
 Промышленность
ПромышленностьПохожие презентации:









")
Технологический процесс сборки сварки растворителя из легированной стали
1.
Тема: «Технологический процесс сборкисварки растворителя из легированной
стали»
Цель работы: « Разработать технологический
процесс сборки сварки и емкости»
Учащийся группы № (Сварщик)
Коршунов Артем Дмитриевич
2.
3.
Сварочные материалы1.Электрод марки УОНИ 13\45
2.Универсальный выпрямитель ВДУ
505-2
Учащийся группа №31 (профессия «СВАРЩИК») КАЛИМУЛЛИН Н.Р.
4.
Сварочный пост для ручной дуговойвыпрямительВДУ505-2
напряжения
питания(50ГЦ)-3х380 В.
Напряжение холостого
хода не более-85В
Учащийся группа №31 (профессия «СВАРЩИК») КАЛИМУЛЛИН Н. Р.
5.
№Наименование
Технологические
требования
Марка и тип
электрода
D
Элек
трод
а
Сила
I св
Полярнос
ть
Род тока
1
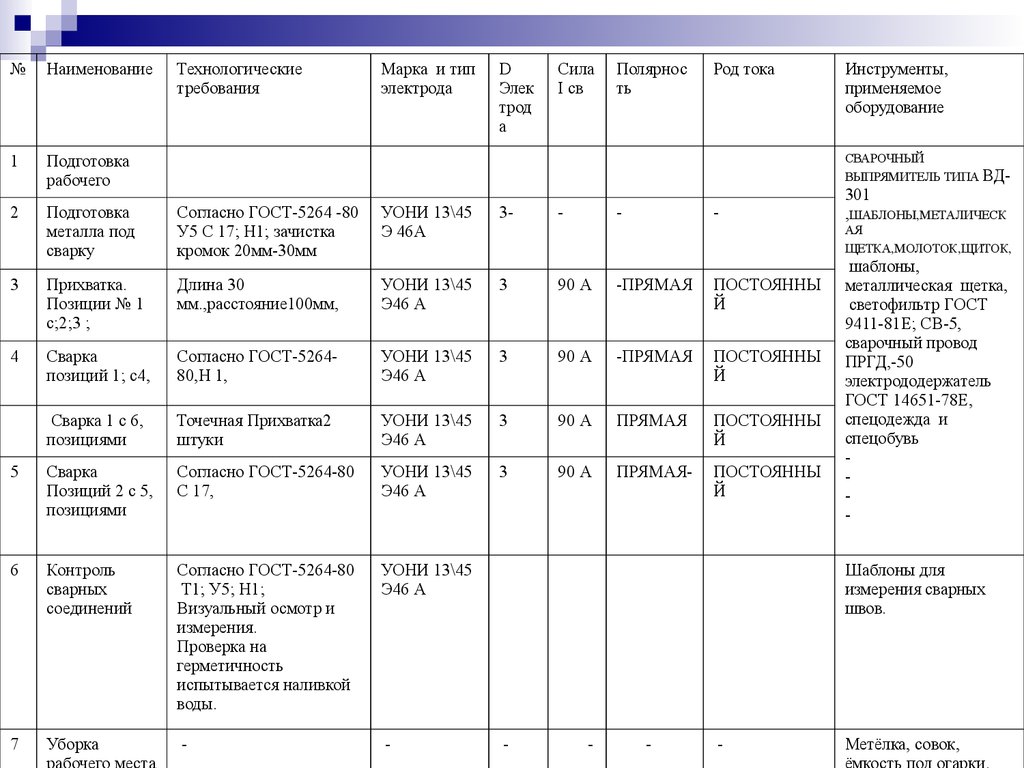
Подготовка
рабочего
2
Подготовка
металла под
сварку
Согласно ГОСТ-5264 -80
У5 С 17; Н1; зачистка
кромок 20мм-30мм
УОНИ 13\45
Э 46А
3-
3
Прихватка.
Позиции № 1
с;2;3 ;
Длина 30
мм.,расстояние100мм,
УОНИ 13\45
Э46 А
3
90 А
-ПРЯМАЯ
ПОСТОЯННЫ
Й
4
Сварка
позиций 1; с4,
Согласно ГОСТ-526480,Н 1,
УОНИ 13\45
Э46 А
3
90 А
-ПРЯМАЯ
ПОСТОЯННЫ
Й
Сварка 1 с 6,
позициями
Точечная Прихватка2
штуки
УОНИ 13\45
Э46 А
3
90 А
ПРЯМАЯ
ПОСТОЯННЫ
Й
5
Сварка
Позиций 2 с 5,
позициями
Согласно ГОСТ-5264-80
С 17,
УОНИ 13\45
Э46 А
3
90 А
ПРЯМАЯ-
ПОСТОЯННЫ
Й
6
Контроль
сварных
соединений
Согласно ГОСТ-5264-80
Т1; У5; Н1;
Визуальный осмотр и
измерения.
Проверка на
герметичность
испытывается наливкой
воды.
УОНИ 13\45
Э46 А
7
Уборка
-
-
Инструменты,
применяемое
оборудование
СВАРОЧНЫЙ
ВЫПРЯМИТЕЛЬ ТИПА ВД-
-
-
-
301
,ШАБЛОНЫ,МЕТАЛИЧЕСК
АЯ
ЩЕТКА,МОЛОТОК,ЩИТОК,
шаблоны,
металлическая щетка,
светофильтр ГОСТ
9411-81Е; СВ-5,
сварочный провод
ПРГД,-50
электрододержатель
ГОСТ 14651-78Е,
спецодежда и
спецобувь
Шаблоны для
измерения сварных
швов.
-
-
-
-
Метёлка, совок,