







")








































 пистолет")



























")




















































 Промышленность
ПромышленностьПохожие презентации:







. Капиллярный контроль")


Коррозионная защита
1. КОРРОЗИОННАЯ ЗАЩИТА
Jotun CoatingsКОРРОЗИОННАЯ ЗАЩИТА
Содержание:
Коррозия
Подготовка поверхности
Нанесение краски
Level 1 / Module 1.04 Basic 2
Slide 1 of 140
2. Коррозия
Jotun CoatingsКоррозия
Задачи:
Понимать принципы коррозии для
определения наиболее эффективного
способа борьбы с ней.
Level 1 / Module 1.04 Basic 2
Slide 2 of 140
3. Пример коррозии: Причал
Jotun CoatingsПример коррозии: Причал
Level 1 / Module 1.04 Basic 2
Slide 3 of 140
4. Аварийные суда
Jotun CoatingsАварийные суда
Level 1 / Module 1.04 Basic 2
Slide 4 of 140
5. Аварийные суда
Jotun CoatingsАварийные суда
Level 1 / Module 1.04 Basic 2
Slide 5 of 140
6. Моно ли доверять таким механизмам?
Jotun CoatingsМоно ли доверять таким механизмам?
Level 1 / Module 1.04 Basic 2
Slide 6 of 140
7. Свайный фундамент здания, вы бы хотели жить на 21м этаже такого дома?
Jotun CoatingsСвайный фундамент здания, вы бы хотели жить
на 21м этаже такого дома?
Level 1 / Module 1.04 Basic 2
Slide 7 of 140
8. Ажурные мостовые конструкции, как обслуживать?
Jotun CoatingsАжурные мостовые конструкции, как обслуживать?
Level 1 / Module 1.04 Basic 2
Slide 8 of 140
9. Подземное хранилище (как минимум, теперь мы знаем, в чем причина потерь...)
Jotun CoatingsПодземное хранилище (как минимум, теперь
мы знаем, в чем причина потерь...)
Level 1 / Module 1.04 Basic 2
Slide 9 of 140
10. Процесс коррозии- гальванический элемент
Jotun CoatingsПроцесс коррозии- гальванический элемент
• Металлы в морской воде
обладают разными
электрохимическими
потенциалами
• Если два металла с разными
потенциалами соединены в
морской воде вместе, между
ними начинается движение
электронов
• Электроны переносят заряд
внутри металлов, ионы- в
электролите
Level 1 / Module 1.04 Basic 2
Slide 10 of 140
CP and corrosion: Corrosion_cell1
11. Условия развития коррозии
Jotun CoatingsУсловия развития коррозии
Гальванический элемент состоит из:
• Катода:
Благородный металл/сплав или часть металла
• Анод:
Менее благородный металл/сплав
• Электрический контакт между металлами.
Перенос электронов
• Электролит:
Перенос ионов
Level 1 / Module 1.04 Basic 2
Slide 11 of 140
12. Гальванический ряд в морской воде
Jotun CoatingsГальванический ряд в морской воде
Энергия
Металл/сплав
Потенци
ал (volts)
Меньше
Gold
энергии при Silver
производст
Titanium
ве
Stainless steel (316 active)
+0.500
Ni-Al-Bronze
-0.380
Copper
-0.435
Carbon steel
-0.600
Aluminium (pure)
-0.800
Zinc (anode alloy)
-1.080
Aluminium (anode alloy)
-1.140
Magnesium (anode alloy)
-1.550
больше
энергии
-0.205
Slide 12 of 140
Меньше
коррозия
-0.225
-0.234
(Potential in seawater measured versus a Copper/Copper Sulphate reference electrode)
Level 1 / Module 1.04 Basic 2
Коррозия
Больше
коррозия
13. Параметры, влияющие на скорость коррозии
Jotun CoatingsПараметры, влияющие на скорость коррозии
Атмосферное воздействие
Level 1 / Module 1.04 Basic 2
Влажность
Температура
Концентрация солей
Наличие загрязнений в атмосфере
Slide 13 of 140
14. Скорость атмосферной коррозии зависит от влажности
Jotun CoatingsСтепень коррозии
Скорость атмосферной коррозии зависит от
влажности
0
20
40
60
80
Относительная влажность, %
Level 1 / Module 1.04 Basic 2
Slide 14 of 140
100
15. Типы коррозии
Jotun CoatingsТипы коррозии
1. Общая
2. Гальваническая
3. Избирательное
выщелачивание
4. Язвенная
5. Щелевая
6. Бактериальная
Level 1 / Module 1.04 Basic 2
7. Коррозионная
усталость
8. Коррозионное
растрескивание
9. Эрозия
10. Кавитация
11. Коррозия токопотерь
Slide 15 of 140
16. Наиболее частые виды коррозии
Jotun CoatingsНаиболее частые виды коррозии
Углеродистая сталь
Общая
Язвенная
Гальваническая
Коррозионное
растрескивание
Нержавеющая
сталь
• Щелевая
• Язвенная
• Коррозионное
растрескивание
Алюминиевые сплавы
Медные сплавы
Язвенная
Гальваническая
Level 1 / Module 1.04 Basic 2
Slide 16 of 140
Эрозионное
вымывание
17. Принципы защиты от коррозии окрашиванием
Jotun CoatingsПринципы защиты от коррозии окрашиванием
Барьерный эффект.
Создание барьера для морской воды или
агрессивных агентов от их контакта со сталью.
Пример: эпоксидные краски.
других
Катодный эффект.
Сама краска действует как жертвенный
(Гальванический эффект).
Пример: Цинк- наполненные краски.
анод.
Ингибирующий/ пассивирующий эффект
Краска пассивирует поверхность стали.
Пример: Краски с противокоррозионными пигментами.
(Свинцовый сурик, хроматы и фосфаты).
Level 1 / Module 1.04 Basic 2
Slide 17 of 140
18. Барьерный эффект
Jotun CoatingsБарьерный эффект
• Многие краски защищают от
коррозии, формируя барьер
• TБарьер повышает
сопротивление в
гальваническом цикле
• Чем толще барьер, тем
лучше защита
CP and corrosion: Cell_paintprotection1
Level 1 / Module 1.04 Basic 2
Slide 18 of 140
19. Принцип катодной защиты
Jotun CoatingsПринцип катодной защиты
• В гальваническом элементе
сталь будет корродировать
больше, если соединена с
более благородным
металлом
• Заменим благородный
металл менее благородным,
чем сталь: жертвенным
анодом
• При этом меняется
направление тока
• Сталь будет защищена, а
анод будет разрушаться
Level 1 / Module 1.04 Basic 2
Slide 19 of 140
Cp and corrosion \ CP_protection cell1
20. Катодная защита может применяться для усиления системы окраски
Jotun CoatingsКатодная защита может применяться для
усиления системы окраски
• Ни одна из окрасочных систем не
совершенна на 100 %
• Пониженные толщины и
посторонние включения могут
иметь место
• Для погружаемых конструкций
дополнительная катодная защита
замедлит развитие коррозии в
таких местах
• Возникающий на стальной
поверхности кальциевый депозит
снижает скорость коррозии
Level 1 / Module 1.04 Basic 2
Slide 20 of 140
Cp and corrosion \ Paint_and_cp1
21. На трубопроводах и опорах платформ могут устанавливаться браслетные аноды
Jotun CoatingsНа трубопроводах и опорах платформ могут
устанавливаться браслетные аноды
• Аноды
защелкиваются
на конструкции
• Приварка их к
конструкции
обеспечивает
хороший
электрический
контакт
CD-4930-99
Level 1 / Module 1.04 Basic 2
Slide 21 of 140
22.
Jotun CoatingsПервичная
подготовка
Задачи:
Понимать, как форма и
качество самой стальной
основы влияет на работу
покрытия
Level 1 / Module 1.04 Basic 2
Slide 22 of 140
23.
Jotun CoatingsПервичная подготовка может включать
следующие операции
Скругление:
Острых кромок
Углов
Сварных швов
Зачистка:
Расслоений
Краев газовой и электрорезки
Сварочных брызг
Минимальный диаметр бороздок: 20 мм
Должно проверяться до начала очистки
Level 1 / Module 1.04 Basic 2
Slide 23 of 140
24.
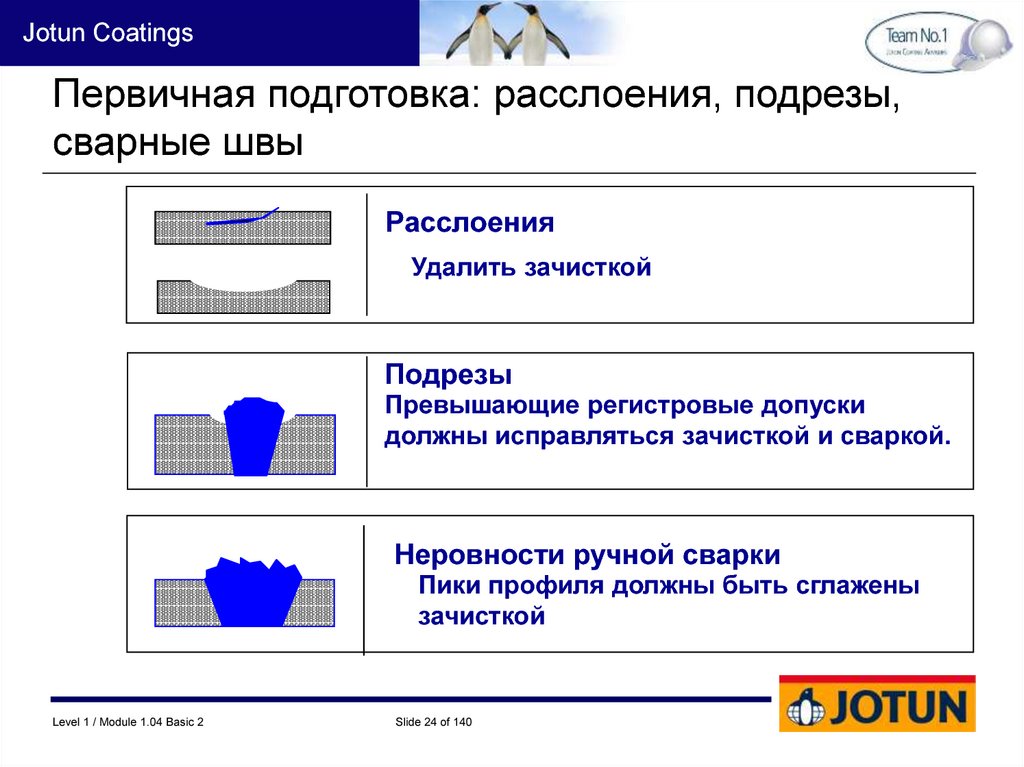
Jotun CoatingsПервичная подготовка: расслоения, подрезы,
сварные швы
Расслоения
Удалить зачисткой
Подрезы
Превышающие регистровые допуски
должны исправляться зачисткой и сваркой.
Неровности ручной сварки
Пики профиля должны быть сглажены
зачисткой
Level 1 / Module 1.04 Basic 2
Slide 24 of 140
25.
Jotun CoatingsПодготовка стали, кромки и сварные брызги
Острые От газовой резки
A
кромки
A. Удалить зачисткой.
B. Катанная сталь обычно имеет
скругленные кромки, поэтому
может не обрабатываться.
B
Сварочные
брызги
Level 1 / Module 1.04 Basic 2
A
A. Удалить срубанием или зачисткой
видимые брызги от сварки.
B
B. Брызги, которые трудно удалить
срубанием, удалить зачисткой.
Slide 25 of 140
26. Необходимо скруглять острые кромки
Jotun CoatingsНеобходимо скруглять острые кромки
• Скругление кромок
• На острой кромке
краска не может
удержаться с нужной
толщиной
• Скругление кромок и
нанесение полосовых
слоев обеспечивает
требуемую толщину
• Это увеличивает срок
службы покрытия
Pre-treatment: Grind_paint_edge1
Level 1 / Module 1.04 Basic 2
Slide 26 of 140
27. Поперечный разрез конструкции с острой кромкой
Jotun CoatingsПоперечный разрез конструкции с острой кромкой
Острая
кромка,
Низкая
толщина
Cd-4932-21
Краска
Сталь
Level 1 / Module 1.04 Basic 2
Slide 27 of 140
28. Поперечный разрез конструкции со скругленной кромкой
Jotun CoatingsПоперечный разрез конструкции со скругленной кромкой
Краска
Cd-4932-20
Сталь
Level 1 / Module 1.04 Basic 2
Slide 28 of 140
29. Предварительная подготовка: зачистка небольшой конструкции
Jotun CoatingsПредварительная подготовка: зачистка
небольшой конструкции
• Отметить места
зачистки
• Зачистить сварочные
брызги
• Зачистить сварные швы
• Зачистить заусенцы
• Зачистка необходима
для того, чтобы
повысить срок службы
покрытия
Level 1 / Module 1.04 Basic 2
Slide 29 of 140
Pre-treatment: Grind_construction1
30. Ранняя коррозия на острых кромках и сварочных брызгах
Jotun CoatingsРанняя коррозия на острых кромках и
сварочных брызгах
• Краска недавно нанесена
• Атмосферное воздействие около 2 недель
Cd-4930-78
Level 1 / Module 1.04 Basic 2
Slide 30 of 140
31. Плохая предварительная подготовка
Jotun CoatingsПлохая предварительная подготовка
• Заусенцы
• Выполнена
ручная очистка
• Не скруглены
острые кромки
Cd-4932-16
Level 1 / Module 1.04 Basic 2
Slide 31 of 140
32. Небольшие сварочные брызги
Jotun CoatingsНебольшие сварочные брызги
Даже одиночная
сварочная капля
может инициировать
коррозию, которая со
Cd-4930-45
временем может
представлять
проблему
Замечание:
Небольшие дефекты,
как эти, трудно найти
Level 1 / Module 1.04 Basic 2
Slide 32 of 140
33. Оставшиеся прихватки после срезания гребенок
Jotun CoatingsОставшиеся прихватки после срезания гребенок
Cd-4932-04
Level 1 / Module 1.04 Basic 2
Slide 33 of 140
До начала очистки
должны быть
зачищены, чтобы
придать
необходимую
равномерность
поверхности для
покраски
34. Некачественная сварка. Слишком грубый шов с большим количеством игольчатых пор.
Jotun CoatingsНекачественная сварка. Слишком грубый шов с большим
количеством игольчатых пор.
Cd-4930-39
Level 1 / Module 1.04 Basic 2
Slide 34 of 140
• Сварочные
брызги возле
шва
• Необходима
подварка и
зачистка перед
струйной
очисткой
35. Игольчатые поры. Трудно различимы под слоем краски.
Jotun CoatingsИгольчатые поры. Трудно различимы под
слоем краски.
Cd-4930-42
Замечание:
Небольшие дефекты,
как эти, трудно найти
Level 1 / Module 1.04 Basic 2
Slide 35 of 140
• Будет
инициатором
коррозии
• Способ
исправления:
Удалить краску,
подварить и
зачистить.
Окрасить
повторно.
36. Прерывистая сварка
Jotun CoatingsПрерывистая сварка
• Краска не может
заполнить зазор
между сварными
деталями.
• Место развития
коррозии.
• Не допускается для
работы в
агрессивной
атмосфере.
Level 1 / Module 1.04 Basic 2
Cd-4930-37
Slide 36 of 140
37. Подготовка поверхности
Jotun CoatingsПодготовка поверхности
Задачи:
Понимать, как
работоспособность
окрасочной системы
зависит от стандарта
подготовки поверхности
Level 1 / Module 1.04 Basic 2
Slide 37 of 140
38.
Jotun CoatingsРемонт.
Порядок выполнения подготовки.
• Тщательное планирование работ
• Удаление жира, масла, солей, обрастания
• Удаление старой, плохо держащейся,
краски и толстых слоев ржавчины
• Подготовка поверхности
• Обеспыливание (вакуумное)
• Нанесение краски
Level 1 / Module 1.04 Basic 2
Slide 38 of 140
39.
Jotun CoatingsЧистота поверхности.
Важно удалить все загрязнения
Подготовка поверхности включает удаление:
• Солей
• Остатков масла
• Жировых загрязнений
• Посторонних частиц (других
загрязнений)
Это достигается
• UHPWJ.
• Пропаркой
• Помывкой с реагентами
• Другими согласованными методами
Level 1 / Module 1.04 Basic 2
Slide 39 of 140
40.
Jotun CoatingsПроцедура очистки
• Нанести очиститель снизу
вверх
• Наносить
систематизировано на всю
поверхность
• Оставить на 1-5 минут
для реакции
• Смыть снизу вверх
• Окончательно смыть
сверху вниз
Level 1 / Module 1.04 Basic 2
Slide 40 of 140
41. Удаление морских обрастаний, солей и отстающей краски водой низкого давления
Jotun CoatingsУдаление морских обрастаний, солей и
отстающей краски водой низкого давления
CD 4932 no. 25
Level 1 / Module 1.04 Basic 2
Slide 41 of 140
• Помывку
необходимо начать
сразу после
докования
• Минимальное
давление 250 bar
• Некоторые
самополирующиеся
АФ могут при этом
быть смыты
42. Использование эмульгаторов для удаления масел и жиров
Jotun CoatingsИспользование эмульгаторов для удаления
масел и жиров
CD 4932 no. 23
Level 1 / Module 1.04 Basic 2
Slide 42 of 140
• Всегда должно
выполняться до
очистки
• Эмульгаторы
должны
удаляться водой
низкого давления
(250 - 300 bar)
43. Осмотическое вспучивание
Jotun CoatingsОсмотическое вспучивание
Осмотическое вспучивание происходит, когда краска
нанесена на поверхность, с которой не удалены
водорастворимые соли
Movie: Paint technology \ Osmosis1
Level 1 / Module 1.04 Basic 2
Slide 43 of 140
44.
Jotun CoatingsОбразование пузырей в зависимости от
концентрации солей
Соли: 0 mg/m2
Пленка: 150 microns
Level 1 / Module 1.04 Basic 2
Slide 44 of 140
Соли: 60 mg/m2
Пленка: 150 microns
45.
Jotun CoatingsОбразование пузырей в зависимости от
концентрации солей
Соли: 100 mg/m 2
Пленка: 150 microns
Level 1 / Module 1.04 Basic 2
Slide 45 of 140
Соли: 200 mg/m 2
Пленка: 150 microns
46. Пузыри в районе сварного шва как результат копоти
Jotun CoatingsПузыри в районе сварного шва как результат
копоти
Копоть
Помытый
участок
• Растворители не удаляют
полностью копоть
• Если не удалить,
возможно осмотическое
вспучивание
• Копоть растворима в
воде и ведет к осмосу
• Разность потенциалов
металла и сварного
шва может усугубить
атаку
Level 1 / Module 1.04 Basic 2
Slide 46 of 140
47. Сварочный нагар и другие загрязнения, не удаленные перед нанесением покрытия
Jotun CoatingsСварочный нагар и другие загрязнения, не удаленные
перед нанесением покрытия
CD 4934 no. 99
Level 1 / Module 1.04 Basic 2
Slide 47 of 140
• Небольшие детали
приварены к
настилу палубы
• Сварные швы
обработаны
проволочной
щеткой
• Сварочная копоть
вызовет
осмотическое
вспучивание
48. Масляные загрязнения от оборудования
Jotun CoatingsМасляные загрязнения от оборудования
• Масляные загрязнения
от турбинки
• Причины:
– Течь масла из
оборудования
– Оборудование хранилось
с маслом
– Отсутствие
маслоуловителя. (Воздух
от компрессора содержит
масло)
• Должно удаляться до
очистки
Level 1 / Module 1.04 Basic 2
Slide 48 of 140
Vinkel sliper - olje
0589 - 13
4226 - 79
49. ISO 8501-1
Jotun CoatingsISO 8501-1
Очистка ручным механизированным инструментом
(St)
St 2 Тщательная очистка ручным инструментом.
При осмотре без увеличения поверхность должна быть свободной от
видимых масла, жира и грязи, слабо пристающей прокатной окалины,
ржавчины, старой краски и посторонних частиц.
St 3 Очень тщательная очистка ручным
инструментом.
Как для St 2, но поверхность должна обрабатываться более
тщательно до придания поверхности металлического блеска.
Level 1 / Module 1.04 Basic 2
Slide 49 of 140
50. Ручные и ротационные проволочные щетки
Jotun CoatingsРучные и ротационные проволочные щетки
• Можно достичь St 2 и St 3
• Очистка ручной щеткой
достаточно тяжела
• Ротационные щетки ускоряют
процесс очистки
• Имеется риск полирования
поверхности
• Полированная поверхность
ослабляет адгезию окрасочной
системы
Pre-treatment: Wirebrush_intro1
Level 1 / Module 1.04 Basic 2
Slide 50 of 140
51. Сравнение различных методов ручной очистки
Jotun CoatingsСравнение различных методов ручной очистки
• Реверсивный ударный инструмент
• Ротационный ударный или кирковочный
инструмент
• Зачистной инструмент
Исполнение:
• Портативный, ручной или «тележечный».
• Оснащенный вакуум отсосом
Level 1 / Module 1.04 Basic 2
Slide 51 of 140
52. Игольчатый (пучковый) пистолет
Jotun CoatingsИгольчатый (пучковый) пистолет
Level 1 / Module 1.04 Basic 2
Slide 52 of 140
53. Различный ротационный инструмент
Jotun CoatingsРазличный ротационный инструмент
Level 1 / Module 1.04 Basic 2
Slide 53 of 140
54. Пример абразивного диска: нетканый тип
Jotun CoatingsПример абразивного диска: нетканый тип
• Отчасти применяется на
поверхностях, где
затруднена струйная
очистка.
• Отлично подходит для
сглаживания кромок старой
краски.
• Не полирует поверхность,
как механическая щетка
• На такую очистку
рекомендуется
толерантный мастик
Level 1 / Module 1.04 Basic 2
Slide 54 of 140
CD 4932 no. 50
55. Подготовка: Очистка БТ диском
Jotun CoatingsПодготовка: Очистка БТ диском
• Переборка
танка
• Отлично как St
2, почти St 3
CD 0589 no. 99
Level 1 / Module 1.04 Basic 2
Slide 55 of 140
56. Прежние типы ручного инструмента
Jotun CoatingsПрежние типы ручного инструмента
• Вибрационные и
ударные модели
могут причинить
вред здоровью
CD 4932 no. 39
Онемевшие от вибрации
пальцы
Level 1 / Module 1.04 Basic 2
Slide 56 of 140
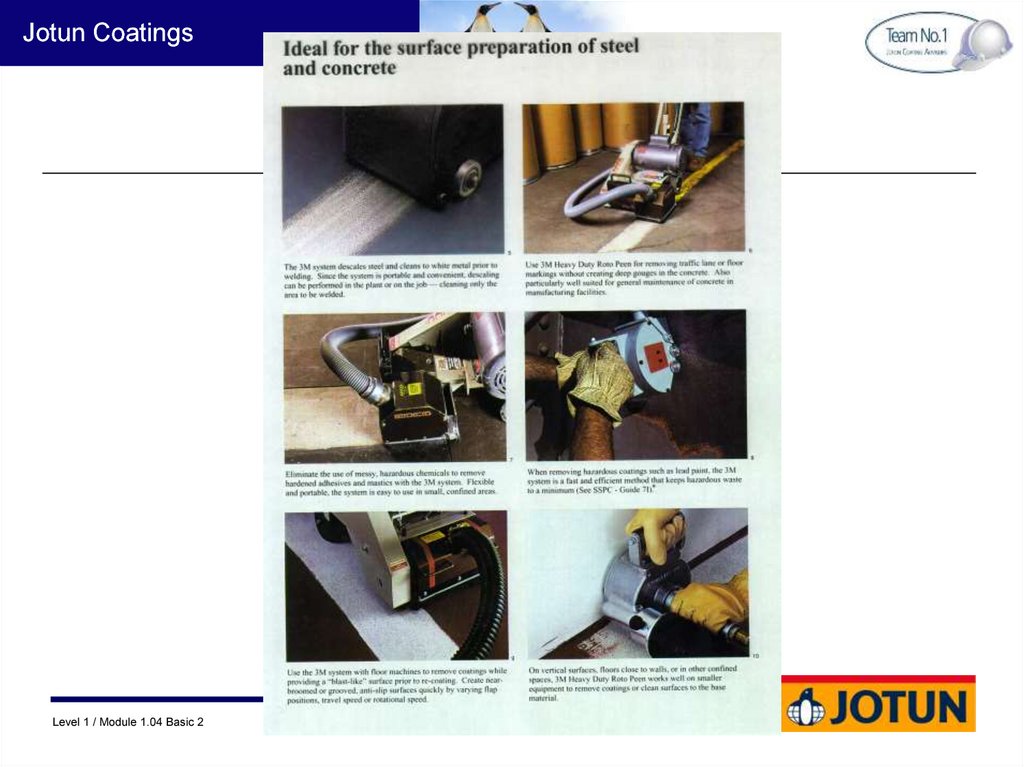
57. Ротационный ударный или кирковочный инструмент
Jotun CoatingsРотационный ударный или кирковочный инструмент
Инструмент с вращающимися абразивными головками:
• «Насечка-хлопушка» (Roto-Peen)
- Дает шероховатость от 25 до 75 микрон
• Ротационный молоток- обрубщик
• Нейлоновые нетканые абразивные диски
Ротационный ударный инструментЛучший выбор для удаления покрытий
Level 1 / Module 1.04 Basic 2
Slide 57 of 140
58.
Jotun CoatingsLevel 1 / Module 1.04 Basic 2
Slide 58 of 140
59.
Jotun CoatingsLevel 1 / Module 1.04 Basic 2
Slide 59 of 140
60.
Jotun CoatingsLevel 1 / Module 1.04 Basic 2
Slide 60 of 140
61. Ручные шарошки Roto - Peen
Jotun CoatingsРучные шарошки Roto - Peen
• Принцип действия как у хлопушки (Roto-Peen)
• Создает шероховатость до 75 микрон
• Как насчет глубокого питтинга ?
Level 1 / Module 1.04 Basic 2
Slide 61 of 140
62.
Jotun CoatingsПринципы различных методов струйной
очистки
Level 1 / Module 1.04 Basic 2
Slide 62 of 140
63. Ведение в струйную очистку
Jotun CoatingsВедение в струйную очистку
• Дает отличный профиль
поверхности
• Достигаются различные
степени очистки
• Не удаляют соли с
поверхности
Pre-treatment: Blastclean_intro1
Level 1 / Module 1.04 Basic 2
Slide 63 of 140
64. ISO 8501-1
Jotun CoatingsISO 8501-1
Струйная очистка (Sa)
Sa 1 Легкая струйная очистка
При осмотре без увеличения поверхность должна быть свободной от
видимых масла, жира, грязи, слабо пристающих прокатной окалины,
ржавчины, старых покрытий и посторонних частиц.
Sa 2 Тщательная струйная очистка
При осмотре без увеличения поверхность должна быть свободной от
видимых масла, жира, грязи, большей части прокатной окалины,
ржавчины, старых покрытий и посторонних частиц. Все оставшиеся
загрязнения должны прилегать плотно.
Level 1 / Module 1.04 Basic 2
Slide 64 of 140
65. ISO 8501-1
Jotun CoatingsISO 8501-1
Струйная очистка (Sa)
Sa 2½ Очень тщательная струйная очистка.
При осмотре без увеличения поверхность должна быть
свободной от видимых масла, жира, грязи, прокатной
окалины, ржавчины, старых покрытий и посторонних частиц.
Все оставшиеся загрязнения могут присутствовать как легкое
окрашивание поверхности в виде пятен или полос.
Sa 3 Струйная очистка до визуально чистой
стали.
При осмотре без увеличения поверхность должна быть
свободной от видимых масла, жира, грязи, прокатной
окалины, ржавчины, старых покрытий и посторонних частиц.
Поверхность должна иметь равномерный металлический цвет.
Level 1 / Module 1.04 Basic 2
Slide 65 of 140
66. Сухая струйная очистка. Преимущества и ограничения
Jotun CoatingsСухая струйная очистка. Преимущества и
ограничения
Преимущества
Ограничения
• Поверхность остается
сухой
• Достаточная
шероховатость
поверхности
• Нет вспышечной
ржавчины
• Не удаляет соли
• Не удаляет масло
• Создает много пыли
Level 1 / Module 1.04 Basic 2
Slide 66 of 140
67. Попытка ограничить распространение пыли Количество снижено, но: хуже видимость, повышенная влажность, ограничено рабочее
Jotun CoatingsПопытка ограничить распространение пыли
Количество снижено, но: хуже видимость, повышенная влажность,
ограничено рабочее пространство
Level 1 / Module 1.04 Basic 2
Slide 67 of 140
68. Вакуумная струйная очистка. EDUCT-O-MATIC
Jotun CoatingsВакуумная струйная очистка. EDUCT-O-MATIC
• Оборудование для
небольших ремонтов
• Могут использоваться
различные сопла.
Возможность достижения
разной шероховатости.
• Могут применяться все типы
абразивов
• Возможность рециркуляции
абразива
• Переносной тип
• Низкая скорость очистки
• Хорошо для охраны ОС
Level 1 / Module 1.04 Basic 2
Slide 68 of 140
ED.-O-Matic
69. Вакуумная струйная очистка на палубе
Jotun CoatingsВакуумная струйная очистка на палубе
• Оборудование для
больших ровных
поверхностей
• Высокая стоимость
• Оборудование тяжелое
• Хорошо для охраны ОС
• Не грубый профиль
поверхности от
применения
рециркуляции абразива
(Стальная дробь)
Level 1 / Module 1.04 Basic 2
Slide 69 of 140
Vakuum blåser dekk
3-8
HWA
70. Мокрая струйная очистка Смесь воды и песка
Jotun CoatingsМокрая струйная очистка
Смесь воды и песка
• Отсутствие, либо
очень малое
количество пыли
• Удаляет соли
• Возможно
образование
вспышечной ржавчины
• Возможно потребуется
смывание прилипшего
абразива.
Level 1 / Module 1.04 Basic 2
Slide 70 of 140
CD 4932 no. 26
71.
Jotun CoatingsОсновные группы абразивов:
1. Металлические
• Стальная колотая дробь (песок)
• Высокоуглеродистая стальная и чугунная дробь, литая и
колотая (дробь и песок)
• Низкоуглеродистая чугунная литая дробь
• Рубленная стальная проволока (цилиндрическая)
2. Минеральные абразивы и шлаки
(неметаллические)
Природные минералы: Гранит, Оливин, Ставролит
• Шлаки:
Рафинированный медный, Рафинированный никелевый,
Угольный печной, Плавильный Оксид Алюминия, Железный
печной
Level 1 / Module 1.04 Basic 2
Slide 71 of 140
72. Абразивы и профили
Jotun CoatingsАбразивы и профили
• Многоугольный
• Сферический
• Цилиндрический
Level 1 / Module 1.04 Basic 2
Slide 72 of 140
73. Пробные участки: Согласование степеней
Jotun CoatingsПробные участки: Согласование степеней
• Часто может возникать
проблема с
субъективной оценкой
степени очистки
• Пробные участки
помогают визуально
подтвердить
достигнутую степень
• Взаимное соглашение
по пробным участкам
помогает избежать
разногласий после
выполнения работ
Level 1 / Module 1.04 Basic 2
Rust - 4 blåst felt S/B
Slide 73 of 140
74.
Jotun CoatingsСтруйная очистка: Ударные повреждения могут
разрушить зону перекрытия
Зона коррозии. Локальная очистка
Твердая пленка
Зона
коррозии
Повреждения
абразивом
Level 1 / Module 1.04 Basic 2
Требуется сглаживание
Slide 74 of 140
75. Абразив повреждает покрытие
Jotun CoatingsАбразив повреждает покрытие
Трещины от ударного
воздействия абразива
3 слоя краски
Зона
Необходимого
сглаживания
Сталь
Коррозия
удалена струйной
очисткой
Зона ослабленной
адгезии
Level 1 / Module 1.04 Basic 2
Slide 75 of 140
76. Не сглаженные кромки после локальной очистки со временем отслаиваются
Jotun CoatingsНе сглаженные кромки после локальной
очистки со временем отслаиваются
CD 4934 no. 80
Level 1 / Module 1.04 Basic 2
Slide 76 of 140
• Кромки не
сглажены перед
нанесением
краски
• В краске- это
ослабленные
участки
• Коррозия здесь
быстро
развивается
77. Подводная часть корпуса судна
Jotun CoatingsПодводная часть корпуса судна
• Корпус очищен
локально
• Толстые слои краски
приводят к грубым
кромкам
• Слабые кромки
отслаиваются
• Быстро развивается
пузырение,
отслаивание и
ржавление
Level 1 / Module 1.04 Basic 2
Slide 77 of 140
Rustkanter A/F
0589 - 76
78. Борт после локальной очистки. Много мелких участков очистки создаст много проблем.
Jotun CoatingsБорт после локальной очистки.
Много мелких участков очистки создаст много проблем.
• Необработанные кромки ведут к коррозии.
• Все кромки старой краски должны быть сглажены.
• Лучше наметить
большие участки для
полной очистки вместо
множества мелких,
дающих больше
проблемных кромок
Level 1 / Module 1.04 Basic 2
Slide 78 of 140
79. Обработка мелких повреждений: Важные замечания
Jotun CoatingsОбработка мелких повреждений:
Важные замечания
• Отдельные мелкие повреждения
часто лучше обработать
механическим способом, избегая
повреждения покрытия во время
струйной очистки при движении
от одной точки к другой
• Подправка одиночных точек
значительно улучшает каждый
слой
• Много точек: обработать как одну
большую поверхность (снижает
количество кромок)
• Кромки старого покрытия должны
быть сглажены
Level 1 / Module 1.04 Basic 2
Slide 79 of 140
80.
Jotun CoatingsОчистка водой
• Очистка водой как альтернатива
сухой струйной очистке.
• Очитка водой имеет
преимущества:
- По охране ОС
- Технические
- Практические
Level 1 / Module 1.04 Basic 2
Slide 80 of 140
81.
Jotun CoatingsОчитка водой
NACE No. 5 / SSPC SP. 12
• Очистка водой низкого давления (LPWC)
Менее 34 MPa (340 bar/5 000 p.s.i.)
• Очистка водой высокого давления (HPWC)
От 34 до 70 MPa
(340 to 680 bar/5 000 to 10 000 p.s.i.)
• Очистка водой сверх высокого давления
(HPWJ)
От 70 до 170 MPa
(680 to 1 700 bar/10 000 to 30 000 p.s.i.)
• Очистка водой ультра высокого давления
(UHPWJ)
Свыше 170 MPa (1700 bar/30 000 p.s.i.)
Level 1 / Module 1.04 Basic 2
Slide 81 of 140
82. Безабразивная очистка водой
Jotun CoatingsБезабразивная очистка водой
SSPC VIS-4 Руководство и фотографии стальной
поверхности, очищенной водой высокого давления.
Поверхность, свободная от ржавчины, покрытий, прокатной
окалины и посторонних частиц.
WJ 1
WJ 2 95% удалено.
WJ 3 Две трети удалено.
WJ 4 Удалены слабо пристающие ржавчина, прокатная окалина и
старая краска.
Level 1 / Module 1.04 Basic 2
Slide 82 of 140
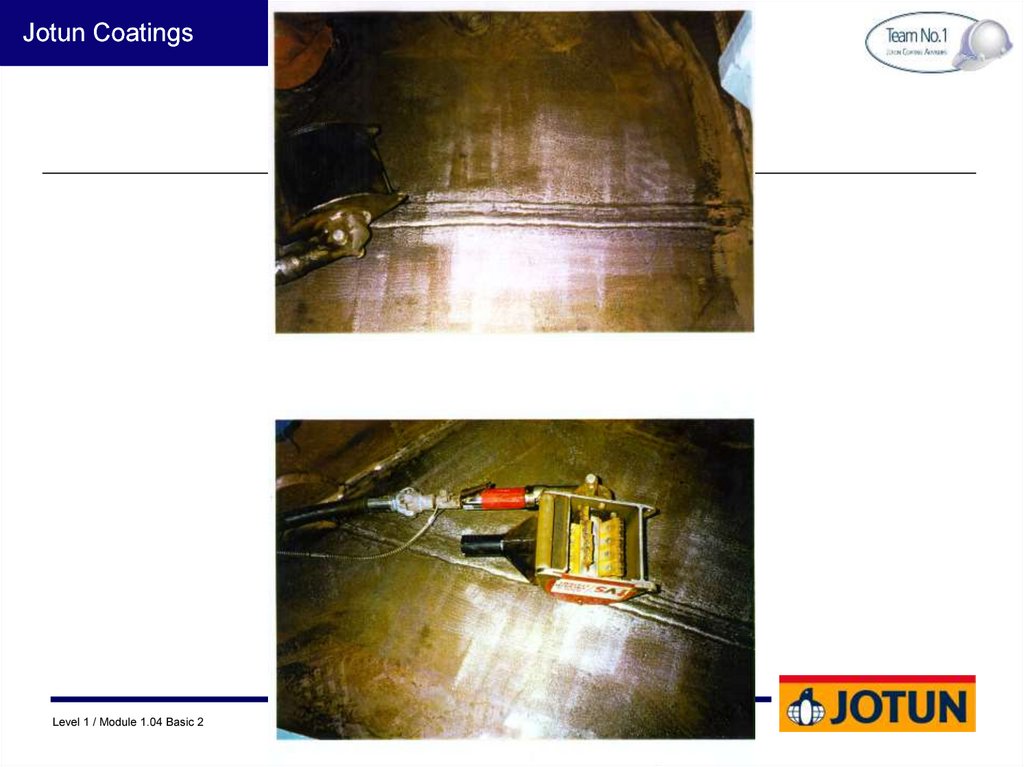
83. Введение в очистку водой ультра высокого давления (UHPWJ)
Jotun CoatingsВведение в очистку водой ультра высокого
давления (UHPWJ)
• Высокое давление воды (до
2500 bar)
• Ручное оборудование:
Трудоемкая работа
• Различные типы сопел могут
устанавливаться в головку
• Удаляет соли
Pre-treatment: Waterblast_nozzles1
Level 1 / Module 1.04 Basic 2
Slide 83 of 140
84.
Jotun CoatingsОчистка водой, Преимущества
• Существенно снижается количество солей.
• Не образует пыли.
• Нет затрат на абразив (обычно вода дешевле).
Расход абразива 55 kg/m², цена £ 63,-/ton = 3,46/m².
Очистка водой, UHPWJ расход 130 l/m², цена £ 0,80/ton = £
0,10/m²).
• Рядом возможно выполнение других работ.
• В воду может быть введен абразив, если есть требования к
профилю поверхности.
• Ниже уровень шума, чем при сухой очистке.
Level 1 / Module 1.04 Basic 2
Slide 84 of 140
85.
Jotun CoatingsОчистка водой, Недостатки
• Вспышечная ржавчина.
• Высокая стоимость оборудования.
• Не дает дополнительной
шероховатости.
• Оборудование достаточно громоздкое,
что затрудняет использование в
тесных объемах
• Качество и доступность воды
• Вода замерзает ниже 0°C
Level 1 / Module 1.04 Basic 2
Slide 85 of 140
86. UHPWJ / Вспышечная ржавчина
Jotun CoatingsUHPWJ / Вспышечная ржавчина
Level 1 / Module 1.04 Basic 2
Slide 86 of 140
87. Образование вспышечной ржавчины меньше ожидаемого. Повышение температуры стали
Jotun CoatingsОбразование вспышечной ржавчины меньше
ожидаемого. Повышение температуры стали
• Развитие вспышечной
ржавчины зависит от
нескольких факторов
• Иногда ее интенсивность
меньше ожидаемой
• Струя вода передает
энергию стали
• Температура повышается и
вода быстрее испаряется
Pre-treatment: Waterblast_flashrust1
Level 1 / Module 1.04 Basic 2
Slide 87 of 140
88. Пистолет для очистки водой, всего 40 cm длиной
Jotun CoatingsПистолет для очистки водой, всего 40 cm
длиной
• Расход при 2000 Bar 20
l / min
• Почти без отдачи. Легче
держать.
• Вращающаяся головка
оснащена несколькими
соплами
Иногда не разрешается:
Короткий пистолет
представляет большую
опасность для оператора
Level 1 / Module 1.04 Basic 2
CD 4932 no. 34
Slide 88 of 140
89. Вращающееся сопло UHPWJ . До 2500 bar
Jotun CoatingsПодвесное оборудование для очистки водой
• Менее утомительно
для оператора:
Повышает
производительность
• Предназначено для
очистки плоских
поверхностей
• Четыре
вращающихся сопла
CD 4932 no. 36
Level 1 / Module 1.04 Basic 2
Slide 90 of 140
90. Подвесное оборудование для очистки водой
Jotun CoatingsUHPWJ: вращающаяся головка с 4 соплами
• Щетка препятствует
разлету воды и
продуктов очистки
• Вакуум отсос удаляет
воду и шлам
• Может подвешиваться
на проволоке
CD 4932 no. 38
Level 1 / Module 1.04 Basic 2
Slide 91 of 140
91. UHPWJ: вращающаяся головка с 4 соплами
Jotun CoatingsDockmaster 3000
• 3 вращающихся
головки, каждая
с 4 кластерами
сопел
• На
гидравлической
«руке»
• Вакуум отсос
удаляет воду и
шлам
Level 1 / Module 1.04 Basic 2
Slide 92 of 140
92. Dockmaster 3000
Jotun CoatingsDockmaster 3000
• Гидравлическ
ий подъемник
на
самоходной
базе
Level 1 / Module 1.04 Basic 2
Slide 93 of 140
93. Dockmaster 3000
Jotun CoatingsDockmaster 3000 в действии
Level 1 / Module 1.04 Basic 2
Slide 94 of 140
94. Dockmaster 3000 в действии
Jotun CoatingsDockmaster 3000: хороший стандарт
Level 1 / Module 1.04 Basic 2
Slide 95 of 140
95. Dockmaster 3000: хороший стандарт
Jotun CoatingsОкраска после UHPWJ
Level 1 / Module 1.04 Basic 2
Slide 96 of 140
96. Окраска после UHPWJ
Jotun CoatingsUHPWJ гусеничный робот: управление
джойстиком
На корпусе
Снаружи
резервуара
Level 1 / Module 1.04 Basic 2
Slide 97 of 140
97. UHPWJ гусеничный робот: управление джойстиком
Jotun CoatingsHammelmann – Паук
использует вакуум для удержания на корпусе
Level 1 / Module 1.04 Basic 2
Slide 98 of 140
98. Hammelmann – Паук использует вакуум для удержания на корпусе
Jotun CoatingsНанесение краски
Задача:
Иметь знания для
контроля за
нанесением покрытий,
знать основные
ошибки и уметь
скорректировать
технику нанесения
Level 1 / Module 1.04 Basic 2
Slide 99 of 140
99. Нанесение краски
Jotun CoatingsВажно правильно открывать банку !
• Удалить все
загрязнения с крышки
• Отогнуть зажимы
• Снять крышку так,
чтобы мусор не попал в
краску
Application: Open_dirtytin1
Level 1 / Module 1.04 Basic 2
Slide 100 of 140
100. Важно правильно открывать банку !
Jotun CoatingsСмешивание компонентов
• Компонент B is вливают в
компонент A (основу).
• Компонент B может быть
вязким. Убедитесь, что
Riktig kledd mann tømmer
вылили весь отвердитель.
Comp. B i Comp. A
Банка должна быть пустой !
Fint røreverk
• Правильное соотношение
компонентов.
• Использовать миксер
• Средства защиты
Думайте о своем здоровье !
Level 1 / Module 1.04 Basic 2
Slide 101 of 140
101. Смешивание компонентов
Jotun CoatingsВизуальный контроль смешивания компонентов
• При контрастной базе легче визуальный контроль
• Светлую базу труднее контролировать
• Плохое перемешивание приводит к снижению качества
пленки
Application: Mixingcontrol1
Level 1 / Module 1.04 Basic 2
Slide 102 of 140
102. Визуальный контроль смешивания компонентов
Jotun CoatingsСпособы нанесения краски
БВР:
Отлично
Кисть:
Хорошо
Валик:
Плохо, особенно для 1го слоя
Level 1 / Module 1.04 Basic 2
Slide 103 of 140
103.
Jotun CoatingsНанесение кистью
Преимущества
Хорошее смачивание поверхности
«Вбивание» краски в поверхность
Для 1го слоя лучше, чем валик
Хорошо для труднодоступных мест
Ограничения
Малая толщина пленки, требует несколько слоев
Дает неровную пленку
Способ нанесения медленный
Level 1 / Module 1.04 Basic 2
Slide 104 of 140
104. Нанесение кистью
Jotun CoatingsНанесение валиком
Преимущества
Быстрее, чем валиком
Хорошо для труднодоступных мест
Ограничения
Плохое смачивание поверхности
Не применять для 1го слоя
Может привести к наличию воздуха и игольчатым
порам в краске
Дает малую толщину, требует больше слоев
Level 1 / Module 1.04 Basic 2
Slide 105 of 140
105. Нанесение валиком
Jotun CoatingsОкраска валиком
Небольшие трубы
• Тип валика
выбирают в
зависимости от типа
краски и
окрашиваемой
поверхности
• Соблюдение ТБ
Application: Rolling_pipe1
Level 1 / Module 1.04 Basic 2
Slide 106 of 140
106. Окраска валиком Небольшие трубы
Jotun CoatingsНадстройка. Окраска валиком. Двое рабочих
производят окраску с подъемника.
Часто встречаемая
картина, особенно
при серьезных
требованиях по
охране ОС.
Аэрозоль может
попасть на
соседние объекты.
Level 1 / Module 1.04 Basic 2
Cd-4934-12
Slide 107 of 140
107. Надстройка. Окраска валиком. Двое рабочих производят окраску с подъемника.
Jotun CoatingsПоверхность окрашена валиком.
Одного слоя может быть не достаточно.
Может
потребовать
ся нанести
два или три
слоя при
окраске
валиком для
достижения
той же
толщины,
что и при
окраске БВР
Level 1 / Module 1.04 Basic 2
Cd-4934-55
Slide 108 of 140
108. Поверхность окрашена валиком. Одного слоя может быть не достаточно.
Jotun CoatingsПлохая техника окраски валиком
• Носовой подзор
• Валик закреплен на
длинной палке
• Невозможно
контролировать
качество окраски
Level 1 / Module 1.04 Basic 2
Slide 109 of 140
109. Плохая техника окраски валиком
Jotun CoatingsПолосовые слои на небольшой конструкции
Полосовая окраска
кистью до нанесения
основного слоя:
Труднодоступные места
Швы ручной сварки
Острые кромки, углы
Обрамления вырезов
Необходимо выполнить
технологическую защиту
не окрашиваемых
поверхностей.
Level 1 / Module 1.04 Basic 2
Slide 110 of 140
110. Полосовые слои на небольшой конструкции
Jotun CoatingsПолосовая окраска кистью небольшой сложной
конструкции
• Кисть- лучший инструмент
для полосовой окраски
• Хорошее смачивание
поверхности
• Хорошее обеспечение
адгезии
Level 1 / Module 1.04 Basic 2
Slide 111 of 140
Application: Stripe_coating1
111. Полосовая окраска кистью небольшой сложной конструкции
Jotun CoatingsБалластный танк. Полосовые слои между
основными слоями
• Все сварные швы,
кромки, выреза и
трудно доступные
места
• Желательно
выполнять
контрастными
цветами
Cd-4934-89
Не забывайте про
контрастные цвета
Level 1 / Module 1.04 Basic 2
Slide 112 of 140
112. Балластный танк. Полосовые слои между основными слоями
Jotun CoatingsПолосовая окраска конструкции
Полосовые между
основными слоями
Сварные швы
Кромки
Головки бульбов
Углы
Выреза.
Не забывайте про
Контрастные цвета
Level 1 / Module 1.04 Basic 2
Slide 113 of 140
Rød, grå striper
0589 - 22
113. Полосовая окраска конструкции
Jotun CoatingsПолосовые на надстройке
Полосовые между
слоями
Трубы
Фундаменты
Комингсы
иллюминаторов
Поручни
Dekkshus
0589 - 30
Не забывайте про
контрастные цвета
Level 1 / Module 1.04 Basic 2
Slide 114 of 140
114. Полосовые на надстройке
Jotun CoatingsКоррозия на надстройке
• Металлоконструкци
и в районе
уплотнительной
резины трудно
окрасить
• Как результатранняя коррозия
• Плохо выполнена
полосовая окраска
Level 1 / Module 1.04 Basic 2
Slide 115 of 140
Vinduer
4226 - 39
0590 - 43
115. Коррозия на надстройке
Jotun CoatingsПочему используем БВР ?
Экономия времени: До 50 - 75%
• В сравнении с кистью: Как минимум в 4
раза
• С валиком: Как минимум
в 2 раза
Level 1 / Module 1.04 Basic 2
Slide 116 of 140
116.
Jotun CoatingsБВР- достаточно быстрый способ окраски
Высокая производительность
Окраска несколькими
установками еще более
ускоряет процесс
Хороший результат зависит от
мастерства маляров:
– Важно соблюдать правильную
дистанцию окраски
– Не наклонять факел слишком
сильно
– Отсекать факел до окончания
движения руки
Application: Spray_fast1
Level 1 / Module 1.04 Basic 2
Slide 117 of 140
117. БВР- достаточно быстрый способ окраски
Jotun CoatingsУстановка БВР
• Установка БВР
• Высокое давление
• Typical pressure ratios:
1: 48 или 1: 60
• Рекомендуемое давление
распыла: Min 15 MPa
(150 kp/cm² или 2.100 psi)
• Маленький диаметр и длинные
шланги ведут к потере давления
Level 1 / Module 1.04 Basic 2
Slide 118 of 140
118. Установка БВР
Jotun CoatingsРаспыление краски
Сопло
Выход
Атомизированные
частицы краски
Level 1 / Module 1.04 Basic 2
Slide 119 of 140
Факел
119. Распыление краски
Jotun CoatingsТолщина при нанесении
Толщина пленки зависит от :
• Расстояния до поверхности
• Скорости прохода
• Давления
• Размера сопла
Level 1 / Module 1.04 Basic 2
Slide 120 of 140
120. Толщина при нанесении
Jotun CoatingsОкраска внутренних углов
Формируется
воздушная подушка
Зона низкой толщины
Зона большой толщины
Окраска угла прямо дает неровную толщину пленки
Level 1 / Module 1.04 Basic 2
Slide 121 of 140
121.
Jotun CoatingsПистолет и факел
• Правильное расстояние до
поверхности
• Факел равномерный, без
языков
• При окраске маленьких или
узких конструкций трудно
избежать аэрозоли
• При окраске ровных больших
поверхностей наиболее часто
применимы сопла с углом
распыла 60-80 градусов.
Level 1 / Module 1.04 Basic 2
Slide 122 of 140
122. Пистолет и факел
Jotun CoatingsОкраска днища судна
• Очистка до Sa 2½
• Нанесение
однослойной
ледостойкой схемы
• Хорошая техника
нанесения
• Хорошее перекрытие
проходов
Level 1 / Module 1.04 Basic 2
Slide 123 of 140
123. Окраска днища судна
Jotun CoatingsОкраска цистерны
• Подготовка Sa 2 ½
• Схема: Полиэстер со
стеклянными
чешуйками
• Хорошая техника
нанесения
Level 1 / Module 1.04 Basic 2
Slide 124 of 140
124. Окраска цистерны
Jotun CoatingsОкраска сложной конструкции
• Подготовка Sa 2½
• Схема: Полиэстер со
стеклянными
чешуйками
• Хорошая техника
нанесения
Level 1 / Module 1.04 Basic 2
Slide 125 of 140
125. Окраска сложной конструкции
Jotun CoatingsОкраска с «удочки»
Плохая техника
Окраска БВР
Sprøyting
• «Домашнее»
Hjemmelaget utstyr
решение
9 - 52
• Не возможно
контролировать
• Дает некачественную
пленку
Level 1 / Module 1.04 Basic 2
Slide 126 of 140
126. Окраска с «удочки»
Jotun CoatingsОкраска с подъемника
• Окраска с подъемника
• Возможность
выдерживать
правильную
дистанцию.
• Недостаток:
Производительность
ниже, чем с крановой
люльки.
Level 1 / Module 1.04 Basic 2
Slide 127 of 140
127. Окраска с подъемника
Jotun CoatingsОкраска плоских больших поверхностей
• Окраска с люльки
• Может вызвать
механические
повреждения
• Необходимо
выравнивать и
страховать положение
люльки
• Амплитуда качания
Level 1 / Module 1.04 Basic 2
Slide 128 of 140
128. Окраска плоских больших поверхностей
Jotun CoatingsОкраска тесных пространств
• Часто достаточно
трудно выполнить
• Окраска тесных
пространств
трудоемка
• Необходимо
сочетание мастерства
и опыта, а также
правильной техники
Level 1 / Module 1.04 Basic 2
Slide 129 of 140
129. Окраска тесных пространств
Jotun CoatingsХороший доступ к поверхности- важное
условие качества окраски!
Level 1 / Module 1.04 Basic 2
Slide 130 of 140
130. Хороший доступ к поверхности- важное условие качества окраски!
Jotun CoatingsБВР.
Небольшое комплексное оборудование
• БВР может успешно
применяться на небольших
сложных конструкциях
• Всегда необходимо начинать
со сложной части
конструкции
• Затем окрашивать ровные
участки
• Соблюдать дистанцию
• Не наклонять факел
• Отсечка до окончания
движения
Level 1 / Module 1.04 Basic 2
Slide 131 of 140
Application: Spray_technique1
131. БВР. Небольшое комплексное оборудование
Jotun CoatingsНе систематическое распыление
• Может привести к
неравномерной толщине
• Малая толщина:
– Недостаточная защита
• Большая толщина:
– Растворитель в пленке
• Убедиться в правильном
перекрытии походов
• Перекрытие примерно 50 %
дает равномерную толщину
Level 1 / Module 1.04 Basic 2
Slide 132 of 140
Application: Spray_technique2
132. Не систематическое распыление
Jotun CoatingsБВР, расстояние до поверхности
• Соблюдайте дистанцию
• Правильная дистанция дает
равномерную пленку
• Увеличение дистанции дает
плохое растекание краски
• Попытка «дотянуться» до
дальних участков факелом
дает неровную толщину
• На швах- неокрашенные
участки
• «Размахивание» факелом
дает грубую пленку
Level 1 / Module 1.04 Basic 2
Slide 133 of 140
Application: Spray_technique3
133. БВР, расстояние до поверхности
Jotun CoatingsНеправильная техника окраски БВР ведет к:
Level 1 / Module 1.04 Basic 2
Грубой поверхности
Большому количеству аэрозоли
Игольчатым порам в краске
Воздушным пузырькам в краске
Пузырькам растворителя
Большому расходу краски
Slide 134 of 140
134.
Jotun CoatingsТехника нанесения
Комбинированные методы
• Некоторые поверхности
трудно окрасить БВР
• Начните с окраски
кистью
• Затем используйте
валик
• И, наконец, оставшиеся
поверхности окрасьте
БВР
Level 1 / Module 1.04 Basic 2
Slide 135 of 140
Application: Roller_brush1
135. Техника нанесения Комбинированные методы
Jotun CoatingsВентиляция.
Правильное расположение
Пары
растворителя
тяжелее воздуха
Level 1 / Module 1.04 Basic 2
Вытяжные рукава
должны
размещаться на
дне объема
Slide 136 of 140
136. Вентиляция. Правильное расположение
Jotun CoatingsВентиляция.
Неправильное расположение
Приточный вентилятор
Вытяжной вентилятор
Поток
воздуха
Пары растворителя
Поток
воздуха
Пары растворителя
Рукав приточного вентилятора
Вытягиваемый
воздух
Пары
растворителя
Level 1 / Module 1.04 Basic 2
Slide 137 of 140
137. Вентиляция. Неправильное расположение
Jotun CoatingsРиск безопасности: Пары
растворителя
Level 1 / Module 1.04 Basic 2
Slide 138 of 140
138.
Jotun CoatingsТемпература и влажность воздуха при сушке
покрытия.
• Подача горячего воздуха сразу после окраски ведет к
быстрому поверхностному высыханию и заключению
растворителя в ловушку
• Прохладный воздух дольше держит пленку открытой,
что обеспечивает испарение растворителя
• Избегайте высокой температуры воздуха (особенно
для эпоксидных красок)
• Высокая влажность замедляет процесс сушки
• Тепловые пушки, использующие пропан или керосин,
вырабатывают воду и углекислый газ, что может
вызвать аминное отпотевание
Level 1 / Module 1.04 Basic 2
Slide 139 of 140
139. Температура и влажность воздуха при сушке покрытия.
Jotun CoatingsВременные параметры
• Shelf Life (время хранения “на полке” на складе)
• Pot Life (время, в течение которого можно наносить двух
компонентную краску после смешивания компонентов)
• Induction Time (время предварительной реакции
компонентов краски после их смешивания до начала
нанесения)
• Drying Times (время после нанесения, в течение которого
краска становится Surface dry/ Hard dry / Fully Cured)
• Re-coating Interval (minimum / maximum время до
нанесения последующего слоя)
…эти параметры зависят от температуры!
Level 1 / Module 1.04 Basic 2
Slide 140 of 140