























")











 Промышленность
ПромышленностьПохожие презентации:










Установки для плазменной сварки и резки
1. Установки для плазменной сварки и резки
2.
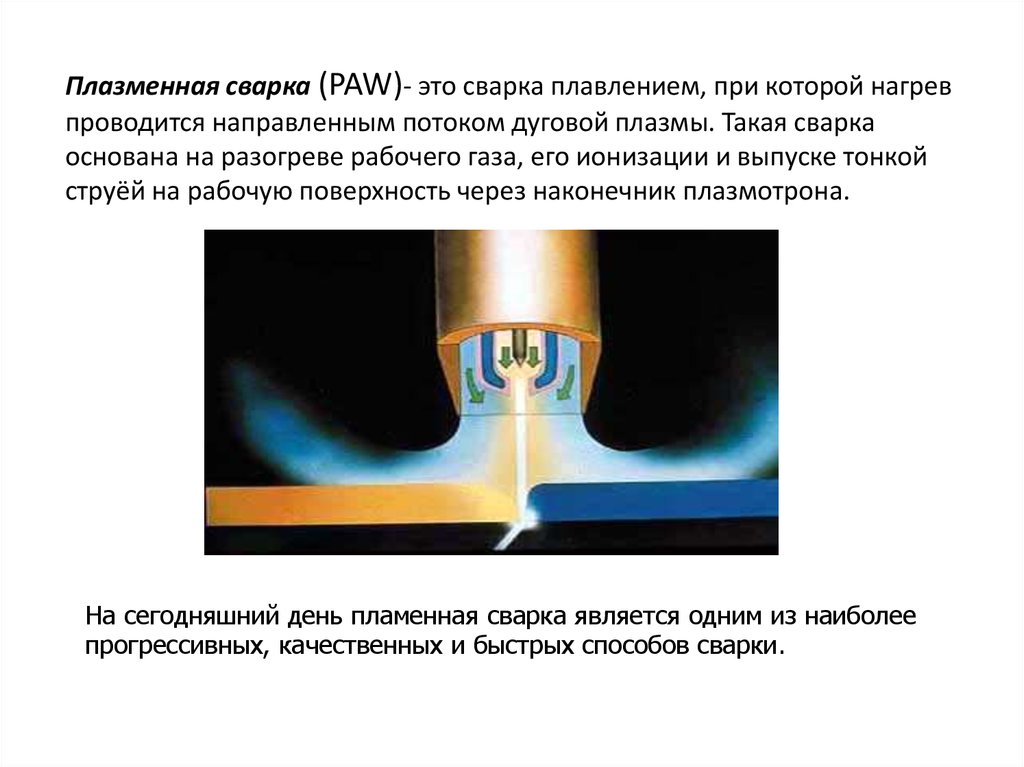
Плазменная сварка (PAW)- это сварка плавлением, при которой нагревпроводится направленным потоком дуговой плазмы. Такая сварка
основана на разогреве рабочего газа, его ионизации и выпуске тонкой
струёй на рабочую поверхность через наконечник плазмотрона.
На сегодняшний день пламенная сварка является одним из наиболее
прогрессивных, качественных и быстрых способов сварки.
3.
4.
От обычного электродугового метода плазменная сварка отличается,прежде всего, наличием высокой концентрации энергии в эпицентре
разогрева металла и широкими возможностями её регулирования.
Плазменная сварка основана на работе генератора плазмы или
плазмотрона. Под действием сильного электрического тока газ
ионизируется и затем используется для сварки. В результате, такая
сварка обеспечивает очень высокое качество сварочных швов, не
требующих дополнительной обработки. Благодаря узкой зоне прогрева
практически сведены к минимуму возможные температурные
деформации
и
усадка
свариваемых
металлов.
5.
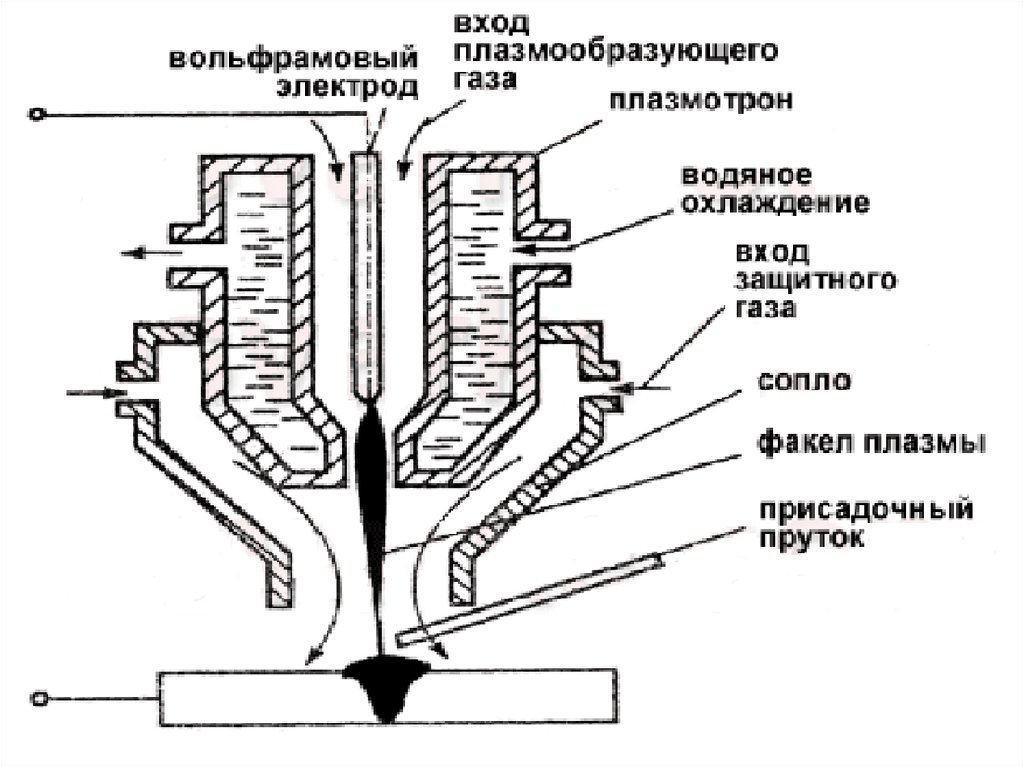
Возможны две схемы процесса:сварка плазменной дугой, когда дуга горит между
неплавящимся электродом и изделием;
сварка плазменной струей, когда дуга горит между
неплавящимся электродом и соплом плазмотрона и выдувается
потоком газа.
В качестве плазмообразующего газа при сварке используется
обычно аргон, иногда с добавками гелия или водорода. В качестве
защитного газа используется чаще всего также аргон. Материал
электрода – вольфрам, активированный иттрием, лантаном или
торием, а также гафний и медь.
В зависимости от силы тока различают три разновидности
плазменной сварки:
микроплазменная (Iсв = 0,1–25А);
на средних токах (Iсв = 50–150А);
на больших токах (Iсв > 150А).
6.
Микроплазменная сваркаВ связи с высокой степенью ионизации газа в плазмотроне плазменная дуга
может гореть при очень малых значениях тока, начиная с 0,1 А.
Микроплазменная сварка является эффективным способом сварки изделий
малой толщины, от 0,05 до 1,5 мм. Высокая концентрация энергии и
иглоподобная форма малоамперной сжатой дуги обеспечивает получение
узкого шва и малой зоны термического влияния, что снижает деформацию
изделий на 25-30 % по сравнению с аргонодуговой сваркой.
Микроплазменная сварка используется для сварки листов цветных
металлов малой толщины, а также нержавеющей стали, никеля, титана,
циркония, сплавов серебра и золота, успешно применяется при
производстве тонкостенных труб и емкостей, приварке мембран и
сильфонов к массивным деталям, соединении фольги, термопар, при
изготовлении ювелирных изделий, медицинского оборудования и
электроники.
7.
Плазменная сварка на средних и больших токахПлазменная сварка на токах Iсв = 50–150А имеет много общего с
аргонодуговой сваркой вольфрамовым электродом. Однако из-за более
высокой мощности дуги и ограниченной площади нагрева она является более
эффективной. По энергетическим характеристикам плазменная дуга занимает
промежуточное положение между обычной дугой и электронным или
лазерным лучом. Она обеспечивает более глубокое проплавление, чем
обычная дуга, при меньшей ширине шва. Сварка может осуществляться с
применением присадочной проволоки или без нее. Плазменная сварка на
токах более I = 150A оказывает еще большее силовое воздействие на металл
(плазменная дуга на токах 150А эквивалентна 300А дуге при сварке
неплавящимся электродом). Сварка сопровождается полным проплавлением
с образованием в ванне сквозного отверстия. Такой способ сварки получил
название «сварка проникающей дугой». Процесс характеризуется полным
проплавлением свариваемых элементов по толщине с образованием
небольшого отверстия, через которое раскаленные газы и пары удаляются за
нижние кромки свариваемых элементов. Металл, расплавленный дугой,
стекая по стенкам свариваемых элементов, удерживается силами
поверхностного натяжения. При подобной технологии подкладки не
применяют.
Применение способа сварки проникающей дугой позволяет получать
качественное соединение при сварке металлов, обладающих повышенным
поверхностным натяжением, например нержавеющих сталей и сплавов титана
от 3 до 15 мм на токах от 100 до 300 А.
8.
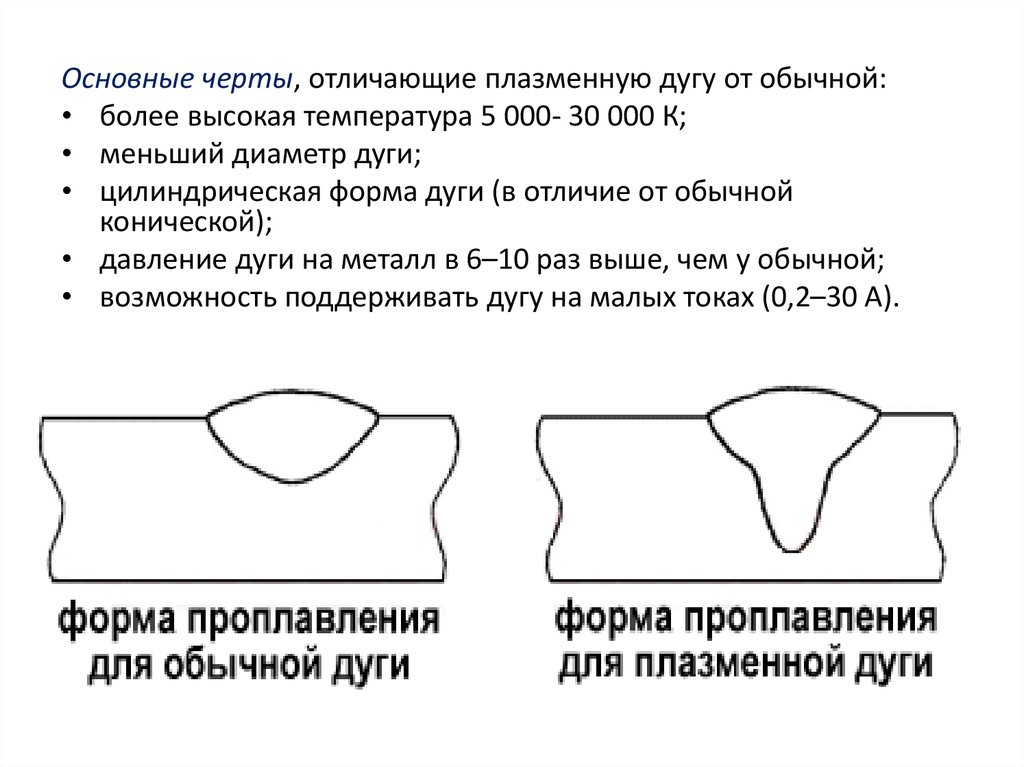
Основные черты, отличающие плазменную дугу от обычной:• более высокая температура 5 000- 30 000 К;
• меньший диаметр дуги;
• цилиндрическая форма дуги (в отличие от обычной
конической);
• давление дуги на металл в 6–10 раз выше, чем у обычной;
• возможность поддерживать дугу на малых токах (0,2–30 А).
9. Сравнение видов сварки
Образование брызг,малая глубина провара
Широкая дуга,
повреждение
электрода во время
сварки,
коробление изделия
Глубокий провар,
высокое качество и
производительность
сварки
10.
ПЛАЗМЕННАЯ ДУГА МОЖЕТ БЫТЬ ИСПОЛЬЗОВАНА:
при сварке тонколистового материала толщиной менее 1 мм, включая
тугоплавкие металлы;
при сварке металлов с неметаллами;
для наплавки и нанесения покрытий путем расплавления электронной или
дополнительно подаваемой в дугу присадочной проволоки;
для пайки;
разделительной резки и поверхностной обработки различных металлов.
11.
Процесс плазменной сварки имеет ПРЕИМУЩЕСТВА:-
-
-
-
высокая стабильность и устойчивость сжатой дуги, в том числе
на малых токах, при увеличенной длине дуги, на любой
полярности тока;
высокая
концентрация
тепловвода
уменьшает
объем
расплавляемого основного и присадочного металла, уменьшает в
ряде случаев количество дефектов в шве, снижает сварочные
деформации;
возможность исключения разделки кромок свариваемых деталей
за счет повышенной проплавляющей способности сжатой дуги;
полное исключение разбрызгивания расплавленного металла при
сварке;
возможность формирования шва без усиления или ослабления,
заподлицо с основным металлом;
автоматизированная плазменная сварка проникающей дугой
позволяет получить швы минимальной ширины, при этом расходы
на оборудование существенно ниже, чем при лазерной или
электроннолучевой сварке.
возможность
полной
механизации
и
автоматизации
технологического процесса.
12.
- импульсные режимы плазменной сварки уменьшают перегревизделия, опасность прожогов и сварочные деформации, улучшают
структуру шва;
- ведение процесса плазменной сварки на постоянном токе
обратной полярности повышает качество и стабильность свойств
сварного шва за счет эффекта катодной очистки, проявляющегося в
удалении оксидных и адсорбированных пленок со свариваемых
поверхностей;
- отсутствие включений вольфрама в сварном шве;
ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ плазменной сварки
определяется:
•экономией расходуемых материалов (газе, вольфраме, присадке);
•экономией времени сварки;
•повышением эксплуатационных характеристик сварных конструкций;
•снижением затрат на подготовку свариваемых кромок, на устранение
брака, на зачистку шва и правку сваренных изделий
13.
Плазменные установки состоят из следующих основных узлов:плазмотрона, блока питания и управления, баллона и системы
напуска плазмообразующего газа, баллона и системы напуска
защитного газа, устройства крепления плазмотрона и
перемещения детали.
Основным элементом ПУ является плазмотрон.
В качестве устройства перемещения используются токарные
или фрезерные станки, специализированные координатные
столы, роботы.
При использовании портальных устройств перемещения
плазмотрон крепится на портале и перемещается вместе с ним
относительно неподвижной заготовки, например листа металла
при резке или раскрое. Современные портальные устройства,
управляемые системой ЧПУ, обеспечивают перемещение
плазмотрона по горизонтали, вертикали, угол его поворота
относительно плоскости обрабатываемой поверхности.
14.
В настоящее время большинство плазмотронов прямогодействия снабжены дополнительным блоком питания для зажигания
дежурной (плотной) дуги. Данная дуга мощностью намного
меньшей, чем основная дуга, зажигается между электродом и
соплом, как в плазмотронах косвенного действия.
Наличие дежурной дуги облегчает условия зажигания рабочей
дуги путем соприкосновения соплом с обрабатываемой деталью
или просто его приближения к обрабатываемой поверхности.
Пилотная дуга выдувается плазмообразующим газом из сопла и при
приближении плазмотрона к детали она переходит на деталь.
Блоки питания современных плазменных установок снабжены
системами контроля, автоматического поддержания тока дуги,
системами защиты. Плазменные установки снабжены устройствами
измерения скорости плазмообразующего газа и средствами его
контроля
15.
Основные параметры режима.К основным параметрам плазменно-дуговой сварки относятся: ток,
напряжение, расстояние от торца сопла до изделия, скорость сварки,
расход плазмообразующего газа и защитного газа, диаметр и длина
сопла.
Характерный для плазменной сварки диапазон параметров режима
– сварочный ток от 80 до 350 А, напряжение от 25 до 35 В, скорость
сварки от 10 до 50 м/ч, подача плазмообразующего газа от 1,5 до 5
л/мин, подача защитного газа от 3 до 10 л/мин, расстояние от среза
сопла до изделия от 4 до 8 мм, диаметр сопла от 2,5 до 5 мм, длина
канала сопла от 1 до 3 мм.
При сварке металла толщиной до 3 мм ток не превышает 100 А. В
этом случае сварка выполняется без проникновения дуги через всю
толщину металла. Она может осуществляться как без присадочного
металла, так и с его добавлением. В первом случае шов формируется
практически без усиления, во втором же случае наоборот.
16.
Применение способа сварки проникающей дугой позволяетполучать качественное соединение при сварке металлов,
обладающих повышенным поверхностным натяжением,
например нержавеющих сталей и сплавов титана от 3 до 15
мм
на
токах
от
100
до
300
А.
Наиболее часто сварку ведут на постоянном токе прямой
полярности, за исключением алюминиевых и магниевых
сплавов, которые сваривают на обратной полярности или
переменном токе.
17.
Источники фирмы SBI (Австрия)18.
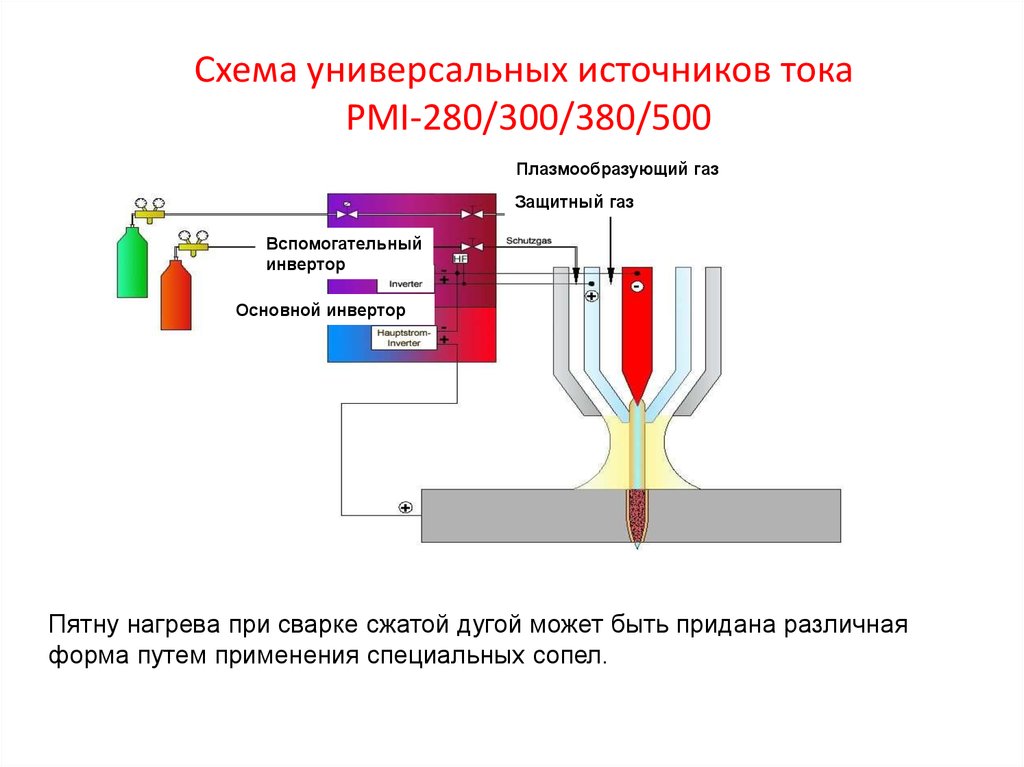
Схема универсальных источников токаPMI-280/300/380/500
Плазмообразующий газ
Защитный газ
Вспомогательный
инвертор
Основной инвертор
Пятну нагрева при сварке сжатой дугой может быть придана различная
форма путем применения специальных сопел.
19. Плазменная сварка универсальными источниками PMI-280/500
PMI-500Источники предназначены для:
- плазменной сварки толщиной до 0.5-3 мм
-плазменной точечной сварки до 3.5 мм
-плазменной сварки проникающей дугой
металлов толщиной до 8 мм
-плазменной пайки оцинкованных изделий
PMI-280
Сварка конструкций из легированных сталей,
титановых, сложнолегированных сплавов.
Сварка возможна в ручном или автоматическом
режиме, с подачей или без подачи присадочной
проволоки.
20. Плазменная сварка универсальными источниками тока PMI-300/380
Специально разработан для плазменнойсварки алюминия и его сложнолегированных
сплавов.
Режимы работы:
Виды сварки как и для PMI-500 кроме того:
- +DC сварка пост. током обратной полярности
- AC сварка переменным током
- AC /DC сварка смешанным током
Сварка конструкций из легированных сталей,
титановых, алюминиевых и сложнолегированных
сплавов (толщиной от 0.5 до 8.0 мм )
21.
PSW-500Плазменная точечная сварка
источниками PSW-280/500
Источники разработаны для:
-плазменной точечной сварки конструкций
с толщиной верхнего листа до 3.5 мм
PSW-280B
Сварка конструкций из легированных и
нелегированных сталей с односторонним
подходом к месту сварки
Сварка в ручном или автоматическом
режиме.
22. Схема источника для плазменной точечной сварки PSW
ЭлектродИнвертор
Сопло
Технические данные источника:
Сварочный ток: 6-510 A
Скор. нараст/спада 0.1-10сек
Частота модул. имп.: 0-500 гц
Толщина : 0,3-3.0 мм
Газы: Ar, Ar/H2 0,2-7 л/мин
Длительность сварки ≥ 5 мсек
Изделие
23. Плазменные горелки
Одна из причин в распространении плазменной сварки,этоусовершенствование горелок, что и обеспечило эффективное
использование преимуществ данного способа сварки
Для ручной сварки
Для автоматической сварки
24. Aвтоматизированная сварка с подачей присадки и источником тока PMI 280B
32
5
4
7
6
1
1.0 PMI 280B источник тока 280А
2.0 KD-1/R V2.0 механизм подачи присадки
3.0 Пакет шлангов от KD-1/R V2.0 до PMI 280В
4.0 Крепление катушки с присадкой
5.0 Направляющий трос для присадки
6.0 Автоматическая плазменная горелка 150 А 180°
7.0 Защита от столкновения
25. Aвтоматизированная сварка с подачей присадки и источником тока PMI 500
32
4
6
5
1
1.0
2.0
3.0
4.0
5.0
6.0
PMI 500 источник тока 500А
KD-MD V2.0 ведущее устройство подачи присадки
Пакет шлангов от ведущего к ведомому к механизму подачи присадки
KD-MF ведомое устройство подачи с катушкой для присадки
Автоматическая плазменная горелка 150 А 180°
Защита от столкновения
26. Aвтоматизированная сварка с подачей присадки и источником тока PMI 500
27. Образцы сварки источниками PMI
Дымоходные трубыНержавеющая сталь толщиной 0,4 мм, скорость 2 м/мин, сварочный ток
85 А, плазмагаз Ar, защитный газ Ar/H 94/6
28.
Образцы сварки источниками PMIСварка сосудов под давлением
Толщина стенки: 1,25 и 1,5 мм, скорость сварки 1,6 м/мин
плазмагаз Ar, защитный газ Ar/H2 94/6 , рабочее давление 70 бар
Resistance spot
29. Плазменная сварка проникающей дугой без подготовки кромок источниками PMI
Сжатой дугой можно производить сварку с глубоким проплавлением, образуя всварочной ванне сквозное отверстие, по форме напоминающее сверху
замочную скважину. Столб дуги при этом погружается в ванну почти на всю
толщину кромки детали, выдавливая жидкий металл
Горелка
-
+
Направление сварки
Зона сплавления
Повехность шва
Корень шва
Сварка стыковая листов стали толщиной
3-8 мм
Резервуары , трубы
Нержавеющие стали,титан алюминий
Высокая скорость сварки до 90cm/min
Ток сварки: 60-300 A
30. Плазменная сварка проникающей дугой без подготовки кромок источниками PMI
Сварка труб за один проходНержавеющая сталь толщина стенки 4 мм, сварочный ток 230 A, скорость сварки
0,8 м/мин, плазмагаз Ar, защитный газ Ar/H2 94/6
31. Плазменная сварка проникающей дугой без подготовки кромок источниками PMI
Приводной вал грузового автомобиляТолщина вала 3,5-6 мм, сварочный ток 190-290 A, скорость сварки 0,8-1,2 м/мин.
плазмагаз Аr, защитный газ Ar H
32. Образцы плазменной точечной сварки источниками PSW
Изготовление резервуаров с рубашкой охлаждения33. Образцы плазменной точечной сварки источниками PSW
Производство кузовов автобусов ИкарусПрофильные конструкции
Толщина: 1 - 2,5 мм.
34. Автоматическая плазменная точечная сварка
35. Програмное обеспечение PCS
Выборгорелки
Количество
энергии
Автоматизация
процесса
Выбор режима сварки и
параметров
36.
Установки для сварки продольных швов серии SWD используются дляавтоматической дуговой сварки труб, коробов, листов и обечаек, а также
широко применяются для сварки воздуховодов и дымоходов.
Основные особенности и преимущества установок серии SWD:
•массивная
жесткая
конструкция
обеспечивает
точное
позиционирование заготовки и надежный прижим свариваемых изделий;
•высокая скорость сварки — до 4 м/мин в зависимости от подготовки
кромок, толщины и марки материала;
37.
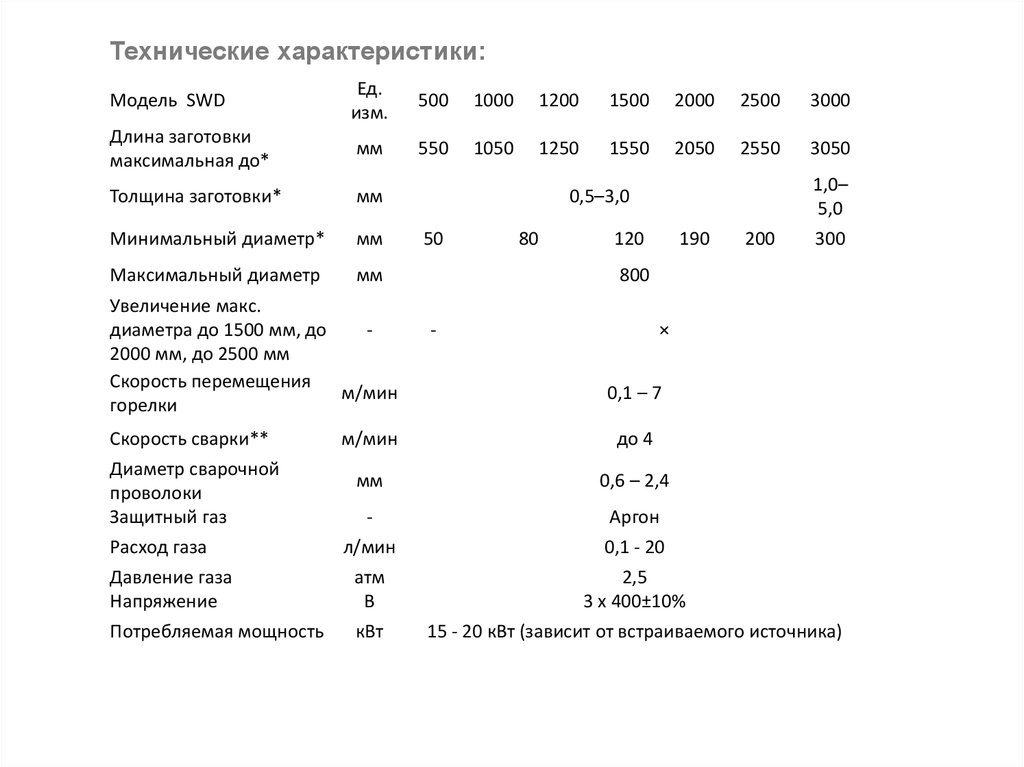
Технические характеристики:Модель SWD
Ед.
изм.
500
1000
1200
1500
2000
2500
3000
Длина заготовки
максимальная до*
мм
550
1050
1250
1550
2050
2550
3050
Толщина заготовки*
мм
Минимальный диаметр*
мм
Максимальный диаметр
мм
Увеличение макс.
диаметра до 1500 мм, до
2000 мм, до 2500 мм
Скорость перемещения
м/мин
горелки
Скорость сварки**
1,0–
5,0
0,5–3,0
50
80
120
190
200
300
800
-
×
0,1 – 7
м/мин
до 4
мм
0,6 – 2,4
-
Аргон
л/мин
0,1 - 20
Давление газа
Напряжение
атм
В
2,5
3 х 400±10%
Потребляемая мощность
кВт
15 - 20 кВт (зависит от встраиваемого источника)
Диаметр сварочной
проволоки
Защитный газ
Расход газа
38.
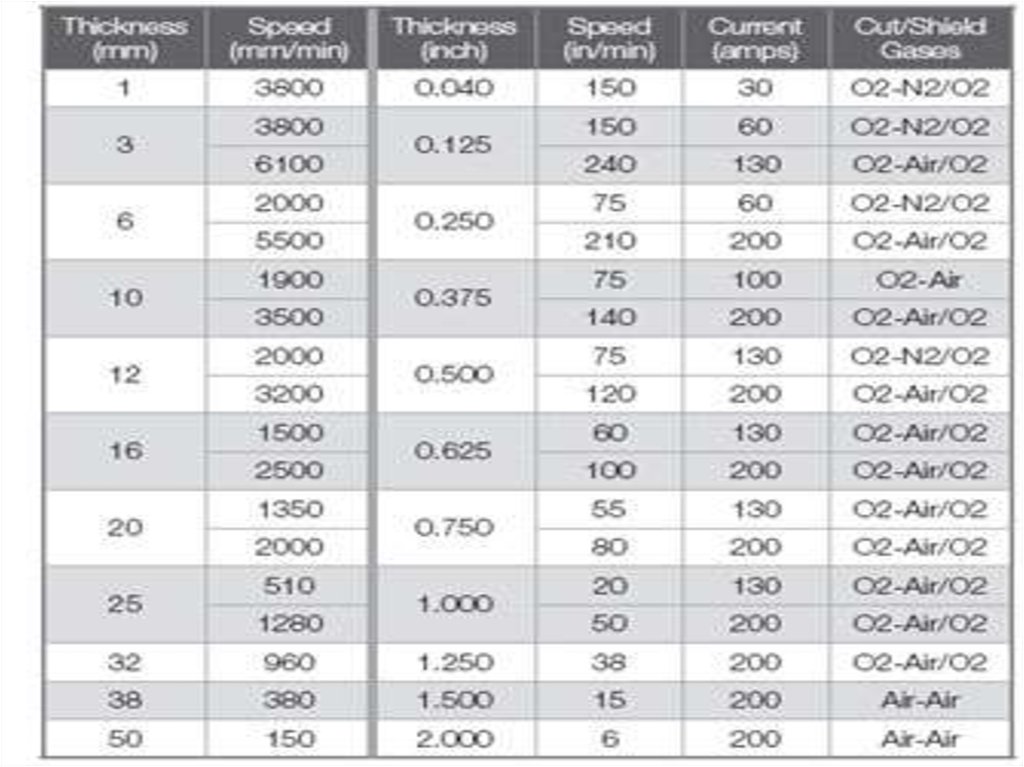
Режимы воздушно-плазменной резкиТип
разрезаемого
металла
Толщина(мм)
Диаметр
сопла(мм)
Сила тока А
Скорость Средняя
резки(м/м ширина
ин)
реза(мм)
Сталь
1-10
0,9-1,1
40-60
2-0,2
1-1,3
10-15
1,4
60-90
1,8-0,3
1,5-1,8
15-20
2,7
90- 140
1,5-0,5
1,8-2,2
20-25
1,9
100-150
1,2-0,15
2-2,5
1-15
1,4
60-90
1,5-0,5
1,5-2
10-30
1,7
90-140
1,2-0,5
2-2,5
20-40
1,9
100-150
0,5-0,1
2,5
10
3
300
3
3
20
1,5
3,5
30
0,7
4
40
0,5
4,5
50
0,3
5,5
0,4
6,5
Алюминий
Медь
60
3,5
400
39.
ПОРТАЛЬНАЯ МАШИНАПЛАЗМЕННОЙ РЕЗКИ СИБИРЬ АРМ
1,5/2,5
ОСОБЕННОСТИ:
•Оригинальное русскоязычное программное обеспечение.
•Автоматический контроль наличия и зазора плазмы.
•Для подключения машины необходима только подводка
электропитания и сжатого воздуха.
•Точность позиционирования резака: +\- 0,1 мм.
•Максимальная толщина разрезаемого металла: 25мм
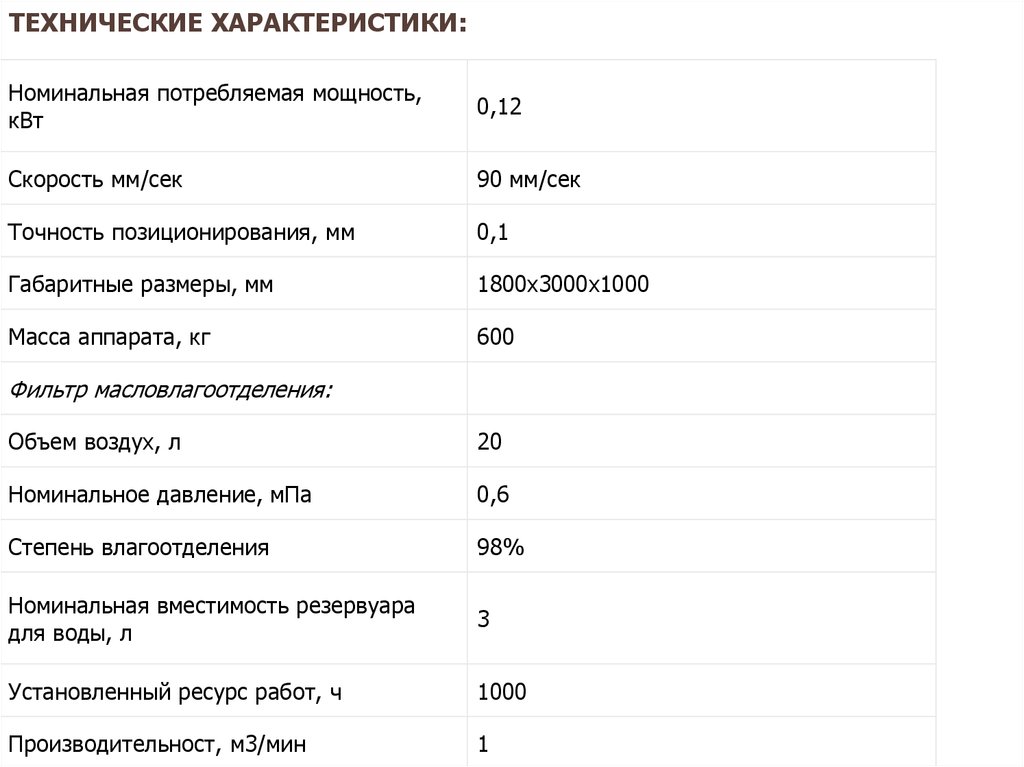
40.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:Номинальная потребляемая мощность,
кВт
0,12
Скорость мм/сек
90 мм/сек
Точность позиционирования, мм
0,1
Габаритные размеры, мм
1800х3000х1000
Масса аппарата, кг
600
Фильтр масловлагоотделения:
Объем воздух, л
20
Номинальное давление, мПа
0,6
Степень влагоотделения
98%
Номинальная вместимость резервуара
для воды, л
3
Установленный ресурс работ, ч
1000
Производительност, м3/мин
1
41.
ПОРТАЛЬНАЯ МАШИНА ПЛАЗМЕННОЙРЕЗКИ СИБИРЬ АРМ
2,0/6,0
ОСОБЕННОСТИ:
•Динамическое изменение скорости с учетом сложности контура;
•Автоматическая система поиска металла;
•Применяемые приводы: шаговые двигатели.
•Портальная конструкция станка с 2мя рельсами;
•Ширина рабочей зоны: 2000 мм;
•Длина рабочей зоны: 6000 мм;
•Максимальная толщина разрезаемого металла: плазмой «Сибирь 140ПР ЧПУ»
в автоматическом режиме – до 35 мм; в ручном режиме до 50 мм.
•Точность позиционирования резака: 0,3 мм.;
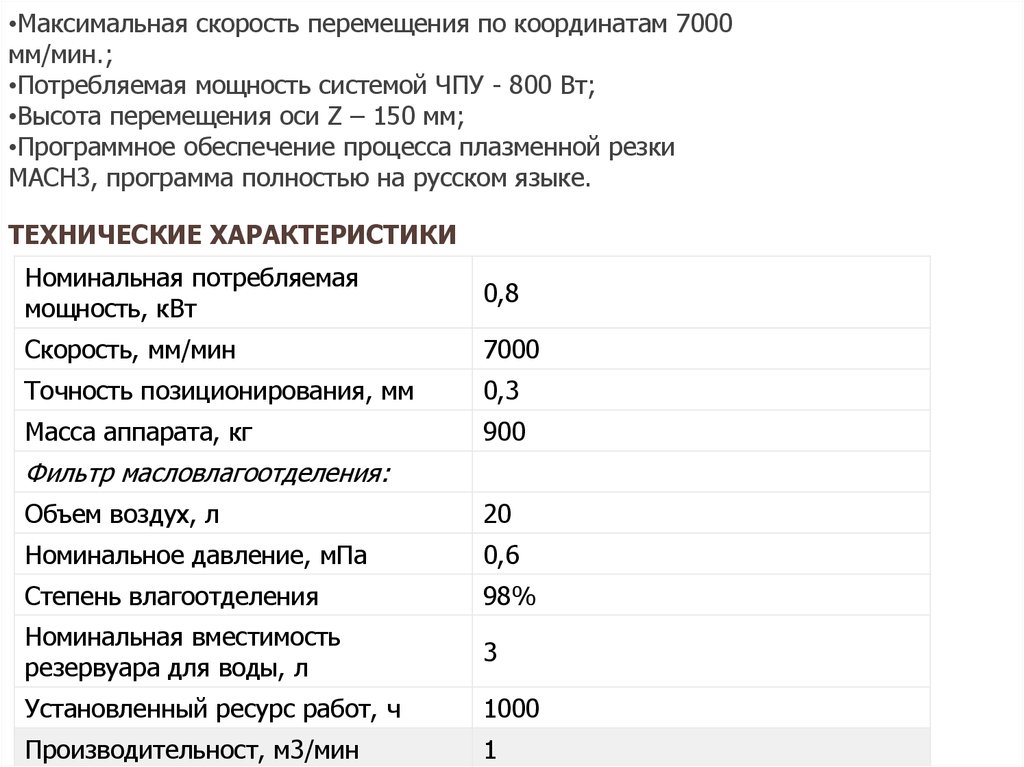
42.
•Максимальная скорость перемещения по координатам 7000мм/мин.;
•Потребляемая мощность системой ЧПУ - 800 Вт;
•Высота перемещения оси Z – 150 мм;
•Программное обеспечение процесса плазменной резки
MACH3, программа полностью на русском языке.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Номинальная потребляемая
мощность, кВт
0,8
Скорость, мм/мин
7000
Точность позиционирования, мм
0,3
Масса аппарата, кг
900
Фильтр масловлагоотделения:
Объем воздух, л
20
Номинальное давление, мПа
0,6
Степень влагоотделения
98%
Номинальная вместимость
резервуара для воды, л
3
Установленный ресурс работ, ч
1000
Производительност, м3/мин
1
43. Станок для плазменной резки V-PRO (США)
СТАНОК ДЛЯ ПЛАЗМЕННОЙ РЕЗКИ VPRO (США)Технические параметры станков V-PRO Cерия
• Просвет по оси Z: 66 мм;
• Ход оси Z: 89 мм;
• Повторяемость: +/- 0.025 мм;
• Максимальная скорость резки: 340 мм/с;
• Скорость свободного перемещения: 508 мм/с;
• Система привода по осям X, Y, и Z: шестерня-рейка;
• Стандартная рабочая поверхность: стальные ребра.
44.
Узел приводаИмеет одинаковую конструкцию на осях X и Y, выполнен из цельнолитых
алюминиевых деталей и полиуретановыхприводных ремней, армированных
стальными нитями.
Узел ходового винта
Ходовой винт диаметром 12,7 мм изготовлен из нержавеющей стали. Блок
крепления с двойными шариковыми подшипниками и латунная гайка
позволяют работать с большими осевыми нагрузками.
Портал
Конструкция выполнена из экструдированного алюминия с увеличенной
толщиной стенок (10 мм) и поперечным ребромдля абсолютной
параллельности. Передняя часть защищена от загрязнения пылью.
Контроллер
Ручной пульт управления позволяет быстро вводить все параметры работы,
производить запуск тестовой обработкиили раскроя, а также загружать рабочие
файлы с удаленного компьютера.
Автоматическое управление высотой сопла
Системы управления высотой сопла в некоторых станках выполнены независимыми от
контроллера перемещения.
Чувствительность регулятора автоматически настраивается согласно текущим
параметрам резки, что позволяет получить оптимальные результаты при любой
толщине материала.
45.
АППАРАТ ВОЗДУШНО-ПЛАЗМЕННОЙ Технические параметры станковРЕЗКИ MULTICAM, СЕРИЯ 3000
Серия 3000
• Просвет по оси Z: 101 мм;
• Ход по оси Z: 152 мм;
• Повторяемость: +/- 0.025 мм;
• Точность смещения положения: +/0.125 мм на расстоянии 3 метра;
• Максимальная скорость резки: 423
мм/с*;
• Максимальная скорость сварки: 80
мм/с*;
• Скорость свободного перемещения:
720 мм/с*;
• Система привода по осям X и Y: рейка
и шестерня;
• Система привода по оси Z:
шарикововинтовая пара;
• Стандартная поверхность рабочего
стола с откачкой.
* В системах с приводом от шагового
двигателя скорость резки и скорость
свободного перемещения составляет
254 мм/с.
46.
Стандартныехарактеристики станков
серии 3000:
-Возможность высокоскоростного перемещения по контуру.
-Полностью программируемый отвод режущей головки при
смене деталей.
-Автоматическое начальное определение высоты прорезания.
-Дружественный и понятный контроллер MultiCam.
-База данных по материалам.
-Два высокоточных привода по оси X.
-Два высокоточных привода по оси X.
-Профильные рельсы с линейным шариковым подшипником 25
мм для достижения максимальной жесткости.
-Оперативная память 8 Мегабайт с возможностью передачи
файла неограниченного размера.
-Стандартные интерфейсы Ethernet или RS232.
47. МАШИНА ПЛАЗМЕННОЙ РЕЗКИ MULTICAM 6000
Технические параметры станковСерия 6000. 5-ти осевой станок
плазменного раскроя
• Просвет по оси Z: 978 мм;
• Ход по оси Z: 305 мм;
• Повторяемость: +/- 0.025 мм;
• Точность смещения положения: +/0.250 мм на расстоянии 3 метра;
• Максимальная скорость резки: 338
мм/с;
• Скорость свободного перемещения:
423 мм/с;
• Система привода по осям X и Y:
косозубая рейка;
• Система привода по оси Z:
шарикововинтовая пара.
48.
Стандартные характеристики станковсерии 6000:
•Возможность высокоскоростного перемещения по
контуру.
•Полностью программируемый отвод режущей головки
при смене деталей.
•Автоматическое начальное определение высоты
прорезания
•Дружественный и понятный контроллер MultiCam
•База данных по материалам
•Модульные балки оси X из прочного тяжелого профиля,
опорные поверхности для подшипников обработаны на
станке
•Полированные дорожки качения со встроенной рейкой и
грязесъемными механизмами
•В верхней части портала установлены линейные
подшипники и надежный реечный привод
49.
Машина термической резки PHOENIX (Esab)50.
51.
NUMOREXТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Ширина колеи в мм
6000 6500 7000 7500 8000 8500
Рекомендуемая ширина плиты
В мм.
Ширина машины
7000 7500 8000 8500 9000 9500
Процессы резки
Плазменная,кислородная
Технологтя пламенной резки
Толщина резки,мм.
60
Число резаков
1-4
Толщина реза
200/300
Пробивка отверстия
1ₓ150ₓ100
52.
EAGLEПреимущества:
Полный спектр возможностей плазменной резки с исключительно
благоприятным соотношением «затраты-выгоды»
Рациональная, компактная конструкция машины
Впечатляющие параметры ускорения и замедления
EAGLE™ дает выдающиеся результаты резки в отношении точности резки,
производительности и качества в диапазоне значений толщины резки от 0,75
до 30 мм (в зависимости от мощности источника питания).
53.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:Ширина колеи в мм
2000 2500 3000 3500
Рекоменд. ширина плиты в мм
1500 2000 2500 3000
Ширина машины в мм
2950 3450 4450 4450
Длина резки в мм1
LL1 / 2000
Процессы резки
Плазменная
Толщина резки2 в мм
До 30
Макс. число резаков
2
Макс. скорость позиционир. в мм/мин 35000
Высота машины в мм
1700
Напряжение питающей сети
230 В/ 50/60 Гц
Потребляемая мощность
2 кВА
54.
55.
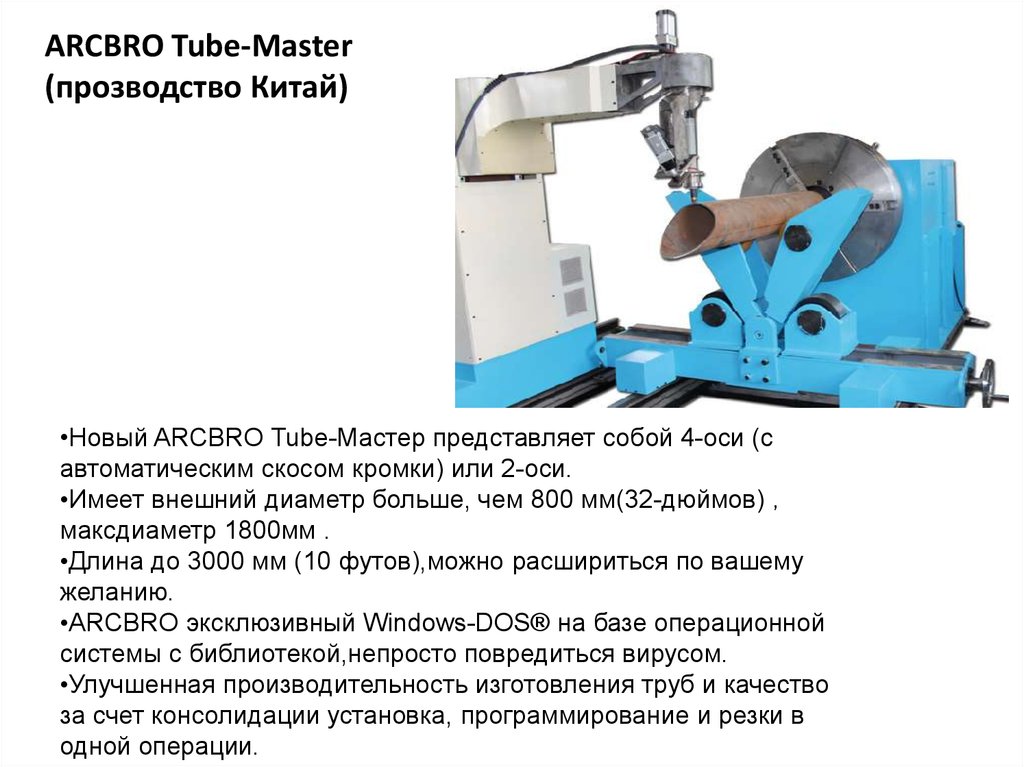
ARCBRO Tube-Master(прозводство Китай)
•Новый ARCBRO Tube-Мастер представляет собой 4-оси (с
автоматическим скосом кромки) или 2-оси.
•Имеет внешний диаметр больше, чем 800 мм(32-дюймов)
максдиаметр 1800мм .
•Длина до 3000 мм (10 футов),можно расшириться по вашему
желанию.
•ARCBRO эксклюзивный Windows-DOS® на базе операционной
системы с библиотекой,непросто повредиться вирусом.
•Улучшенная производительность изготовления труб и качество
за счет консолидации установка, программирование и резки в
одной операции.
56.
ARCBRO Tube-Master характеристики:•верхмощный-отличный выбор.
•Простые настройка и управление обеспечивает рыботу быструю.
•Простое позиционирование центром трубы с горелкой резки, просто
нужно настроить точку для завершения.
•Один человек выполняет все режущие и погрузочно-разгрузочные работы.
•Безопасная и эффективная обработка материалов в использовании
переменной скоростью.
•Высокая точность и больше стабильности
•Auto фаски, можно резать любые трубы.
•Программирование и резка.
•Простота в использовании программного обеспечения для
программирования — никаких специальных навыков ненужно.
57. ARCBRO CRUISER
Технические характеристики:Входящее напряжение 110В/220 В
Частота 50 Гц
Входящая мощность 1000 Вт
Номинальная мощность 350Вт
Эффективный диапозон резки X-ось: 1.2 м, 1.3 м, 1.5 м,
Y-ось: 2.0 м, 2.5 м, 3.0 м, 3.5 м, 4.0 м, 6.0 м
Максимальная скоростьA25000 мм/мин.
Скорость передвижения Плазменная резка: 0–8000 мм/минRCBRO
58. ARCBRO Battleship GT
•стандартный диапазон ArcBro — Battleship GT составляет 2000 X3 , 000mm•максимальная рабочая площадь может достигать до 3500 X15 , 000mm
•возможная ширина резки: 1800 мм ( 2000 мм / 2500 мм / 3000 мм / 3500 мм)
•возможная стандартная длина резки: 2500 мм ( Добавить 500 мм за одну
единицу , не более как 15 000 мм )
•система сервопривода или шаговая система (опция)
59.
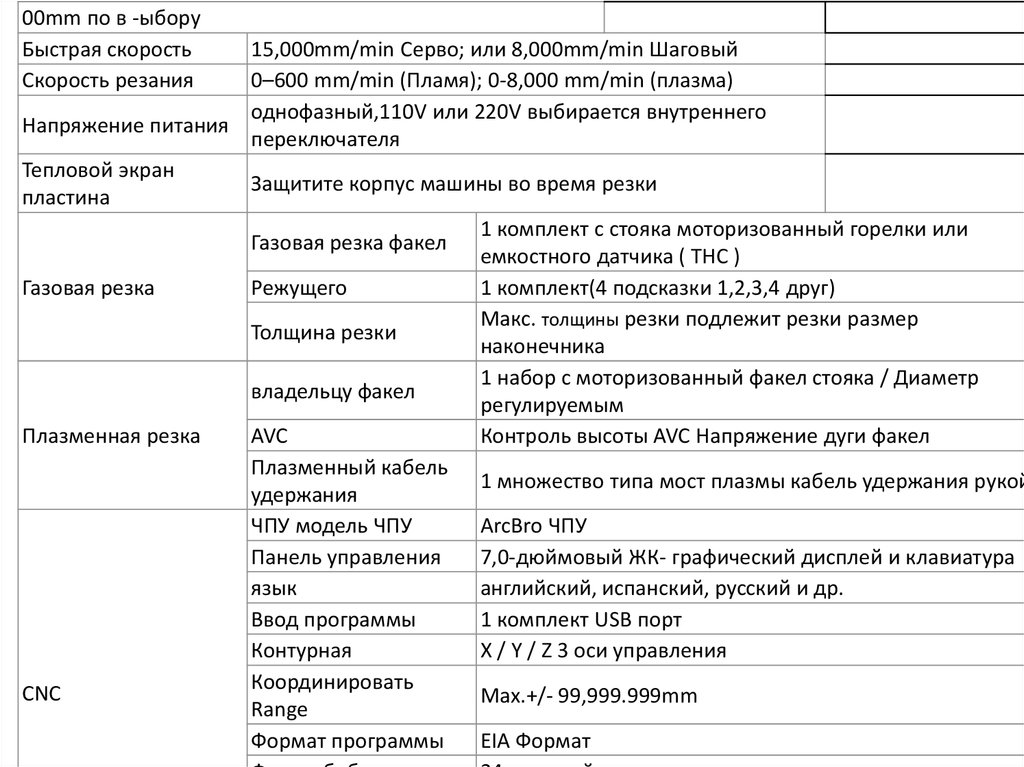
00mm по в -ыборуБыстрая скорость
Скорость резания
15,000mm/min Серво; или 8,000mm/min Шаговый
0–600 mm/min (Пламя); 0-8,000 mm/min (плазма)
однофазный,110V или 220V выбирается внутреннего
Напряжение питания
переключателя
Тепловой экран
Защитите корпус машины во время резки
пластина
1 комплект с стояка моторизованный горелки или
Газовая резка факел
емкостного датчика ( THC )
Газовая резка
Режущего
1 комплект(4 подсказки 1,2,3,4 друг)
Макс. толщины резки подлежит резки размер
Толщина резки
наконечника
1 набор с моторизованный факел стояка / Диаметр
владельцу факел
регулируемым
Плазменная резка
AVC
Контроль высоты AVC Напряжение дуги факел
Плазменный кабель
1 множество типа мост плазмы кабель удержания рукой
удержания
ЧПУ модель ЧПУ
ArcBro ЧПУ
Панель управления
7,0-дюймовый ЖК- графический дисплей и клавиатура
язык
английский, испанский, русский и др.
Ввод программы
1 комплект USB порт
Контурная
X / Y / Z 3 оси управления
Координировать
CNC
Max.+/- 99,999.999mm
Range
Формат программы
EIA Формат