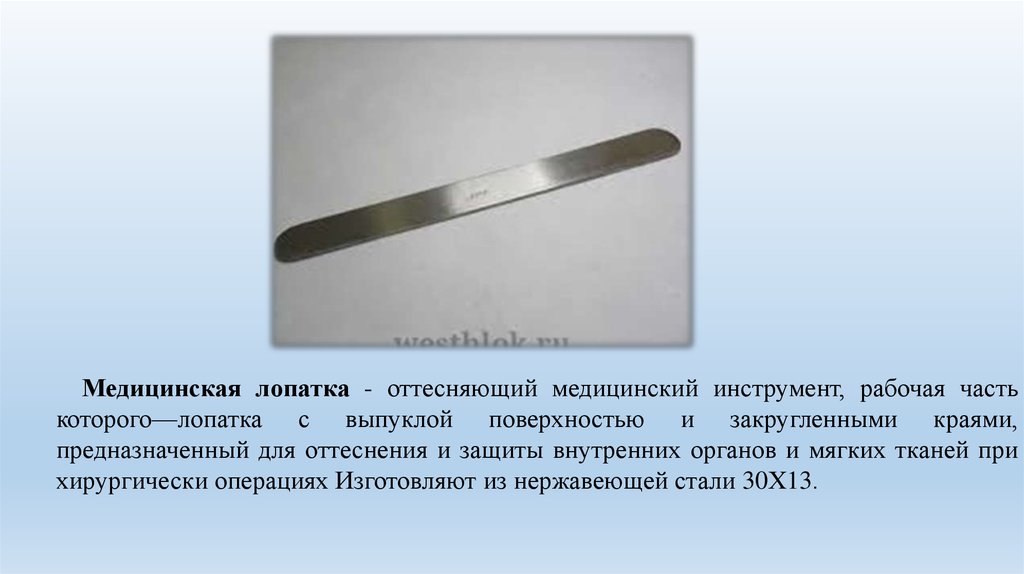
Медицинская лопатка - оттесняющий медицинский инструмент, рабочая частькоторого—лопатка с выпуклой поверхностью и закругленными краями,
предназначенный для оттеснения и защиты внутренних органов и мягких тканей при
хирургически операциях Изготовляют из нержавеющей стали 30Х13.
29.
• Инструменты с пружинящими свойствамиа) Кремальерные:
1) зажимы кровоостанавливающие;
2) зажимы кишечные;
3) иглодержатели;
4) корнцанги;
5) щипцы геморроидальные, гинекологические
и др.
б) пинцеты:
1) пинцеты хирургические и анатомические
(общего назначения);
2) пинцеты хирургические и анатомические
глазные;
3) пинцеты зубчато-лапчатые;
4) пинцеты специального назначения (глазные,
ушные, зубные).
Материал: сталь У7А, нержавеющая
хромистая сталь 3 × 13(ЭЖ-3).
30.
• Пластинчатые, проволочные итрубчатые инструменты:
1) пластинчатые инструменты
(лопаточки, пластинки, шпатели,
• подъемники);
2) крючки, зеркала для брюшной
стенки;
3) зеркала расширители
(ректальные, носовые,
гинекологические);
4) щипцы разные (без
кремальеры);
5) жомы желудочные и кишечные.
Материал: сталь У7А 2 × 13 (ЭЖ2), латунь.
31.
• трубчатые инструменты(трубки трахеотомические,
воронки ушные,
• катетеры);
7) проволочные
инструменты (зонды,
расширители канала матки и
др).
Материал: латунь, белые
металлы, сталь ЭЯ-1 1 ×
13(ЭЖ-1).
32.
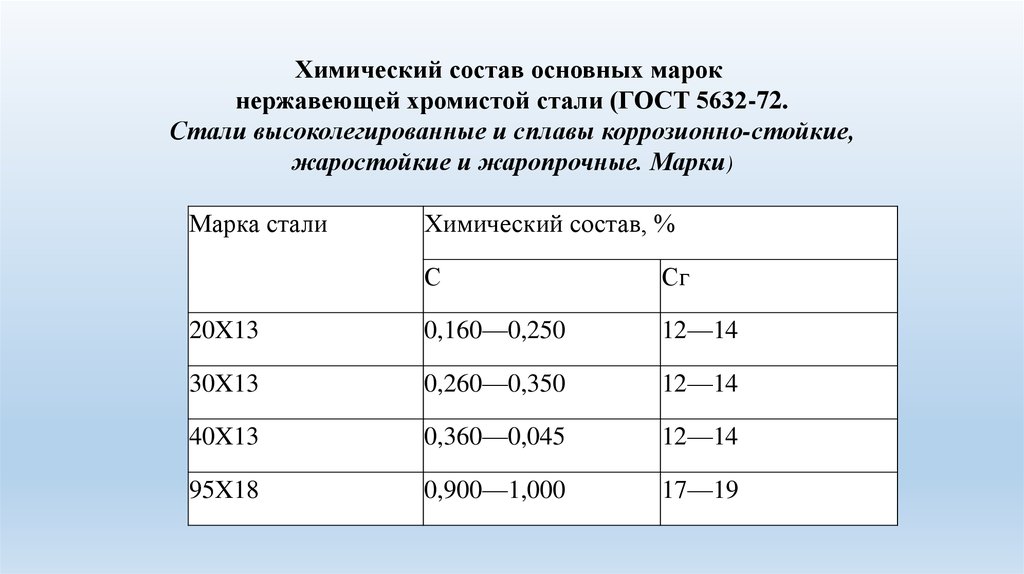
Химический состав основных марокнержавеющей хромистой стали (ГОСТ 5632-72.
Стали высоколегированные и сплавы коррозионно-стойкие,
жаростойкие и жаропрочные. Марки)
Марка стали
Химический состав, %
С
Сг
20X13
0,160—0,250
12—14
30X13
0,260—0,350
12—14
40X13
0,360—0,045
12—14
95X18
0,900—1,000
17—19
33.
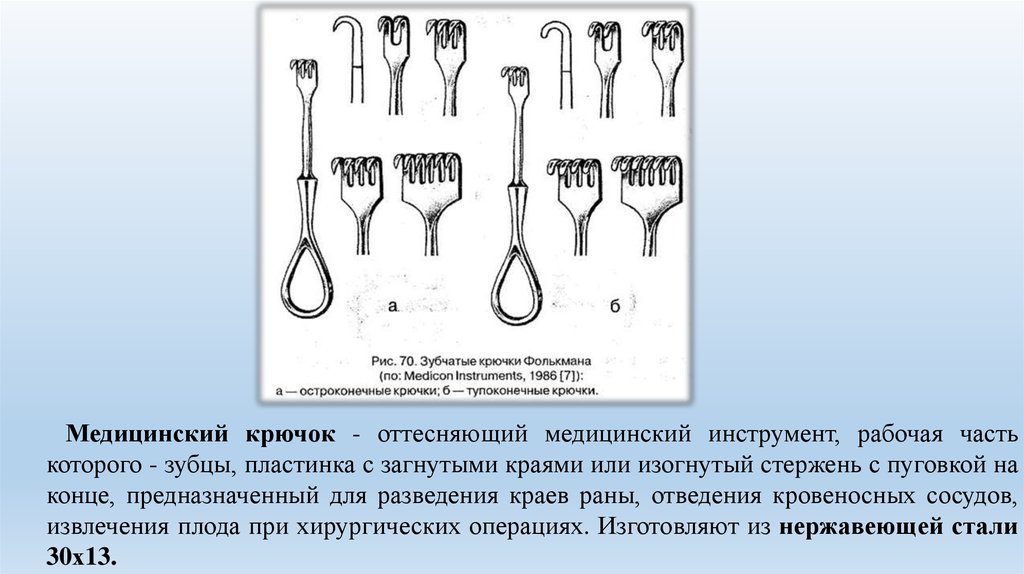
Медицинский крючок - оттесняющий медицинский инструмент, рабочая частькоторого - зубцы, пластинка с загнутыми краями или изогнутый стержень с пуговкой на
конце, предназначенный для разведения краев раны, отведения кровеносных сосудов,
извлечения плода при хирургических операциях. Изготовляют из нержавеющей стали
30х13.
34.
В комплекте аппарата Илизарованасчитывается 30 деталей. Дуги (внешние
опоры) изготавливаются из стали марки
20х13 ГОСТ 563272, а спицы, которые
являются связующим звеном между костью
и внешними опорами аппарата – из стали
17х18Н9.
35.
Чаще всего медицинское оборудование изготавливаетсяиз стали марки AISI 304.
36.
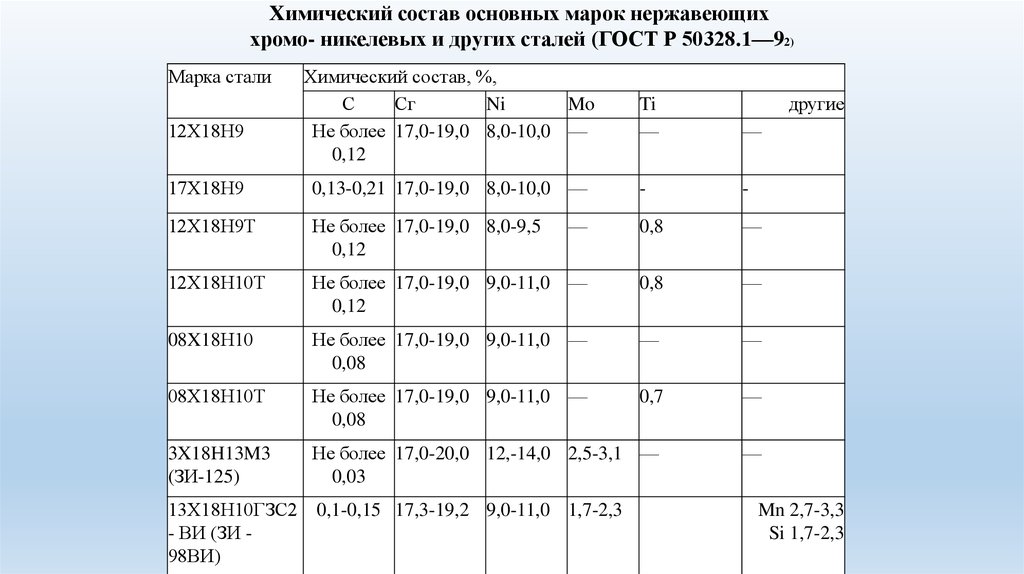
Химический состав основных марок нержавеющиххромо- никелевых и других сталей (ГОСТ Р 50328.1—92)
Марка стали
12Х18Н9
Химический состав, %,
С
Сг
Ni
Mo
Не более 17,0-19,0 8,0-10,0 —
0,12
другие
Ti
—
—
17Х18Н9
0,13-0,21 17,0-19,0 8,0-10,0 —
-
-
12Х18Н9Т
Не более 17,0-19,0 8,0-9,5
0,12
—
0,8
—
12Х18Н10Т
Не более 17,0-19,0 9,0-11,0 —
0,12
0,8
—
08X18Н10
Не более 17,0-19,0 9,0-11,0 —
0,08
—
—
08Х18Н10Т
Не более 17,0-19,0 9,0-11,0 —
0,08
0,7
—
3X18H13M3
(ЗИ-125)
Не более 17,0-20,0 12,-14,0 2,5-3,1 —
0,03
—
13Х18Н10ГЗС2
- ВИ (ЗИ 98ВИ)
0,1-0,15 17,3-19,2 9,0-11,0 1,7-2,3
Mn 2,7-3,3
Si 1,7-2,3
37.
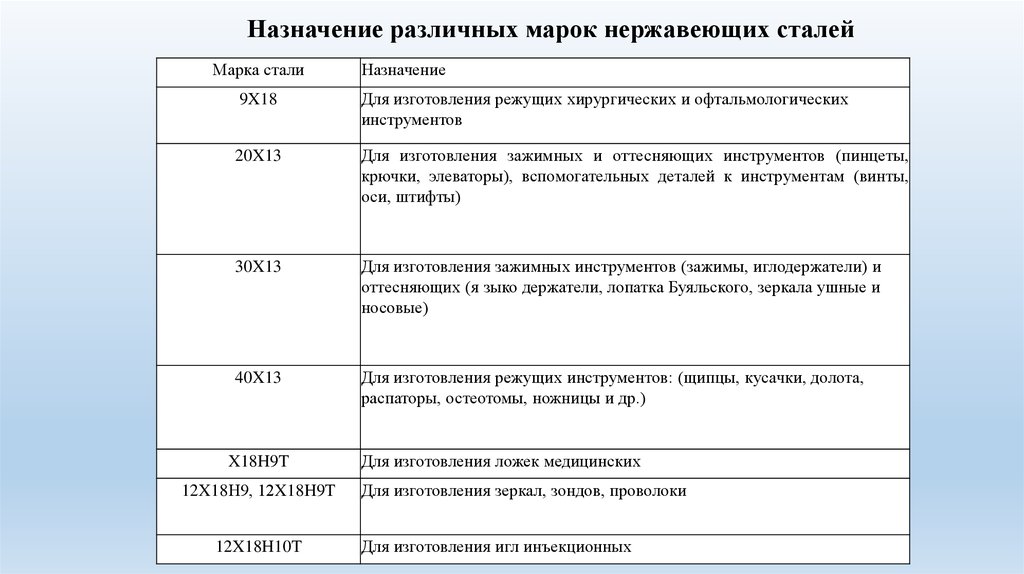
Назначение различных марок нержавеющих сталейМарка стали
Назначение
9X18
Для изготовления режущих хирургических и офтальмологических
инструментов
20X13
Для изготовления зажимных и оттесняющих инструментов (пинцеты,
крючки, элеваторы), вспомогательных деталей к инструментам (винты,
оси, штифты)
30X13
Для изготовления зажимных инструментов (зажимы, иглодержатели) и
оттесняющих (я зыко держатели, лопатка Буяльского, зеркала ушные и
носовые)
40X13
Для изготовления режущих инструментов: (щипцы, кусачки, долота,
распаторы, остеотомы, ножницы и др.)
X18H9T
12X18Н9, 12X18H9T
12X18H10T
Для изготовления ложек медицинских
Для изготовления зеркал, зондов, проволоки
Для изготовления игл инъекционных
38.
Аналог стали для народного хозяйстваОбозначение марки
стали
Марка стали
А
В
С
D
Е
12X13
20X13
30X13
45X14
-
F
65X13
ТУ 14-1-4105-86
G, Н
-
-
I
50X14МФ
ТУ 14-1-3909
Обозначение
нормативного
документа
ГОСТ 5632-72
-
Степень соответствия
химического состава
стали страны стандарту
ИСО 7153.1-88.
Возможность применения
отечественной
промышленностью
Соответствие полное,
применение возможно
Соответствие полное
(верхний предел по хрому
больше - 14 %);
применение возможно
Соответствие полное
(верхний предел по
молибдену - 0,8 %);
применение возможно
39.
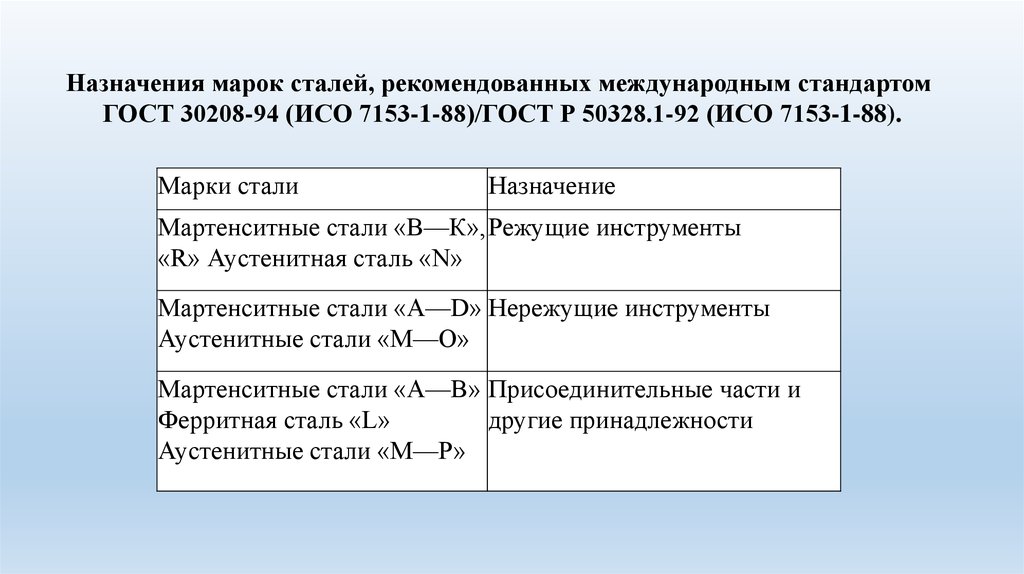
Назначения марок сталей, рекомендованных международным стандартомГОСТ 30208-94 (ИСО 7153-1-88)/ГОСТ Р 50328.1-92 (ИСО 7153-1-88).
Марки стали
Назначение
Мартенситные стали «В—К», Режущие инструменты
«R» Аустенитная сталь «N»
Мартенситные стали «А—D» Нережущие инструменты
Аустенитные стали «М—О»
Мартенситные стали «А—В» Присоединительные части и
Ферритная сталь «L»
другие принадлежности
Аустенитные стали «М—Р»
40.
• Качество углеродистых и легированных сталейв зависимости от маркизначительно отличается, поэтому их принято классифицировать и по этому
показателю:
• стали обыкновенного качествасодержат углерода до 0,6% и вредные
примесиS (до 0,06%) и Р (до 0,07%). Их прочность невысока, поэтому они
редко применяются для изготовления ответственных медицинских
инструментов;
• к качественнымотносят углеродистые и легированные стали, в которых
колебания в содержании углерода не превышает 0,08%, а содержание
вредных примесей равно или менее 0,035%;
• к высококачественнымотносят, главным образом, легированные стали, в
которых содержание углерода не превышает 0,07%, а содержание вредных
примесей менее 0,025%;
• к особо высококачественнымотносят стали, содержащие менее 0,2%
углерода. Среди них выделяют следующие разновидности:высокопрочные,
жаропрочные,
жаростойкие,
износостойки,
нержавеющие.Особо
выделяются среди этого вида сталей нержавеющие, которые наиболее
широко применяют для изготовления медицинских инструментов.
41.
Изменение свойств железоуглеродистых материалов в основных группах.Материал
Чугуны
Стали
Углеродистые
Основные свойства
Высокая хрупкость, неустойчивость к ударным нагрузкам,
низкая коррозионная стойкость.
Невысокая коррозионная стойкость, твердость и
прокаливаемость; хорошая обрабатываемость резанием.
Легированные
Средняя коррозионная стойкость
Улучшенные механические свойства — прочность,
пластичность
Высоколигированные
(нержавеющие)
Высокая коррозионная стойкость, теплостойкость и
прокаливаемость; некоторые марки — склонность к
образованию трещин и хрупкому разрушению.
42.
43. Цветные металлы и сплавы
• Медь — пластичный материал, который по электро- и теплопроводностилишь незначительно уступает серебру. В чистом виде медь обладает
высокой коррозионно-стойкостью в различных агрессивных средах и
при атмосферном воздействии, как и многие сплавы на ее основе. В качестве примесей она содержит в сумме до 0,1% Р, As, Si, Ag, Cd, Pb иZn;
первые три наиболее вредные.
44.
• Латуни — медные сплавы, в которых основным легирующим элементом является цинк(от 4—50%) . При содержании цинка до 32% латуни однофазны, а 32—50% —
двухфазны. Однофазные латуни характеризуются высокой пластичностью; двухфазные
— имеют более высокую прочность и меньшую пластичность, чем однофазные.
• Большинство латуней хорошо обрабатывается давлением. Особенно пластичны
однофазные латуни. Они деформируются при низких и при высоких температурах.
• Латуни двойные(содержащие только два химических элемента Си иZn) маркируют
буквойJ1 и числом, указывающим среднее содержание меди, например маркировкаJT621 означает, что этоJ1 — латунь, 62 — содержание меди 62%. Если необходимо,
содержание цинка определяется вычитанием из 100% содержания меди. Так, в приведенном примере цинка 100—62 — 38%. Эти латуни применяют при изготовлении
пластинок для отделения внутренностей, канюлей для прокола желудочков мозга,
катетеров, зондов, бужей, держателей для ваты, стерилизаторов и др.
• Латуни сложного составамаркируют буквой Л, затем буквой легирующего элемента, а
затем числами — содержание меди и легирующего элемента, например маркировка
Л062-1 означает, что это Л — латунь, О — олово, 62 — содержание меди 62%, 1 —
содержание олова 1%. Если необходимо, содержание цинка определяется вычитанием из
100% содержания меди и олова. Так, в приведенном примере цинка 100—62—1 = 37%.
• Свинцовые латуни марки ЛС59-1 (59% меди, 1% свинца и 37% цинка) хорошо
обрабатываются резанием и их применяют для деталей, изготавливаемых горячим
прессованием. В частности, из них изготавливают металлические детали шприцов,
канюли игл и троакаров.
45.
• Медно-никелевые сплавывыпускают нескольких видов: мельхи- оры,содержащие помимо медиNi (20—30%) и легирующие элементыFe, Мп,
и др.; нейзильбер, содержащий помимо медиNi (5—35%),Zn (12—46%) и
др. Из нейзильбера изготавливают трахеотомические трубки, канюли,
глазные ложки, зонды и др.
46.
• Бронзы— сплавы меди, где легирующим элементом может быть любойхимический элемент, кромеZn иNi. Для изделий медицинского
назначения чаще всего используют бронзы, содержащие олово (около
19%), алюминий (4-11%), бериллий (около 2%), кремний и др.
47. Алюминий и его сплавы
• Алюминий— один из наиболее легких конструкционных металлов; егоплотность 2,7 г/см3. Технически чистый алюминий имеет относительно
невысокую температуру плавления (657 °С), незначительную прочность,
низкую твердость, но очень высокую пластичность.
48.
49.
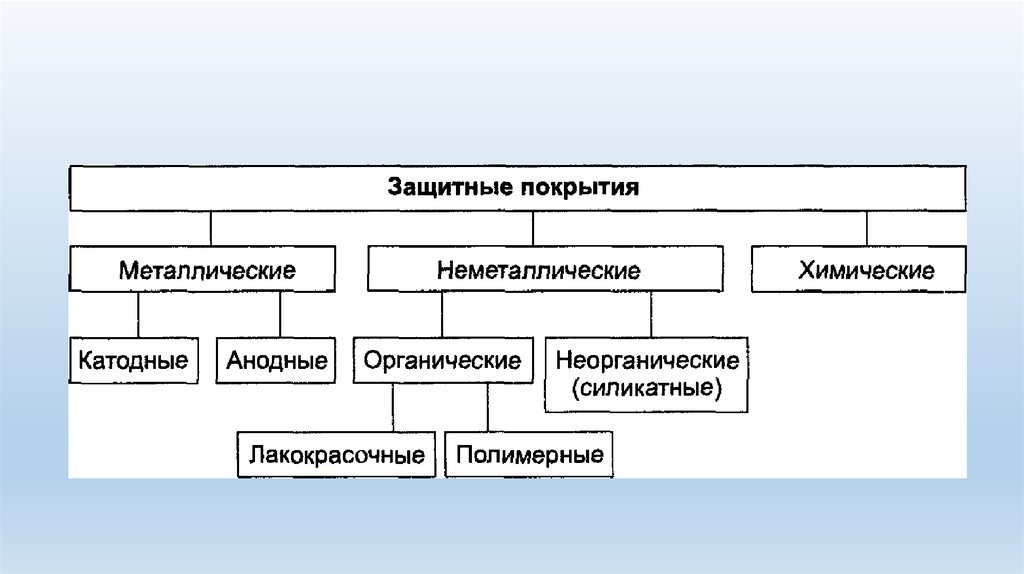
Классификация неметаллических материалов50.
51. Силикатные материалы
• Керамика - изделия и материалы, изготовляемые соответствующей обработкой глиняногосырья с последующим обжигом отформованного и высушенного полуфабриката. При
спекании или обжиге отщепляется кристаллизационная вода, что придает изделиям
повышенную химическую, механическую и термическую стойкость. В состав керамических
материалов входят каолин, пластичная глина, кварцевый песок, полевой шпат.
52.
•Вмедицине
керамика
используется
для
изготовления
санитарнотехнических изделий, предметов ухода за больными (судна
подкладные, поильники и др.), аптечной и лабораторной посуды
(стаканы, кружки, тигли, чашки для выпаривания и др.), при
зубопротезировании и изготовлении деталей диагностической
аппаратуры (пьезокерамика). При производстве эндопротезов (кости,
межпозвоночные диски, роговица, клапан сердца) используется
корундовая керамика (в основе - до 99% оксида алюминия).
Достоинствами корундовой керамики являются: высокая механическая
прочность, биоинертность (отсутствие токсичности, аллергенности,
травмирующего и раздражающего действия), гемосовместимость,
устойчивость к высокотемпературной стерилизации, высокая
технологичность.
53.
• Стекло - это переохлажденные вещества, получаемые из жидкихрасплавов неорганических соединений и их смесей.
• Основой стекол являются стеклообразующие оксиды, по которым
стекла разделяют
на: силикатные(SiO2), алюмосиликатные (AL2O3 и
SiO2), боросиликатные (B2O3 и
SiO2), алюмоборосиликатные (Al2O3B2O3,
SiO2), борофторалюмосиликатные (B2O3, Al2O3, F и
SiO2), алюмофосфатные (Al2O3 и P2O5),силикотитановые (SiO2 и
TiO2), силикоциркониевые (SiO2 и ZrO2) и др.
54.
• Медицинское стекло (согласно ГОСТ 19808-86) изготовляетсяследующих марок:
• XT, ХТ-1 — хим- и термостойкое;
• НС-1, НС-2, НС-2А, НС-3 - нейтральное;
• СНС-1 — светозащитное, нейтральное;
• АБ-1 — щелочное;
• МТО — медицинское тарное обесцвеченное;
• ОС, ОС-1 — оранжевое тарное.
55.
Химический состав медицинских стеколМарка Содержание, %
стекла Si0
А1 0 в о
2
2 3
2 3
СаО + Na20 к2о
MgO
Fe203 Mn02 BaO
мто
73,00 1,50
—
10,00 15,50 —
—
—
—
ОС
73,50 1,50
—
9,50
15,50 —
—
—
—
ОС-1
73,00 1,30
—
10,00 15,70 —
—
—
—
АБ-1
73,00 3,00
—
9,50
13,50 1,00
—
—
—
НС-1
73,00 4,50
4,00
8,00
8,50
2,00
—
—
—
СНС-1
67,00 4,10
5,20
6,30
7,50
2,00
2,90 5,00
—
СНС-2
СНС-2А
73,00 3,50
2,50
8,00
11,00 2,00
—
—
—
НС-3
72,8
4,50
6,00
6,90
8,10
1,70
—
—
—
XT
74,00 5,00
8,00
1,20
5,00
2,80
—
—
4,0
ХТ-1
72,00 6,00
10,50 0,80
6,70
1,80
—
—
2,20
56.
Потребительные свойства основных марок медицинских стеколМарка Потребительные свойства
стекла Темосто
cd &
Плотность, ВодостойЩелоче- :
й- кость,
ъв
г/см2 кость,
мг стойкость,
°С
не
Na20 на 1 г мг/дм2, не
более
стекла, не
более
более
МТО
ОС, ОС-1
АС-1
МС-1
СНС-1
НС-2 НС-2А
125
125
130
150
140
145
89—93
90—94
84—88
68—72
68—72
78—82
2,47-2,49
2,46 - 2,48
2,46 - 2,48
2,44 - 2,46
2,52 - 2,54
2,44-2,46
0,600
0,650
0,300
0,060
0,060
0,150
85
90
90
85
90
85
НС-3
XT
ХТ-1
150
190
170
63—67 2,42 - 2,44
50—54 2,39-2,41
54—57 2,37 - 2,40
0,050
0,020
0,025
100
ПО
135
57.
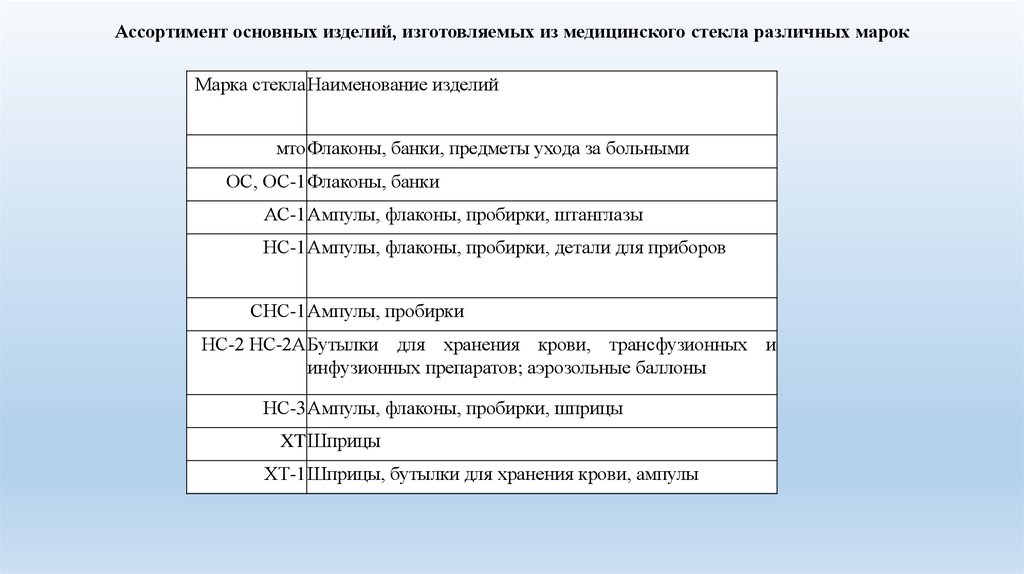
Ассортимент основных изделий, изготовляемых из медицинского стекла различных марокМарка стеклаНаименование изделий
мтоФлаконы, банки, предметы ухода за больными
ОС, ОС-1Флаконы, банки
АС-1Ампулы, флаконы, пробирки, штанглазы
НС-1Ампулы, флаконы, пробирки, детали для приборов
СНС-1Ампулы, пробирки
НС-2 НС-2АБутылки для хранения крови, трансфузионных и
инфузионных препаратов; аэрозольные баллоны
НС-3Ампулы, флаконы, пробирки, шприцы
XTШприцы
ХТ-1Шприцы, бутылки для хранения крови, ампулы
58.
Оптическое стекло— это стекло, используемое для изготовления очковых линз и оптических элементов медицинских приборов.Оптическое стекло в зависимости от химического состава подразделяется на бесцветноеили с нормальным светопропусканием
ифотохромное.Оптическое стекло с нормальным светопропусканием имеет следующий состав (в %):
I.- 72 Si02; 8,15 В203; 1,35 СаО; 0,45MgO; 7,2Na20; 10,45 К20;
0,20 As203 (типстекла — крон);
II.- 47 Si02; 46,40 РЬО; 6,35 К20); 0,20As203 (тип стекла - флинт).
59. Медицинские изделия изготовленные из резины и латекса
• Резинами называют высокомолекулярные соединения, которые получают при вулканизации смеси натурального илисинтетического каучука с различными ингредиентами (добавками). На основе одних и тех же высокомолекулярных
соединении можно получить резины с различными физико-механическими свойствами, однако такие показатели, как
биологическая инертность и отсутствие заметного влияния на свертываемость крови, определяются в основном свойствами
исходного полимера. Отличительной особенностью резин медицинского назначения является то, что их нельзя изготавливать
из регенератора – продукта вторичной переработки резины. Чаще всего в медицине применяются изделия из натурального
каучука; изопреновых каучуков, содержащих неокрашенные и нетоксичные антиоксиданты; фторсодержащих
и
кремнийорганических каучуков. Кроме каучуков в состав сырой резиновой смеси входят вулканизирующие агенты,
ускорители вулканизации, наполнители, смягчители, противостарители, усилители, красители, специальные вещества и др.
Выбор тех или иных химических соединений для этих целей определяется химическим строением каучука, назначением,
условиями эксплуатации и возможностями технологического процесса смеси и изделия. Технологический процесс
изготовления медицинских резиновых изделий складывается из следующих операций:
получение резиновой
смеси;
изготовление
полуфабриката;
формообразование
или
получение
резиновых
изделий; вулканизация; послеформовая обработка, монтаж, разбраковка; контроль качества, маркировка, упаковка.
Получение резиновой смеси включает четыре основные стадии.
Пластификация каучука проводится в
резиносмесителях
при температуре 100-110°С давлении 8-10 атм. Предварительно каучук режут на куски и
развешивают. Подготовка ингредиентов резиновой смеси и введение их в определенной последовательности. Если
ингредиенты поступают в некондиционном виде, необходима предварительная подготовка. Светлые ингредиенты (например,
мел, каолин) подвергают струйно-воздушной сушке и воздушной сепарации (отсеиванию). Смешение проводится в
резиносмесителях в течение 20-40 минут. Охлаждение резиновой смеси с помощью различных охлаждающих устройств:
душирующие системы, фестонные охлаждающие устройства, обычные ванны и т.д. Температура охлаждающей воды должна
быть 8-10°С. Измерение различных свойств резин и проведение различных видов физических испытаний играет
первостепенную роль на всех стадиях получения резины. Все исследования сводятся к определению свойств материалов и из
изменений под влиянием внешних условий и окружающей среды. Механические испытания проводят как на образцах и
специально изготовленных конструкциях, так и на готовых изделиях. Различают следующие виды испытаний готовых
изделий: лабораторные испытания образцов, вырезанных из готовых изделий; испытания готовых изделий на специальных
или
универсальных
установках;
испытания
готовых
изделий
при
эксплуатации.
60.
• Испытание на старение. Причины старения – воздействие света, тепла, кислорода воздуха и др. На практике для испытанияиспользуют естественные или искусственные условия старения. Естественные условия - условия, не создаваемые
специально, в которых факторы старения не регламентированы. Методы естественного старения наиболее соответствуют
условиям хранения и эксплуатации резиновых изделий, однако она обычно занимают длительное время. Для ускорения
испытаний образцы подвергают небольшому растяжению. К резиновым медицинским изделиям относятся грелки,
пузыри для льда, круги подкладные, спринцокви, кольца маточные, баллоны и мехи резиновые, кружки ирригаторные,
судна подкладные, медицинские клеёнки и трубки из резины и синтетических материалов. Грелки - сосуды, заполняемые
горячей жидкостью и применяемые для общего или местного воздействия на организм больного. Пузыри резиновые для
льда применяют для местного лечения холодом при травмах, вывихах, растяжениях, а также в гинекологической практике.
Круги подкладные служат для защиты кожи от образования пролежней, а также при их лечении. Спринцовки служат для
промывания различных каналов и полостей, а также для клизм. Они представляют собой резиновые баллоны грушевидной
формы с упругими стенками различной вместимости с мягкими или твёрдыми наконечниками. Кольца маточные –
формовые полые изделия, предназначенные для предупреждения выпадения матки, выпускаются семи номеров из
резины светлых тонов. Баллоны и мехи резиновые изготавливают из прочной резины оранжевого или красного цветов,
стойкой к воздействию спиртов и водоспиртовых растворов. Кружка ирригаторная предназначена для спринцевания и
представляет собой плоский широкогорлый резервуар, соединяющийся с резиновой трубкой с помощью патруба. Трубки
из резины и синтетических материалов используют для дренирования при лечении ран, переливания крови, введения или
отсасывания жидкостей из организма, а также в лабораторной практике. Судна подкладные применяют для ухода за
тяжелобольными в домашних и больничных условиях. Медицинские клеёнки защищают от загрязнения постельные
принадлежности и мебель.