



 Промышленность
ПромышленностьПохожие презентации:


")







Математическая модель технологического робота лазерной сварки
1.
Математическая модельтехнологического робота лазерной
сварки
Выполнил: ст.гр. МТМ-16-02
Корецкий К.И.
Проверил: профессор, д.т.н.
Сас А.В.
2.
Применение лазерных технологий втрубопроводном строительстве.
Лазерный луч как технологический инструмент может
применятся для введения целого ряда технологических
процессов: маркировки, клеймения, сварки, резки,
термообработки, легирования, прошивки отверстий,
гравировки.
Наиболее перспективными областями применения
лазерных технологий в нефтегазовой сфере являются
современные лазерные технологии для сварки труб
большого диаметра и маркировки для идентификации,
контроля качества и автоматизированного учета продукции
на все цикле производства.
3.
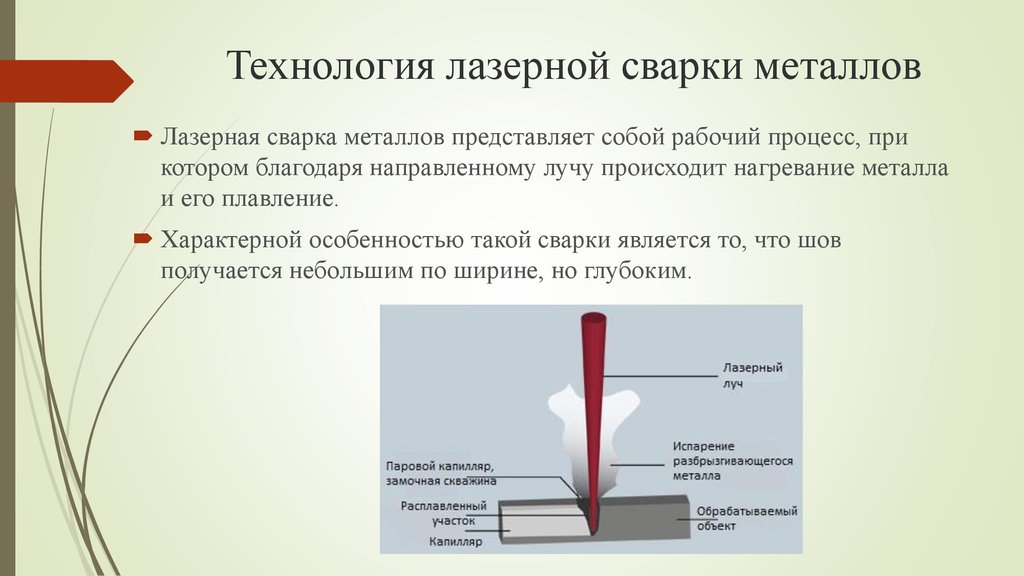
Технология лазерной сварки металловЛазерная сварка металлов представляет собой рабочий процесс, при
котором благодаря направленному лучу происходит нагревание металла
и его плавление.
Характерной особенностью такой сварки является то, что шов
получается небольшим по ширине, но глубоким.
4.
Применение лазерного источника нагревапозволяет уменьшить тепловложение и
деформации обрабатываемой конструкции,
увеличить точность обработки, снизить
трудозатраты на последующую обработку
конструкции, повысить производительность
технологического процесса
Главными недостатками лазерной сварки
применительно к сварке труб являются
высокие требования по сборке кромок и
невозможность
получения
требуемых
механических свойств сварного шва и зоны
термического влияния.
5.
Определение математической модели технологическогоробота лазерной сварки
При автоматической лазерной сварке сложных пространственных конструкций одной из
основных проблем является привязка системы координат детали к системе координат станка, а
поскольку технология лазерной сварки требует высокой точности позиционирования инструмента,
то требования к точности установки свариваемых деталей также высоки.
Необходимость в решении прямой задачи в робототехнике возникает в связи с тем, что текущие
положение и ориентация некоторых звеньев исполнительного механизма (например, сварочной
головки) зачастую не могут быть определены путем прямых измерений. Вместо этого имеется
возможность точно измерить относительные положения звеньев, например, с помощью
позиционных датчиков обобщенных координат. По этим данным можно вычислить положение и
ориентацию всех звеньев, в том числе и рабочих органов.
6.
Положение рабочего органа r робота со степенями свободы mоднозначно определяется по заданной конфигурации манипулятора с
помощью уравнения кинематики вида:
(1)
q r.
В роли обобщенных координат qj, j = 1, ..., m манипулятора обычно
выступают углы между звеньями или длины звеньев c. Поэтому вектор
обобщенных
координат
у
манипулятора
с
вращательными
и
поступательными кинематическими парами имеет компоненты:
j для вращательной пары;
qj
c j для поступательной пары.
Тип кинематической схемы манипулятора задается m-мерным вектором
δ с компонентами:
j
1, если q j c j ;
2, если q j j .
7.
По вектору обобщенных координат q однозначно определяетсяположение и ориентация всех звеньев манипулятора. Свяжем с j-м звеном
правую ортогональную локальную систему координат с началом в точке r j
и ортами e1j , e2j , e3j , причем r j расположим на кинематической оси (j-1)-го и
j-го звеньев, а орт e3j направим по этой оси. Будем считать, что система
координат стойки манипулятора совпадает с абсолютной неподвижной
системой координат, т.е.
0
0
0
0
r0 0 ; e1 0 ; e2 1 ; e3 0 .
0
0
0
0
8.
Каждому звену манипулятора поставим в соответствие матрицуразмерности 3 х 4 следующего вида:
K j rj , e1i , e2i , e3i , j 1, ..., m
(2)
Геометрический смысл матрицы Kj ясен из ее структуры: первый
столбец характеризует положение j-го звена в абсолютной системе координат
0d1d2d3 (точнее, положение начала j-й локальной системы координат,
связанной с j-м звеном), а три остальных - ориентацию j-го звена. Очевидно,
что матрица Kj однозначно определяет положение j-го звена манипулятора в
рабочем
пространстве,
поэтому
матрица
(2)
кинематических характеристик манипулятора.
называется
матрицей
9.
Выразим элементы матрицы кинематических характеристик черезобобщенные координаты механизма. Это позволит по единой формуле
экономно вычислять положение и ориентацию всех звеньев манипулятора
непосредственно по его обобщенным координатам.
Введем для краткости записи следующую операцию произведения 3 х 4
-матриц:
K i (ri , Ei ); K j (rj , E j );
K i K j (ri Ei rj , Ei E j ),
10.
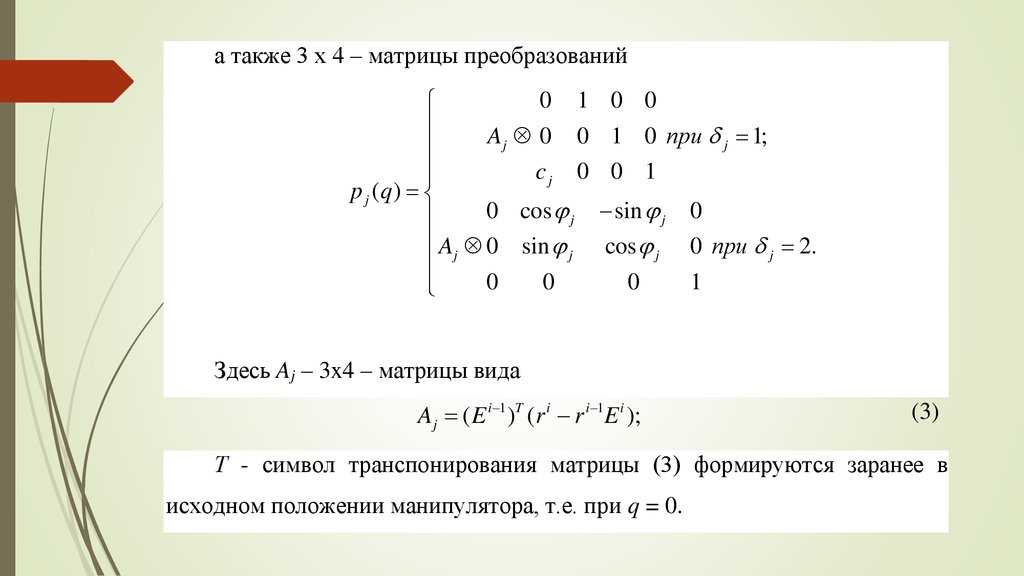
а также 3 х 4 – матрицы преобразований0 1
Aj 0 0
cj 0
p j (q)
0 cos j
Aj 0 sin j
0
0
0 0
1 0 при j 1;
0 1
sin j
cos j
0
0
0 при j 2.
1
Здесь Aj – 3x4 – матрицы вида
Aj ( E i 1 )T (r i r i 1E i );
(3)
Т - символ транспонирования матрицы (3) формируются заранее в
исходном положении манипулятора, т.е. при q = 0.
11.
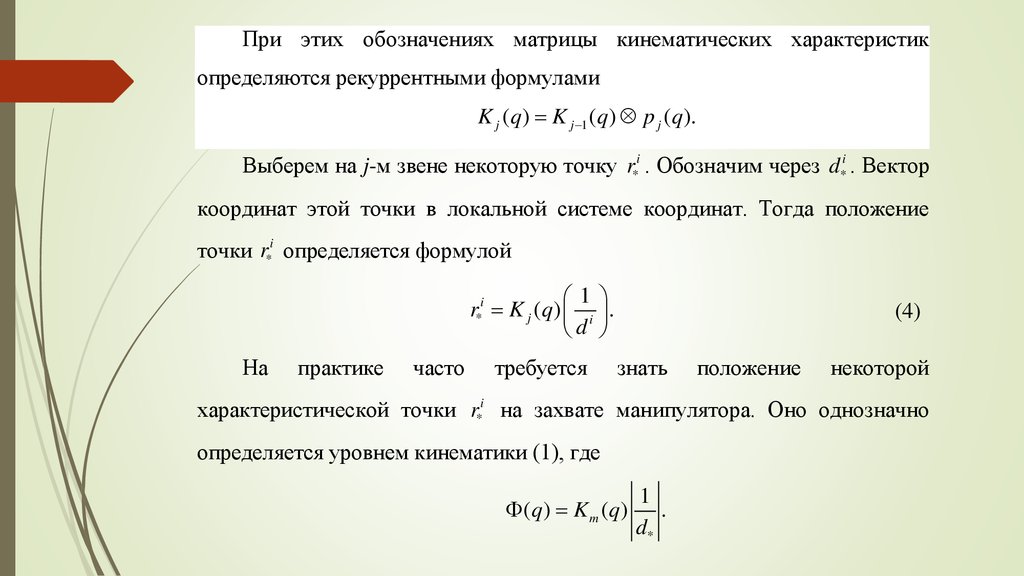
При этих обозначениях матрицы кинематических характеристикопределяются рекуррентными формулами
K j (q) K j 1 (q) p j (q).
Выберем на j-м звене некоторую точку r*i . Обозначим через d*i . Вектор
координат этой точки в локальной системе координат. Тогда положение
точки r*i определяется формулой
1
r K j (q ) i .
d
i
*
На
практике
часто
требуется
(4)
знать
положение
некоторой
характеристической точки r*i на захвате манипулятора. Оно однозначно
определяется уровнем кинематики (1), где
1
(q) K m (q) .
d*
12.
Далее рассмотрим величину тепловложений в сварочную ванну взависимости от поляризации излучения и пространственного угла падения
лазерного луча.
Тепловой поток, вводимый в металл исходным лазерным пучком в точке
x0 , y0 , zs ( x0 , y0 ) можно вычислить как
q0
dP0 W0 cos 2 0 W0 sin 2 0
p
s
dS0
,
(5)
где W0 p ,c 0 x0 , y0 , T x0 , y0 - значения коэффициентов поглощения
соответственно для p- и s- поляризации в указанной точке поверхности.
13.
Отраженная элементарной площадкой dS0 мощность излучения,падающего затем на площадку dS1, есть
1 W0 p cos 2 0
dP1 dP0
1 W s sin 2
0
0
.
Повторив приведенные рассуждения для последующих отражений,
можно получить рекуррентную формулу для нахождения
dPm 1 dPm 1 Wm
p
cos 2 m 1 Wm sin 2 m ,
s
m 1, 2, ...,
где Wm p ,s m x0 , y0 , T xm , ym и m x0 , y0 - значения коэффициентов
поглощения и угла между плоскостью m 1 падение луча на поверхность
парогазового канала и направление вектора электрического поля падающего
излучения.
14.
Угол можно определить с помощью соотношенияDm
2
sin m
, m 0, 1, 2, ... ,
Em
2
(6)
где
p
s
D Am Em Em
x
Bm Em Em
p
s
y
Cm Em Em ;
p
s
Em Em Em
p
E
2
x
p
m
s
s
Em
z
E
2
y
p
m
s
Em
,
2
z
p
s
где компоненты электрического поля Em Em Em при m+1 падении луча
p
на поверхность канала определяются из условий, что вектор Em лежит на
плоскости падения и перпендикулярен падающему лучу
15.
А Em s перпендикулярен указанной плоскости:E
E
E C
Em am Em bm Em cm 0;
p
p
m
p
x
x
Am
p
y
Am
p
m
Bm
y
z
Bm
p
m
Cm
E E E
s
m
s
m
x
m
0;
, m 0, 1, 2, ... ,
s
m
y
z
z
и условий, связывающих составляющие электрического поля для
падающего и отраженного излучения при соответствующем падении:
E 1 W E ;
E 1 W E , m 0, 1, 2, ....
p
2
p
m 1
s
m 1
в
частности,
для
m
2
первого
sin 2 0 A0 cos 0 B0 sin 0 .
2
2
m
s
m
p
p
m
2
падения,
используя
(6),
находим
16.
Поаналогии
с
(5)
тепловой
поток
qm xm , x0 , y0 , ym , x0 , y0 , zm , x0 , y0 , вводимый в металл при m 1
x0 , y0
падении на поверхность канала луча
исходного пучка, можно
записать в виде
dPm Wm
qm
p
cos
2
2
W
sin
m
m
m
s
dSm
,
m 0, 1, 2, ... .
Здесь
dSm x0 , y0 dSm
x, y
x0 , y0 ,
где
dS m
x, y
-
площадь
четырехугольника в плоскости xOy , вершины которого определяются
координатами
xm , ym
x0 , y0 ; x0 dx0 , y0 ;
точек
пересечения
x0 dx0 , y0
z zs x, y при m 1 отражении.
и
лучей
исходного
x0 dx0 , y0 dy0
пучка
с поверхностью
17.
Результирующее пространственное распределение теплового потока,вводимого в металл лазерным пучком, при учете многократных отражений
излучения стенками парогазового канала может быть представлено в виде:
x0 , y0 x xm x0 , y0 ;
x0 , y0 y ym x0 , y0 ;
q x, y, zs x, y x0 , y0 x0 , y0 qmdx0dy0
m 0
интегрирование ведется по области изменения координат лучей исходного лазерного
пучка, падающих на поверхность канала.
18.
Проинтегрировав затем это выражение по всей поверхности z zs ( x, y ),можно вычислить полную мощность Q , поглощаемую металлом, а также
интегральный коэффициент поглощения, определяемый как
W Q Q0 .
(7)
Таким образом, выражение (4) позволяет определить положение точки
фокуса при известном положении органов движения входящих в состав
робота, а выражение (7) величину вложений энергии лазерного излучения в
сварочную ванну. Что делает возможным проведения анализа состояния
сварочной ванны при случайных возмущениях в отдельных органах
движения сварочного робота.
19.
ЛИТЕРАТУРА1. Коваленко В.С. Лазерная технология на новом этапе развития //
Автоматическая сварка. - 2001. - № 12. - С. 4-11.
2. Вукобратович М., Стокич Д. Синтез управления возмущенным
движением автоматических манипуляторов // Машиностроение. - 1982. - №
1. - С. 9-14.
3. Динамика управления роботами / В.В. Козлов, В.П. Макарычев, А.В.
Тимофеев; Под ред. Е.И. Юревича. - М.: Наука, 1984. - 328 с.
4. Попов Е.П., Верещагин А.Ф., Зенкекич С.Л. Манипуляционные
роботы: Динамика и алгоритмы. - М.: Наука, 1978. - 400 с.