
























")





























")
")
")













")
")
")







")


















 Промышленность
ПромышленностьПохожие презентации:










Защита от коррозии. Инспектирование. Дефекты
1. Защита от коррозии
Jotun CoatingsЗащита от коррозии
Содержание:
Инспектирование
Дефекты
Level 1 / Module 1.05 Basic 3
Slide 1 of 123
2. Инспектирование и контроль
Jotun CoatingsИнспектирование и контроль
Задачи:
Понимать основные
функции инспектора и
знать его основной
инструмент
Level 1 / Module 1.05 Basic 3
Slide 2 of 123
3.
Jotun CoatingsЗадачи инспектора по покраске
• Убедиться, что выполняются все
• требования спецификации
• Удостоверить качество работ,
• выполняемых исполнителем.
• Подготовить письменный отчет
- Подтверждение приемки
- Нарушения технологии
Level 1 / Module 1.05 Basic 3
Slide 3 of 123
4. Работа инспектора включает:
Jotun CoatingsРабота инспектора включает:
• Понимание спецификации и
возможность ее интерпретации
Понимание объекта инспекции
Контроль всех окрашиваемых
конструкций
Убедиться, что выполняются все требования
Письменная документация инспекции
В случае нарушения технологии- письменный
отчет
Level 1 / Module 1.05 Basic 3
Slide 4 of 123
5. Что должно инспектироваться ?
Jotun CoatingsЧто должно инспектироваться ?
Если требуется, следующие этапы
Работ должны инспектироваться
Грунтование стали
Предварительная обработка
Очистка и подготовка поверхности
Окраска
Сушка покрытия и его толщина.
Level 1 / Module 1.05 Basic 3
Slide 5 of 123
6. Предварительная обработка стали
Jotun CoatingsПредварительная обработка стали
Должно проверяться следующее
Скругление острых кромок.
Зачистка грубых сварных швов.
Удаление/ зачистка сварочных брызг.
Трещины и поры.
Дефекты поверхности. Расслоения и
т.п.
ISO 12944 - 3 , или ISO 8501 - 3
Level 1 / Module 1.05 Basic 3
Slide 6 of 123
7. Контроль подготовки и чистоты поверхности перед покраской
Jotun CoatingsКонтроль подготовки и чистоты поверхности
перед покраской
При необходимости должно проверяться
Чистота (соль, масло, жир, пыль)
Оценка начального состояния (степень
ржавления)
Подготовка поверхности (очистка)
Чистота подготовленной поверхности
(соль, масло, жир, пыль)
Климатические условия
(Температура, влажность.)
Level 1 / Module 1.05 Basic 3
Slide 7 of 123
8. Масло и жир
Jotun CoatingsМасло и жир
Level 1 / Module 1.05 Basic 3
Slide 8 of 123
9. Контроль во время нанесения краски
Jotun CoatingsКонтроль во время нанесения краски
Следующее должно проверяться, тестироваться:
Наименование краски и batch no.
Правильность смешивания компонентов
Правильность применения растворителя
Контроль толщины мокрого слоя (WFT)
Соответствие фактического количества слоев
спецификации
Чистота между слоями (соль, масло, жир, пыль.)
Время сушки/срок перекрытия
Контроль оборудования: Давление, сопло.
Климатические условия (Вентиляция, температура
воздуха и стали, относительная влажность)
Level 1 / Module 1.05 Basic 3
Slide 9 of 123
10. Контроль после нанесения
Jotun CoatingsКонтроль после нанесения
После окраски необходимо проверять
Климатические условия
(вентиляция, температура,
влажность)
Сушка/полимеризация
Сухая пленка (DFT)
Адгезия
Сплошность (если необходимо)
Level 1 / Module 1.05 Basic 3
Slide 10 of 123
11. Оборудование инспектора
Jotun CoatingsОборудование инспектора
Level 1 / Module 1.05 Basic 3
Slide 11 of 123
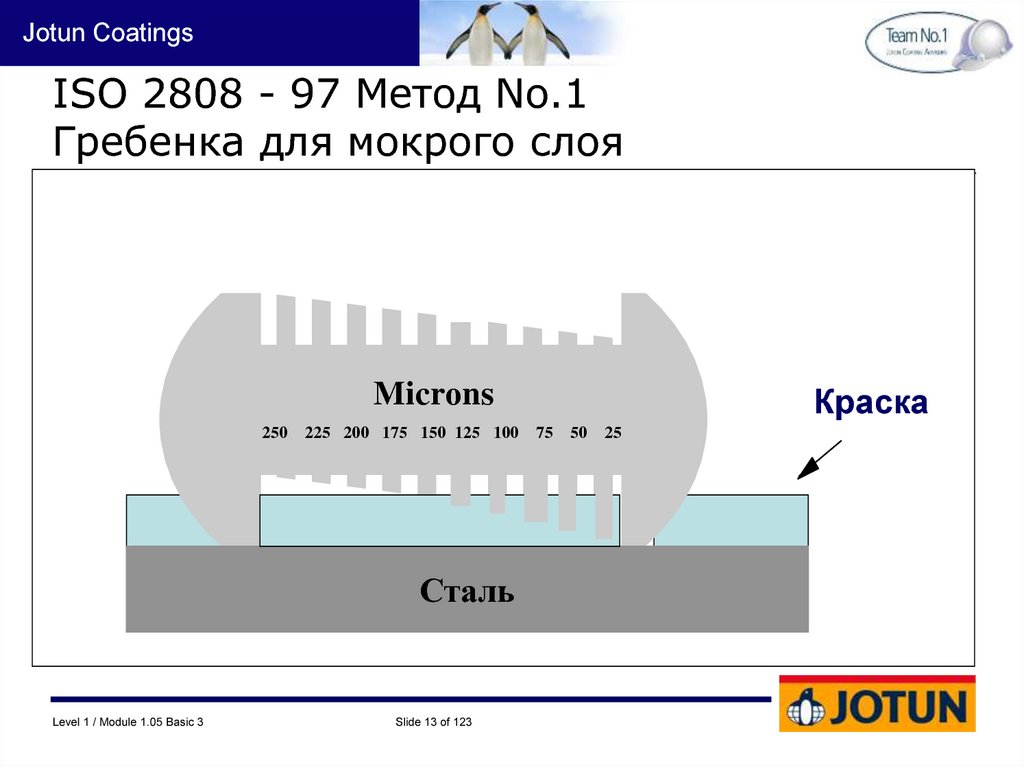
12. ISO 2808 Гребенка для мокрого слоя
Jotun CoatingsISO 2808
Гребенка для мокрого слоя
• Контроль толщины пленки
• Здесь: 25 микрон между зубцами
0459-21
4932-81
Level 1 / Module 1.05 Basic 3
Slide 12 of 123
13.
Jotun CoatingsISO 2808 - 97 Метод No.1
Гребенка для мокрого слоя
Microns
250
225 200 175 150 125 100
Сталь
Level 1 / Module 1.05 Basic 3
Slide 13 of 123
Краска
75
50
25
14. Магнитный и электромагнитный толщиномер
Jotun CoatingsМагнитный и электромагнитный толщиномер
• ISO 2808
• Контроль сухой пленки
• Калибровка нуля и толщины
должна проводиться на
гладкой пластинке
• Периодически проверять на
калибровочной пластинке
• Пластиковая фольга быстро
снашивается. Регулярно
обновлять.
• Некоторые модели- со
встроенной памятью.
Level 1 / Module 1.05 Basic 3
Slide 14 of 123
Tørrfilm målere Elektr.
Magn.
15. Оборудование инспектора: зеркало и фонарик
Jotun CoatingsОборудование инспектора: зеркало и фонарик
• Визуальная инспекция
• Важные инструменты
для контроля
труднодоступных мест
Jan, speil, lykt
Level 1 / Module 1.05 Basic 3
Slide 15 of 123
16. Шероховатость поверхности по ISO 8503
Jotun CoatingsШероховатость поверхности по ISO 8503
• Приведенный пример
компаратора: Clemco
• Компаратор состоит из 4
сегментов.
• Данный компаратор - grit
• Также имеется- shot
• Служит для проверки
соответствия
шероховатости
требованиям
спецификации
Level 1 / Module 1.05 Basic 3
Slide 16 of 123
Clemco
Compartor
17. Контактный термометр
Jotun CoatingsКонтактный термометр
• Электронный
инструмент для
контроля температуры
стали
• Температура стали
должна быть min. на 3oC
выше точки росы
• Возможны другие типы
термометров, например,
магнитные
Level 1 / Module 1.05 Basic 3
Slide 17 of 123
Steel temperature
18. Измерение относительной влажности
Jotun CoatingsИзмерение относительной влажности
• ISO 8502 - 4
• Пращевой гигрометр для
контроля:
- Температуры сухого и
мокрого термометров
• Контроль температуры
вблизи подложки
• Вычисление относительной
влажности
• Используется вместе с
калькулятором точки росы
Level 1 / Module 1.05 Basic 3
Slide 18 of 123
19. Калькулятор точки росы
Jotun CoatingsКалькулятор точки росы
• ISO 8502 - 4
• Для определения точки росы
• Используется вместе с
контактным термометром и
пращевым гигрометром.
• Применяется во время
подготовки поверхности,
окраски и сушки.
• Частота замеров: Каждые 6
часов, а также при
переменчивых погодных
условиях
Level 1 / Module 1.05 Basic 3
Slide 19 of 123
20. ISO 8502 - 4 Оценка вероятности конденсации
Jotun CoatingsISO 8502 - 4
Оценка вероятности конденсации
• Холодная вода внутри танка и теплый воздух снаружи
вызывают конденсацию
• Места приварки набора дольше удерживают холод
B-24/2-4
4847-693
Level 1 / Module 1.05 Basic 3
Slide 20 of 123
21. Почему важен контроль температуры и влажности
Jotun CoatingsПочему важен контроль температуры и влажности
Конденсация снаружи полного
танка
Конденсация и ночные
заморозки. Набор проводит
тепло и холод снаружи обшивки
сохраняется дольше
Level 1 / Module 1.05 Basic 3
Slide 21 of 123
22. Низковольтный детектор пор
Jotun CoatingsНизковольтный детектор пор
• ASTM G-62 -85, метод A
• Фото: низковольтный детектор
• Определяет поры, пустоты,
металлические включения в
слое краски с толщиной до 250
мкм
• Неразрушающий контроль
• Указывает только дефекты до
металла
• Губка должна быть увлажнена
• Избегать чрезмерного
увлажнения
Level 1 / Module 1.05 Basic 3
Slide 22 of 123
L.V. pore test
23. Высоковольтный детектор пор
Jotun CoatingsВысоковольтный детектор пор
• ASTM G-62-85, метод B
• Фото: высоковольтный детектор
• Разрушающий метод определения
пор, пустот, мест с недостаточной
толщиной
• Прибор настраивается в
соответствии с толщиной
покрытия
• При обнаружении дефекта дает
световой и звуковой сигналы
• DFT
Level 1 / Module 1.05 Basic 3
Slide 23 of 123
Brunner H.V.P.D
Bruker.
24. Определение солей - Bresle Test
Jotun CoatingsОпределение солей - Bresle Test
• ISO 8502 - 6
(титрование)
• ISO 8502 - 9
(проводимость)
• Оборудование для
контроля солей
• Bresle method
Bresle sett
Level 1 / Module 1.05 Basic 3
Slide 24 of 123
25. Как определить количество солей на поверхности
Jotun CoatingsКак определить количество солей на
поверхности
Соли удаляются водой высокого
давления
Поверхность очищена под
давлением 2000 bar
Соли определяются по методу
Bresle
Растворите соли внутри рамки
пластыря
Измерьте проводимость
раствора
Pre-treatment: Wj_saltlevel1
Level 1 / Module 1.05 Basic 3
Slide 25 of 123
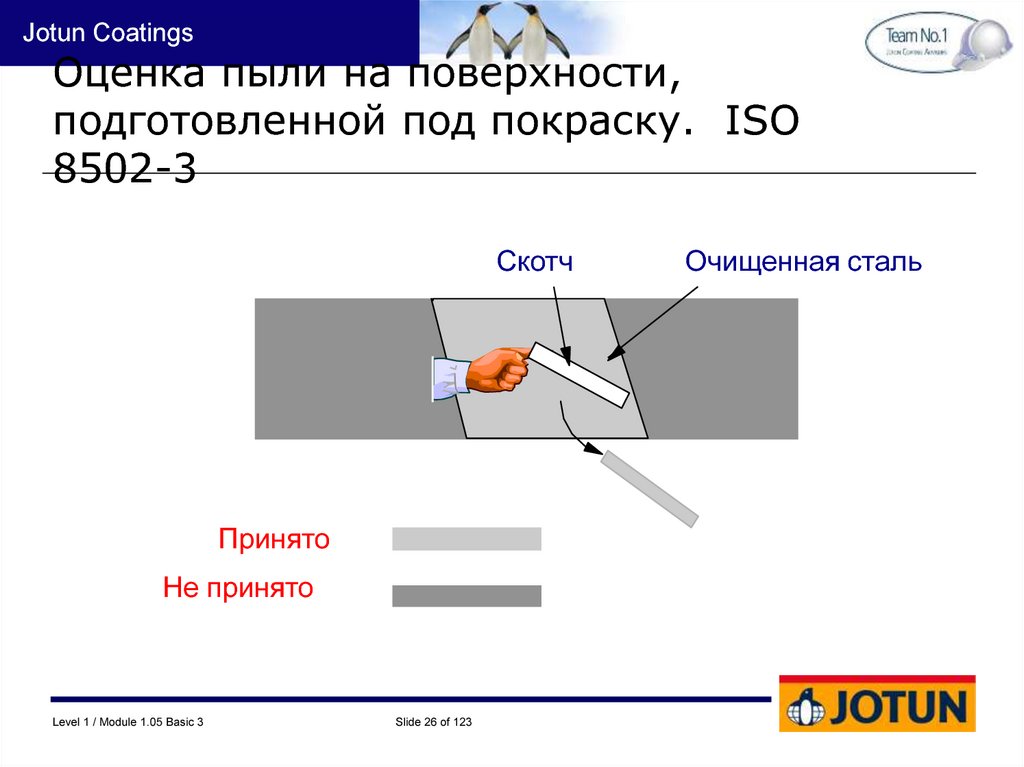
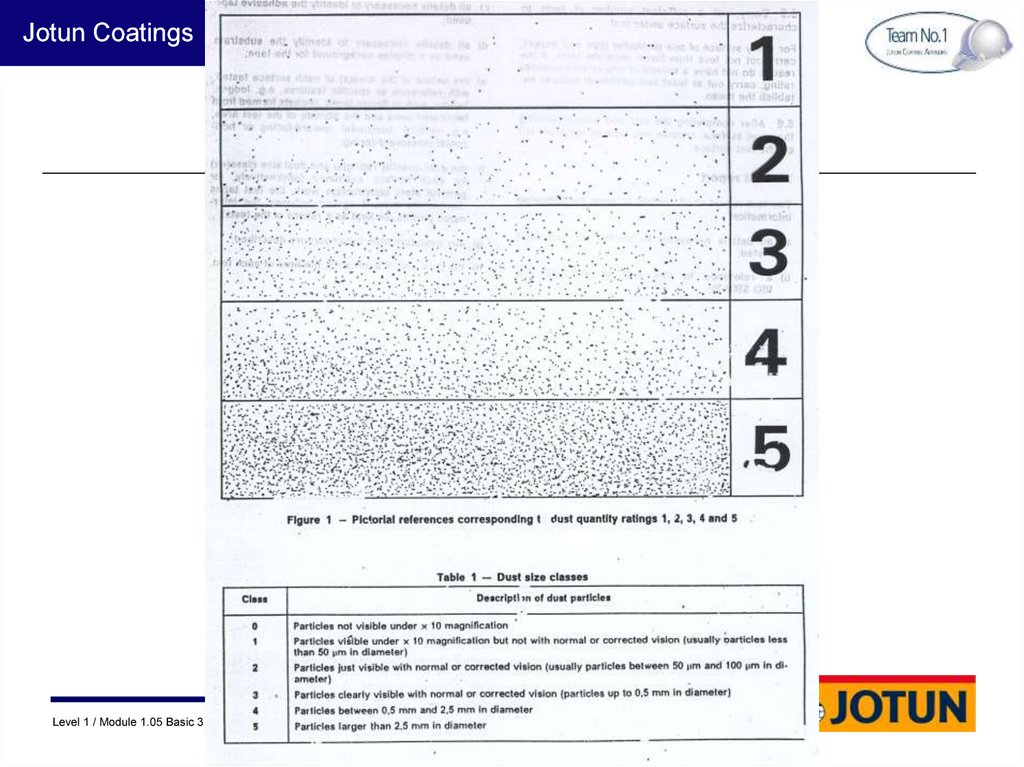
26.
Jotun CoatingsОценка пыли на поверхности,
подготовленной под покраску. ISO
8502-3
Скотч
Принято
Не принято
Level 1 / Module 1.05 Basic 3
Slide 26 of 123
Очищенная сталь
27.
Jotun CoatingsLevel 1 / Module 1.05 Basic 3
Slide 27 of 123
28. Использование “PIG” на корпусе судна
Jotun CoatingsИспользование “PIG” на корпусе судна
• PIG = Paint Inspection
Gauge
• Разрушающий метод
• Можно определить
количество слоев
• Можно измерить
толщину каждого
слоя
Level 1 / Module 1.05 Basic 3
Slide 28 of 123
Cd-4932-100
29. PIG (Paint Inspection Gauge)
Jotun CoatingsPIG (Paint Inspection Gauge)
4932-100
Level 1 / Module 1.05 Basic 3
Slide 29 of 123
30. Определение адгезии методом поперечных надрезов
Jotun CoatingsОпределение адгезии методом поперечных
надрезов
• ISO 2409
• Определение адгезии
• Прорезать
горизонтальные и
вертикальные линии до
металла
• Приклеить липкую
ленту
• Оторвать ленту
• Оценить разрушения по
стандарту
Level 1 / Module 1.05 Basic 3
Slide 30 of 123
Gitter tester m prøveplate
31.
Jotun CoatingsКлассификация результатов теста. (Для
6-лезвийного ножа).
5B
4B
None
5B Края срезов абсолютно гладкие; без
отслоений
4B Небольшое отслоение на
пересечениях: не более 5%
3B небольшое отслоение на
пересечениях и вдоль линий.
Отслоение от 5 до 15%.
2B Покрытие отслаивается на краях и
посредине. Отслоение от 15 до 35%.
1B Покрытие отслаивается широкой
полосой вдоль линий и полными
квадратами.Отслоение от 35 до 65 %.
0B Отслоение больше, чем по классу 1B.
3B
2B
1B
0B Greater than 65%
Level 1 / Module 1.05 Basic 3
Slide 31 of 123
32. Оценка адгезии методом отрыва
Jotun CoatingsОценка адгезии методом отрыва
• ISO 4624
• Тест на отрыв
• Грибки клеятся на
поверхность
• Перед отрывом: Прорез
покрытия вокруг грибка
до металла
Dollys
8 - 46
Level 1 / Module 1.05 Basic 3
Slide 32 of 123
33. Оценка адгезии методом отрыва
Jotun CoatingsОценка адгезии методом отрыва
ISO 4624
Тест на отрыв.
Разрушающий метод
Установка захватов на
грибок
• Измерение значения
отрыва
• Возможны разные типы
оборудования
Level 1 / Module 1.05 Basic 3
Slide 33 of 123
Insp. avstrekk
8 - 49
34. Поверхность после метода отрыва
Jotun CoatingsПоверхность после метода отрыва
• ISO 4624
• Тест на адгезию
• Разрушения могут быть между
слоями, между краской и
поверхностью. Их называют
адгезионными.
• Записывают % от площади
грибка
• Разрушения внутри слоя
называют когезионными.
• Записывают % от площади
грибка
• В случае разрушения по клею
записывают % от площади
Level 1 / Module 1.05 Basic 3
Slide 34 of 123
Resultat
8 - 51
35. Дефекты покрытий
Jotun CoatingsДефекты покрытий
Задача:
Уметь определить
основные дефекты
покрытий, причины их
возникновения для
предотвращения появления
дефектов
Level 1 / Module 1.05 Basic 3
Slide 35 of 123
36. Наиболее частые дефекты
Jotun CoatingsНаиболее частые дефекты
Низкая толщина
Потеки и наплывы
Апельсиновая корка
Сухой распыл
Аэрозоль
Игольчатые поры
Рыбий глаз
Смарщивание
Level 1 / Module 1.05 Basic 3
Slide 36 of 123
Отпотевание (Amine)
Помутнение
Неполное высыхание
Пузыри
Ржавление
Растрескивание
Отслоение
Меление
Изменение цвета
37. Убедитесь, что спецификация понята правильно!
Jotun CoatingsУбедитесь, что спецификация понята
правильно!
• Убедиться, что
исполнитель
правильно понял
задачу
• Спецификация
должна быть понятной
Level 1 / Module 1.05 Basic 3
Slide 37 of 123
38. Дефекты: Чистота
Jotun CoatingsДефекты:
Чистота
Level 1 / Module 1.05 Basic 3
Slide 38 of 123
39. Грязь перед покраской
Jotun CoatingsГрязь перед покраской
• Небольшие фундаменты
были приварены на
палубу
• Сварные швы зачищены
щеткой
• Копоть и мусор не были
удалены перед покраской
• Копоть будет причиной
осмоса
Level 1 / Module 1.05 Basic 3
Slide 39 of 123
Alu. maling
0589 - 27
40. Плохая очистка перед покраской
Jotun CoatingsПлохая очистка перед покраской
• Приварные детали
уже закрашены
• Копоть не была
удалена
• Требуется лучшее
планирование и
координация работ
Level 1 / Module 1.05 Basic 3
Slide 40 of 123
Hvitt rom
0589 - 28
41. Отслоение КУ краски
Jotun CoatingsОтслоение КУ краски
• КУ эпоксидная
система
• Отслоение до грунта
• Причина- плохая
подготовка
• Под краской
обнаружены следы
масла
Level 1 / Module 1.05 Basic 3
Slide 41 of 123
Flak spant
0590 - 39
42.
Jotun CoatingsОтслоение (межслойное)
Кислород
Влага
Загрязнения
Верхний слой
Грунт
Blast-cleaned steel
Верхний слой
Межслойное
отслоение
Blast-cleaned steel
Level 1 / Module 1.05 Basic 3
Slide 42 of 123
43. Леса- источник загрязнения
Jotun CoatingsЛеса- источник загрязнения
• Остатки абразива
должны быть
полностью удалены с
лесов перед началом
окраски
0589 - 19
Stilling gritt
Level 1 / Module 1.05 Basic 3
Slide 43 of 123
44. Дефекты: Подготовка поверхности
Jotun CoatingsДефекты:
Подготовка поверхности
Level 1 / Module 1.05 Basic 3
Slide 44 of 123
45. Коррозия на швах в балластном танке
Jotun CoatingsКоррозия на швах в балластном танке
• Ранняя коррозия на швах
• Грубые сварные швы.
Должны быть сглажены
• Возможно, плохо
сделаны полосовые
• (На дне видна грязь)
Tank, rust, sveis
0590 - 29
4226 - 54
Level 1 / Module 1.05 Basic 3
Slide 45 of 123
46. Сильная коррозия
Jotun CoatingsСильная коррозия
Коррозия как
комбинация:
• Острых кромок
• Грубых швов (не
зачищены)
• Отсутствие полосовых
Tank hjørne, notcher
Tykk rust
Kanter
4 - 49
Level 1 / Module 1.05 Basic 3
Slide 46 of 123
47. Прожоги
Jotun CoatingsПрожоги
• Краска разрушена при
производстве огневых работ с
обратной стороны
• Возникновение прожогов
• Плохое планирование
• Требуется:
– Удаление разрушенной
краски, восстановление
покрытия по спецификации
• Ремонт всегда приводит к
снижению качества
Level 1 / Module 1.05 Basic 3
Slide 47 of 123
4226 - 41
48. Пузыри
Jotun CoatingsПузыри
• Пузыри внутри танка
• Часто внутри находится
вода
• Пока пузыри не лопнут,
коррозии не будет. Это
обусловлено высокой pH
• Коррозия начинается с
разрушением пузырей
• Для усиления системы
окраски применяют
катодную защиту.
Level 1 / Module 1.05 Basic 3
Slide 48 of 123
6 - 74
49. Пузыри возле сварных швов
Jotun CoatingsПузыри возле сварных швов
• Формирование пузырей
вблизи сварных швов
• Основная причинасварочная копоть
• Сварочный нагар
растворим в воде и
вызывает осмос
• Разница потенциалов
основного металла и
материала шва может
вызвать агрессивную
коррозию
Level 1 / Module 1.05 Basic 3
Rød blæring sveis
1-57
Slide 49 of 123
50. Отслоения на кромках после локальной очистки
Jotun CoatingsОтслоения на кромках после локальной очистки
• Когда-то была
выполнена локальная
очистка
• Края старой краски не
были сглажены
• Края в данном случае«узкие места»
• Коррозия начинается
чаще всего здесь
Level 1 / Module 1.05 Basic 3
Slide 50 of 123
0589 - 72
51. Коррозия в местах рикошета
Jotun CoatingsКоррозия в местах рикошета
• Струйная очистка
выполнялась на
противоположной
стороне.
• Абразив рикошетом
повредил покрытие
• Это легко сделать, но
трудно заметить во
время инспекции
• Через короткое время
развивается коррозия
Level 1 / Module 1.05 Basic 3
Blåseskade
0590 - 09
Slide 51 of 123
52. Отсутствие подготовки на гальванизированной стали
Jotun CoatingsОтсутствие подготовки на гальванизированной
стали
Не выполнено обезжиривание,
не выполнено шерохование
Level 1 / Module 1.05 Basic 3
Slide 52 of 123
53. Дефекты: Окраска
Jotun CoatingsДефекты:
Окраска
Level 1 / Module 1.05 Basic 3
Slide 53 of 123
54. Не систематическая окраска
Jotun CoatingsНе систематическая окраска
Неквалифицированный
персонал
• Не систематическая
окраска большой
поверхности
• Пропуски
• Неравномерное
распыление и толщина
Level 1 / Module 1.05 Basic 3
Slide 54 of 123
Helligdag
Rød maling
0589 - 54
55. Не систематическая окраска
Jotun CoatingsНе систематическая окраска
Неквалифицированный
персонал
• Не систематическая
окраска большой
поверхности
• Пропуски
• Неравномерное
распыление и толщина
• Отсутствуют полосовые
Level 1 / Module 1.05 Basic 3
Slide 55 of 123
Skansekled. inv.
4 - 25
56. Коррозия. Слишком малая толщина
Jotun CoatingsКоррозия. Слишком малая толщина
• Коррозия
стальной
трубы
• Толщина
пленки
слишком
низкая
Level 1 / Module 1.05 Basic 3
Slide 56 of 123
57. Сухой распыл
Jotun CoatingsСухой распыл
• Окраска в цехе
• При окраске нижней трубы две
верхних покрыты сухим
распылом.
Поверхность выглядит как
наждачная бумага
Неправильная техника окраски
Планирование работ
(технологическая защита)
Слишком высокое давление
может быть причиной сухого
распыла
Level 1 / Module 1.05 Basic 3
Slide 57 of 123
58. Сухой распыл
Jotun CoatingsСухой распыл
• Окраска в цехе
• Сухой распыл на конструкции.
Гладкий финальный слой
может быть покрыт сухим
распылом.
Неправильная техника окраски
Слишком сильная вентиляция
Слишком высокая температура
Тщательное планирование
работ
Причиной может быть слишком
большое давление окраски
Level 1 / Module 1.05 Basic 3
Slide 58 of 123
Nærbilde, rødt
4226-58
59. Сухой распыл: Шероховатость (1 of 3)
Jotun CoatingsСухой распыл: Шероховатость (1 of 3)
Окраска бортовой
части судна
Неправильная техника:
• Большое расстояние
• Неправильный угол
• Сухой распыл
• Увеличение
шероховатости
Level 1 / Module 1.05 Basic 3
Slide 59 of 123
Nærbilde ruhet
0589 - 56
60. Макросъемка сухого распыла (2 of 3)
Jotun CoatingsМакросъемка сухого распыла (2 of 3)
Окраска бортовой части
судна
Неправильная техника:
• Большое расстояние
• Неправильный угол
• Сухой распыл
Macro dry spray
0589 - 57
Close up of surface, magnified 8-10 X
Level 1 / Module 1.05 Basic 3
Slide 60 of 123
61. Поперечный разрез покрытия (3 of 3)
Jotun CoatingsПоперечный разрез покрытия (3 of 3)
Окраска бортовой части судна
Неправильная техника:
• Большое расстояние
• Неправильный угол
• Сухой распыл
Верхний слой с сухим
распылом:
• Грубая поверхность
• Пористая пленка
• Пузырьки воздуха
Level 1 / Module 1.05 Basic 3
Slide 61 of 123
62. Распыление
Jotun CoatingsРаспыление
Окраска бортовой части
судна
Неправильная техника:
• Плохие леса
• Большое расстояние
• Неправильный угол
• Сухой распыл
Sprøyter, lang avstand
• Как результат-
некачественная пленка:
шероховатая, пористая,
с включениями воздуха.
Level 1 / Module 1.05 Basic 3
Slide 62 of 123
0589 - 55
63. Окраска подводной части
Jotun CoatingsОкраска подводной части
Очень слабая техника
нанесения
• Большое расстояние
• Сухой распыл
• Неравномерная
толщина
• Протечки воды по борту
(не выполнены
шпигатные отводы)
Level 1 / Module 1.05 Basic 3
Slide 63 of 123
Sprøyting bunn
0589 - 53
64. Неправильная техника
Jotun CoatingsНеправильная техника
Неправильная
техника
• Большое расстояние
• Угол
• Сухой распыл
• Поры
• Пузырьки воздуха
• Повышенный расход
краски
Как результат- пленка
плохого качества.
Level 1 / Module 1.05 Basic 3
Slide 64 of 123
Sprøyting T/S
0589 - 48
Красная линия показывает, где
должна бы быть поверхность
65. Неправильная техника
Jotun CoatingsНеправильная техника
Плохая техние нанесения не нужна никому
Загрязнение ОС
Высокий расход
Слабая защита
Трата денег
Level 1 / Module 1.05 Basic 3
Slide 65 of 123
66. Сухой распыл верхнего покрытия на необрастающей краске
Jotun CoatingsСухой распыл верхнего покрытия на
необрастающей краске
• Надводный борт окрашивался
после подводного
• Сухой распыл виден как
черное окрашивание
• Сухой распыл будет всегда.
Его количество увеличивается
при сильном ветре и плохой
технике
Окраска надводного борта
должна выполняться до
нанесения A/F!
Level 1 / Module 1.05 Basic 3
Slide 66 of 123
Blått støv på A/F
2 - 37
67. Апельсиновая корка
Jotun CoatingsАпельсиновая корка
Краска выглядит как апельсиновая кожура
Причины:
Плохая растекаемость краски
(слишком толсто или слишком низкая
температура)
Плохая атомизация краски
Слишком быстрое испарение растворителя
Пистолет слишком близко к поверхности
Устранение:
• Изменение техники нанесения
• Применение правильного растворителя
• Прошкуривание поверхности и нанесение
нового слоя
Level 1 / Module 1.05 Basic 3
Slide 67 of 123
68. Неокрашенные места
Jotun CoatingsНеокрашенные места
Level 1 / Module 1.05 Basic 3
Slide 68 of 123
69. «Грязевое» растрескивание
Jotun Coatings«Грязевое» растрескивание
• Встречается на
цинксиликатных красках
• Это быстросохнущие
краски
• Слишком большая
толщина (120 micr.)
?
Mye cracks
Grå
Level 1 / Module 1.05 Basic 3
Slide 69 of 123
70. Игольчатые поры
Jotun CoatingsИгольчатые поры
1 слой:
•Zn-Silicate Primer
(пористая пленка)
2 слой:
•Толстослойное
промежуточное
покрытие
3 слой:
•Верхнее
покрытие
Level 1 / Module 1.05 Basic 3
Slide 70 of 123
71. Причин возникновения игольчатых пор может быть несколько, или их комбинация
Jotun CoatingsПричин возникновения игольчатых пор может
быть несколько, или их комбинация
• Нанесен слишком
толстый слой
Пузырьки воздуха
Высокая температура
Нанесение краски на
пористую поверхность
(Zinc silicate)
Плохая техника
нанесения. (слишком
близко от поверхности
или слишком высокое
давление)
Слишком сильная
вентиляция
Level 1 / Module 1.05 Basic 3
Вблизи
Slide 71 of 123
72. Popping
Jotun CoatingsPopping
Тонкие пузырьки
и кратеры
образуются изза выхода
воздуха из
пористой
поверхности
Кратеры
“Поры с
пузырьками (не
лопнувшими) на
поверхности”
0807-4
Пузырьки
Level 1 / Module 1.05 Basic 3
Slide 72 of 123
73. “Рыбьи глаза”
Jotun Coatings“Рыбьи глаза”
Причина появлениямасло или силикон на
поверхности
Общий вид
Level 1 / Module 1.05 Basic 3
Slide 73 of 123
74. Потеки и наплывы
Jotun CoatingsПотеки и наплывы
Нанесен слишком толстый
слой
Причины:
• Неоднократное перекрытие
слоев
• Слишком короткое время
перекрытия
• Слишком толстый мокрый
слой
• Добавлен растворитель
• Пистолет слишком близко к
поверхности
Level 1 / Module 1.05 Basic 3
Slide 74 of 123
Rødt sig
2-21
75. Потеки внутри танка (1 of 3)
Jotun CoatingsПотеки внутри танка (1 of 3)
• Внутри танка
• Большие потеки
• Краска сползает в
углах, образуя
плохую пленку
• Должны удаляться,
иначе краска
растрескается, что
приведет к коррозии
Level 1 / Module 1.05 Basic 3
Slide 75 of 123
76. Потеки приводят к растрескиванию (2 of 3)
Jotun CoatingsПотеки приводят к растрескиванию (2 of 3)
• Толстый слой краски
долго остается
мягким из-за
оставшегося
растворителя
• Растворитель будет
пытаться выйти из
краски, приводя к
растрескиванию
• Трещины будут
распространяться до
металла
Level 1 / Module 1.05 Basic 3
Slide 76 of 123
77. Отслоение краски. Коррозия (3 of 3)
Jotun CoatingsОтслоение краски. Коррозия (3 of 3)
• Влага и кислород
через трещину
достигают
поверхности
• Коррозия развивается
достаточно быстро
Tykk løs maling, hjørne
4-5
Слишком толстая
пленка также опасна,
как и слишком тонкая
Level 1 / Module 1.05 Basic 3
Slide 77 of 123
78. Большая толщина, плохая вентиляция, оставшийся растворитель
Jotun CoatingsБольшая толщина, плохая вентиляция,
оставшийся растворитель
Level 1 / Module 1.05 Basic 3
Slide 78 of 123
79. Поперечный разрез отслоившейся краски
Jotun CoatingsПоперечный разрез отслоившейся краски
Видны пустоты, где был растворитель
Level 1 / Module 1.05 Basic 3
Slide 79 of 123
80. Пузырьки воздуха и растворителя
Jotun CoatingsПузырьки воздуха и растворителя
Покрытие
пористое
как сыр!
Level 1 / Module 1.05 Basic 3
Slide 80 of 123
81. Дефекты: Атмосферные условия
Jotun CoatingsДефекты:
Атмосферные условия
Level 1 / Module 1.05 Basic 3
Slide 81 of 123
82. Температура воздуха и стали
Jotun CoatingsТемпература воздуха и стали
Важно ли это? ДА !
• Температура воздуха влияет • Температура стали
на:
влияет на:
–
–
–
–
–
Срок хранения
Живучесть
Время индукции
Вязкость
Температуру стали
Level 1 / Module 1.05 Basic 3
Slide 82 of 123
– Испарение
растворителей
– Скорость сушки
– Степень высыхания
– Срок перекрытия
– Срок службы
покрытия
83. Поверхностное высыхание
Jotun CoatingsПоверхностное высыхание
Пузыри, вызванные остатками растворителя
Level 1 / Module 1.05 Basic 3
Slide 83 of 123
84. Горячая подложка
Jotun CoatingsГорячая подложка
Приводит к
быстрому
“выкипанию”
растворителя
Может быть причиной пор
Level 1 / Module 1.05 Basic 3
Slide 84 of 123
85. Помутнение покрытия (Blushing)
Jotun CoatingsПомутнение покрытия (Blushing)
Вид
• Молочная белесость
Причина
• Конденсация влаги на холодной поверхности
• Загрязнения воздуха, двуокись серы (SO2) и аммиак
образуют на поверхности сульфат аммония.
• “Быстрые “ растворители
Ремонт
• Прошкуривание верхнего слоя
• Повторная окраска
Level 1 / Module 1.05 Basic 3
Slide 85 of 123
86. Bloom / Blush
Jotun CoatingsBloom / Blush
Antifouling and top coat exposed to high humidity
4226-0066
0807-47
Level 1 / Module 1.05 Basic 3
Slide 86 of 123
87. Шпигатные отводы
Jotun CoatingsШпигатные отводы
Level 1 / Module 1.05 Basic 3
Slide 87 of 123
88. Отпотевание и карбонизация
Jotun CoatingsОтпотевание и карбонизация
Вид
• Липкая поверхность, часто с белыми пятнами
Причина
• Высокая влажность при отверждении эпоксидов
• Плохая вентиляция
• Амины реагируют с CO2 и влагой с образованием
аминокарбонатов.
• Низкая температура
Ремонт
• Промыть теплой водой или растворителем с
использованием ветоши
Меры предупреждения: Выдержка времени индукции
Level 1 / Module 1.05 Basic 3
Slide 88 of 123
89. Отпотевание и карбонизация
Jotun CoatingsОтпотевание и карбонизация
• Поверхность окрашена эпоксидным
материалом
• Липкая
C22/2-19
Липкая поверхность
с белыми пятнами
C22/2-17
Липкая блестящая
поверхность
Level 1 / Module 1.05 Basic 3
Slide 89 of 123
90. Дефекты: Совместимость
Jotun CoatingsДефекты:
Совместимость
Level 1 / Module 1.05 Basic 3
Slide 90 of 123
91. Смарщивание
Jotun CoatingsСмарщивание
• 1. слой: окисление (white
spirit)
• 2. слой: физическая сушка
(Xylene)
• Крепкий растворитель
размягчает окисляемую
краску.
• Может иметь место при
слишком толстом слое
алкидной краски. Быстрое
поверхностное высыхание
приводит к смарщиванию
Level 1 / Module 1.05 Basic 3
Slide 91 of 123
Bjelke, lys
2 - 39
92. Растрескивание
Jotun CoatingsРастрескивание
• 1. слой: мягкая
краска
• 2. слой: жесткая
краска
• Пример: винил,
нанесенный на
необрастающую
краску
Level 1 / Module 1.05 Basic 3
Slide 92 of 123
Rød/sort crack
4226-46
93. Bleeding
Jotun CoatingsBleeding
Миграция КУ смол
через слой
виниловой краски.
Level 1 / Module 1.05 Basic 3
Slide 93 of 123
94. Отслаивание Алкидов от цинка
Jotun CoatingsОтслаивание Алкидов от цинка
• 1. слой: цинковое
покрытие
• 2. слой: алкид
Никогда не применять
алкид поверх цинка
Gjerde flaker
Происходит
«омыление»
Level 1 / Module 1.05 Basic 3
1-8
Slide 94 of 123
95. Дефекты: Срок службы
Jotun CoatingsДефекты:
Срок службы
Level 1 / Module 1.05 Basic 3
Slide 95 of 123
96. Трещины и отслоения
Jotun CoatingsТрещины и отслоения
Level 1 / Module 1.05 Basic 3
Slide 96 of 123
97. Трещины и отслоения
Jotun CoatingsТрещины и отслоения
• Механические нагрузки
• Старая толстая краска
теряет эластичность
• Охрупчивание старых
красок,
преимущественно
Алкидов
Crack nærbilde
2 - 32
Level 1 / Module 1.05 Basic 3
Slide 97 of 123
98. Отслоение. Превышение времени перекрытия
Jotun CoatingsОтслоение. Превышение времени перекрытия
• Отслоение эпоксидов
• Слабая межслойная
адгезия
• Большой межслойный
интервал
• Контроль времени
перекрытия по
Техническим Данным
Level 1 / Module 1.05 Basic 3
Slide 98 of 123
Flaking alu.mal.
0590 - 38
99. Меление
Jotun CoatingsМеление
•Promoted by UV-light
•Causes loss of gloss
•Darker colours appear to fade
•Light colours will be “self-cleaning”
May happen to all types of paint to a
greater or lesser degree. Paints based
on epoxy binder are worst affected.
Level 1 / Module 1.05 Basic 3
Slide 99 of 123
100. Дефекты: Полосовые
Jotun CoatingsДефекты:
Полосовые
Level 1 / Module 1.05 Basic 3
Slide 100 of 123
101. Некачественная окраска
Jotun CoatingsНекачественная окраска
Низкое мастерство:
• Слишком тонко
• Пропуски
• Потеки
• Плохая подготовка
швов перед покраской
Level 1 / Module 1.05 Basic 3
Slide 101 of 123
Rød, hvite striper
4226 - 42
102. Некачественная окраска
Jotun CoatingsНекачественная окраска
Полосовой на швах
Слабое мастерство
пропуски
Краска должна
заполнять
неровности шва.
Это достигается
перекрестными
проходами кистью.
Level 1 / Module 1.05 Basic 3
Slide 102 of 123
Rød, grå strip sveis
5 - 57
103. Коррозия на швах и кромках
Jotun CoatingsКоррозия на швах и кромках
• Ранняя коррозия на швах и
кромках
• Краска недавно нанесена
• Атмосферное воздействие в
течение 2 недель
Level 1 / Module 1.05 Basic 3
Slide 103 of 123