













 Промышленность
ПромышленностьПохожие презентации:










Технология изготовления и организация производства сборки и сварки бункеа
1. ГОСУДАРСТВЕННОЕ АВТОНОМНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ САРАТОВСКОЙ ОБЛАСТИ «ПОВОЛЖСКИЙ КОЛЛЕДЖ ТЕХНОЛОГИЙ И
2. Цели и задачи проекта
Цель:Разработка технологии изготовления и
организации производства сборки и сварки
бункера
Задачи:
Разработка технологического процесса
сборки и сварки бункера
Проектирование сборочно-сварочного
участка
Экономический расчет показателей
производства
Описание охраны труда, окружающей
среды и техники безопасности
3. Описание сварной конструкции
БУНКЕР — ёмкость дляхранения зерна, сыпучих
материалов. Нижняя часть
выполнена с наклонными
стенками для самотёчной
разгрузки зерна.
• Применение бункера для сыпучих материалов позволяет оптимизировать
процесс хранения и разгрузки сырья, сэкономить на использовании
дополнительной тары и строительстве складских помещений.
• Продуманная конструкция позволяет организовывать удобную загрузку и
дозированную выдачу материала, а также оснащать их дополнительным
оборудованием.
4. Схема бункера
Параметры:• Длина-4200мм;
• Ширина-4200мм;
• Высота-2650мм;
• Вес-2337кг;
• Сталь-08пс.
5. Характеристика основного металла
Сталь 08псКласс: конструкционная углеродистая качественная.
Применение: широко используется в промышленности (детали, прокат, сталь.)
Свариваемость: без ограничений
Химический состав в % стали 08пс ГОСТ 1050 – 88
С
Si
Mn
Ni
S
P
Cr
Cu
As
до
до
до
до
до
0,1
0,3
0,08
05-
0.05- 0.35-
до
0.11
0.17
0,3
0.65
0,0,4 0,035
*Плюсы стали в том, что марка 08пс обладает хорошей свариваемостью, для сварочных
операций можно использовать любые существующие технологии.
6. Обоснование методов сборки и сварки
Полуавтоматическая сварка плавящимся электродом в среде защитного газа.Наиболее подходящий современный практичный и экономичный способ, при котором
сваривание происходит благодаря автоматически подающейся в зону сварки электродной
проволоки с одновременной подачей в ту же зону защитного газа.
Суть полуавтоматической сварки
заключается в том что:
- дуга горит между изделием и
электродной проволокой;
- сварочная проволока подается в
зону сварки автоматически;
- сварочная ванна в целом
защищена активным инертным
газом от воздействия окружающего
воздуха;
- подача проволоки производится
автоматически;
-высокая продуктивность
- простота механизации и
автоматизации;
- возможность сварки во всех
пространственных положениях.
7. Основные параметры режима сварки
Режим полуавтоматической сварки.Толщина
Зазор,
Число
Диаметр
Сила
Напря-
Скорост
металла,
мм
проходо
проволо
сварочн
жение
ь сварки, электрод
в
ки, мм
ого тока,
сварки,
А
В
мм
Вылет
Расход
газа,
м/ч
а, мм
л/мин
0,5-1
0-1
1
0,5-0,9
30-80
16-18
25-50
8-10
6-7
1,5-2
0-1
1
1,0-1,2
80-150
18-23
25-45
10-13
7-9
3
0-1,5
1
1,2-1,4
150-200
23-25
25-40
12-15
8-11
3-4
0-1,5
2
1,2-1,6
180-250
25-32
25-75
12-30
8-15
6
0,5-2
2
1,2-2,0
200-420
25-36
25-60
12-30
10-16
9-10
0,5-2
2
1,2-2,5
300-450
28-38
20-50
12-35
12-16
12-20
1-3
2
1,2-2,5
380-550
33-42
15-30
12-25
12-16
Выбрав полуавтоматический способ сварки при толщине металла –
следующие параметры сварки:
Зазор – 1.5мм.
Число проходов – 1.
Диаметр проволоки – 1.2.
Сила тока – 180А.
Напряжение – 25В.
Скорость сварки – 25м/ч.
Вылет электрода – 12мм.
Расход газа – 8л/мин.
4мм, принимаем
8. Выбор сварочного оборудования
Так как мною выбран полуавтоматический способ сварки в среде СО2диапазон тока 180-250А то в качестве источника питания сварочной дуги
можно принять полуавтомат ELMATECH-MIG 330. Мощный компактный
сварочный аппарат для промышленности. Для сварки нержавеющей стали,
алюминия, низко и высоколегированной стали, а так же для ручной сварки
задач
в
области
машиностроения,
автомобильной промышленности.
строительства
газопровода
и
9. Контроль качества
Контроль качества играет немаловажную роль в сварочном производстве.В нашей технологии применяется Визуально измерительный контроль-100%
При контроле выявляют соответствие объекта контроля
установленным
требованиям НТД (нормативно-технической документации).
Технический контроль проводится в соответствии с технической документацией и
организуется по правилам, установленным стандартом предприятия.
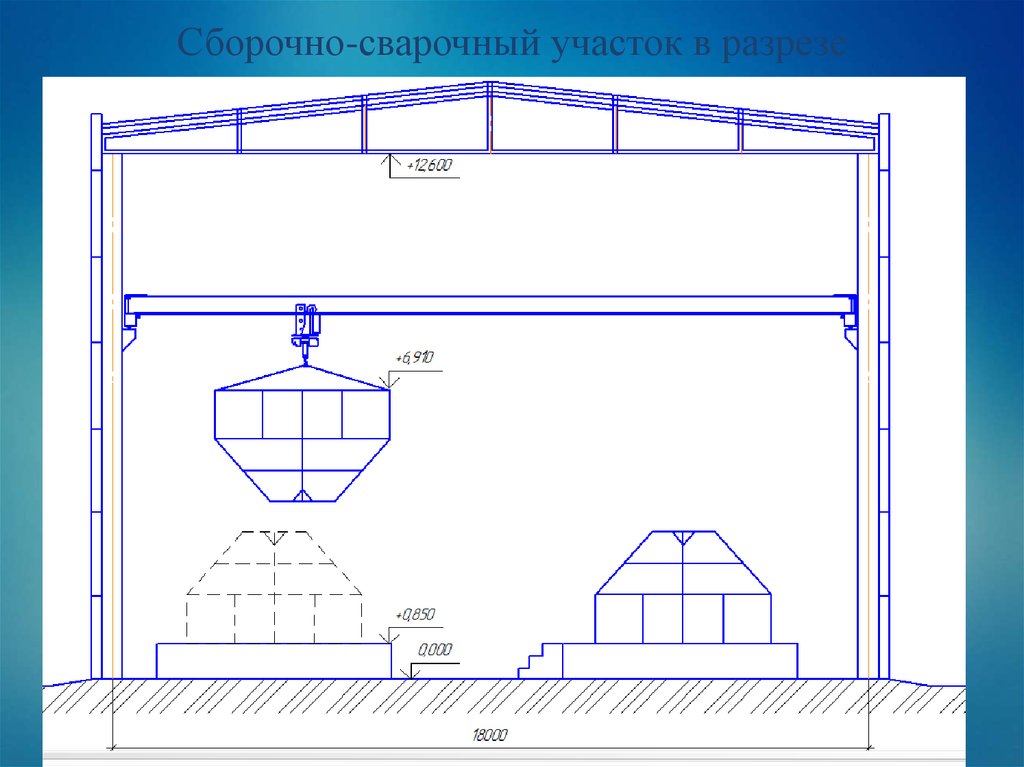
10. Планирование сборочно-сварочного участка
Проектирование сборочно-сварочных участков (цехов) должно удовлетворять общим требованиям,предъявляемым к машиностроительным предприятиям.
Технологический процесс осуществляется следующим образом:
- Металл и арматура поступает на место складирования
- На участке заготовки металл размечается и раскраивается согласно размерам чертежа
- На участке сборки и сварки свариваются в одно целое части бункера
- На участке контроля качества проверяется качество сварных швов
- Готовые изделия после контроля отправляются на места складирования
11.
Сборочно-сварочный участок в разрезе12. Экономические показатели производства
Трудоемкость выполняемых работ в часах составляет – 1472,3 (чел/ч).Эффективный фонд времени одного рабочего – 1444 ч.
Количество работающих на участке: основных рабочих – 2 человека;
вспомогательных рабочих – 1человека; ИТР, служащих, МОП –1человек.
Среднемесячная заработная плата 1 рабочего –30 тыс. руб.
Штучное время изготовления конструкции составляет 441,69 мин=7,36 ч.
Себестоимость изготовления бункера составляет 95 тыс. руб.
13. Требования охраны труда
o К самостоятельной работе по выполнению сварочных работ допускаются работникине моложе 18 лет прошедшие медицинский осмотр, обучение и проверку знаний по
данной профессии и по безопасности труда с присвоением II группы по
электробезопасности и получившие соответствующее удостоверение.
o Электросварщик обязан знать в необходимом для него объеме и соблюдать правила
пожарной безопасности и правила техники безопасности при эксплуатации
электроустановок потребителей.
o Выполнять только ту работу, которая определена нарядом-допуском, инструкцией.
o Соблюдать требования внутреннего трудового распорядка.
o Грамотно применять средства индивидуальной и коллективной защиты.
o Использовать только исправный инструмент и оборудование прошедшее проверку.
o На каждом сварочном посту должны находиться средства пожаротушения.
o Соблюдать общие требования охраны труда и техники пожаро-взрывобезопасности.
o Электросварщик обязан содержать свое рабочее место в чистоте, а инструмент и
оборудование - в исправном состоянии в отведенном для этого месте.
14. Охрана окружающей среды
Защита окружающей среды – это комплексная проблема, требующая усилий специалистовмногих специальностей. Наиболее эффективной формой защиты окружающей среды от
вредного воздействия выбросов промышленных предприятий является полный переход к
безотходным и малоотходным технологиям.
Важным направлением экологизации промышленного производства следует считать:
совершенствование технологических процессов и разработку нового оборудования с
меньшим уровнем выбросов, примесей и отходов в окружающую среду; экологическую
экспертизу всех видов производства и промышленной продукции; замену токсичных
отходов на нетоксичные; широкое применение дополнительных методов и средств защиты.