 Промышленность
ПромышленностьПохожие презентации:
")







")

Контроль и сортировка деталей при ремонте
1.
Контроль и сортировка деталей при
ремонте
• 1. Назначение и сущность процесса
дефектации деталей
• 2. Методы дефектовки
• 3. Сортировка деталей по группам
годности и маршрутам восстановления
2.
1. Назначение и сущность процесса дефектациидеталей
Дефектация – это контроль деталей с целью обнаружения дефектов.
Дефект – отклонение параметров детали от величин, установленных тех.
условиями.
Задачи дефектации:
1) контроль деталей для определения тех. состояния,
2) сортировка деталей на три группы: годные, негодные, требующие ремонта,
3) накопление информации о результатах дефектации и сортировки,
4) сортировка деталей по маршрутам восстановления.
Результаты дефектации фиксируют краской:
негодные – красной,
требующие восстановления – желтой,
годные – зеленой.
Характерные дефекты деталей:
1. изменение размеров рабочих поверхностей деталей, происходит в результате
изнашивания,
2. нарушение точности взаимного расположения рабочих поверхностей
(нарушение расстояний между осями цилиндрических поверхностей,
непараллельность, неперпендикулярность осей и плоскостей и т. д.). Причины:
неравномерный износ, внутренние напряжения, оставшиеся после
изготовления.
3.
3. остаточные деформации от чрезмерных эксплуатационныхнагрузок,
4. механические повреждения: трещины, пробоины, изломы и
деформации. Причины: усталость материала детали и воздействие на
детали нагрузок, превышающих допустимые,
5. коррозионные повреждения происходят в результате химического
или электрического взаимодействия с окружающей средой,
6. изменение физико-механических свойств материала. Происходит
снижение твердости и упругих свойств. Причины: нагрев до
температуры, влияющей на термообработку, или износ упрочненного
слоя.
Тех. условия на дефектацию детали составляют в виде карт на
каждую деталь, где указывают общие сведения о деталях, перечень
дефектов, допустимые без ремонта размеры и рекомендуемые
способы восстановления.
Допустимый износ – это износ, при котором деталь, установленная
на автомобиль после капитального ремонта, проработает до
.
следующего
КР, и износ ее не превысит предельного.
Предельный износ – износ, при котором дальнейшее использование
деталей невозможно.
4.
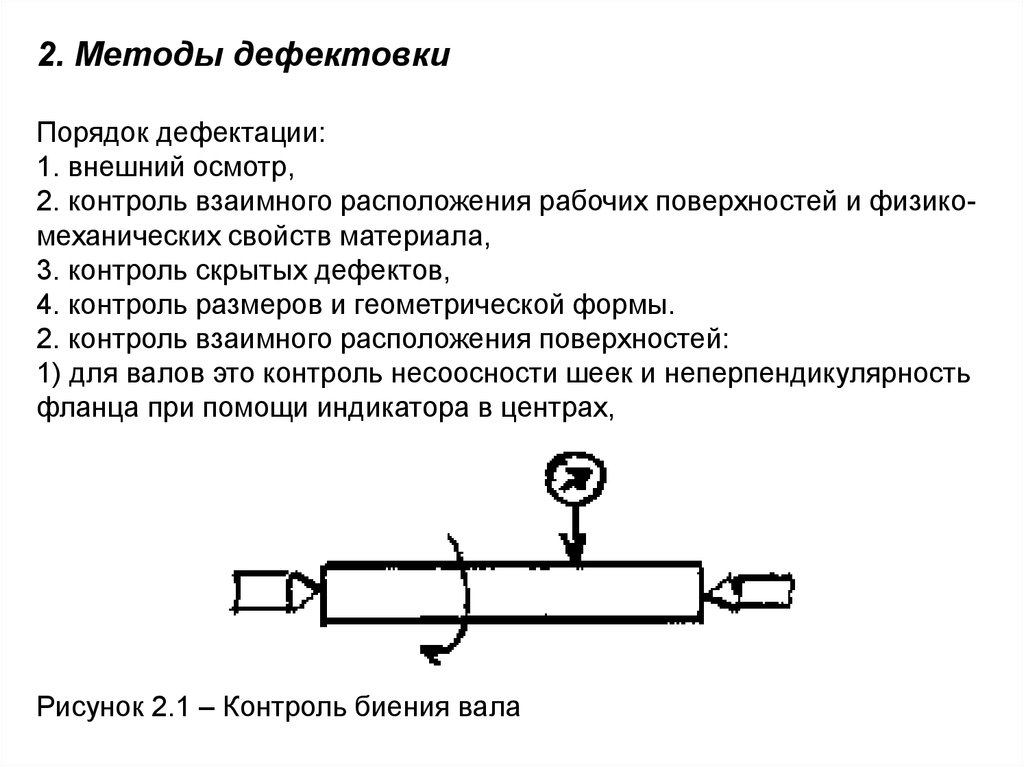
2. Методы дефектовкиПорядок дефектации:
1. внешний осмотр,
2. контроль взаимного расположения рабочих поверхностей и физикомеханических свойств материала,
3. контроль скрытых дефектов,
4. контроль размеров и геометрической формы.
2. контроль взаимного расположения поверхностей:
1) для валов это контроль несоосности шеек и неперпендикулярность
фланца при помощи индикатора в центрах,
Рисунок 2.1 – Контроль биения вала
5.
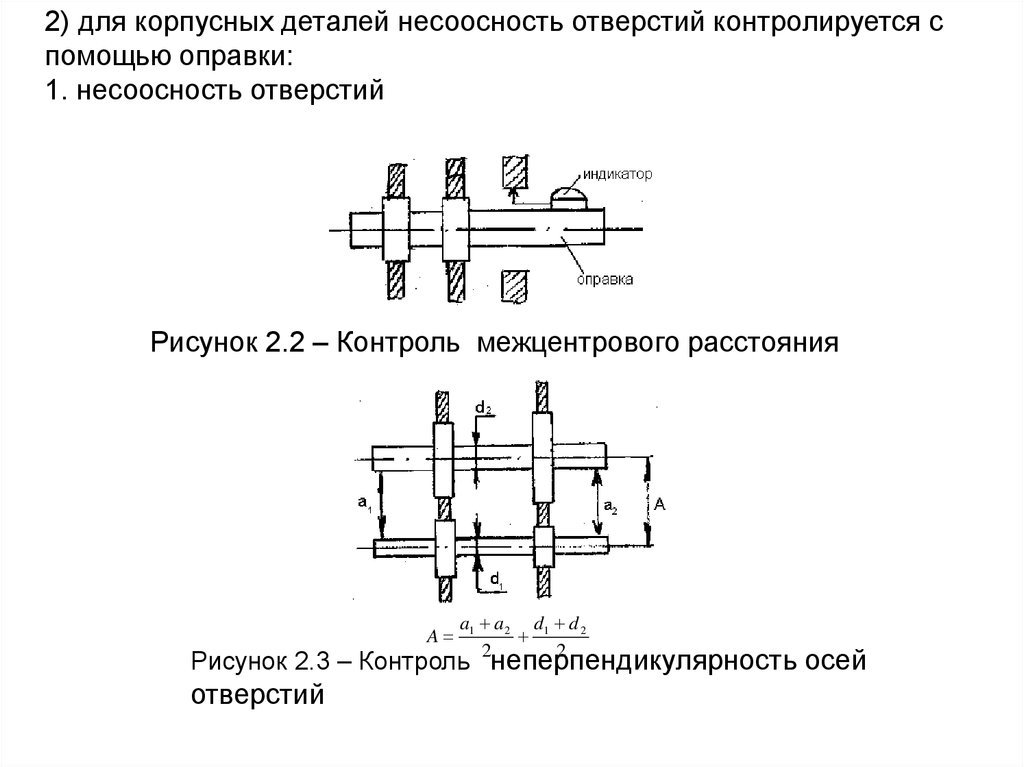
2) для корпусных деталей несоосность отверстий контролируется спомощью оправки:
1. несоосность отверстий
Рисунок 2.2 – Контроль межцентрового расстояния
A
a1 a2 d1 d 2
2
2
Рисунок 2.3 – Контроль неперпендикулярность осей
отверстий
6.
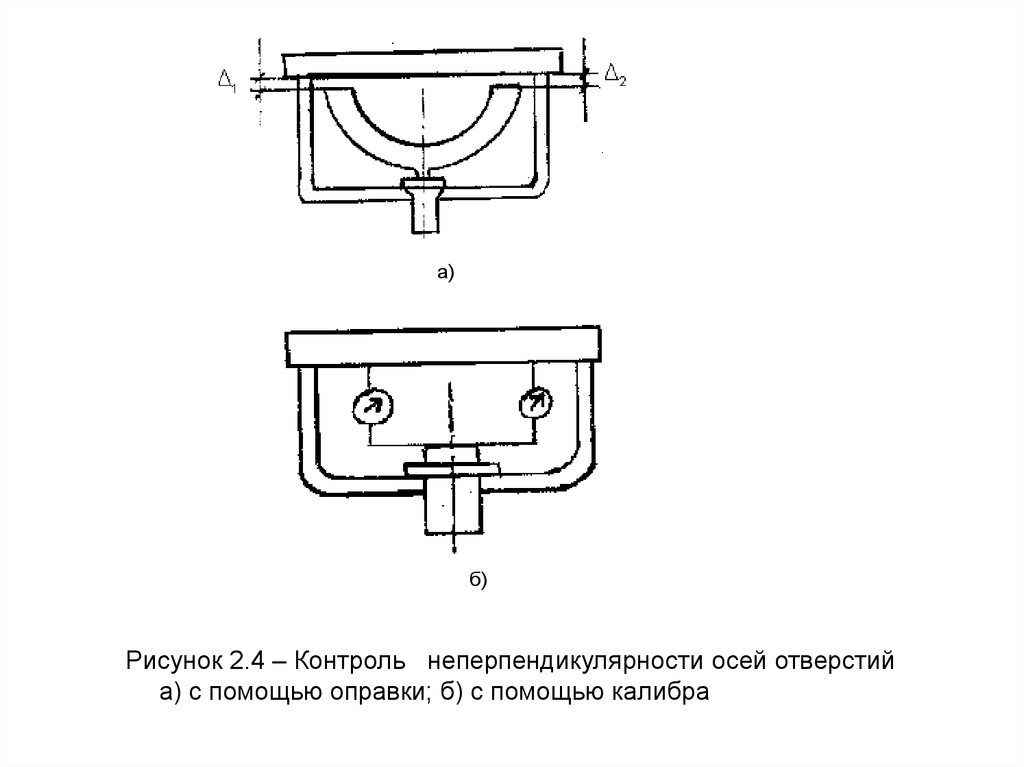
а)б)
Рисунок 2.4 – Контроль неперпендикулярности осей отверстий
а) с помощью оправки; б) с помощью калибра
7.
Контроль скрытых дефектов производится методами:1) опрессовка. Для полых деталей производят водой или сжатым воздухом
под давлением 0,3…0,4 МПа,
2) капиллярный:
- метод красок,
- люминесцентный метод,
3) метод магнитной дефектоскопии,
4) ультразвуковой метод,
5) радиационный,
6) вихревой метод.
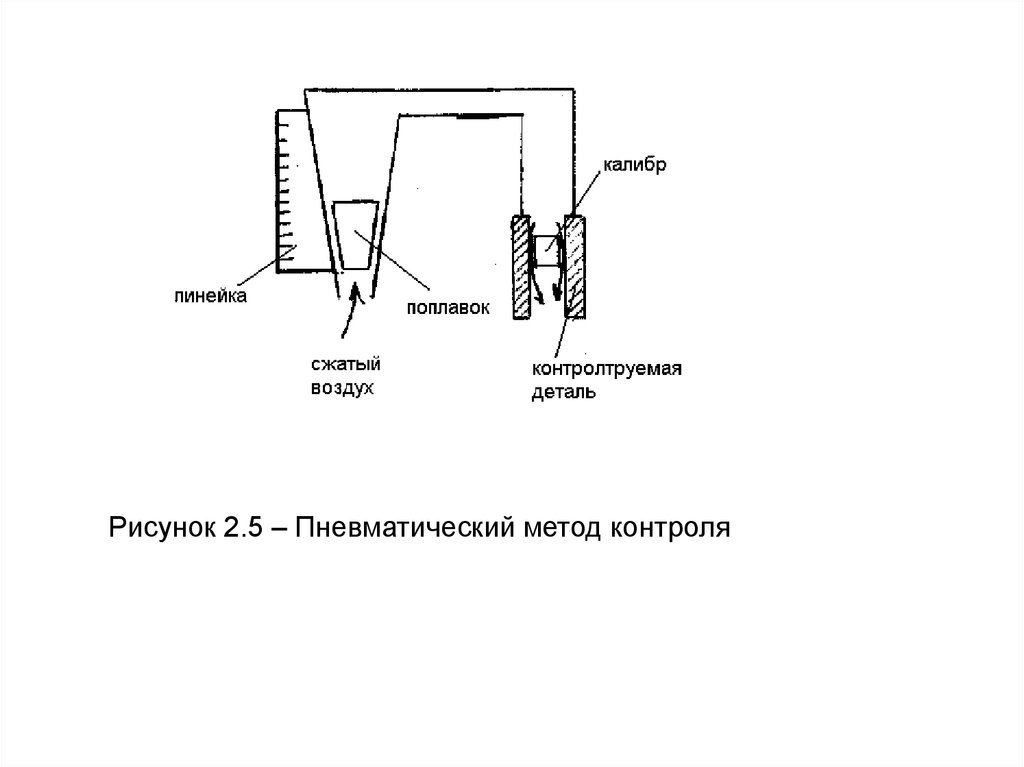
4. для контроля размеров и формы рабочих поверхностей используют
универсальный измерительный инструмент: штангенциркуль, микрометр и
др., а также пневматический метод контроля.
Положение поплавка зависит от расхода воздуха. Расход воздуха зависит
от зазора между измеряемой деталью и калибром.
8.
Рисунок 2.5 – Пневматический метод контроля9.
3. Сортировка деталей по группам годности имаршрутам восстановления
1. Подефектная технология восстановления: на каждый дефект
детали разрабатывается техпроцесс восстановления отдельно,
2. маршрутная технология восстановления: техпроцесс
восстановления разрабатывается на сочетание дефектов. В связи с
этим подобная технология называется маршрутной технологией.
Деталь может иметь несколько маршрутов восстановления.
Основные принципы формирования маршрутов:
1) сочетание дефектов должно быть реальным или
действительным,
2) количество маршрутов должно быть минимальным (2-3
маршрута), для сложных деталей – до 5 маршрутов,
10.
3) необходимо учитывать применяемый способ восстановления(например, если износ отверстия устраняют постановкой ДРД
втулки, то можно устранить и износ торцевой поверхности),
4) восстановление детали по данному маршруту должно быть
экономически целесообразным, т. е. затраты на восстановление
детали отнесенные к единице ее наработки должны быть меньше
соответствующих удельных затрат на изготовление детали.
11.
Показатели, необходимые для организации ремонта автомобилей1. коэффициент годности детали:
KГ
,
nГ
n0
nГ – количество годных деталей,
2. коэффициент сменности:
K см
,
nн
n0
nн – количество новых деталей,
3. коэффициент восстановления:
K вос
nв
n0
,
nв – количество восстановленных деталей,
nо – общее количество деталей.