

































 Промышленность
ПромышленностьПохожие презентации:










Расчет пневматической прессовой формовочной машины
1. Расчет пневматической прессовой формовочной машины
Исходные данные1.
2.
3.
4.
Габариты опок в свету А0хВ0хН0 , м
Технологически необходимая степень уплотнения смеси , т/м3
Начальная плотность смеси 0, т/м3
Давление воздуха в магистрали сети Р0, кПа
Задача расчета: определение основных конструктивных параметров
машины и потребного расхода воздуха на уплотнение одной
полуформы.
2.
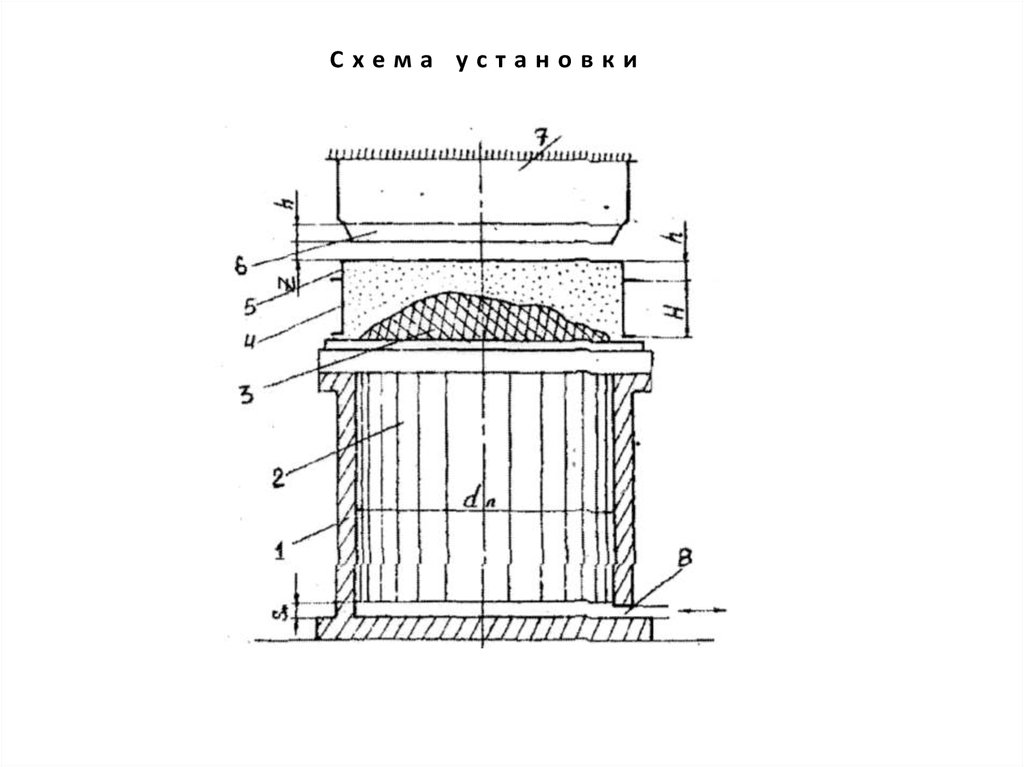
Схема установки3.
Методика расчета:1. Полезная нагрузка на машину
Q1 G1 G2 G3 , кН
где G1 – вес опоки
G1 2 H 0 ( A0 B0 )c 1 G раб Gцапф , кН
где с – толщина стенки опоки, м; 1 – удельный вес материала опоки
G2 – вес формовочной смеси
G2 0,75H 0 A0 B0 , кН
G3 – вес модели и подмодельной плиты
G3 0,25H 0 A0 B0 2 Gподмод.пл , кН
2 - удельный вес материала модели, т/м3
4.
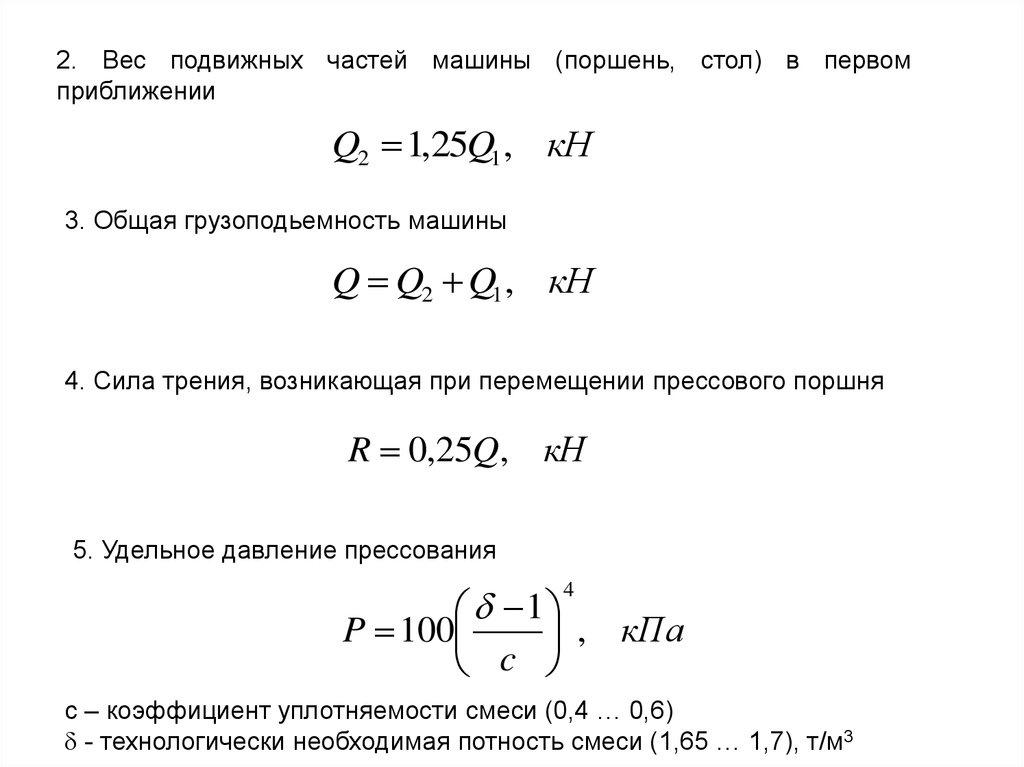
2. Вес подвижных частей машины (поршень, стол) в первомприближении
Q2 1,25Q1 , кН
3. Общая грузоподьемность машины
Q Q2 Q1 , кН
4. Сила трения, возникающая при перемещении прессового поршня
R 0,25Q, кН
5. Удельное давление прессования
1
P 100
, кПа
c
4
с – коэффициент уплотняемости смеси (0,4 … 0,6)
- технологически необходимая потность смеси (1,65 … 1,7), т/м3
5.
6. Площадь и диаметр прессового поршня – определяется из условия:P0 Fn PF0 Q R
откуда
PF0 Q R
Fn
P0
P0Fn – полная сила прессования, кН; Р – удельное давление
прессования, кПа; F0 – площадь опоки, м2; Q – вес частей машины
поднимаемых при прессовании, кН; R – сила трения, кН
Усилие Q+R – на преодоление веса поднимаемых частей и трения:
Q R (0,1...0,15) PF0 , кН
d
4 Fn
, м
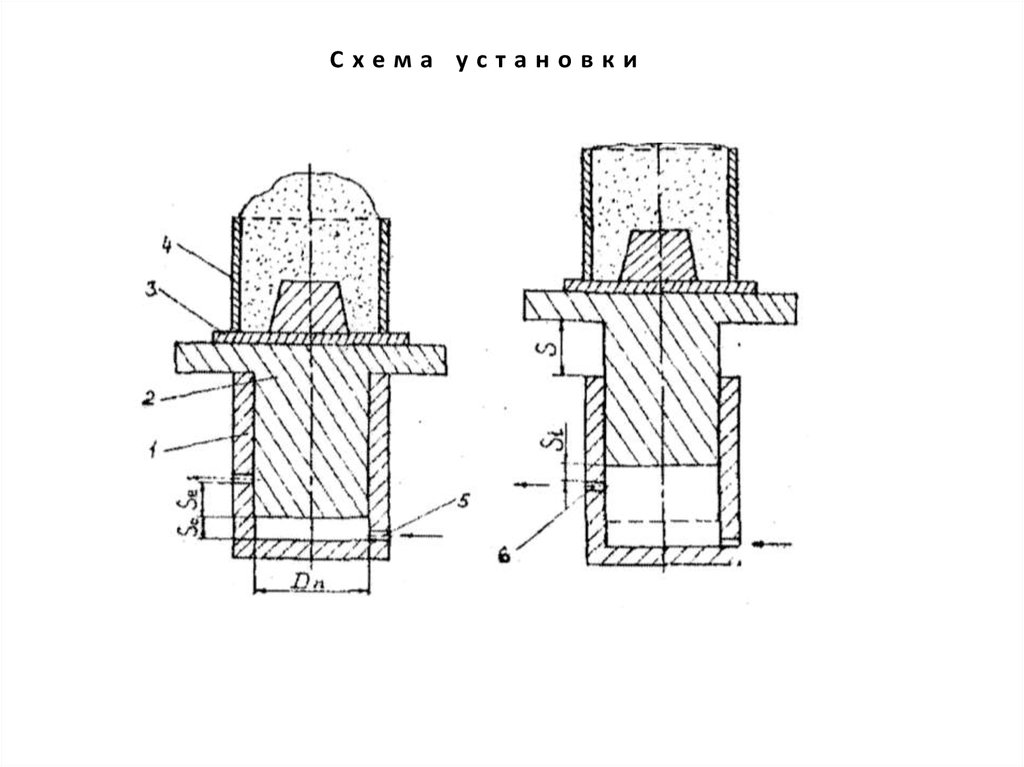
6.
7. Высота наполнительной рамки определяется из условия, что массасмеси в опоке до и после прессования будет одинаковой:
F0 H 0 h Vм 0 F0 H 0 Vм
откуда
Vм
h H 0 1 ,
F0 0
м
При использовании профильной колодки:
Высота уступа
0
х H м 1 ,
м
Высота наполнительной рамки
h H H м 1 , м
0
7.
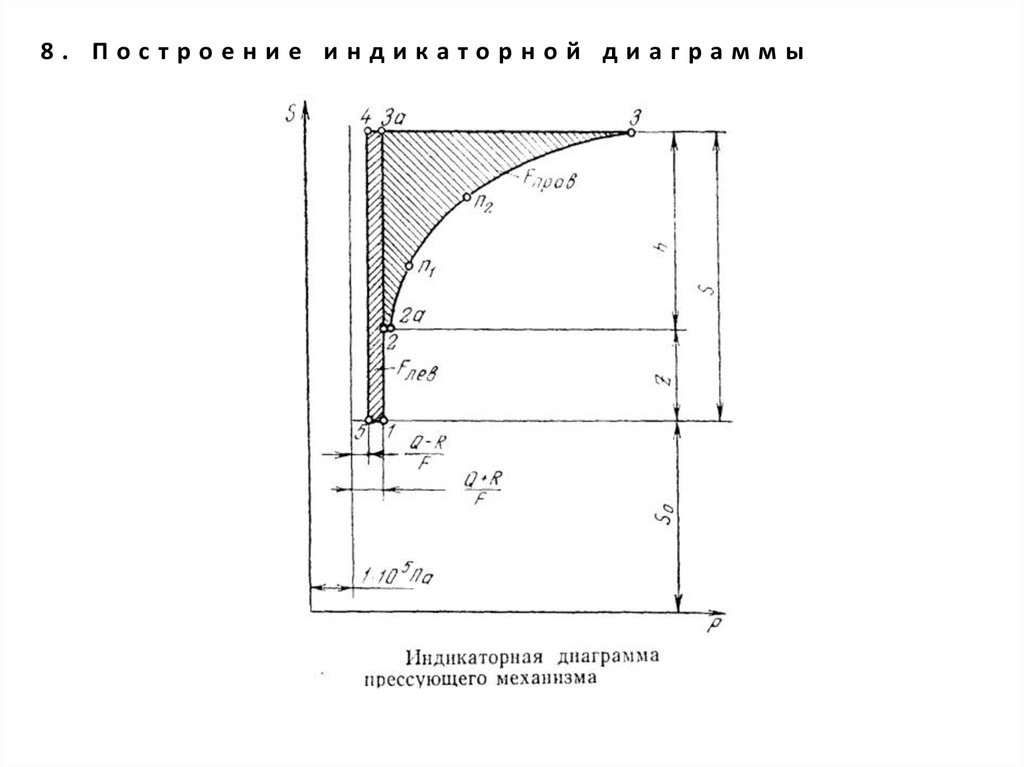
8. Построение индикаторной диаграммы8.
Прессовые формовочные машиныТочка 1
Точка 2-3
9.
Прессовые формовочные машины10.
Прессовые формовочные машины11.
Прессовые формовочные машиныFпр
Fпр Fлев
0,7...0,8
f в п в Fп п
откуда
п
f в п Fп , м 2
в
в – скорость воздуха в сети (15 … 25 м/с)
п – скорость подъема поршня (0,015 … 0,02 м/с)
в
fвп
в в
f в п f в ып
в – время впуска
воздуха в цилиндр
(3 … 4) с
12. Расчет пневматической встряхивающей формовочной машины без отсечки и расширения воздуха
Исходные данные1.
2.
Габариты опок в свету А0хВ0хН0 , м
Давление воздуха в магистрали сети Р0, кПа
Задача расчета: определение основных конструктивных параметров
машины и потребного расхода воздуха на 1 удар встряхивания и
производительности одного литра воздуха.
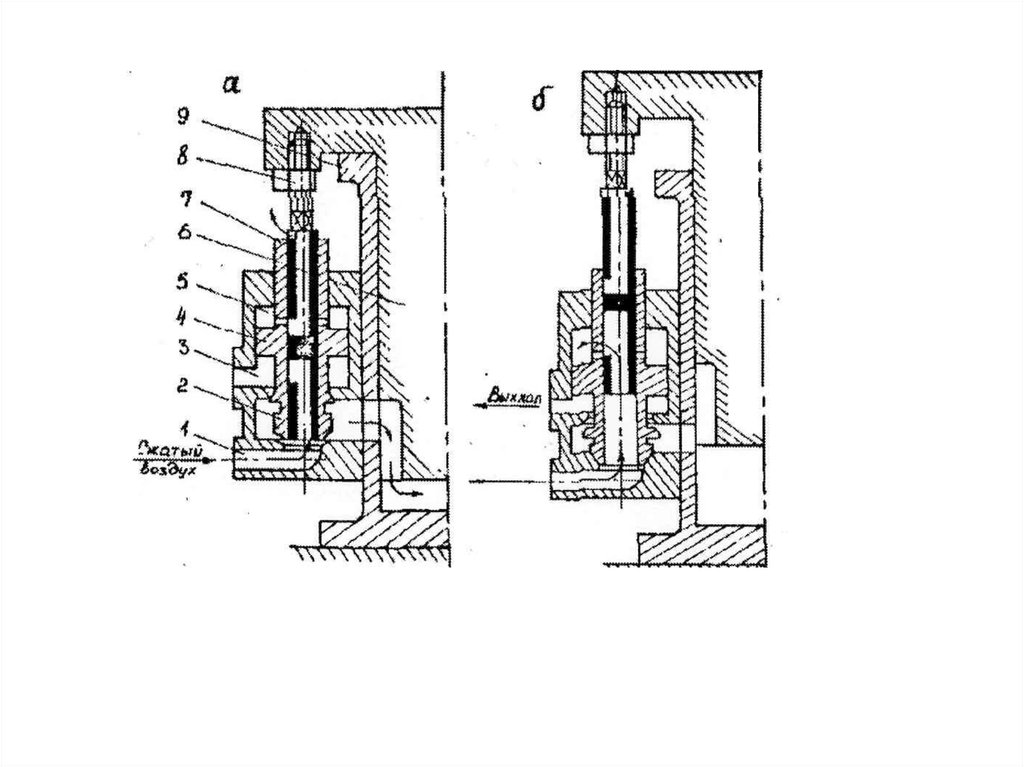
13.
Схема установки14.
Методика расчета:1. Полезная нагрузка на машину
Q1 G1 G2 G3 , кН
где G1 – вес опоки
G1 2 H 0 ( A0 B0 )c 1 G раб Gцапф , кН
где с – толщина стенки опоки, м; 1 – удельный вес материала опоки
G2 – вес формовочной смеси
G2 0,75H 0 A0 B0 , кН
G3 – вес модели и подмодельной плиты
G3 0,25H 0 A0 B0 2 Gподмод.пл , кН
2 - удельный вес материала модели, т/м3
15.
2. Вес подвижных частей машины (поршень, стол) в первомприближении
Q2 1,25Q1 , кН
3. Общая грузоподьемность машины
Q Q2 Q1 , кН
4. Сила трения, возникающая при перемещении прессового поршня
R 0,25Q, кН
5. Площадь встряхивающего поршня
Q R
Fп
, м2
P0 100
- коэффициент учитывающий возможные протечки воздуха (1,05 … 1,1)
16.
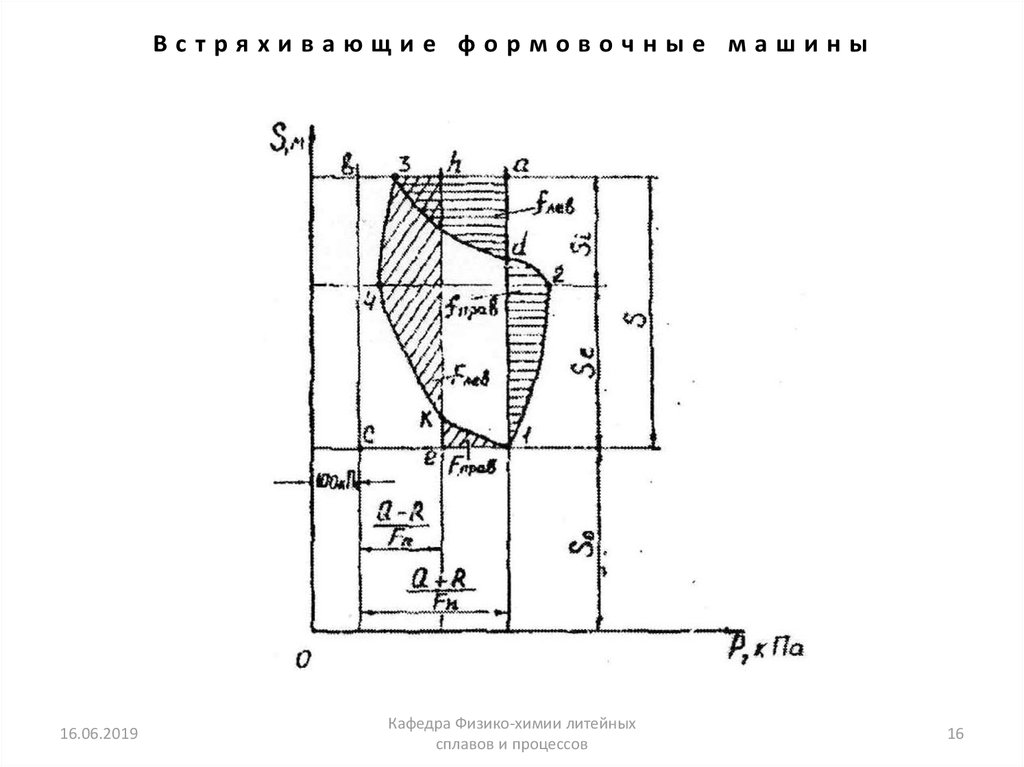
Встряхивающие формовочные машины16.06.2019
Кафедра Физико-химии литейных
сплавов и процессов
16
17.
Встряхивающие формовочные машиныSе=(0,4 … 0,5)S0
16.06.2019
Кафедра Физико-химии литейных
сплавов и процессов
17
18.
Встряхивающие формовочные машиныПри ходе поршня вниз движущей силой
является сила Q-R
Q R
P3 100
Fп
При достаточно большом сечении
выхлопного отверстия избыточное давление
чаще всего – 40 … 60 кПа
S3=S0+Se+Si =S0+Se+(0,6…0,7)Se
S4=S2=S0+Se
16.06.2019
Кафедра Физико-химии литейных
сплавов и процессов
18
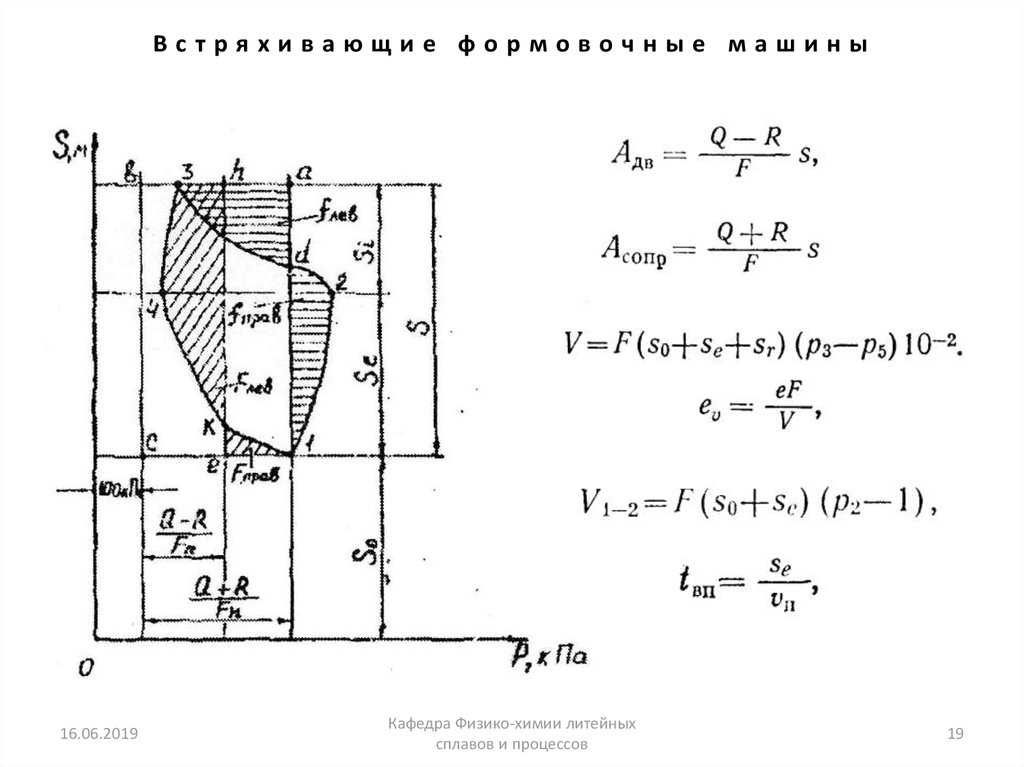
19.
Встряхивающие формовочные машины16.06.2019
Кафедра Физико-химии литейных
сплавов и процессов
19
20.
Встряхивающие формовочные машины16.06.2019
Кафедра Физико-химии литейных
сплавов и процессов
20
21. Расчет пневматической встряхивающей формовочной машины с отсечкой и расширением воздуха
Исходные данные1.
2.
Габариты опок в свету А0хВ0хН0 , м
Давление воздуха в магистрали сети Р0, кПа
Задача расчета: определение основных конструктивных параметров
машины и потребного расхода воздуха на 1 удар встряхивания и
производительности одного литра воздуха.
22.
23.
Встряхивающие формовочные машины16.06.2019
Кафедра Физико-химии литейных
сплавов и процессов
23
24.
Встряхивающие формовочные машины16.06.2019
Кафедра Физико-химии литейных
сплавов и процессов
24
25.
Встряхивающие формовочные машины16.06.2019
Кафедра Физико-химии литейных
сплавов и процессов
25
26.
Встряхивающие формовочные машины16.06.2019
Кафедра Физико-химии литейных
сплавов и процессов
26
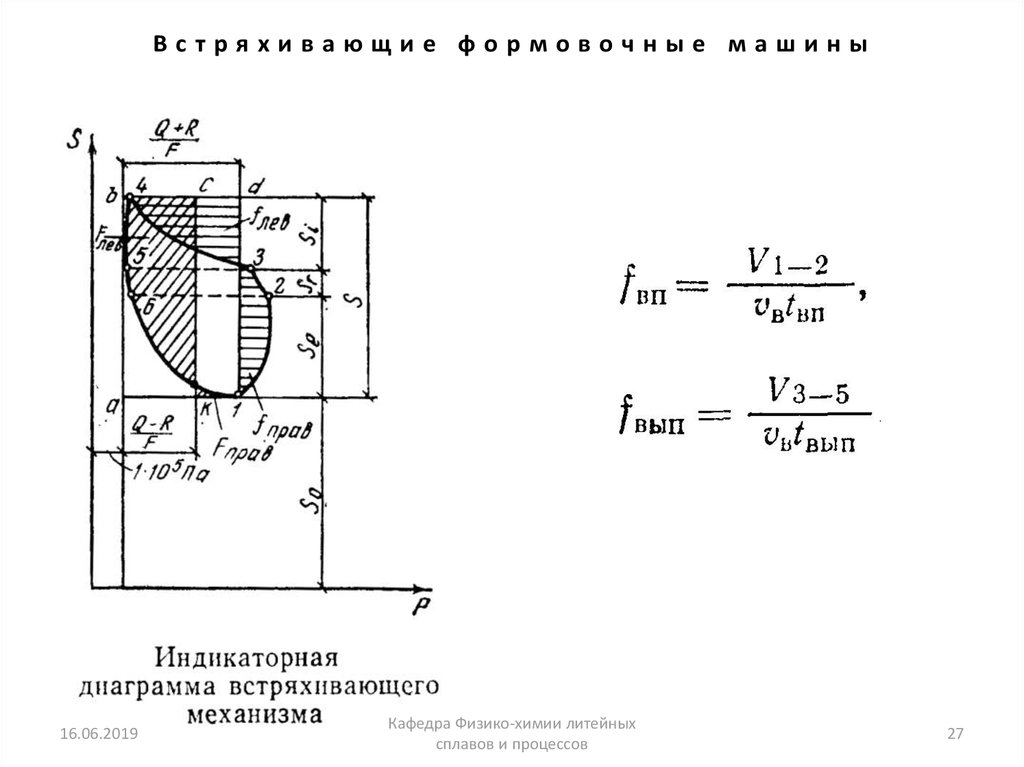
27.
Встряхивающие формовочные машины16.06.2019
Кафедра Физико-химии литейных
сплавов и процессов
27
28. Расчет пневматической встряхивающей формовочной машины с отсечкой и без расширением воздуха
Исходные данные1.
2.
Габариты опок в свету А0хВ0хН0 , м
Давление воздуха в магистрали сети Р0, кПа
Задача расчета: определение основных конструктивных параметров
машины и потребного расхода воздуха на 1 удар встряхивания и
производительности одного литра воздуха.
29.
30.
Встряхивающие формовочные машины16.06.2019
Кафедра Физико-химии литейных
сплавов и процессов
30
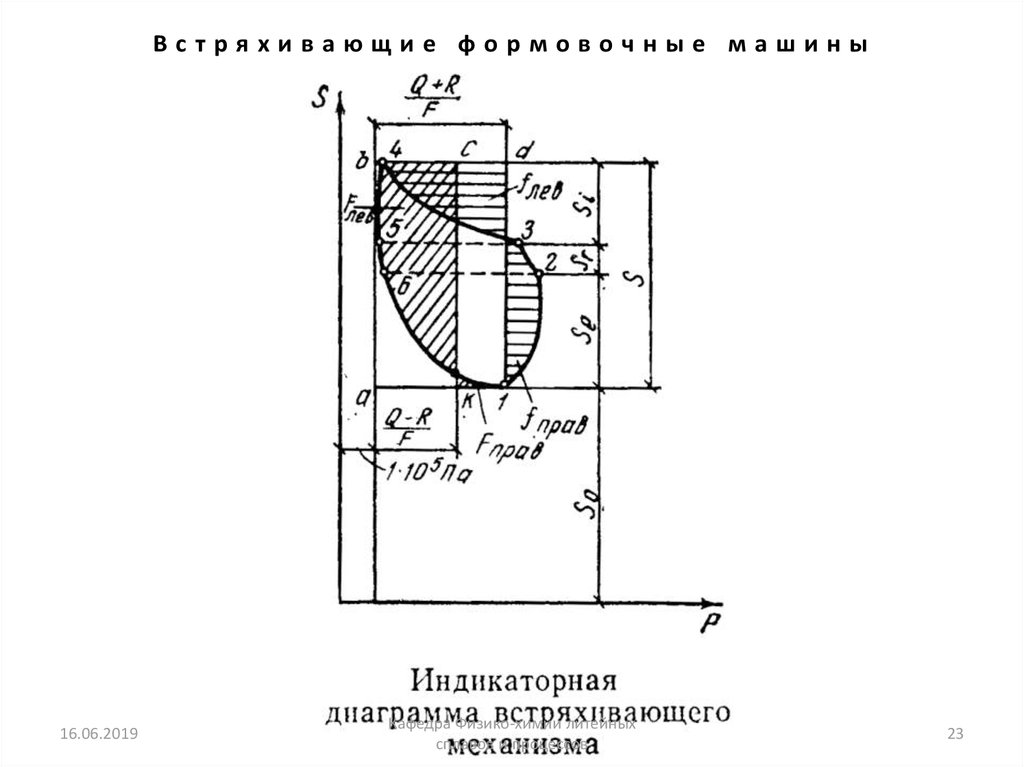
31.
Встряхивающие формовочные машиныS1=S0=(0,15 … 0,30)S
S=0,06 … 0,08 м
P3=100 + (10 … 30) кПа
S3=S2+Si
Si=(0,3 … 0,4)S м
16.06.2019
Кафедра Физико-химии литейных
сплавов и процессов
31
32.
Встряхивающие формовочные машиныP4=100 + (10 … 15) кПа
S4=S0+Sz
S4=0,2S м
Удельная работа удара, отнесенная к
единице площади поршня:
e=Fлев-Fпр
Удельная работа отражения стола
после удара, отнесенная к единице
площади поршня:
e/=fлев-fпр
Удельная работа удара и отражения
на единицу веса падающих частей:
eF
e0 n
Q
16.06.2019
Кафедра Физико-химии литейных
сплавов и процессов
/
e
Fn
e0/
Q
32
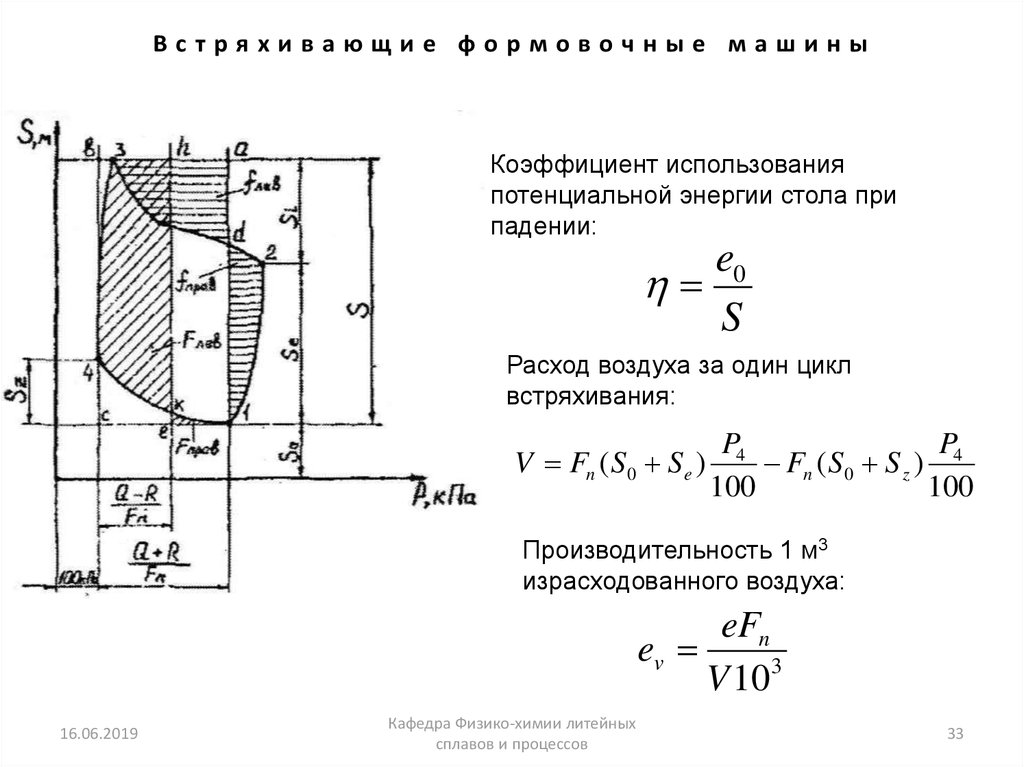
33.
Встряхивающие формовочные машиныКоэффициент использования
потенциальной энергии стола при
падении:
e0
S
Расход воздуха за один цикл
встряхивания:
P4
P4
V Fn ( S 0 S e )
Fn ( S 0 S z )
100
100
Производительность 1 м3
израсходованного воздуха:
eFn
ev
V 103
16.06.2019
Кафедра Физико-химии литейных
сплавов и процессов
33
34. Расчет пескодувной стержневой машины
Исходные данные1.
2.
3.
4.
Габариты опок в свету А0хВ0хН0 , м
Вес изготавливаемого стержня G, кН
Начальная плотность смеси 0, т/м3
Давление воздуха в магистрали сети Р0, кПа
Задача расчета: определение основных конструктивных параметров
машины, величины усилия зажима стержневого ящика и прижима
его к пескодувному резервуару.
35.
Схема установки36.
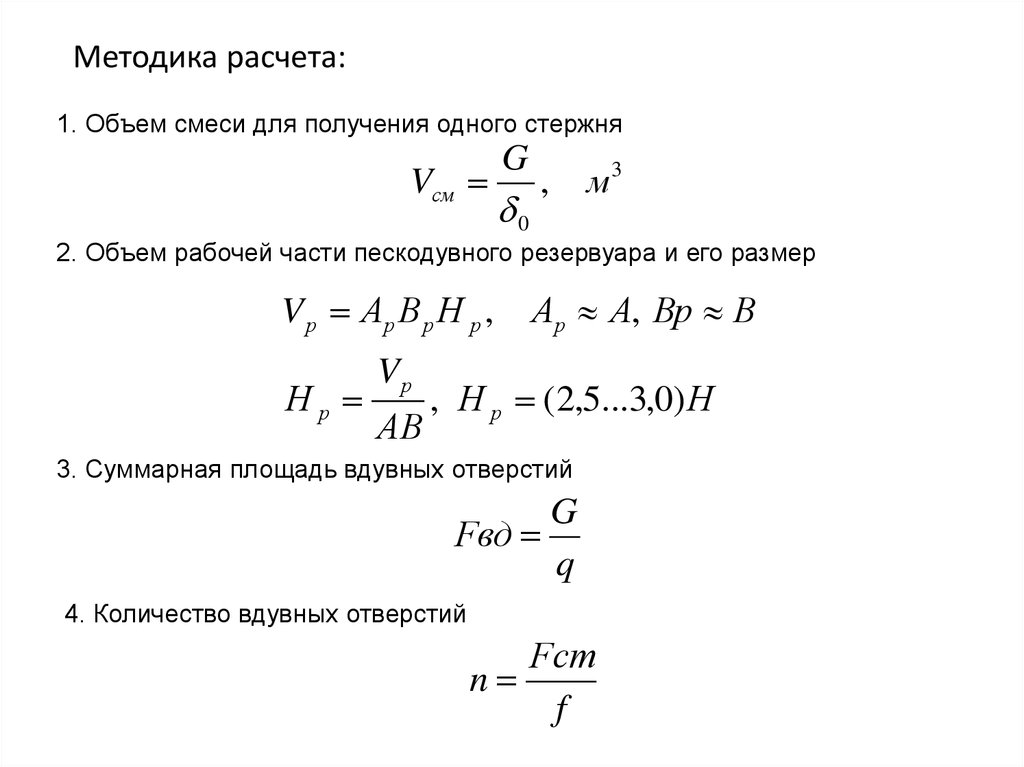
Методика расчета:1. Объем смеси для получения одного стержня
Vсм
G
0
,
м3
2. Объем рабочей части пескодувного резервуара и его размер
V р Ар В р Н р ,
Нр
Vр
АВ
Ар А, Вр В
, Н р (2,5...3,0) Н
3. Суммарная площадь вдувных отверстий
G
Fвд
q
4. Количество вдувных отверстий
Fст
n
f
37.
5. Диаметр вдувных отверстий4 Fвд
dвд
, м
n
6. Суммарная площадь вентиляционных отверстий
F
F
вент
вент
(0,3...0,7) Fвд для крупных стержней
(0,15...0,20) Fвд для мелких стержней
7. Усилие зажима стержневого ящика
Рзаж Fст/ Р0/ Rящ
Rящ 0,25Gящ / 2
8. Диаметр поршня подвижного упора
d заж
4Fзаж
38.
FзажРзаж
/
Р0
тогда
d заж
4 Рзаж
Р0/
9. Усилие прижима стержневого ящика к пескодувному резервуару
Рпр Fсм Р0/ Q Rz
Rz 0,25Q
где
10. Диаметр прижимного поршня
d пр
4 Рпр
Р0
39. Расчет пескострельной стержневой машины
Исходные данные1.
2.
3.
4.
Габариты опок в свету А0хВ0хН0 , м
Вес изготавливаемого стержня G, кН
Начальная плотность смеси 0, т/м3
Давление воздуха в магистрали сети Р0, кПа
Задача расчета: определение основных конструктивных параметров
машины, величины усилия зажима стержневого ящика и прижима
его к пескострельному резервуару.
40.
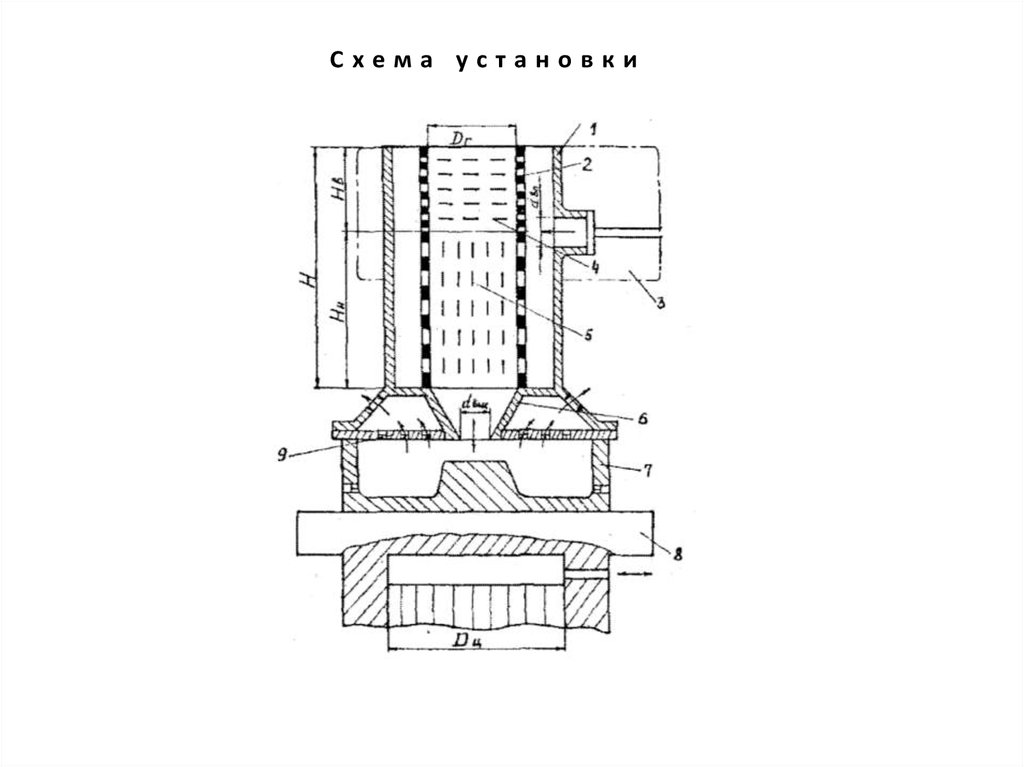
Схема установки41.
Методика расчета:1. Диаметр гильзы пескострельного резервуара
Dг (0,09 1,0)3 G10 2 ,
2. Высота гильзы
Верхней части
Hв=(0,4 … 0,6)Dг
Нижней части
Hн=(1,5 … 1,8)Dг
3. Площадь сечения вдувного канала
Fвд
d в2д
4
d в д (0,2...0,5) Dг
м
42.
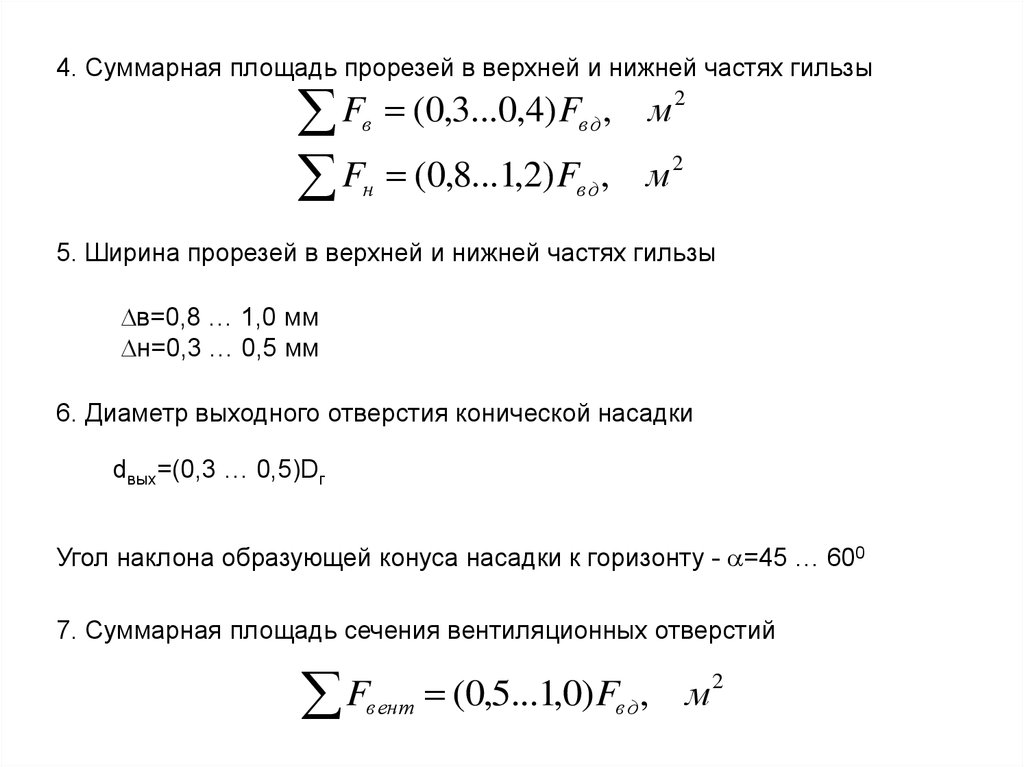
4. Суммарная площадь прорезей в верхней и нижней частях гильзы2
F
(
0
,
3
...
0
,
4
)
F
,
м
в
вд
2
F
(
0
,
8
...
1
,
2
)
F
,
м
н
вд
5. Ширина прорезей в верхней и нижней частях гильзы
в=0,8 … 1,0 мм
н=0,3 … 0,5 мм
6. Диаметр выходного отверстия конической насадки
dвых=(0,3 … 0,5)Dг
Угол наклона образующей конуса насадки к горизонту - =45 … 600
7. Суммарная площадь сечения вентиляционных отверстий
2
F
(
0
,
5
...
1
,
0
)
F
,
м
вент
вд
43.
8. Объем рессивера1
ln
V р Vг
1,032 3Dг
3, 7
1
ln
2
Dг
3
Нг
10
1,032 3Dг
4
9. Усилие прижима стержневого ящика к надувной плите
Рпр=(0,5 … 0,6)Р0Fобщ+Q-R
R=0,25Q
10. Диаметр прижимного цилиндра
d пр
4 Рпр
Р0
,
м
3, 7
103 ,
м3
44. Расчет метательной головки пескомета
Исходные данные1.
Производительность пескомета по уплотненному объему П, м3/ч
Задача расчета: определение основных конструктивных параметров
головки пескомета и потребной для ее работы мощности.
45.
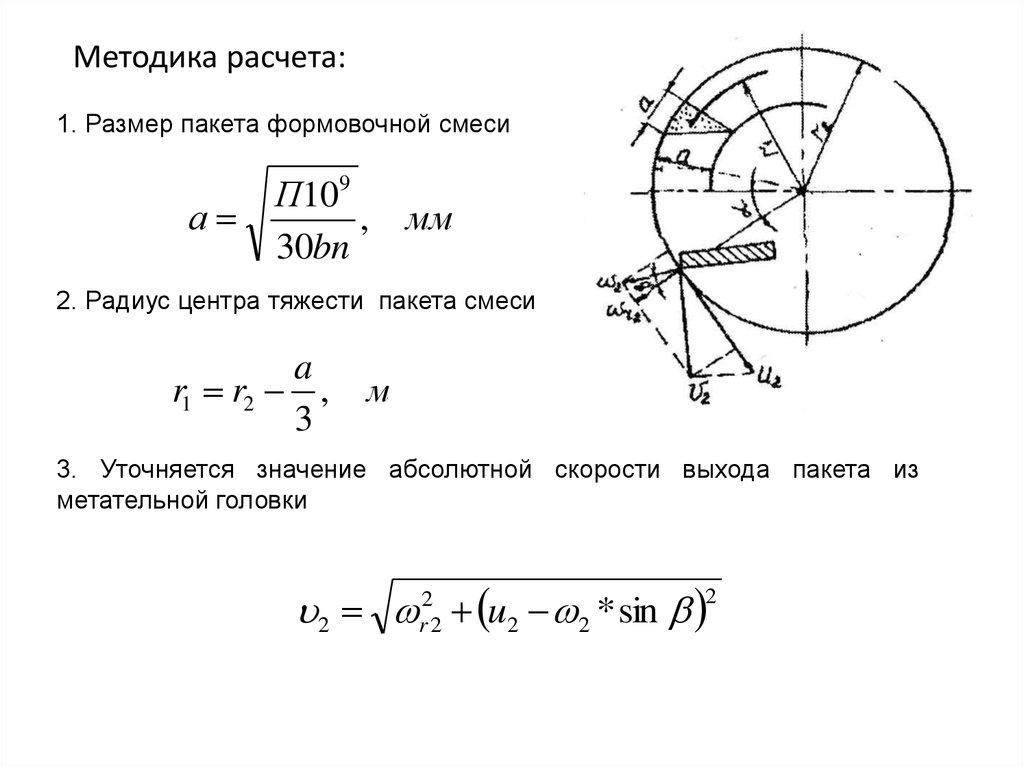
Схема установки46.
Методика расчета:1. Размер пакета формовочной смеси
а
П109
, мм
30bn
2. Радиус центра тяжести пакета смеси
a
r1 r2 ,
3
м
3. Уточняется значение абсолютной скорости выхода пакета из
метательной головки
2 u2 2 * sin
2
r2
2
47.
Необходимая степень уплотнения смеси в форме при условииполучения на выходе скорости пакета – 35 … 60 м/с
Радиальная составляющая
определяется:
r 2
n
30
r2
относительной
r22 r12 ,
м / с2
Относительная скорость:
r 2
2
, м/с
cos
Угол наклона лопатки по отношению к радиусу – 15 … 250
Окружная скорость:
u2
n
30
r2 ,
м/с
скорости
2
48.
4. Скорость транспортной ленты малогоформовочную смесь в головку пескомета
тр
b n i
,
3
60 10
рукава
подающей
м/с
5. Оптимальный угол между заборной щекой ковша и направлением ее
движения
arctg
тр
u
49.
6. Мощность привода метательной головкиN
N1 N 2 N 3
, кВт
П 22
N1
, кВт
7200
N2
N3
f m r22 b n
97500
, кВт
,
b b1 r2 r n r2 r1
/
2 g 102 10 60 100
4
3
кВт