






















 Промышленность
ПромышленностьПохожие презентации:
, оснастка")









Отклонения в процессе высечки на СПО
1. Отклонения в процессе высечки на SPO.
2. Совмещение печати и высечки
1.3.
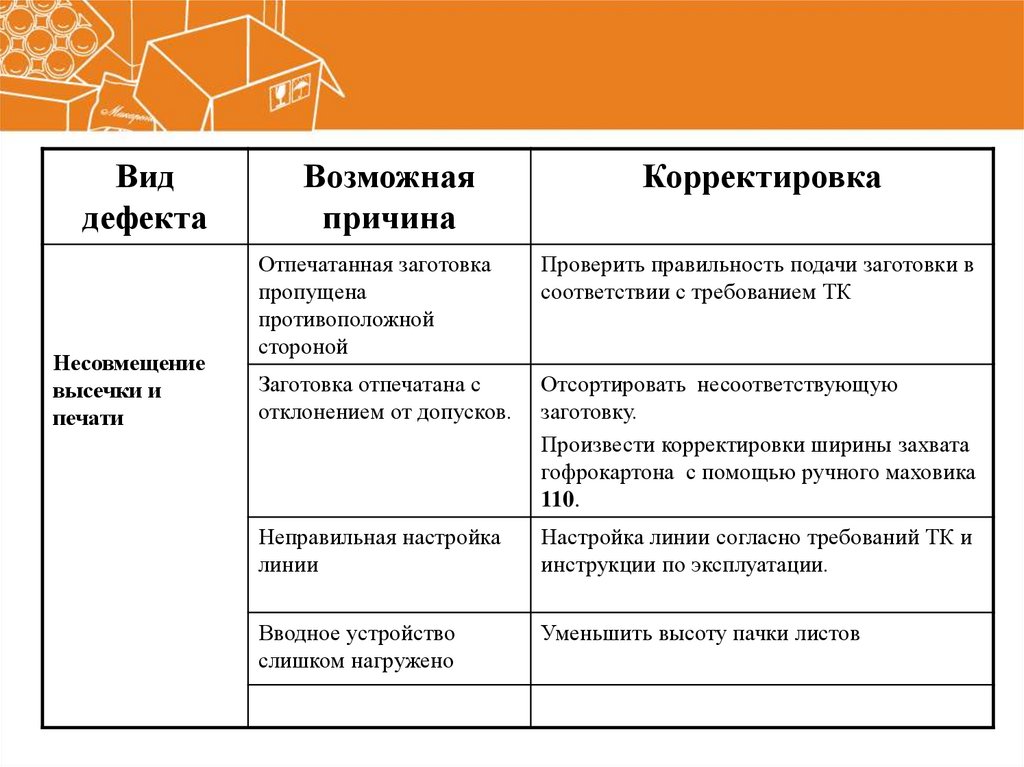
Виддефекта
Несовмещение
высечки и
печати
Возможная
причина
Корректировка
Отпечатанная заготовка
пропущена
противоположной
стороной
Проверить правильность подачи заготовки в
соответствии с требованием ТК
Заготовка отпечатана с
отклонением от допусков.
Отсортировать несоответствующую
заготовку.
Произвести корректировки ширины захвата
гофрокартона с помощью ручного маховика
110.
Неправильная настройка
линии
Настройка линии согласно требований ТК и
инструкции по эксплуатации.
Вводное устройство
слишком нагружено
Уменьшить высоту пачки листов
4. маховик регулировки захвата листа
5. Ворсинки в местах реза ножей
6. Деформация режущей длинейки
7. Ворсинки в местах реза ножей
Ворсистость появляется как правило из-за деформации режущейлинейки в результате возникают заусенцы, т.е получается два реза
между которыми получается ворс (предыдущие слайды).
Повреждение режущей части возникает по следующим причинам:
- Не верно произведен расчет усилия давления на штанцформу
- Использование контр пластин тигельного пресса высокой
твердости.
При использование контр-пластин
средней твердости (М345
=HRS35) износ режущих линеек сокращается в результате срок
службы штанцформы увеличивается. В данном случае время на
приправку сокращается за счет увеличения давления штампа.
Ресурс контр пластин средней твердости примерно 100-200 тыс.
оттисков.
- При превышении давления на штанцформу.
8. Растрескивание картона с внутренней стороны.
9. Растрескивание внутреннего слоя.
Вид дефектаПросечение внутреннего
плоского слоя по линии
бигования и линии реза
Возможная
причина
Корректировка
Большое давление
рилевального элемента на
поверхность гофрокартона
Уменьшить высоту
биговальной линейки.
Не верно подобрана
эжекторная резина
Произвести замену резины
на большей твердости.
Несоответствие влажности
заготовки требованиям ТУ.
Не верно подобрана
композиция сырья
При не возможности
устранения растрескивания
изготовить заготовку с
влажностью согласно
требованиям
Износ оснастки
Замена
10. Контр-матрица
еc
а
b
d
Высота линеек с биговальной контр матрицей
.а= высота биговальной линейки
.b=высота высекальных ножей .
.c=толщина сплющенного г/картона
.d=толщина основания контр матрицы
.a=b-(c + d)
Размеры контр матрицы
,f= 2толщины сплющенного г/картона+ширина биговальной линейки
g
,g= толщина сплющенного г/картона
,f=(2хс)+е
f
11. Контр-матрица
Высота линеек без биговальной контр матрицы (цыто)а - высота биговальной линейки
b - высота высекальных ножей
с - толщина сплющенного г/картона
е - 2/3 толщины г/картона (ориентировочно)
ФОРМУЛА:
с
а
b
.a=b-c
12. Установка перемычек
Перемычки – не прорубленная часть материала предназначенная дляскрепления заготовок между собой и для удерживания отходов на листе.
Удерживающие перемычки необходимы для дальнейшей протяжки вырубленных
форм в целом в следующую секцию штанцевального автомата. По большей части
они отвечают за скорость работы штанцевальной машины.
Число перемычек
Число и размер должны быть минимальными для гарантирования качества высечки, однако
достаточным доля получения высокой скорости производства, положение перемычек
зависит от конструкции (формы) готового изделия. Тем не менее необходимо соблюдать
следующие правила:
Связь заготовок с переднем отходом листа
1. По возможности против каждого прищепа выполняются две перемычки. Расстояние
между двумя перемычками должно быть приблизительно - 10 мм.
Можно помещать перемычки между прищепами. Это позволит установить резину по обеим
сторонам от ножа, чтобы повысить прочность перемычки.
2.Ели имеются слабые клапана, оставлять перед прищепами лишь по одной перемычке. Это
позволит предотвратить разрыв клапанов при отделении переднего отхода листа.
13. Установка перемычек
Связь между заготовками3. Выполнить несколько перемычек между заготовками в направлении движения.
Эти перемычки должны быть параллельны оси перемычек, соединяющих заготовки с
переднем отходом листа.
4. Выполнить несколько перемычек между заготовками в поперечном направлении.
Связь внешних отходов
5. На каждом из ножей, отделяющем боковые отходные кромки от переднего и заднего
отхода листа, выполнить паз, чтобы получить перемычку.
6. Если внешние отходы разделены на части выполнить два паза на каждом из
разделяющих ножей, чтобы получить две перемычки.
Не должно быть перемычек, соединяющих заготовки с боковыми отходными кромками.
Удержание внутренних отходов
7. Запрещается выполнять перемычки лишь с одной стороны отхода. Во избежания
шарнира.
Необходимо всегда предусматривать две перемычки расположенных одна против другой.
По возможности, перемычки, удерживающие внутренние отходы, должны располагаться в
направлении движения.
14. Параметры перемычек
КартонГлубина паза Ширина паза
Ширина паза
(b)
по
перпендикулярна
направлению направлению подачи
подачи листа,
листа, (а)
(а)
Гофр F
С + 0,5мм.
1,0- 1,2мм
0,7 – 1,0мм
Гофр ,В и С
С + 0,5мм.
1,4- 1,6мм
1,2мм
Пятислойный
D + 0,5мм
2,0 - 2,5мм
1,5мм
15. Перемычки
Перемычки – не прорубленная часть материалапредназначенная для скрепления заготовок между
собой и для удерживания отходов на листе.
Засечки
–
изготавливаются
при
помощи
шлифовального инструмента для того чтобы в
процессе вырубки на материала образовались
перемычки.
Существует два вида удерживающих перемычек:
1) перемычки, удерживающие на штенцевальном листе
заготовки;
2) перемычки, удерживающие на штанцевальном листе
отходы.
16. Характеристика засечек и перемычек
– прочностьудерживающих
перемычек
по
ходу
волны
приблизительно в 2 раза ниже, чем поперек хода волны;
− ширина удерживающей перемычки зависит от качества, толщины
и структуры материала, а также от возможностей гофрокартона,
предназначенного для штанцевания;
− глубина удерживающей засечки должна соответствовать по
меньшей
мере
спрессованной
или
сжатой
толщине
гофроматериала.
Железное правило: ширина удерживающей засечки =
Е – волна 0,8-1,0мм
В – волна 1,0-1,4мм
С – волна 1,4-1,6мм
Пятислойный картон – 2,0-2,5мм
Глубина удерживающей засечки = 1,5 х (сжатая спрессованная)
толщина гофроматериала.
17. Обрезинивание
Основные функции:а) остановка и фиксация обрабатываемого материала перед
штанцевальным процессом;
б) снятие и удаление с линеек обрабатываемого материала после
штанцевального процесса.
Резина должна располагаться приблизительно в 1,0-2,0мм от
режущей линейки, так как иначе существует опасность разрыва
удерживающих засечек из-за растяжения резины после процесса
сжатия.
Высота резины должна выбираться так, чтобы она была выше
режущей линейки на ≈ 2,0-2,5мм
18. Обрезинивание
Параметры эжекторных материалов (резины).1. Вдоль режущих линеек по передней кромке и между заготовками при наличии на
них силовых засечек:
•сплошная резина С-профиля высотой 11 мм твёрдостью 30 Шор А.
2. Вдоль перфорационных и режуще-биговальных линеек вдоль волны гофра:
•пенополиуретан «Вулколан» профиля 10х10 мм твёрдостью 45 Шор А.
3. Вдоль режуще-биговальных линеек поперёк волны гофра:
•ячеистая резина высотой 11 мм твёрдостью 20 Шор А.
4.Вдоль биговальных линеек вдоль волны гофра:
•для профиля С: биговальный профиль В2 высотой 7 мм твёрдостью 50-55 Шор А,
•для профилей В и Е: биговальный профиль В2 высотой 7,5 мм твёрдостью 50-55
Шор А.
5.На отходах узкой и сложной формы:
•пенополиуретан «Вулколан» высотой 10 мм твёрдостью 45 Шор А.
6. Вдоль биговальных линеек при использовании контр-биговальных систем (“matrix
crease”) вдоль волны гофра:
•профиль С3 высотой 7 мм твердостью … Шор А
•Вдоль остальные режущих линеек - ячеистая резина высотой 11 мм твёрдостью 20 Шор.
19. Приправка
Размер приправочного листа должен быть по размеру высечногоштампа.
Приправка состоит в приклеивании приправочной бумажной ленты
на приправочный лист в местах обнаружения недостаточной
высечки.
Приклейка приправочной ленты
1. Выполнить высечку листа в режиме толчковой работы при
поднятой верхней выламывающей формы.
2. Остановить лист в выламывающей секции.
3. Вынуть лист и отметить порядок заготовок на листе
4. Отделить заготовки друг от друга, и от отхода.
5. Отметить на заготовке плохо высеченные места, требующие
приправки.
6. К приправочному листу приклеить приправочную ленту по линиям,
соответствующим отмеченным участкам.
20. Приправка новой оснастки
1. Комплект штанцевальной оснастки установить в машину.2. Провести холостой ход машины в течение 5 минут с давлением
составляющим 50% от минимального указанного на штампе, для
точной посадки линеек.
3. Установить минимальное давление, написанное на штампе.
4. Выполнить высечку одного листа.
5. Проверить результат, оценить необходимость увеличения
давления либо проведения приправки. (Если качественная
высечка составляет менее 80%, производить постепенное
повышение давления пока качественная высечка не достигнет
80%. При достижении 80% качественной высечки производить
приправку).
6. При проведении приправки,
в зависимости от толщины
недорубленного картона, использовать ленту разной толщины.
(При небольшой толщине «недоруба» использовать приправочную
ленту толщиной 0,04 мм. При «недорубах» большей толщины
использовать ленту 0,08 мм. Толщина «недоруба» осуществляется
визуально).
21. Приправка новой оснастки
7. После каждой приправки производить пробную высечку, принеобходимости производить дополнительную приправку.
8. По
достижению качественного реза на 100% ножей,
перфорации, биговальных линеек, пропустить ≈ 10-15 листов и
проверить качество реза в потоке.
9. При необходимости произвести приправку лентой толщиной 0,04
мм.
10. После выполнения заказа записать величину рабочего
давления на карте учёта давления (на штампе) для того, чтобы
определить давление при повторном заказе.
11. При работе использовать приправочные листы, с пометкой о
принадлежности только той машине, на которой производится
заказ.
Необходимо придерживаться всех приведенных здесь
рекомендаций. Чем правильнее и точнее выполнена
приправка, тем стабильнее работа машины, чище рез, меньше
штанцевальное давление, меньше размеры удерживающих
перемычек и более долгая служба штампа.
22. Разделение отхода
Ножи дробления кромок и внутренних отходов размещаются на усмотрение всоответствие с рекомендациями Bobst. Боковые кромки делятся на 2-3 части,
задняя кромка на 3-4 части длинной 500-600 мм.
Из за жесткости гофрированного листа, большие отходы отделяются от него менее
эффективно, чем маленькие. Кроме того. большие отходы сложнее
перерабатывать в стандартных системах, они могут вызывать засорение (забивки),
что приводит к простою оборудования.
Разделение боковых и задней кромок, а также внутренних отходов в районе
задней балки производится с помощью стрипперных ножей 1,05х50 мм с зубчатой
рабочей кромкой (в верхней оснастке).
Оклейка верхней оснастки производится поролоном RG35 плотностью 35-40
кг/куб.м (голубой)
23. Особенности переработки заготовки из низкограммажного сырья.
24. Особенности переработки заготовки из низкограммажного сырья
На низкограммажном сырье при изготовлении 4-х клапанныхизделиях нередко появляется пятый угол. Методы устранения
могут быть следующие:
• Изменить композицию используемого сырья таким образом,
чтобы внутренний гофрированный слой был меньше, чем
наружние плоские.
• По мере возможности не использовать резину вдоль биговальных
линеек.
• Использование биговальных линеек с расширенной головкой.