


 Промышленность
ПромышленностьПохожие презентации:

")








Лазерное оборудование и технологические комплексы
1.
ЛАЗЕРНОЕ ОБОРУДОВАНИЕ И ТЕХНОЛОГИЧЕСКИЕКОМПЛЕКСЫ
Лазерный технологический комплекс (ЛТК) представляет собой
технологическую установку, снабженную манипулятором изделия или
оптики, вспомогательной технологической оснасткой и оборудованием
для проведения технологических операций
В промышленности применяют три вида ЛТК:
специализированные,
универсальные и
автоматизированные.
Структурный состав ЛТК представлен на рис. 9.1.
Если ЛТК входит в состав технологического потока, то он включает систему
автоматической загрузки и выгрузки деталей. В этом случае достигается
максимальный эффект от использования ЛТК.
2.
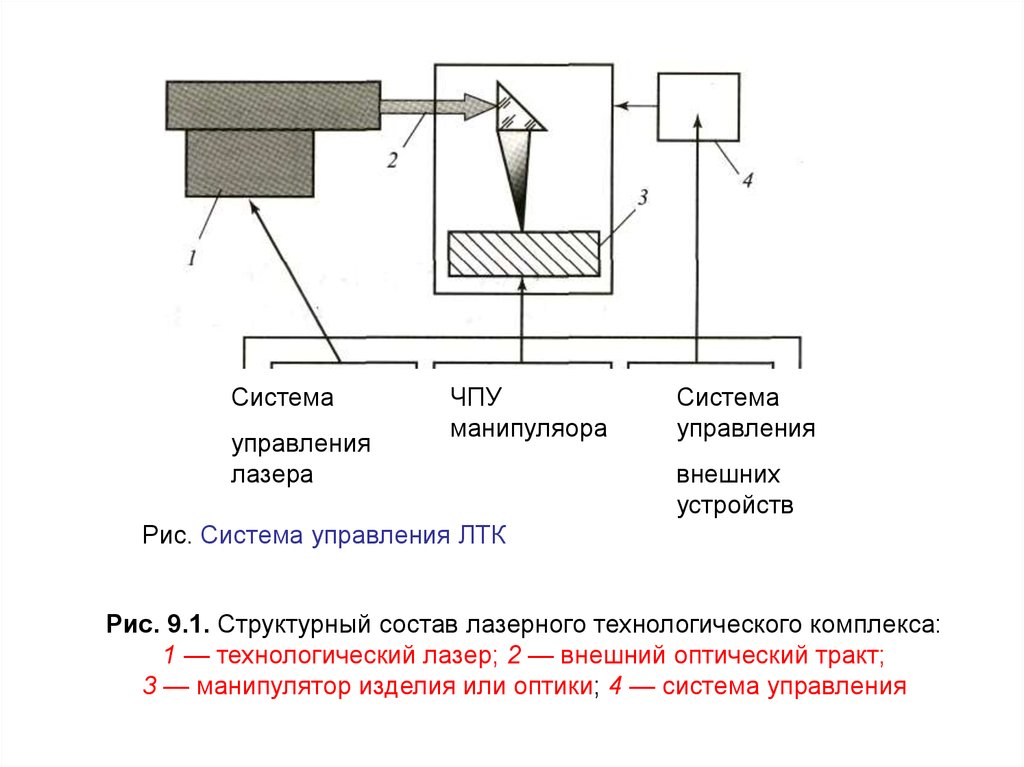
Системауправления
лазера
ЧПУ
манипуляора
Система
управления
внешних
устройств
Рис. Система управления ЛТК
Рис. 9.1. Структурный состав лазерного технологического комплекса:
1 — технологический лазер; 2 — внешний оптический тракт;
3 — манипулятор изделия или оптики; 4 — система управления
3.
. Специализированныекомплексы
Специализированный лазерный технологический комплекс (СЛТК) создают на
основе одного отработанного технологического процесса, он предназначен для
обработки одного типа деталей, что и определяет его конструкцию.
С помощью СЛТК решают отдельные специальные задачи: их применяют на
предприятиях, выпускающих ограниченную номенклатуру изделий крупными
сериями. При смене технологического процесса большая часть такого
оборудования подлежит замене.
СЛТК различают по методу лазерной обработки на
предназначенные для сварки, резки, термоупрочнения,
наплавки и для прошивки отверстий.
4.
Универсальные лазерные комплексы (УЛК)УЛК используют при выполнении ряда операций или при обработке
нескольких деталей в серийном и мелкосерийном производстве. В
зависимости от типа и характера операций их подразделяют на:
1) одноцелевые (для осуществления однотипных операций, например
для лазерной резки, гравировки, перфорации и т. д.);
2) многоцелевые, или универсальные (для выполнения различных
операций с использованием универсальных манипуляторов,
например для резки и сварки);
3) гибкие производственные системы (процесс обработки и движения
деталей при смене операционного цикла в них автоматизирован);
4) комбинированные (для проведения лазерной обработки, например,
лазер-пресс, лазер с дополнительным использованием плазменной
резки, электрической дуги и т. д.).
5.
По форме обрабатываемых изделий УЛК подразделяют напредназначенные для обработки:
плоских деталей (резка, перфорация листовых материалов и т. д.),
тел вращения (резка труб, гравировка прутков и т. д.),
а также деталей сложной формы (пространственная обработка, при
которой детали или оптические головки перемещаются по сложной
траектории по пяти или шести координатам).
По характеру перемещения оптики и изделий УЛК классифицируют на
следующие крупные классы:
1) с манипулятором изделий, в которых оптика неподвижна, а
манипулятор перемещает деталь;
2) с манипулятором оптики, в которых деталь неподвижна, а
оптика перемещается специальным манипулятором;
3) смешанного
типа, в которых перемещаются и оптика и деталь;
4) с перемещением лазерного излучателя.
6.
УЛК с манипулятором изделий в зависимости от требуемой траекторииперемещений подразделяют на системы:
линейного перемещения, оснащенные двухкоординатными столами или
захватами;
ротационные, или вертикально-горизонтальные, для вращения деталей в
вертикальной и горизонтальной плоскостях;
обеспечивающие сложные перемещения деталей, в которых для этой цели
используют промышленные роботы или двухкоординатные столы, оснащенные
ротационными модулями.
УЛК с манипулятором оптики по характеру траектории движения подразделяют: на
системы линейного перемещения, в которых используют портальные и мостовые
схемы;
с вращением оптики, в которых применяют вращающиеся зеркала или маски;
со сложным перемещением оптики, где используют специальные роботы (системы
лазер—робот).
Лазерные технологические комплексы смешанного типа в зависимости от
характера перемещения оптики подразделяют на системы:
линейного перемещения оптики на основе портальной схемы (для
перемещения деталей используют координатные столы или ротационные
системы);
со сложным перемещением оптики, выполненные по схемам: портал и
координатный стол; портал и ротационные системы; двухкоординатный
портал.
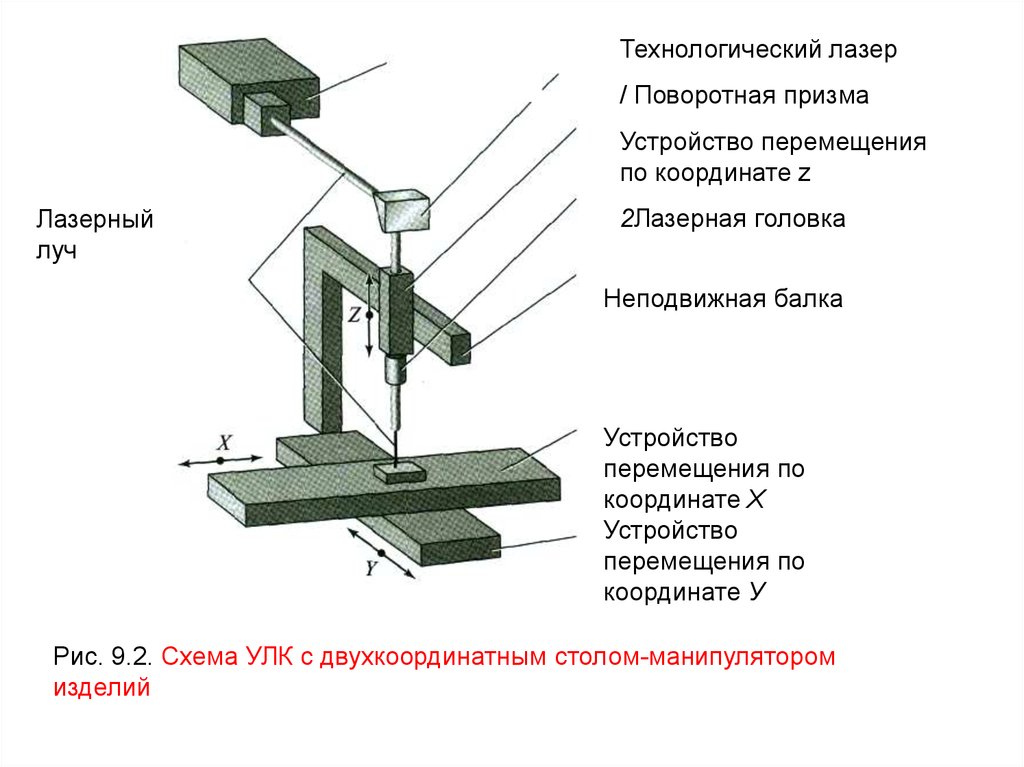
7.
Технологический лазер/ Поворотная призма
Устройство перемещения
по координате z
Лазерный
луч
2Лазерная головка
Неподвижная балка
Устройство
перемещения по
координате X
Устройство
перемещения по
координате У
Рис. 9.2. Схема УЛК с двухкоординатным столом-манипулятором
изделий
8.
Такие системы достаточно надежны и приспособлены к заводскимусловиям. Постоянная длина оптического тракта, а также стационарные
поворотные зеркала (чаще всего одно зеркало) обеспечивают высокие
точность и качество обработки при использовании этих установок в
случае небольших габаритов рабочей зоны (преимущественно до 1000
мм).
Разновидностью двухкоординатных систем являются комплексы для
лазерной резки листовых материалов, в которых стол неподвижен, а
листы перемещаются по столу по двум координатам с помощью
стальных захватов. Для перемещения листа обычно используют
электропривод с двигателями постоянного тока в сочетании с ШВП
9.
Портальные системы.Схема УЛК портального типа
УЛК с портальными системами в основном используют для
обработки плоских деталей. В этих системах деталь и лазер
неподвижны, а обработка производится путем
перемещения зеркал и технологического объектива
10.
Часто к подобным системам применяют термин«летающая оптика».
Система работает следующим образом: поперечина, на которой закреплен
вертикальный манипулятор, перемещается вдоль оси X.
Вертикальный манипулятор движется вдоль поперечины по оси У.
Оптический объектив перемещается по направляющим вертикального
манипулятора вдоль оси z.
Данная схема имеет следующие преимущества: высокую скорость обработки
(до 100 м/мин); возможность быстрой смены деталей; высокую точность
обработки, обусловленную постоянной массой перемещаемых элементов;
возможность обработки деталей больших габаритов. Перемещения по осям X
и 7 обычно производят с помощью электропривода с двигателями
постоянного тока в сочетании с ШВП.
Обычно такие УЛК применяют для выполнения всех технологических операций. Главным недостатком этой системы является переменный оптический
тракт. Поэтому для использования данной схемы
необходимо выполнение жестких требований к обеспечению заданных
параметров лазерного луча,
чтобы максимально снизить их влияние, определяющее качество луча при
изменении расстояния от лазера до детали
11.
Одной из разновидностей портальных систем являются УЛК с подвижнымпорталом, перемешаемым по направляющей вдоль оси X (рис. 9.5). Их
компоновка имеет все преимущества систем, у которых при обработке
деталь неподвижна. К недостаткам такой системы относятся
необходимость перемещения массивного портала, а также достаточно
большая длина оптического ‘тракта.
В подобных системах лазер иногда размещают на поперечине портальной
системы, что позволя ет достичь минимальной длины оптического тракта. Кроме
того, при такой компоновке в процессе лазерной обработки длина оптического
тракта не изменяется. Это возможно только в случае использования
малогабаритных твердотельных или диодных лазеров.
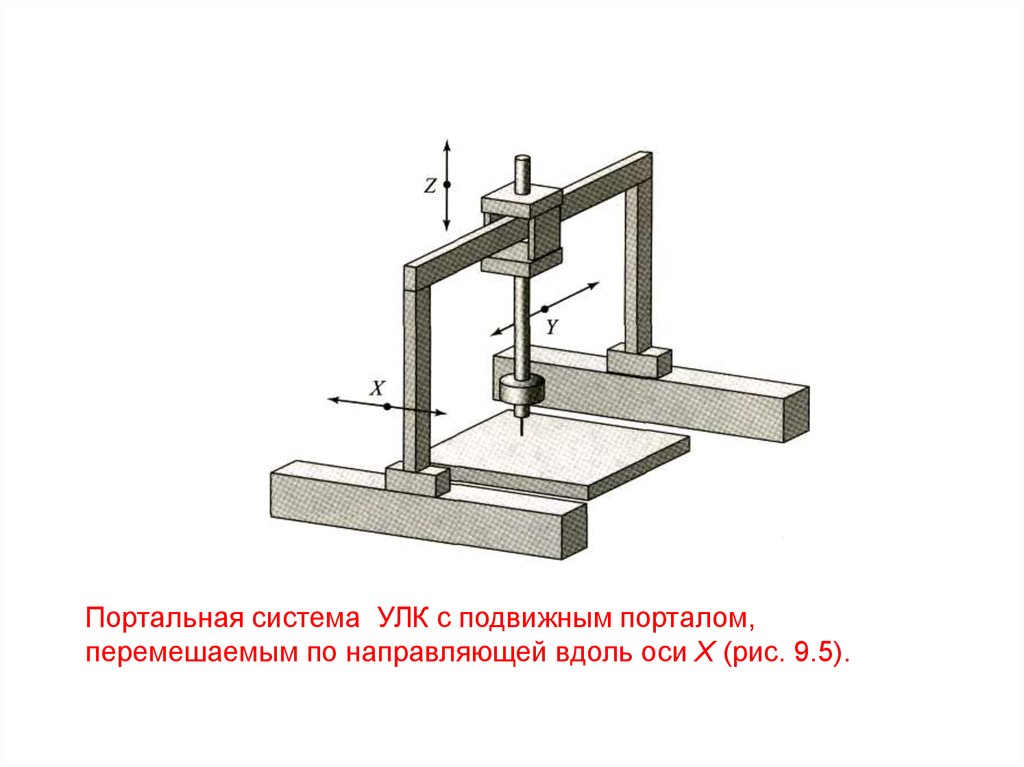
12.
Портальная система УЛК с подвижным порталом,перемешаемым по направляющей вдоль оси X (рис. 9.5).
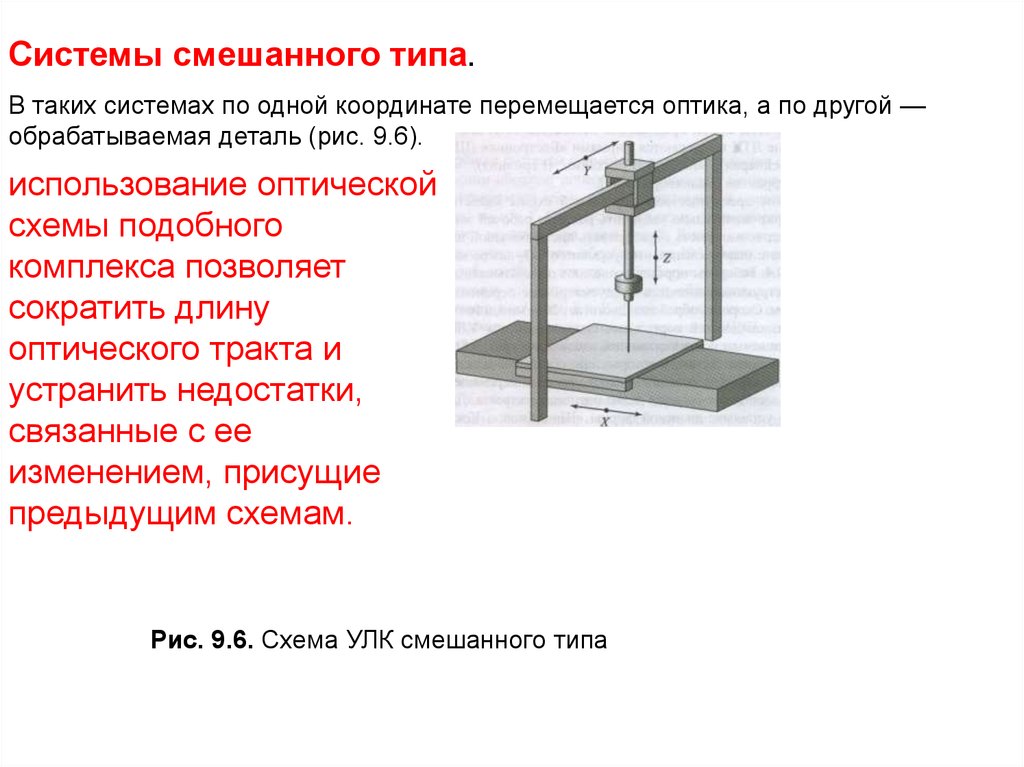
13.
Системы смешанного типа.В таких системах по одной координате перемещается оптика, а по другой —
обрабатываемая деталь (рис. 9.6).
использование оптической
схемы подобного
комплекса позволяет
сократить длину
оптического тракта и
устранить недостатки,
связанные с ее
изменением, присущие
предыдущим схемам.
Рис. 9.6. Схема УЛК смешанного типа
14.
Системы для пространственной обработки.В последние годы развивались УЛК для лазерной обработки в различных
пространственных положениях. В отличие от комплексов для обработки
плоских деталей, где основным процессом является резка, данные комплексы
можно применять для резки, сварки, термообработки и пробивки отверстий.
Для осуществления лазерной обработки по данной схеме необходимо, чтобы
лазерный луч был перпендикулярен поверхности обрабатываемой детали. Для
этого обычно используют системы портального, двухкоординатного или
смешанного типа. Для изменения пространственной ориентации лазерного
луча в таких системах имеется возможность вращения оптической головки
вокруг вертикальной оси и отклонения ее от вертикального положения. Из-за
возможности перемещения по пяти координатам такие системы стали называть
пяти координатными роботами.
В другой схеме, по которой создают системы для пространственной обработки,
перемещения по всем пяти координатам осуществляются оптической головкой,
при этом деталь при обработке остается неподвижной. Иногда для пространственной обработки осуществляют перемещение сопла объектива по шестой
дополнительной координате. мм. Для достижения высокого качества обработки
расстояние между поверхностью детали и соплом постоянно контролируют с
помощью специального датчика.
15.
Рис. 9.8. Кинематическая схема комплекса16.
Комплекс предназначен для перфорации отверстий и вырезки окон в деталяхсложной конфигурации (жаровых трубах, экранах, изготовленных из
жаропрочных сталей, жаропрочных никелевых сплавов, титановых сплавов и
коррозионно-стойких сплавов, турбинных лопатках и др.).
Кинематическая схема комплекса показана на рис. 9.8. В данной системе с
помощью стола осуществляется перемещение по оси X колонны с
установленным лазером, который может двигаться по оси y. Кроме того, лазер
совместно с оптической головкой может перемещаться по колонне в
направлении оси z. Наряду с этим деталь может вращаться вокруг
собственной оси, а оптическая головка — в двух плоскостях.
Размещение лазера на колонне позволяет не только уменьшить до минимума
длину оптического тракта, но и упростить оптическую систему, что в свою
очередь дает возможность существенно сократить потери мощности.
Преимущества подобных УЛК состоят в следующем:
независимость точности обработки от массы детали; легкий
доступ к зоне обработки; возможность увеличения размера
зоны обработки по координатам X и Y путем введения
дополнительных элементов комплекса.
17.
Системы лазер—робот.Необходимость обеспечения достаточно сложной траектории движения
лазерного луча по нескольким координатам решается путем совмещения
лазерного излучателя с существующими робототехническими системами.
Такой подход прежде всего обусловлен сложностью разработки
специализированных ЛТК, в которые входит большое количество
взаимосвязанных узлов, что требует соблюдения жестких ограничений,
предъявляемых к лазерным комплексам. Себестоимость таких установок
высокая, а надежность — низкая. Именно поэтому при проведении
лазерной обработки по сложной траектории используют уже имеющееся
оборудование.
18.
В зависимости от состава оборудования, входящего в ЛТК, системулазер— робот можно использовать не только как специальную, но и
как широкоуниверсальную. В этом состоят основные преимущества
системы лазер—робот по сравнению с установками, построенными по
другим принципам.
Существенный недостаток специализированного оборудования
заключается в том, что при смене номенклатуры обрабатываемых
деталей или технологического процесса его необходимо практически
полностью заменить. Преимущество УЛК типа лазер—робот
состоит в том, что они могут гибко реагировать на изменения в
производстве: легко переналаживаются и могут выстраиваться в
гибкие производственные системы (ГПС). В условиях, когда
стоимость УЛК остается достаточно высокой, это приобретает
большое значение
19.
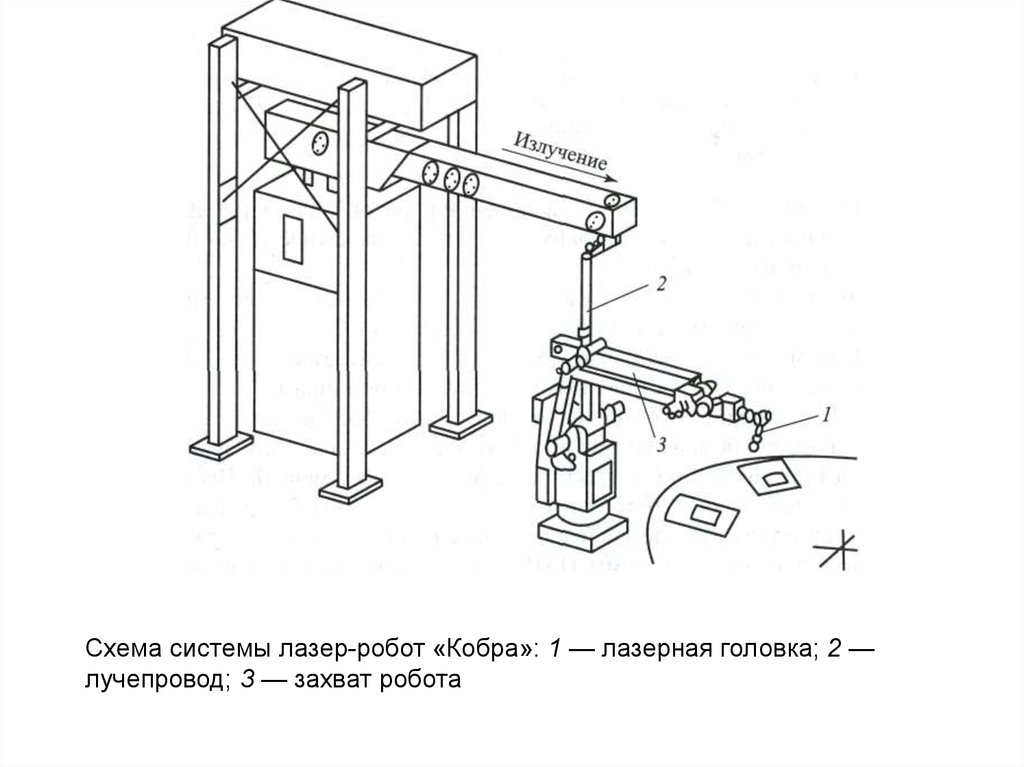
Схема системы лазер-робот «Кобра»: 1 — лазерная головка; 2 —лучепровод; 3 — захват робота
20.
Комбинированные системыВ состав таких систем, кроме лазера, входят другие машины и
инструменты. Наибольшее распространение получили УЛК лазерпресс для резки с револьверным режущим или вырубным прессом
небольшой мощности. Сочетание лазера и пресса в одном комплексе
существенно расширило возможности при каждого из инструментов.
Так, при обработке листовых материалов производительность
повышается.
Тогда как на листоштамповочном прессе только сложный контур высекается за
80 с. Кроме того, при выполнении резки на лазер-прессе время загрузки и
разгрузки сокращается, так как все операции осуществляют на одном станке. По
компоновке такие УЛК относят к двухкоординатным системам, поскольку листы
при обработке перемещаются посредством специальных захватов по двум
координатам.
21.
Эксплуатация такой широкоуниверсальной лазерной ГПС может бытьвысокоэффективной и экономически оправданной:
на крупных предприятиях, изготавливающих трудоемкие изделия в
небольом количестве, самолетостроительных, станкостроительных,
судостроительных заводах, а также заводах, выпускающих громоздкие и
сложные химические аппараты, машины и реакторы;
на предприятиях с крупносерийным производством на стадии освоения
новой техники, например автомобильных и тракторных заводах; наличие
лазерных ГПС может сократить сроки освоения выпуска новой модели
машины до нескольких месяцев (вместо нескольких лет);
при создании специализированных предприятий с учетом максимального
использования возможностей в случае применения лазерной техники; к
таким специализированным предприятиям могут относиться крупные
ремонтные фиры, инженерные центры, выполняющие заказы
предприятий по лазерной обработке деталей, и т. д.