




 Промышленность
ПромышленностьПохожие презентации:










Анпилов В.И
1. Государственное автономное профессиональное образовательное учреждение Мурманской области «Мурманский индустриальный колледж»
КУРСОВОЙ ПРОЕКТ«Проектирование технологического процесса изготовления детали
«вал-шестерня».Годовая программа выпуска 15 000 штук в год»
Разработал студент группы № 402
Анпилов В.И.
Мурманск 2022
2.
Рабочий чертеж детали «вал-шестерня»3. 3d модель детали «вал-шестерня»
Рисунок 1 - 3d модель детали «вал-шестерня»4.
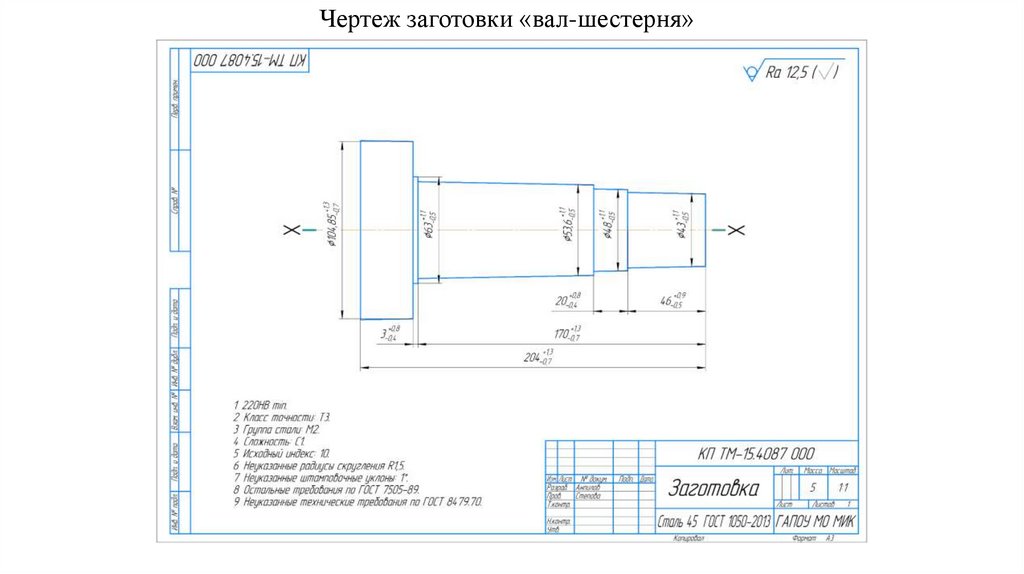
Чертеж заготовки «вал-шестерня»5. 3d модель заготовки «вал-шестерня»
Рисунок 2 - 3d модель заготовки «вал-шестерня»6.
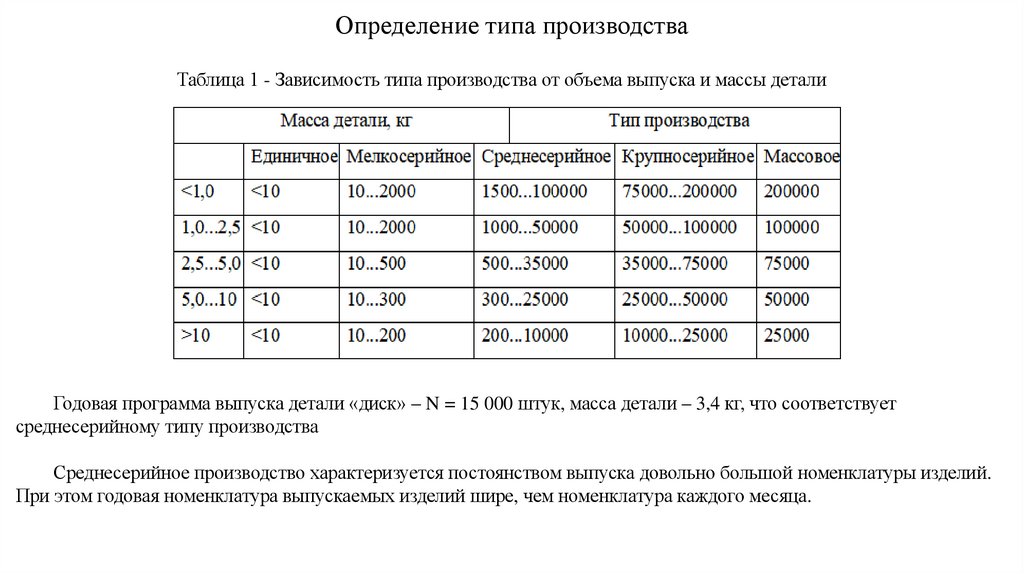
Определение типа производстваТаблица 1 - Зависимость типа производства от объема выпуска и массы детали
Годовая программа выпуска детали «диск» – N = 15 000 штук, масса детали – 3,4 кг, что соответствует
среднесерийному типу производства
Среднесерийное производство характеризуется постоянством выпуска довольно большой номенклатуры изделий.
При этом годовая номенклатура выпускаемых изделий шире, чем номенклатура каждого месяца.
7.
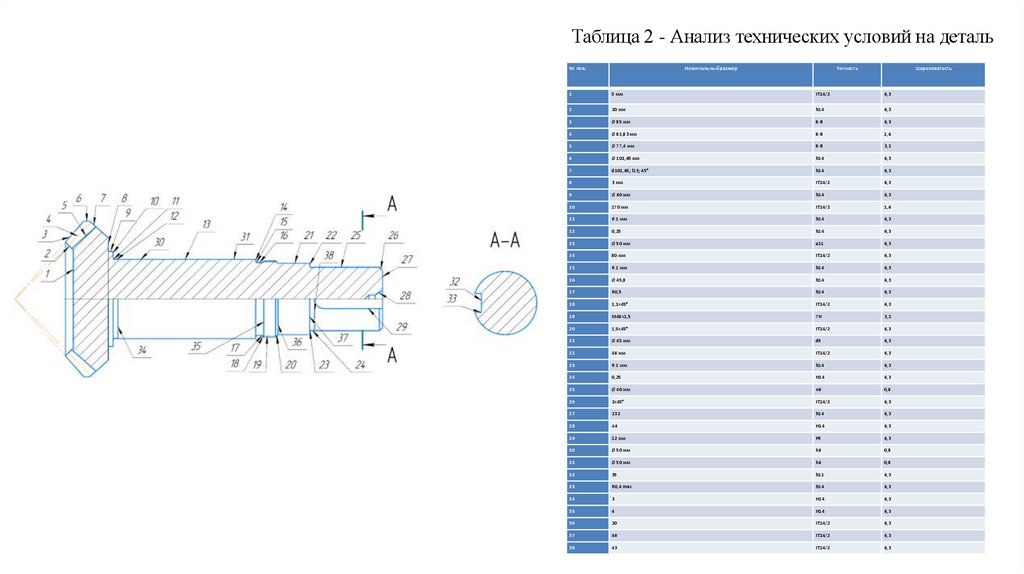
Таблица 2 - Анализ технических условий на деталь№ пов.
Номинальный размер
Точность
Шероховатость
1
5 мм
IT14/2
6,3
2
20 мм
h14
6,3
3
Ø 85 мм
8-B
6,3
4
Ø 81,83 мм
8-B
1,6
5
Ø 77,4 мм
8-B
3,2
6
Ø 101,65 мм
h14
6,3
7
d101,65; l13; 45°
h14
6,3
8
3 мм
IT14/2
6,3
9
Ø 60 мм
h14
6,3
10
170 мм
IT14/2
1,6
11
R 1 мм
h14
6,3
12
0,25
h14
6,3
13
Ø 50 мм
a11
6,3
14
80 мм
IT14/2
6,3
15
R 1 мм
h14
6,3
16
Ø 45,8
h14
6,3
17
R0,5
h14
6,3
18
1,1x45°
IT14/2
6,3
19
М48х1,5
7H
3,2
20
1,5x45°
IT14/2
6,3
21
Ø 45 мм
d9
6,3
22
46 мм
IT14/2
6,3
23
R 1 мм
h14
6,3
24
0,25
H14
6,3
25
Ø 40 мм
n6
0,8
26
2x45°
IT14/2
6,3
27
232
h14
6,3
28
А4
H14
6,3
29
12 мм
P9
6,3
30
Ø 50 мм
k6
0,8
31
Ø 50 мм
k6
0,8
32
35
h11
6,3
33
R0,4 max
h14
6,3
34
3
H14
6,3
35
4
H14
6,3
36
20
IT14/2
6,3
37
46
IT14/2
6,3
38
43
IT14/2
6,3
8.
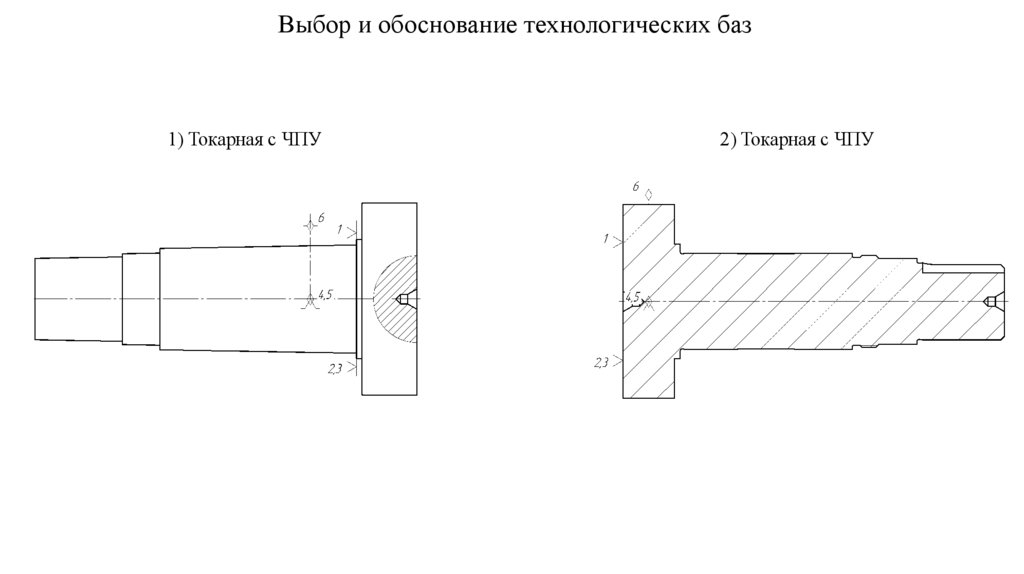
Выбор и обоснование технологических баз1) Токарная с ЧПУ
2) Токарная с ЧПУ
9.
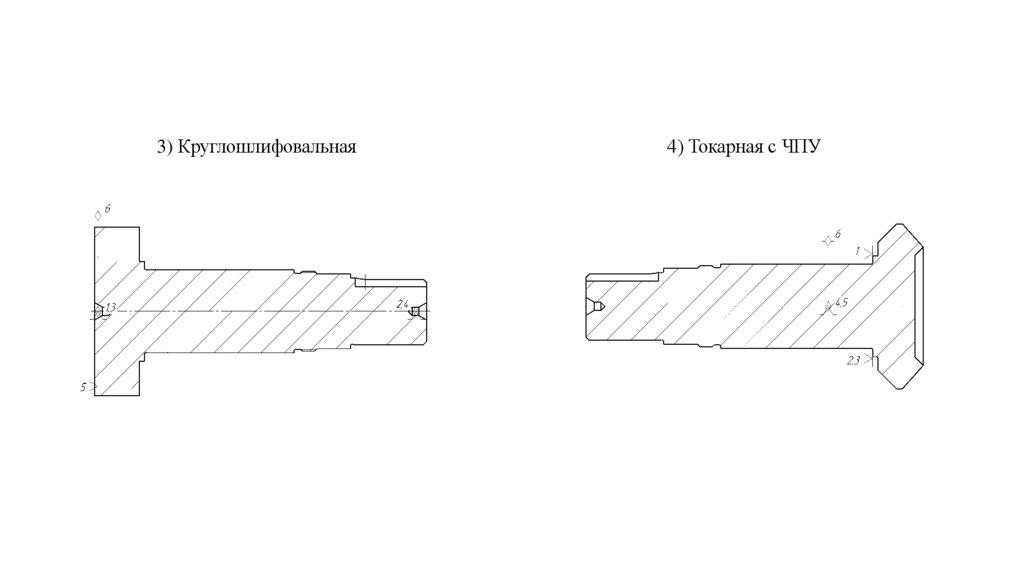
3) Круглошлифовальная4) Токарная с ЧПУ
10.
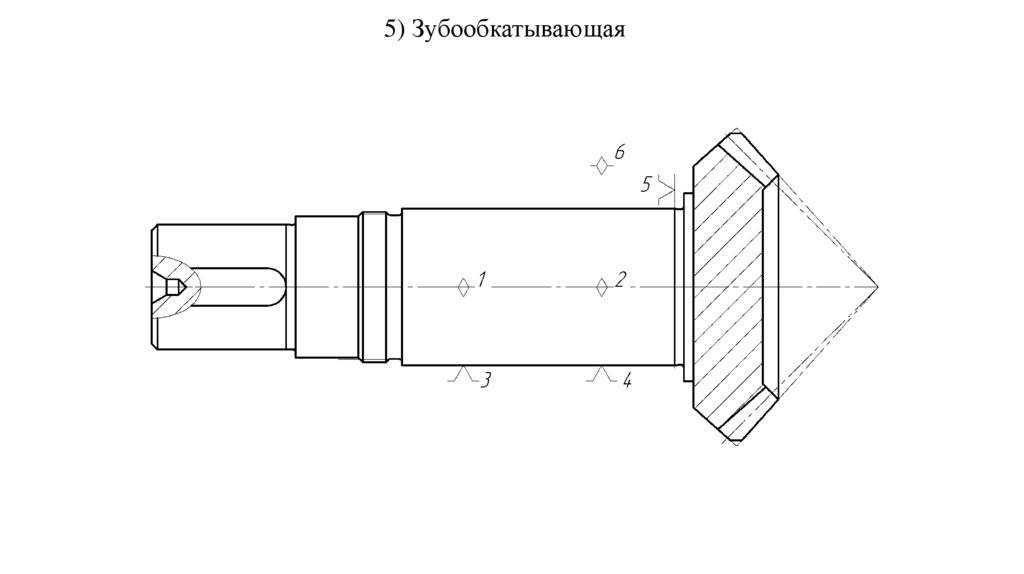
5) Зубообкатывающая11.
Разработка технологического маршрута обработки деталиОперация 005 Заготовительная
Станок: горячештамповочный автомат АО 341
Операция 010 Токарная с ЧПУ
Станок: токарный станок с ЧПУ SKT L210Y
Операция 015 Токарная с ЧПУ
Станок: токарный станок с ЧПУ SKT L210Y
Операция 020 Круглошлифовальная
Станок: круглошлифовальный станок полуавтомат 3М131
Рисунок 3 – SKT L210Y
Операция 025 Токарная с ЧПУ
Станок: токарный станок с ЧПУ SKT L210Y
Операция 030 Зубонарезная
Станок: полуавтомат зуборезный 5С272E
Операция 035 Слесарная
Операция 040 Моечная
Станок: simplex 100 HT
Операция 045 Контрольная ОТК
Рисунок 4 – 5C272E
Рисунок 5 – simplex 100 HT
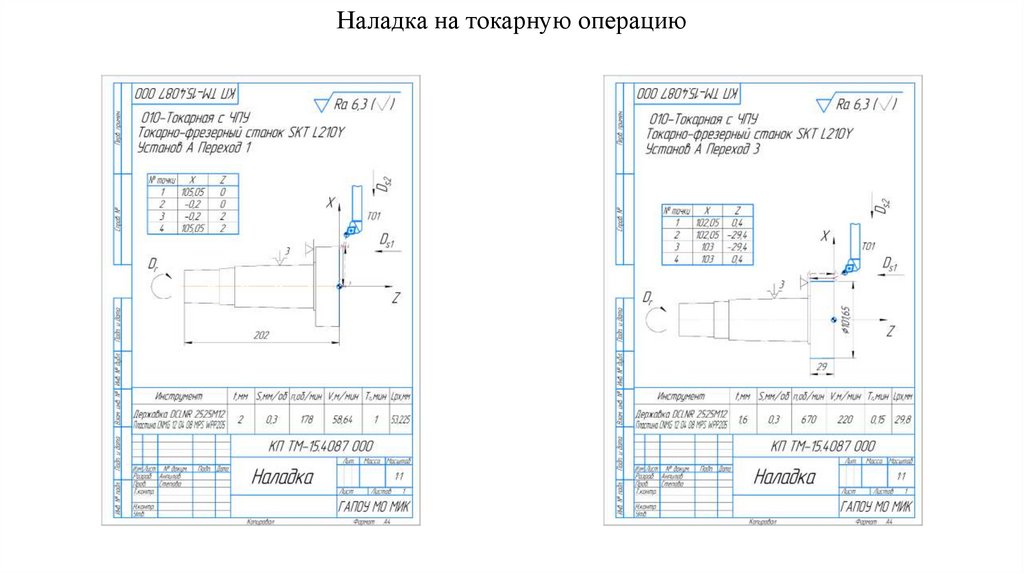
12.
Наладка на токарную операцию13.
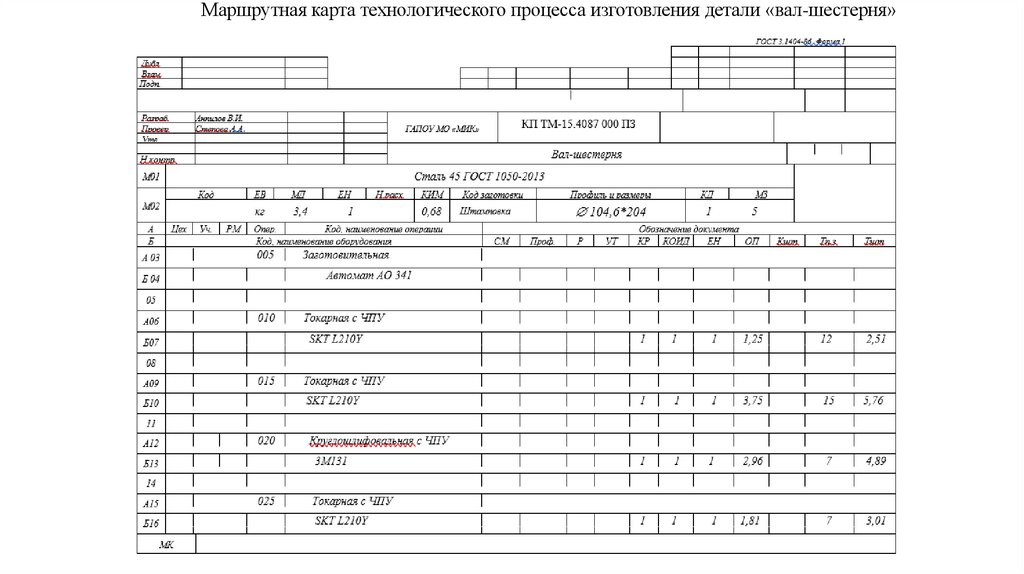
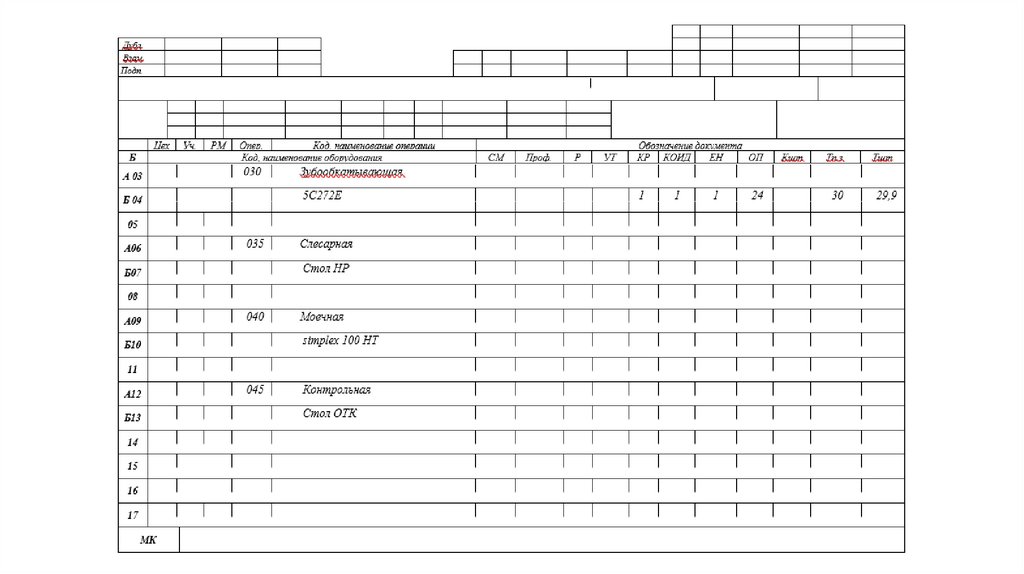
Маршрутная карта технологического процесса изготовления детали «вал-шестерня»14.
15.
ЗАКЛЮЧЕНИЕВ результате создания технологического процесса изготовления детали «вал-шестерня», отталкиваясь от объема
выпуска изделий, мы определили тип производства, выбор заготовки и метод ее получения. Описали служебное
назначение и технические характеристики детали.
Далее был проведен анализ технологичности изделия, в следствии чего мы определили, что данная деталь является
технологичной. Мы выбрали, обосновали и графически указали технологические базы. Затем разработали общий план
маршрута обработки детали. На стадии разработки технологических операций мы установили рациональную
последовательность технологических переходов и рабочих ходов в операции, выбрали станок и инструмент
оптимально соответствующие условиям получения детали на чертеже. Рассчитали режимы резания и штучное время.
На стадии конструкторской части выбрали и описали технологическое оборудование и средства технологического
оснащения. Руководствуясь экономически выгодными показателями, а также удобством и простотой наладки,
обслуживания данного оборудования.