
























 и контризгиб (2)")













 и Бег-о-матик ( не убирающаяся)")




 и с двумя лентами (б) для непрерывной вулканизации транспортерных лент,")

 Промышленность
ПромышленностьПохожие презентации:









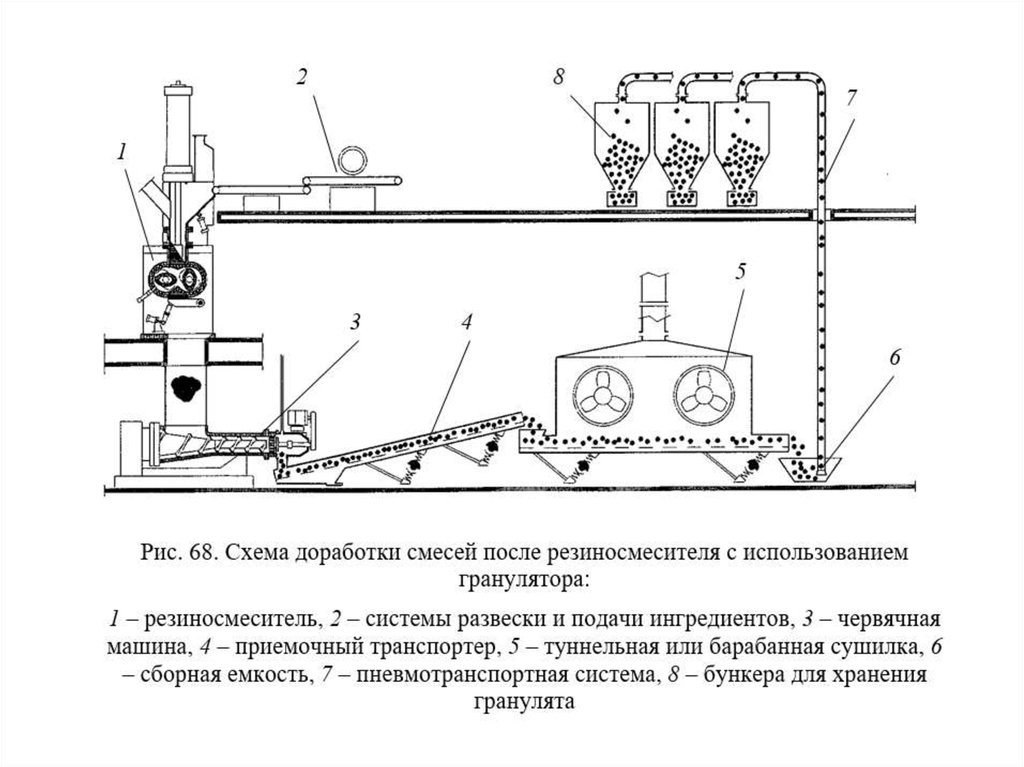
. Лекция №7")
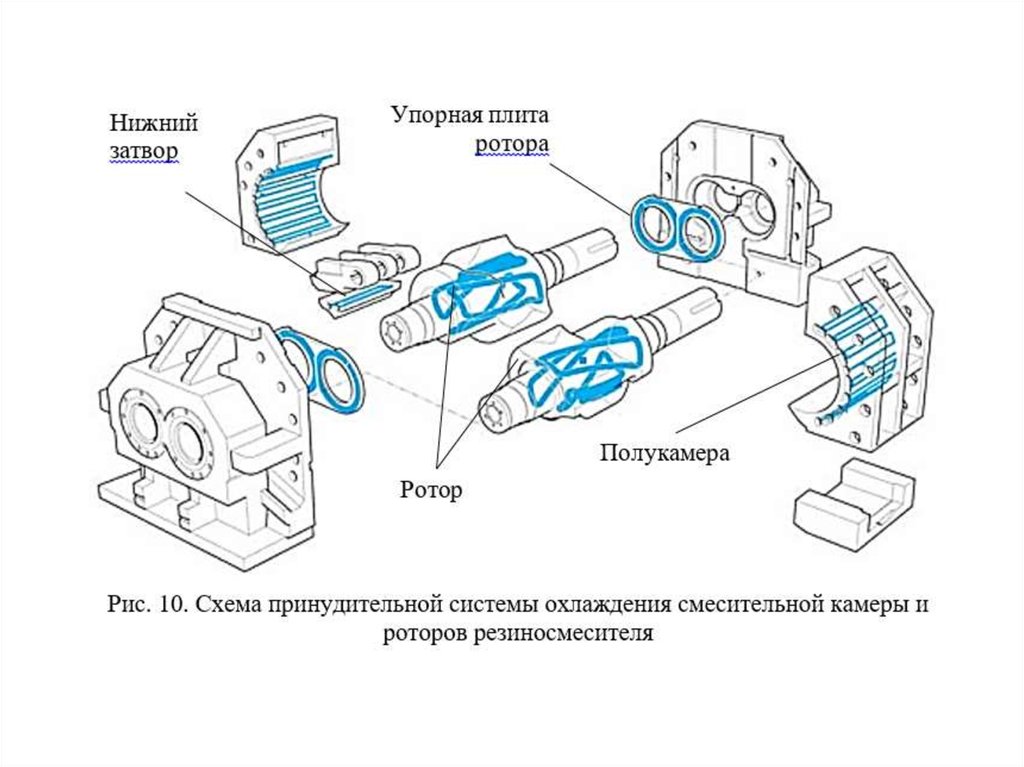
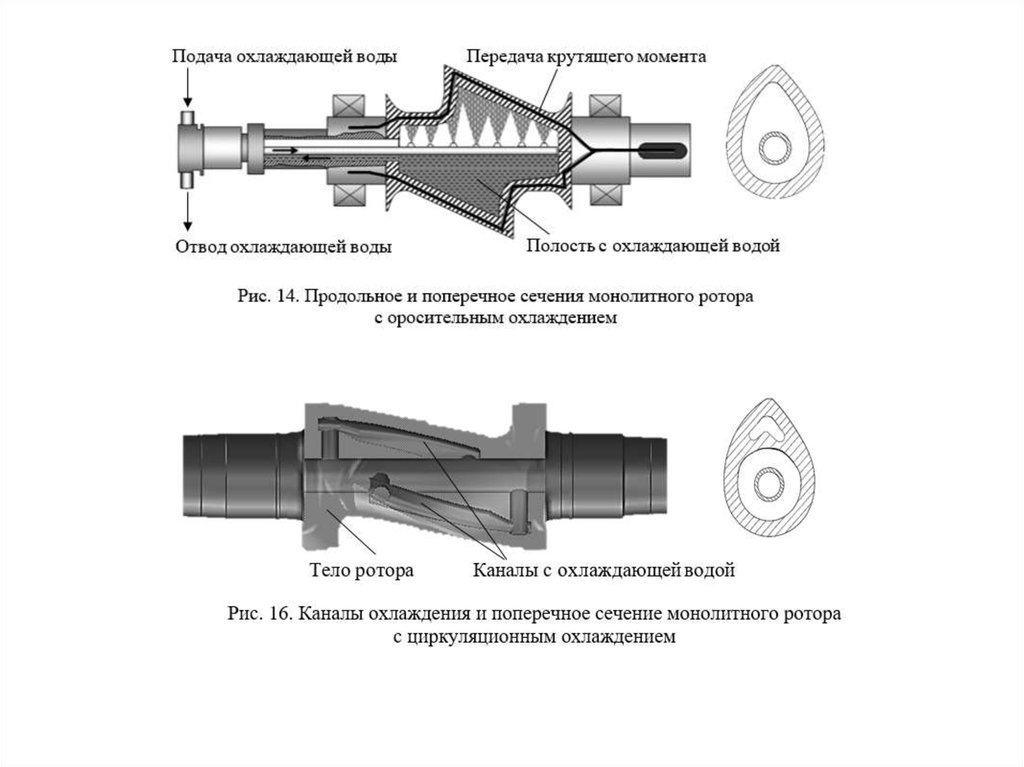
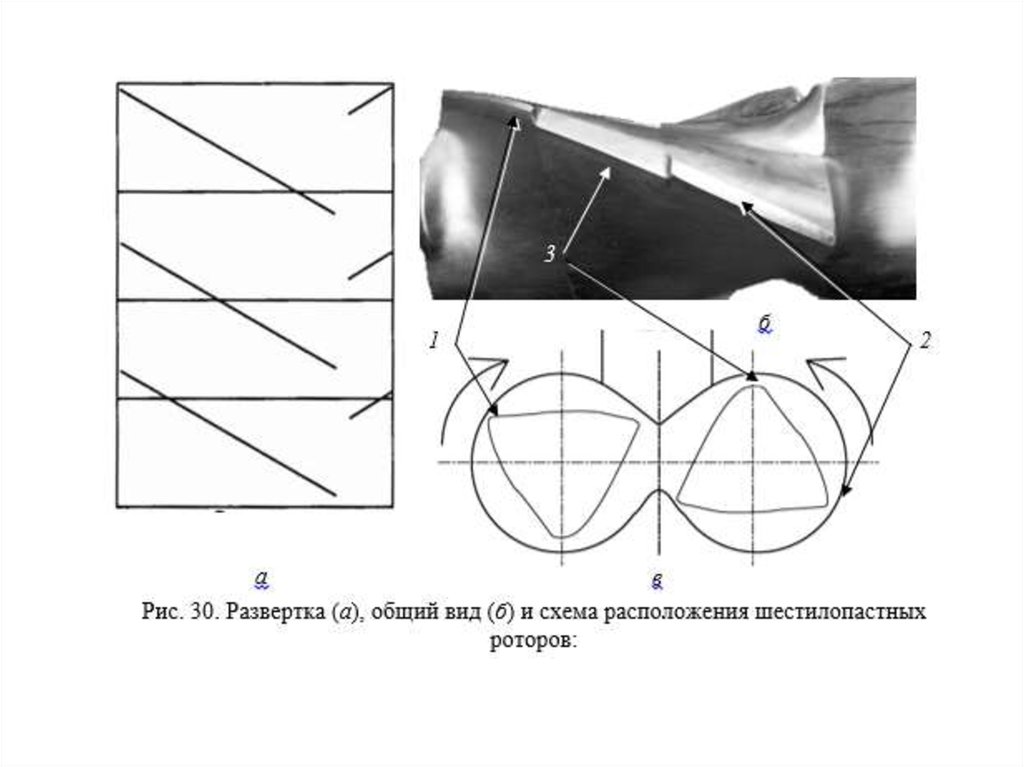
Резиносмешение
1. Резиносмешение
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
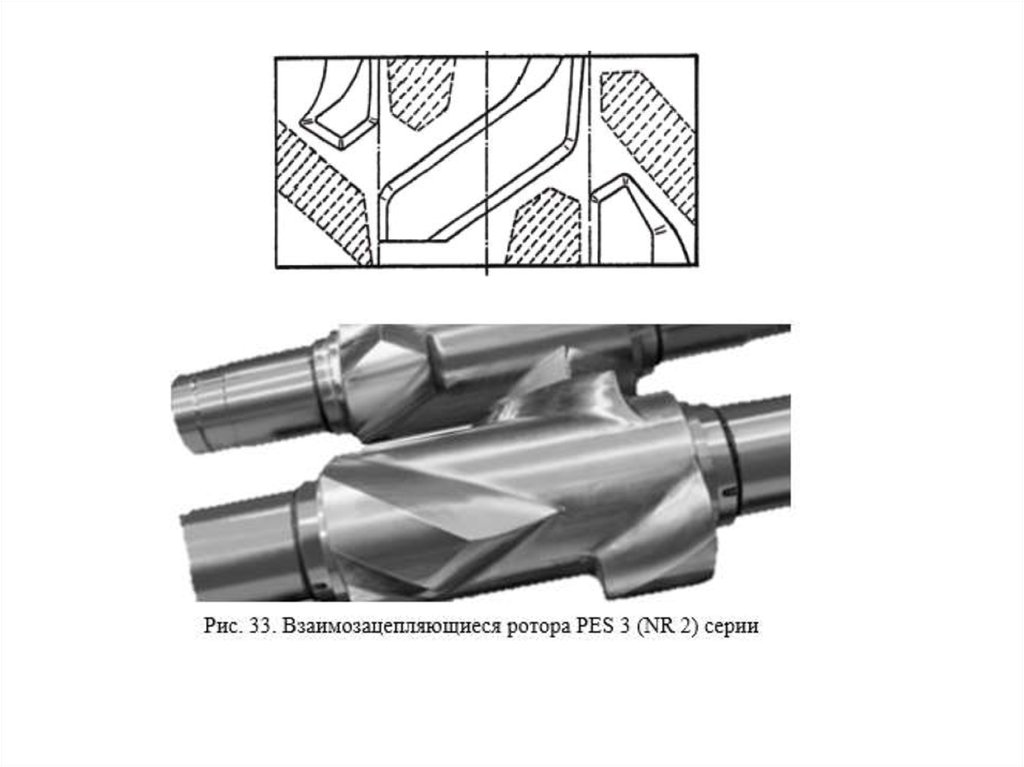
Развертка (а) и 3D-модель (б) тела ротора PES 5 (NR 5) серии16.
17.
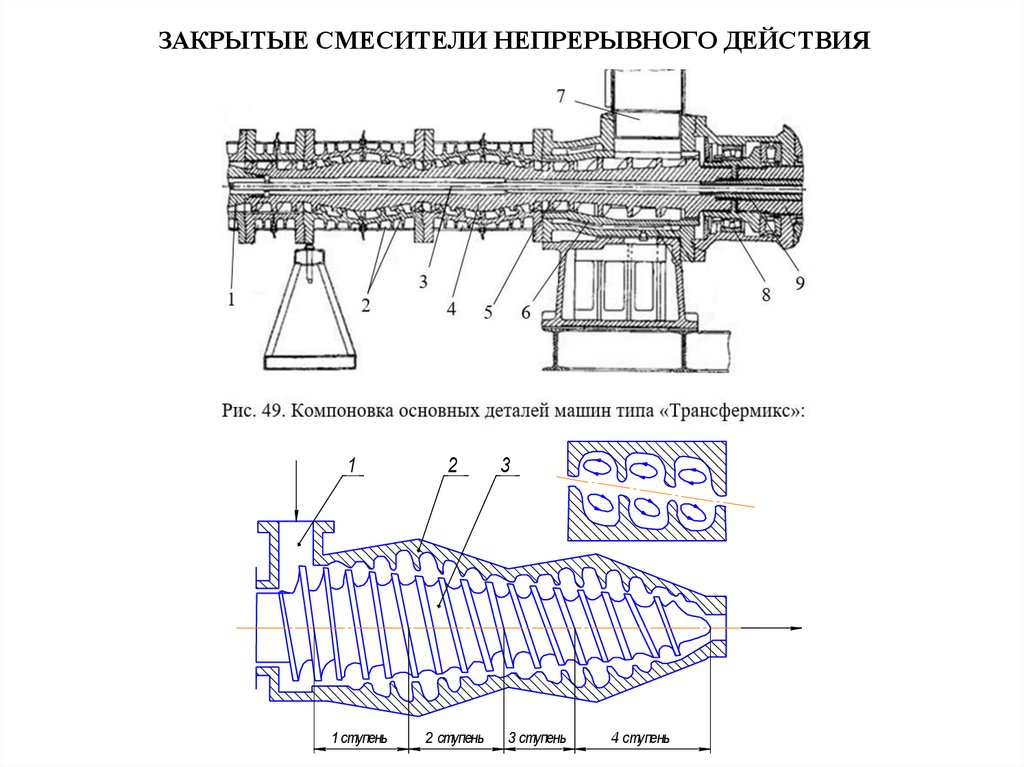
ЗАКРЫТЫЕ СМЕСИТЕЛИ НЕПРЕРЫВНОГО ДЕЙСТВИЯ1
1 ступень
2
2 ступень
3
3 ступень
4 ступень
18.
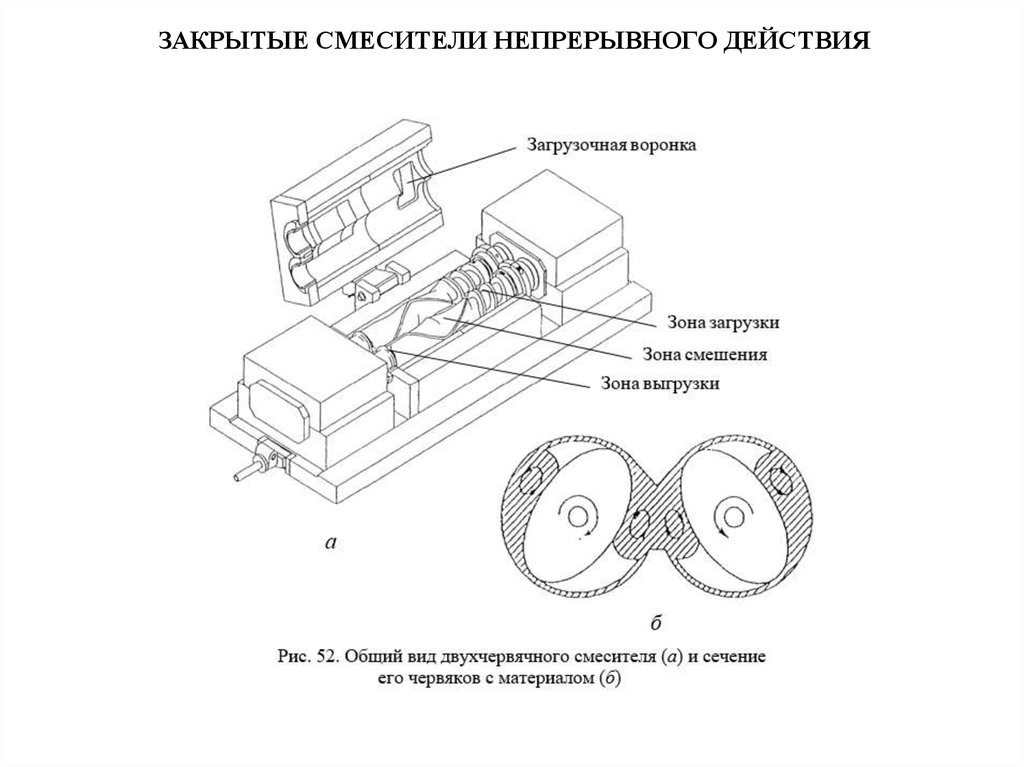
ЗАКРЫТЫЕ СМЕСИТЕЛИ НЕПРЕРЫВНОГО ДЕЙСТВИЯ19.
ЗАКРЫТЫЕ СМЕСИТЕЛИ НЕПРЕРЫВНОГО ДЕЙСТВИЯ20.
ЗАКРЫТЫЕ СМЕСИТЕЛИ НЕПРЕРЫВНОГО ДЕЙСТВИЯ21.
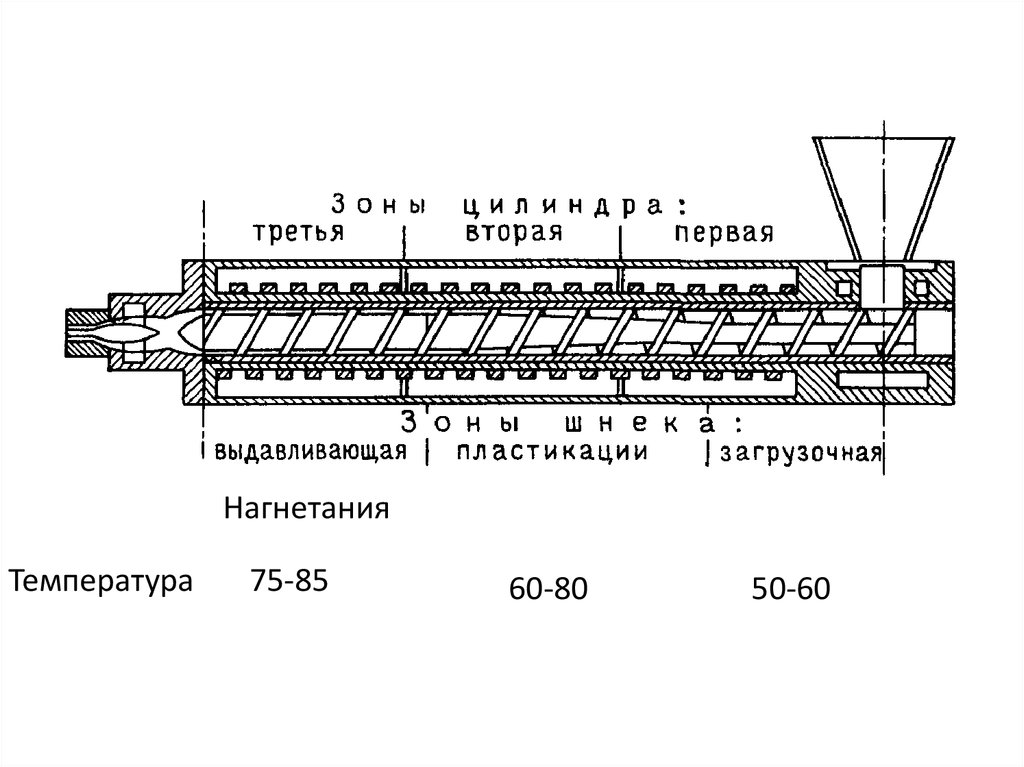
Червячная машина теплого питания (МЧТ)1. червяк;
2. рубашка;
3. рабочая камера;
4. станина;
5. головка;
6. корпус;
7. гильза;
8. корпус.
22.
НагнетанияТемпература
75-85
60-80
50-60
23.
Недостатки:• высокое энергопотребление,
•металлоемкость;
•нерациональное использование производственных площадей;
• высокие трудовые затраты;
•стабильность качества заготовок зависит от умения и
добросовестности вальцовщиков и др.
•НО, высокая производительность !
Например, для разогрева и подачи резиновой смеси в экструдер с
диаметром шнека 250 мм и часовой производительностью 2–2,5 т
при выпуске протекторов используются трое или четверо вальцов с
длиной валков 2100 мм. В результате на экструдер – основную
машину в агрегате - приходится 16,4% суммарной мощности
привода
24.
Червячная машина холодного питания (МЧХ)Достоинства:
устраняются
недостатки
экструдеров теплого питания, обеспечивается
лучшее качество профилированных заготовок;
возрастает производительность.
Недостатки:
чрезвычайно
низкая
производительность при переработке смесей
на основе натурального каучука.
25.
Червячная машина холодного питания с вакуум отсосом (МЧХВ)Имеют вакуумную зону для отсоса газообразных продуктов. Применение
вакуумной зоны позволяет повысить плотность заготовки, снизить ее пористость
и разбухание по выходу из профилирующей головки. Вакуумирование
рекомендуется применять при выпуске тонкостенных заготовок.
26.
Экструдеры штифтового типаДостоинства:
повышается производительность;
появляется возможность эффективно перерабатывать
резиновые смеси с натуральным каучуком и смеси повышенной
вязкости (с новыми марками технического углерода и/или
кремниевой кислотой);
снижение температуры профилей на 10-15 °С;
снижение удельного энергопотребления; компактность
конструкции.
27.
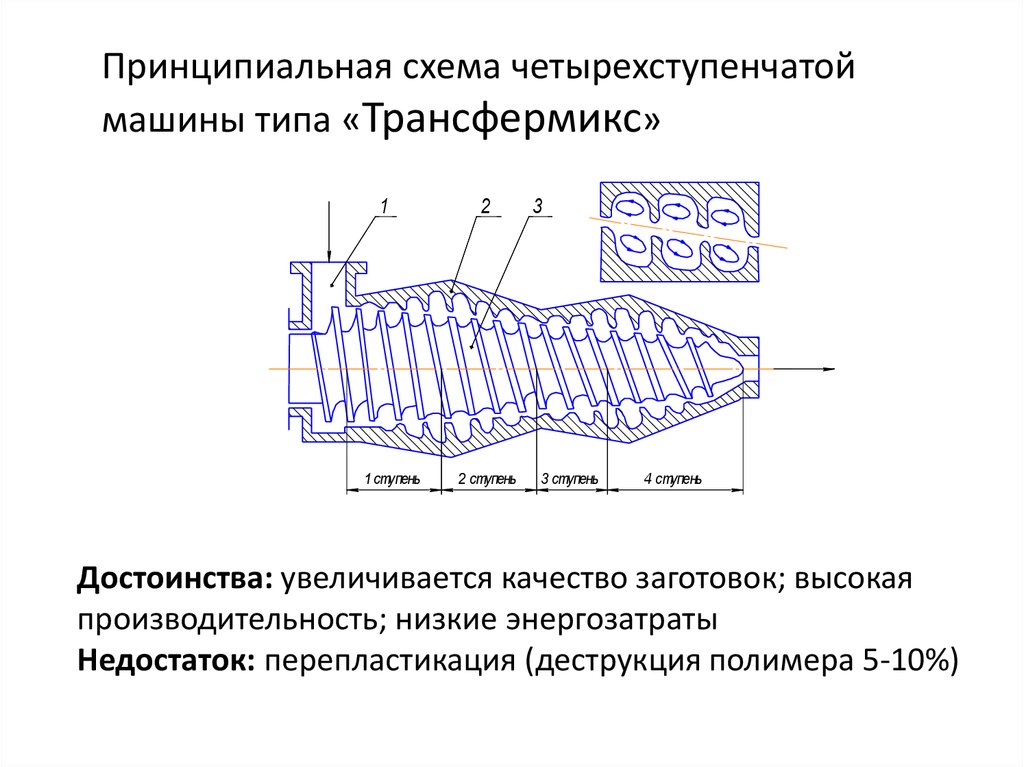
Принципиальная схема четырехступенчатоймашины типа «Трансфермикс»
1
1 ступень
2
2 ступень
3
3 ступень
4 ступень
Достоинства: увеличивается качество заготовок; высокая
производительность; низкие энергозатраты
Недостаток: перепластикация (деструкция полимера 5-10%)
28. Экструдеры типа «Штифтконверт»
13
2
4
6
5
1 – установочное кольцо; 2 – дроссельный элемент; 3 – штифтовые плоскости;
4 –конвертирующая часть; 5 – конвертирующая втулка; 6 – установочное кольцо.
Достоинства: высочайшая производительность; низкие
температуры массы; высокий коэффициент готовности;
компактность; высокая гибкость в применении.
29. Основные параметры деталей
Диаметр червяка
Длина винтовой нарезки
Шаг винтовой рарезки
Глубина винтового канала
Число витков (количество заходов)
Профиль канала
Зазор между червяком и корпусом машины
30. Червяки
31. Головки
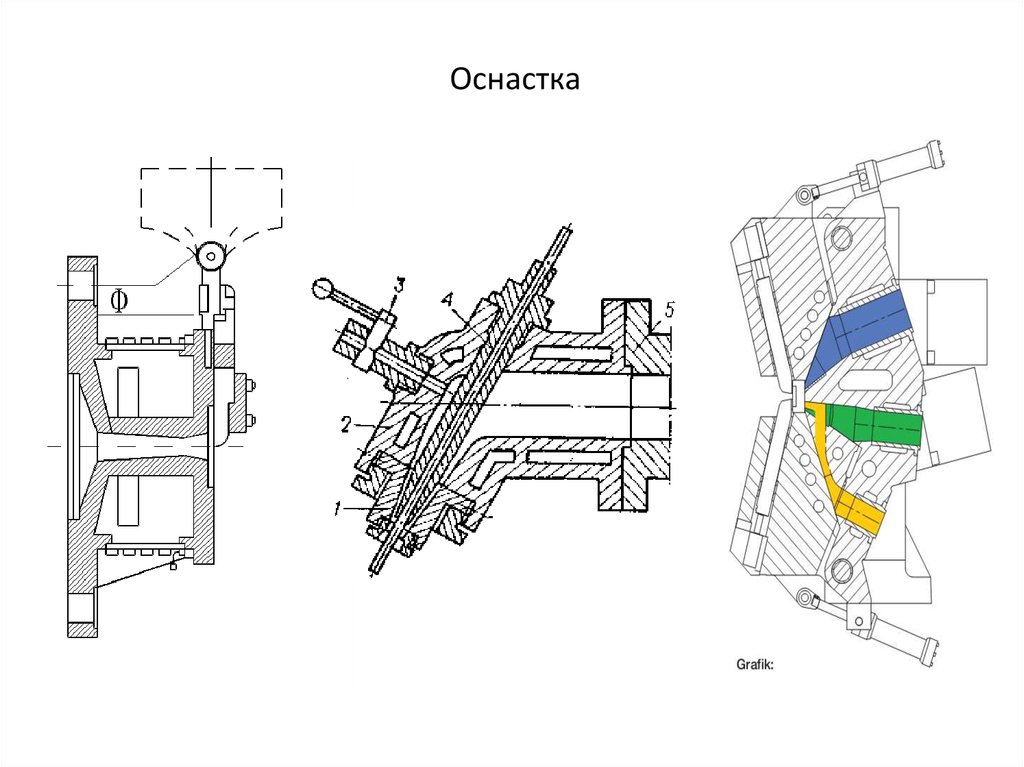
32.
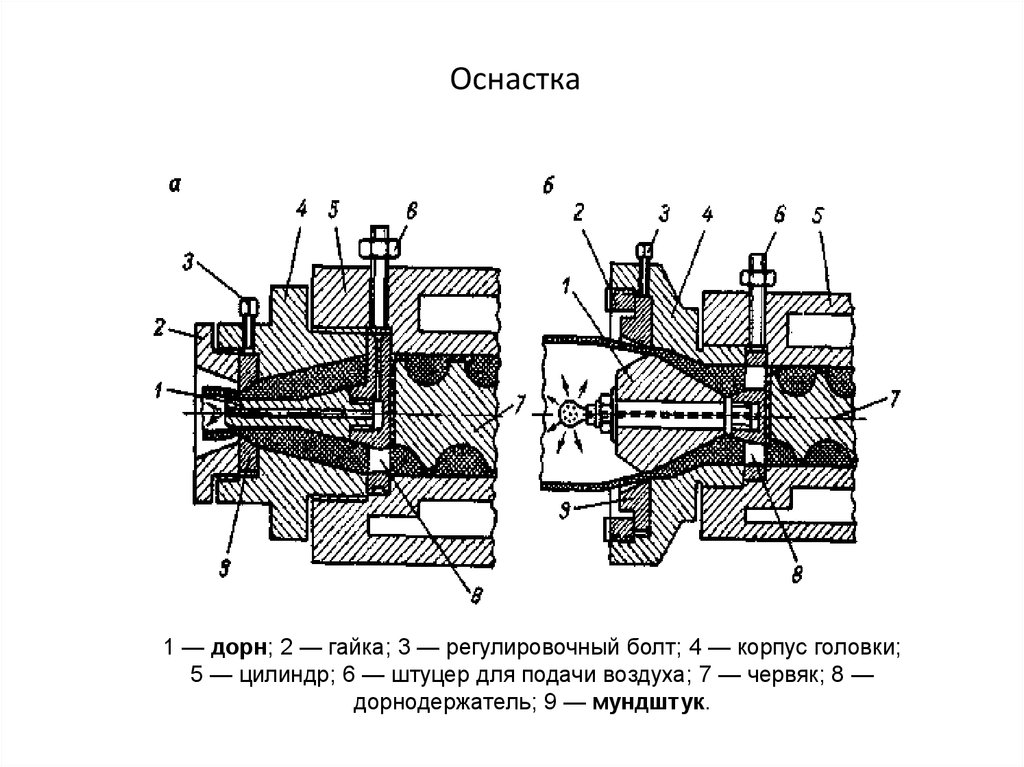
Оснастка33.
Оснастка1 — дорн; 2 — гайка; 3 — регулировочный болт; 4 — корпус головки;
5 — цилиндр; 6 — штуцер для подачи воздуха; 7 — червяк; 8 —
дорнодержатель; 9 — мундштук.
34. Вальцы
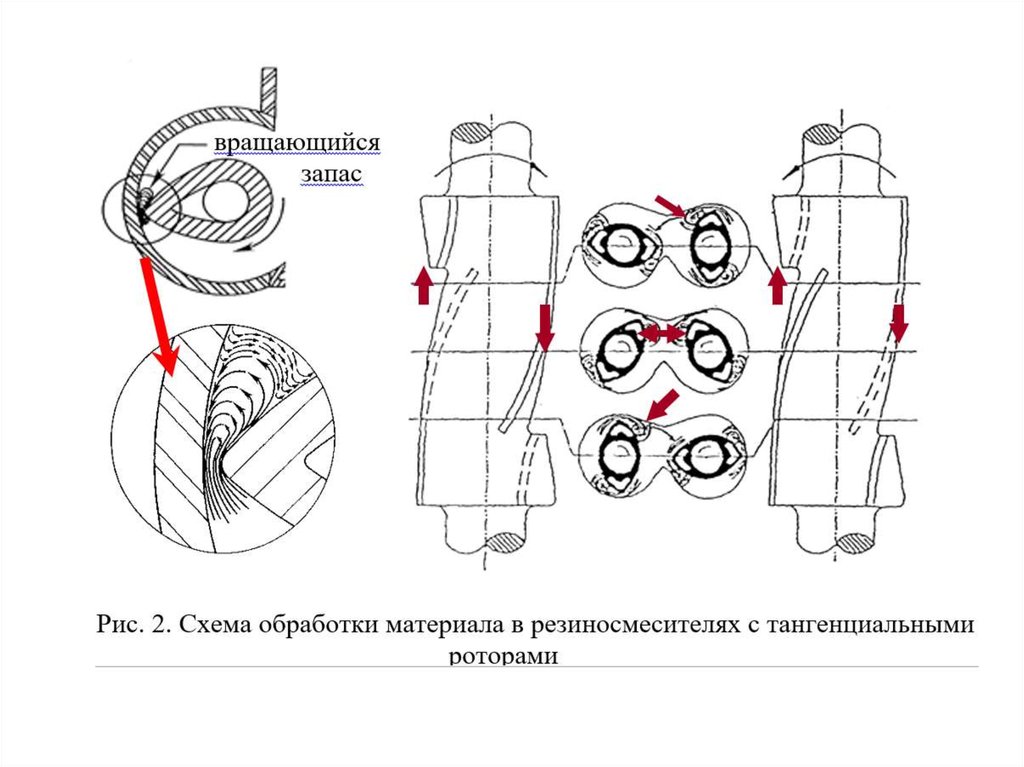
В области АВСD на материал действуют растягивающие, сжимающие, сдвигающие силы, а также он подвергается действиюстатического электричества, возникающего от трения смеси о поверхность валков и повышенных температур. В результате этих
воздействий обрабатываемый материал затягивается в постепенно сужающийся зазор, образованный двумя цилиндрическими
валками. Захват резиновой смеси, загруженной на вальцы происходит лишь при значении угла захвата α1 или α2 равного 30-45°
(центральный угол, образованный линией центров О1О2 и радиус вектором, проведенным из центра вращения валка к крайней
точке соприкосновения резиновой смеси с поверхностью валка т. А или В). За счет сил адгезии и трения материала о
поверхность валков происходит затягивание материала в сужающийся межвалковый зазор DC. На некотором расстоянии от
поверхностей валков есть слои, направление течения которых обратно направлению вращения валков. Эти слои, сталкиваясь,
образуют так называемый вращающийся запас резиновой смеси – турбулентное ядро. В межвалковом зазоре в результате
деформации материала, сил трения и когезионных сил происходит разогрев резиновой смеси. По выходе из межвалкового
зазора резиновая смесь остается, как правило, прилипшей к поверхности переднего валка, так как он имеет меньшую скорость
вращения и более высокую температуру.
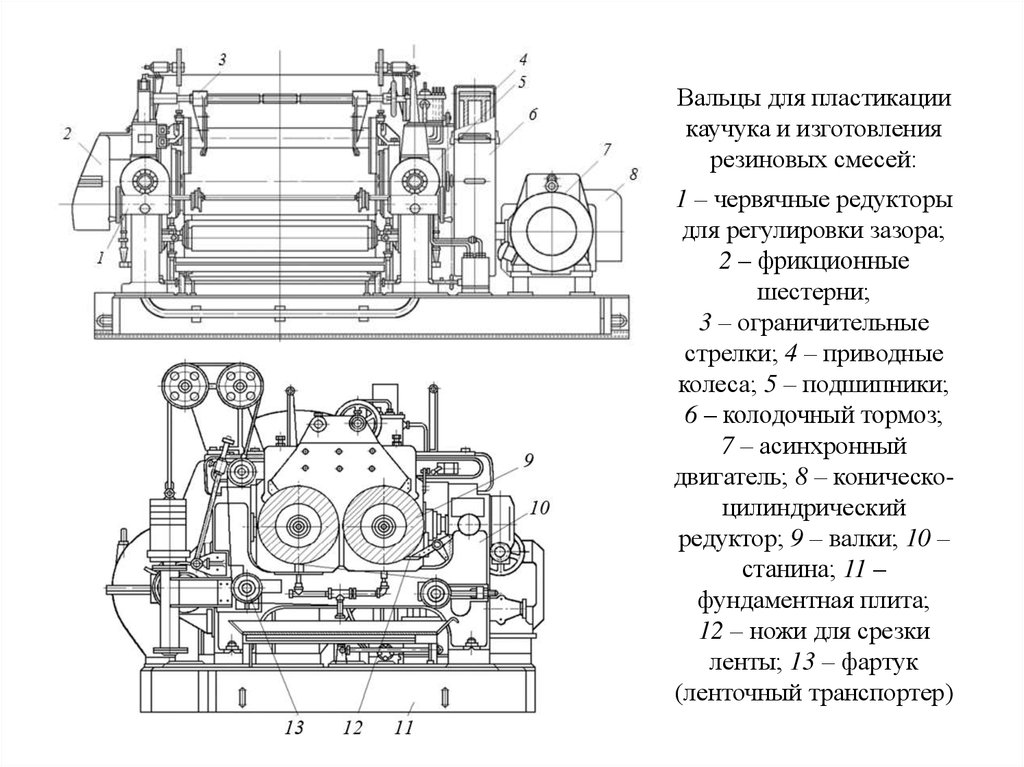
35.
Вальцы для пластикациикаучука и изготовления
резиновых смесей:
1 – червячные редукторы
для регулировки зазора;
2 – фрикционные
шестерни;
3 – ограничительные
стрелки; 4 – приводные
колеса; 5 – подшипники;
6 – колодочный тормоз;
7 – асинхронный
двигатель; 8 – коническоцилиндрический
редуктор; 9 – валки; 10 –
станина; 11 –
фундаментная плита;
12 – ножи для срезки
ленты; 13 – фартук
(ленточный транспортер)
36.
37.
38.
39.
40.
41. Каландр
42. Прогиб валков
43. Компенсация прогиба валков: перекрещивание (1) и контризгиб (2)
(1)(2)
44. Компенсация прогиба валков: бомбировка
45.
Системы охлаждения/обогрева волков46.
47.
Схемы каландрованияСхемы обкладки
48. Методы литья под давлением
• Максимальное давление литья определяется принципом действияинжекционного механизма: достигает
• 300 МПа для плунжерных и трансферных
(вязкость смесей больше 100 усл.ед. Муни)
• 200 МПа для шнек-плунжерных (вязкость
смесей 60-100 усл.ед. Муни)
• 30-40 МПа для шнековых (вязкость смесей
до 80 усл.ед. Муни).
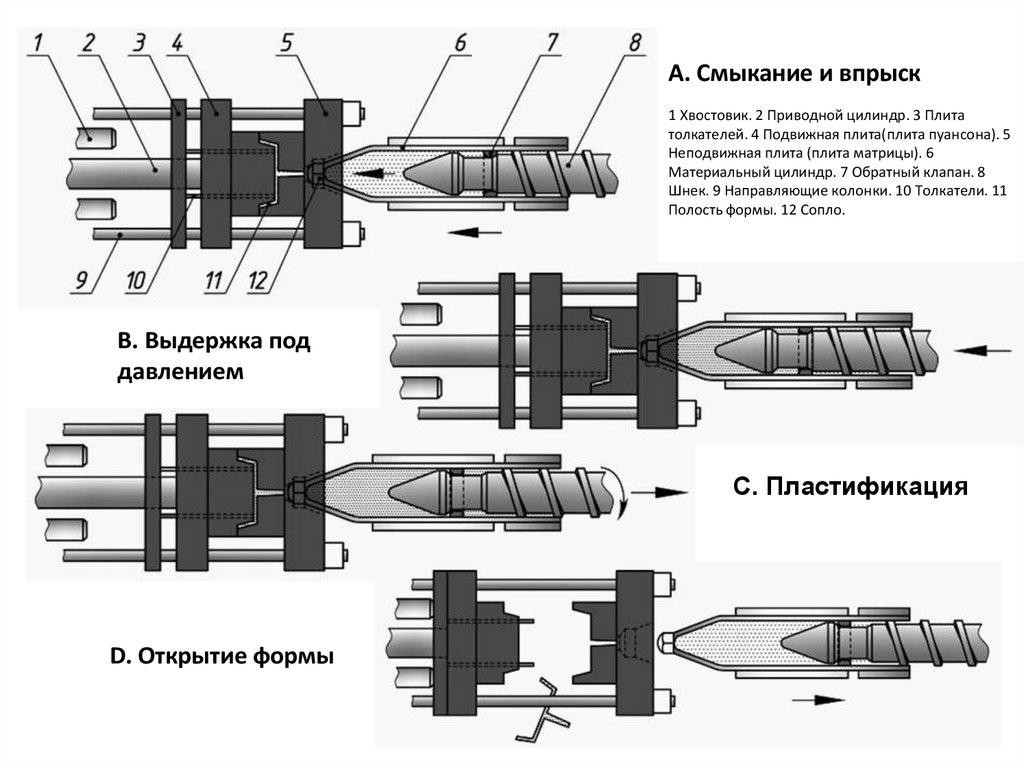
49. Формование со шнек-плунжерным узлом
50.
A. Смыкание и впрыск1 Хвостовик. 2 Приводной цилиндр. 3 Плита
толкателей. 4 Подвижная плита(плита пуансона). 5
Неподвижная плита (плита матрицы). 6
Материальный цилиндр. 7 Обратный клапан. 8
Шнек. 9 Направляющие колонки. 10 Толкатели. 11
Полость формы. 12 Сопло.
B. Выдержка под
давлением
C. Пластификация
D. Открытие формы
51. Плунжерное формование
52. Трансферное формование
53. Компресионно-литьевое формование
54. Коэффициенты теплоотдачи некоторых теплоносителей
Наименование теплоносителяКоэффициент
теплоотдачи,
Вт/м2·К
Насыщенный пар
1200- 17700
Перегретая вода
293 - 560
Горячий воздух
0,12-48
Псевдоожиженные горячим
воздухом твердые частицы
размером 0,05 - 0,9 мм
270 - 765
55. Схема устройства вулканизационного котла
1 – корпус; 2 – байонетный затвор; 3 – крышка;4– труба; 5 – днище; 6 – тележка; 7 – рельсы
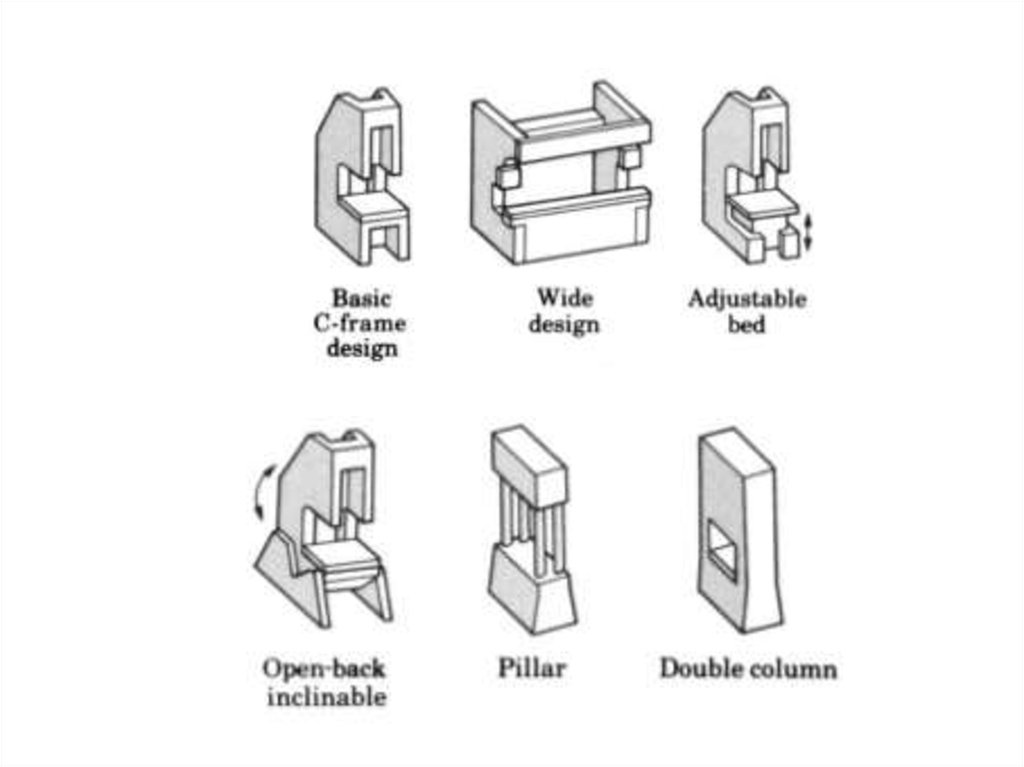
56. Рамный пресс – силовую нагрузку воспринимает рама
Колонный пресс – силовую нагрузкувоспринимают колонны
57.
58.
59. Аутоформ (убирающаяся) и Бег-о-матик ( не убирающаяся)
Отличие пресса от вулканизатора ?60. Схема гидравлического пресса для вулканизации клиновых ремней
1 – шкив; 2– ремни; 3 – промежуточная плита; 4 – верхняянагревательная плита; 5 – рама пресса; 6 – верхняя траверса;
7 – натяжной шкив; 8 – натяжное устройство; 9 – подвижный
стол; 10 – плунжер; 11 – гидравлический цилиндр; 12 –
нижняя нагревательная плита.
61. Схема пресса для вулканизации транспортерных лент
1 – рулон невулканизованной ленты; 2 – зажимныеустройства; 3 – растяжные устройства; 4 – рама пресса;
5 – верхняя траверса; 6, 7 – верхняя и нижняя плиты;
8 – участок ленты; 9 – рулон вулканизованной ленты;
10 – силовые цилиндры
62. Схема автоклав - пресса
1 - корпус; 2 - траверса; 3 - крышка; 4 - штуцер для подачитеплоносителя в варочную камеру; 5 - байонетное кольцо;
6 - тяга; 7 - стол с уравнительным диском; 8 - кольцевое
основание; 9 - трубопровод; 10 - гидравлический цилиндр;
11 - плунжер; 12 - гидравлический сальник
63. Схема туннельного вулканизатора непрерывного действия
1 – камера распределения воздуха; 2, 7 – поворотная и приводнаястанции соответственно 3 – калорифер; 4 – вентилятор;
5 – воздуховод; 6 – кольцевые камеры гашения скорости и
возврата воздуха; 8 – тяговая цепь с формами; 9 – лепестковые
диафрагмы; 10,11 – нижняя и верхняя часть трубчатого туннеля
64. Схемы барабанных вулканизаторов с одной лентой (a) и с двумя лентами (б) для непрерывной вулканизации транспортерных лент,
приводных ремней и других плоскихизделий
1 – обогреваемый барабан; 2,6 – прессующие
барабаны; 3 – изделие; 4 – натяжной барабан;
5,7 – лента; 8 – инфракрасные излучатели
65. Схема вулканизатора карусельного типа
Число форм на карусели определяется по соотношению:где τ1, τ2, τ3 – продолжительность полного рабочего цикла, цикла
вулканизации и цикла перезарядки одной пресс-формы, соответственно