









 Промышленность
ПромышленностьПохожие презентации:










FMEA Failure Mode and Effects Analysis
1. FMEA Failure Mode and Effects Analysis
Metoda ta ma na celu zapobieganie skutkom wad, które mogą wystąpić wfazie projektowania oraz w fazie wytwarzania
Podstawowe założenia FMEA to:
1. około 75 procent błędów wynika z nieprawidłowości w fazie
przygotowania produkcji. Ich wykrywalność w tej fazie jest niewielka
2. około 80 procent błędów wykrywanych jest w fazie produkcji i jej
kontroli a także w czasie eksploatacji
2.
Cele i zastosowanie FMEACele FMEA
Systematyczna identyfikacja poszczególnych wad produktu lub/i procesu oraz
ich eliminacja lub minimalizacja skutków. Osiąga się to przez ustalenie związków
przyczynowo skutkowych powstania potencjalnych wad produktu lub procesu
przy uwzględnieniu czynników ryzyka.
Ciągłe doskonalenie produktu lub/i procesu poprzez systematyczne
analizowanie i wprowadzanie poprawek, które eliminują źródła i przyczyny wad
Zastosowanie FMEA.
Analiza złożonych procesów i produktów, w produkcji masowej i jednostkowej
Analiza pojedynczych komponentów oraz podzespołów jak i całego wyrobu
Analiza części procesu (np. jednej operacji) oraz całego procesu
technologicznego
3. Etapy wdrażania FMEA
1.2.
3.
4.
5.
6.
7.
8.
Identyfikacja elementów wyrobu oraz procesu (kolejność
technologiczna)
Sporządzenie wykazu wystąpienia możliwych wad wyrobu/błędów w
procesie
Sporządzenie wykazu prawdopodobnych skutków tych wad/błędów
Sporządzenie wykazu listy przyczyn możliwych wad wyrobu/błędów
Analiza potencjalnych wad/błędów
Ocena ryzyka popełnienia wad/błędów
Zaplanowanie działań zapobiegawczych
Wdrożenie działań zapobiegawczych i badanie ich skuteczności
4. Rodzaje FMEA
FMEA wyrobu/projektuFMEA procesu
5.
FMEAwyrobu/projektu1. FMEA wyrobu/projektu – ma na celu poznanie silnych i słabych stron produktu
już w fazie projektowania, co daje możliwość tworzenia optymalnej konstrukcji
w fazie prac projektowych. Wady występujące w wyrobie mogą dotyczyć:
• funkcji realizowanych przez wyrób
• niezawodności wyrobu podczas eksploatacji,
• łatwości obsługi,
• łatwości naprawy,
• technologii konstrukcji.
6.
FMEA procesu2. FMEA procesu-
ma na celu identyfikację czynników utrudniających
spełnienie wymagań projektowych procesu lub zmniejszających
efektywność procesu produkcyjnego. Czynniki te wiążą się z
metodami obróbki, parametrami obróbki, używanymi środkami
pomiarowo-kontrolnymi
urządzeniami.
oraz
ze
stosowanymi
maszynami
i
7.
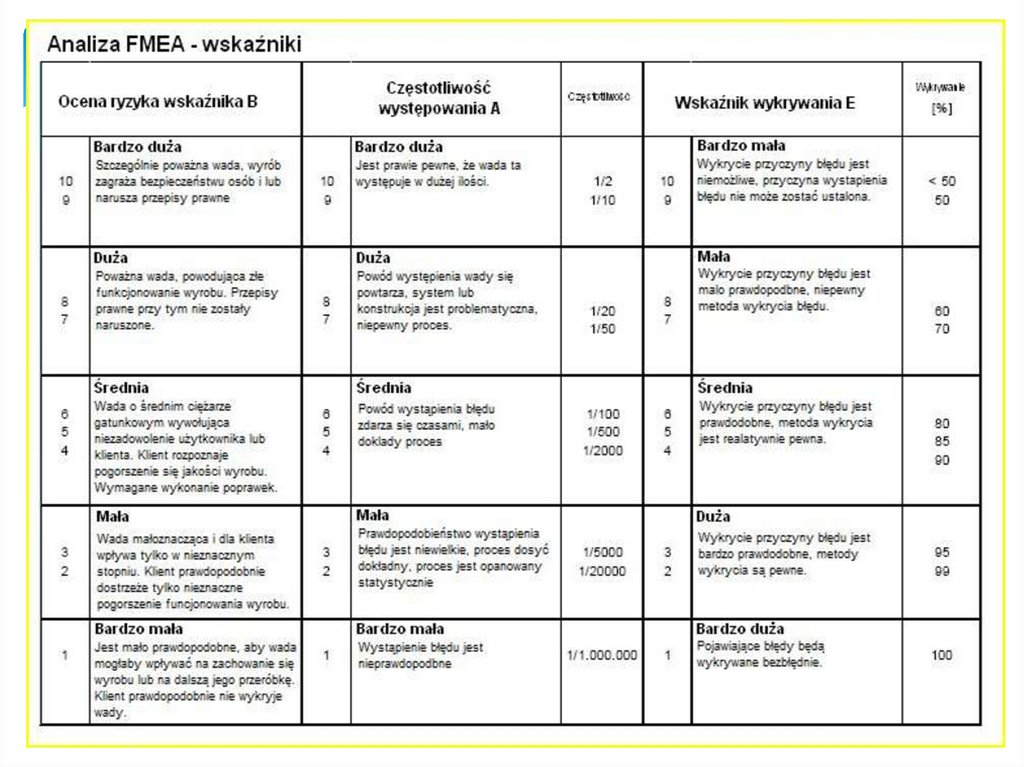
ANALIZA ILOŚCIOWA W METODZIE FMEAanaliza ilościowa wad
Analiza ilościowa ma na celu oszacowanie czynników ryzyka. Ocenia
się każdą wadę liczbą całkowitą z przedziału (1-10) ze względu na trzy
kryteria:
§ częstość wystąpienia wady (ryzyko wystąpienia wady)- liczba (R)
§ znaczenie wady – jak istotne znaczenie dla klienta będzie miała
dana wada - liczba (Z)
§ poziom wykrywalności- opisuje prawdopodobieństwo, że dana
wada nie zostanie wykryta przez producenta i trafi do klienta - liczba
(W)
8.
Tabela 1. Wskazówki do przyjmowania liczby R (częstość wystąpienia wady)Wystąpienie
FMEA wyrobu / konstrukcji
R
Częstość występowania
wady
Nieprawdopodobne
Bardzo rzadko
Rzadko
Przeciętnie
Wystąpienie wady jest nieprawdopodobne
Zdarza się stosunkowo mało wad
Zdarza się stosunkowo mało wad
Wada zdarza się sporadycznie co jakiś czas
1
Mniej niż 1 / 1 000 000
2
1 na 20 000
3
1 na 4 000
4–6
1 na 1 000
1 na 400
1 na 80
Często
Wada powtarza się cyklicznie
7–8
1 na 40
1 na 20
Bardzo często
Wady prawie nie da się uniknąć
9–10
1 na 8
1 na 2
9.
Tabela 2. Wskazówki do przyjmowania liczby W(poziom wykrywalności)
Wykrywalność
Prawdopodobieństwo wykrycia wady
W
Bardzo małe Prawdopodobieństwo nie wykrycia wady
1-2
wady
Bardzo wysoka
zanim produkt nie opuści procesu wytwórczego.
Automatyczna kontrola 100% elementów, zainstalowanie
zabezpieczenia.
soka
Małe prawdopodobieństwo nie wykrycia wady przed
3-4
zakończeniem operacji. Wada jest ewidentna, kilka wad
może zostać nie wykrytych.
zeciętna
Prawdopodobieństwo średnie nie wykrycia wady produktu
5-6
przed zakończeniem operacji. Ręczna kontrola utrudniona.
niska
Prawdopodobieństwo nie wykrycia wady wysokie. Ocena
7-8
subiektywna w zakresie kontroli wyrywkowej próbek.
bardzo niska
Prawdopodobieństwo nie wykrycia wady wysokie. Punkt
jest nie kontrolowany. Wada jest niewidoczna.
9-10
10.
Tabela 3. Znaczenie wady dla klienta (Z)Znaczenie wady dla klienta
Bardzo małe
Skutek minimalny, klient nic nie zauważa, wada nie ma
Z
1
jakiegokolwiek wpływu na warunki użytkowania wyrobu
Małe
Skutek minimalny, powodujący nieznaczne utrudnienia, Zauważalne
2-3
może być umiarkowane pogorszenie właściwości wyrobu
Przeciętne
Wada wywołuje ograniczone niezadowolenie i powodujący małe
4-6
utrudnienia. Wyrób nie zaspokaja potrzeb lub jest źródłem
uciążliwości. Użytkownik dostrzega mankamenty wyrobu
Duże
Pojawia się niezadowolenia klienta. Koszt naprawy nieznane
7-8
Bardzo duże
Duże niezadowolenie klienta, koszty naprawy wysokie z powodu
9
zepsucia całości lub podzespołu.
Bardzo duże
Znaczenie wady jest bardzo duże, zagraża bezpieczeństwu
użytkownika lub narusza przepisy prawa
10
11.
Na podstawie oszacowania liczb krytyczności liczymy liczbępriorytetu RPN (Risk Priority Number) wyznaczając ją wg
wzoru:
RPN = R x Z x W
12.
Może ona przyjmować wartości w zakresie 1 –1000.Wraz ze wzrostem liczby P zwiększa się ryzyko wystąpienia wady.
Najczęściej ustala się tzw. poziom krytyczności, czyli wartość liczby
P, powyżej której analizuje się wszystkie wady.
Pozwala to na podjęcie działań zapobiegawczych, np. poprzez
zmiany konstrukcyjne lub korektę procesu technologicznego.
13.
Przebieg FMEAAnalizę FMEA możemy podzielić na 3 etapy:
Etap 1.Analiza procesu/wyrobu.
14.
Przebieg FMEAEtap 2. Zasadniczą część FMEA przeprowadzana dla całego wyrobu, pojedynczego
podzespołu lub elementu, dla całego procesu technologicznego lub pojedynczej operacji.
Zadanie 1.
Określenie potencjalnych wad, czy błędów, których wystąpienie w wyrobie jest
prawdopodobne. Przyczyny danej wady można odnaleźć w wyrobie i jego konstrukcji jak
i w procesie technologicznym, w którym produkt powstaje. W tym etapie istotne jest
określenie związków przyczynowo skutkowych, w których wada jest elementem.
Zadanie 2.
Ocena zdefiniowanych w pierwszym kroku relacji przyczyna - wada - skutek. Ocena
dokonywana jest w skali 10 punktowej (liczby całkowite z przedziału 1-10) ze względu na
trzy kryteria:
Ryzyko (częstość) wystąpienia wady/przyczyny - liczba R.
Możliwość wykrycia przyczyny zanim spowoduje wystąpienie wady - liczba W.
Znaczenie wady dla użytkownika wyrobu - liczba Z.
Obliczenie liczby priorytetu RPN (Risk Priority Number) - liczba P:
P=RxWxZ
Najczęściej ustala się tzw. poziom krytyczności, czyli wartość liczby P, powyżej której
analizuje się wszystkie wady. Pozwala to na podjęcie działań zapobiegawczych, np.
poprzez zmiany konstrukcyjne lub korektę procesu.
15.
16. Karta FMEA
Potencjalna wada
1.
………
2………
………..
N.
………
Potencjal
ny skutek
Potencjal
na
przyczyna
Aktualny
sposób
kontroli
Ryzyko
wystąpi
enia
Możliwo
ść
wykrycia
Znaczeni
e wady
RPN
1 - 10
1- 10
1 - 10
1 - 1000
17.
Przebieg FMEAEtap 3. W tym etapie pojawiają się propozycje wprowadzenia działań
zapobiegawczych i korygujących w celu zmniejszenia lub eliminacji ryzyka
wystąpienia wad określonych jako krytyczne. Propozycje te powstają na podstawie
wyników przeprowadzonych wcześniej analiz. Jeśli całkowite wyeliminowanie wady
jest niemożliwe, należy zaproponować działania zmierzające do zwiększenia
wykrywalności lub zmniejszenia negatywnych skutków ich występowania. Należy
ciągle monitorować realizację działań zapobiegawczych i korygujących, a ich wyniki
poddawać weryfikacji metodą FMEA.