















 Экономика
ЭкономикаПохожие презентации:










Реализация проекта повышения производительности труда
1. Реализация проекта повышения производительности труда
Старт проекта – 22 октября 2019Сергей Мудров
2. Работаем много
23. Зарабатываем мало
34. Майским указом от 7 мая 2018 В.В. Путина поставлены новые цели:
+5%>10
рост производительности Ежегодное привлечение
труда в год к 2024 году субъектов РФ к участию
в программе
ДЛЯ СТРАНЫ
ДЛЯ РЕГИОНОВ
Повышение
конкурентоспособности
продукции предприятий и
импортозамещение
Поддержка занятости
населения в регионах
Создание культуры
высокой производительности
труда на уровне страны
4
Формирование точек
роста
производительности
Привлечение
инвестиций
Повышение
квалификации
трудовых ресурсов
>10 000
Средних и крупных
предприятий базовых
несырьевых отраслей
экономики
ДЛЯ ПРЕДПРИЯТИЙ
Повышение
производительности труда
Повышение квалификации
кадров
Льготные кредиты
в случае достижения
результатов
5. Роль ФЦК в Национальном проекте
Национальный проект «Производительность труда и поддержка занятости»Предприятие
Роль
проекта
5
Адресная
поддержка
Создание условий для
Поддержка
занятости
Повышение
роста производительности
квалификации и
предприятия и
переобучение
формирование культуры
сотрудников новым
непрерывных улучшений
специальностям
Системные
меры
Снятие админ.
Формирование
барьеров
единой
Льготное
экосистемы
финансирование
производитель
Специализированные
ности
Реализация проекта на
меры поддержки:
предприятиях
экспорт,
Обучение сотрудников
цифровизация и пр.
6. Эксперты ФЦК имеют опыт работы в крупных корпорациях со зрелыми производственными системами
67. 307 предприятий уже участвует в Проекте
Регионы 2017Регионы 2018
Регионы 2019
1 Самарская обл.
24
8
Саратовская обл.
16
17 Ярославская обл.
14
2 Пермский край
16
9
Белгородская обл.
16
18 Алтайский край
14
3 Тюменская обл.
23
10 Свердловская обл.
16
19 Томская обл.
14
4 Тульская обл.
20
11 Калужская обл.
10
20 Ивановская обл.
14
5 Респ. Башкортостан
18
10
21 Челябинская обл.
12
6 Респ. Татарстан
12 Рязанская обл.
20
16
22 Красноярский кр.
12
7 Нижегородская обл.
13 Краснодарский край
21
14 Ставропольский кр.
14
23 Санкт-Петербург
10
15 Респ. Мордовия
10
24 Ростовская обл.
10
16 Респ. Чувашская
25 Липецкая обл.
10
11
26 Волгоградская обл.
10
27 Владимирская обл.
8
28 Пензенская обл.
8
29 Респ. Удмуртия
8
30 Респ. Крым
4
31 Респ. Бурятия
4
32 Новгородская обл.
4
33 Кемеровская обл.
4
34 Ямало-Ненецкий
округ
4
Доля предприятий по видам
деятельности, %
7% 3%
20%
6%
5%
7
59%
Машиностр. и металлообр.
Хим. и нефтехим. пром-ть
Пищевая пром-ть
Проч. обраб. пром-ть
Сельское хозяйство
Строительство
8. Как строится работа на предприятии в рамках проекта
Цели по роступроизводительности
год 3
30%
год 2
15%
год 1
10%
8
9. Цель – культура непрерывных улучшений
3 года2 года
1 год
6 мес.
На
предприятии
создан поток
- образец
3 мес.
На предприятии
создан участок образец
9
На
предприятии
каждый
руководитель
лично
реализует
проекты по
улучшениям
• На предприятии
созданы образцы
в каждом потоке
и основных
офисных
процессах
• Обмен лучшими
практиками
• На предприятии
сотрудники подают
предложения по
улучшению
• 100%
сотрудников
предприятия
обучены основам
бережливого
производства
• Не менее 50%
вовлечены в
реализацию
улучшений
10. Суть производственных систем, выстроенных на принципах бережливого производства
УВИДЕТЬ ПОТЕРИ И РЕЗЕРВЫ В ПОТОКЕ7
+
7 ВИДОВ ПОТЕРЬ:
1.
2.
3.
4.
5.
6.
Лишняя транспортировка
Лишняя обработка
Складирование (запасы)
Ожидание
Лишние движения
Брак (передается на
следующие стадии)
7. Перепроизводство
РАБОТАТЬ
НАД:
10
3
+
РЕЗЕРВЫ
ПРОИЗВОДИТЕЛЬНОСТИ:
1
НЕИСПОЛЬЗОВАННЫЙ
ПОТЕНЦИАЛ ЧЕЛОВЕКА
• труда
• оборудования
• материалов
Устранением
потерь
+
Вскрытием
резервов
+
Раскрытием
человеческого
потенциала
11. Опираясь на базовые принципы, разработано множество инструментов и методов работы
Основные направления повышения производительноститруда в рамках проекта
ТИПИЧНЫЙ ПРОЦЕСС ПРОИЗВОДСТВА ИЗДЕЛИЯ
Т1
Т2
Т3
Т4
Т5
Т6
Т7
ВПП
СКЛАД
ГОТОВОЙ
ПРОДУКЦИИ
СКЛАД
СЫРЬЯ
нзп
нзп
нзп
нзп
Что мы делаем в рамках проекта:
ВПП
Снижаем время протекания
процесса минимум в 2 раза
Повышаем загрузку
оборудования до 85%
Сокращаем запасы не
менее чем на 50%
Снижаем дистанцию и время
транспортировки на 30%
Повышаем загрузку
персонала в среднем до 85%
12
Уменьшаем объем партий
не менее чем в 4 раза
12. Основные направления повышения производительности труда в рамках проекта
ТИПОВОЕ РЕШЕНИЕ:Снижение объёма партии
Было
Стало
Результат
Сокращение объёма партии запуска и
обработки изделий в потоке (шт.)
-99,9%
1000
ПРОБЛЕМА:
Между технологическими
операциями происходила
передача корпусов
кумулятивных зарядов по
мере накопления изделий в
количестве 1000 шт.
Как следствие,
дополнительно возникали
длительные перемещения,
вовлекались люди и спец.
средства для
транспортировки партии
17
РЕШЕНИЕ:
Переход на поток единичных
изделий, т.е. передача изделия
между технологическими
операциями по одной штуке с
использованием склизов.
Для достижения результата
была изменена планировка
участка (переставлено 40
единиц оборудования),
сформированы
производственные ячейки
1
Было
Стало
Общее сокращение незавершенного
производства в потоке (шт.)
-97,6%
54000
1300
Было
Стало
13. Процесс реализации программы на отдельном предприятии-участнике
ТИПОВОЕ РЕШЕНИЕ:Встроенное качество
Было
Токарная
обработка
Стало
Фрезерная
обработка
Слесарные
работы 1
Токарная
обработка
Результат
ОТК
Сокращение доработок при изготовлении
корпусов кумулятивных зарядов
(шт./смену)
-81,7%
Фрезерная
обработка
600
ОТК
ПРОБЛЕМА:
Высокий уровень дефектов,
выявленных отделом
технического контроля (ОТК)
на выходе из
производственного потока
изготовления корпусов
кумулятивных зарядов.
Большинство дефектов
получены после обработки
на токарных станках
1- сверловочная, зенковочная, зачистка
18
Слесарные
работы 1
110
ОТК
РЕШЕНИЕ:
При выявлении отклонений,
на станке оператора,
контролером ОТК
блокируется патрон зажима
заготовки («Пока - Йока») и
срабатывает световой сигнал
«Андон», после чего
оператор устраняет причину
отклонений
Было
Стало
Сокращение количества брака, шт.
-94,6%
373
20
Было
Стало
14. Процесс реализации программы на отдельном предприятии-участнике
ТИПОВОЕ РЕШЕНИЕ:Повышение загрузки персонала
Было
Стало
Результат
Увеличение загрузки оператора в смену
(%)
+40%
90
50
ПРОБЛЕМА:
В потоке изготовления
корпусов кумулятивных
зарядов два станка
обслуживались двумя
операторами. Загрузка
операторов в смену: 50%
РЕШЕНИЕ:
Произведена перестановка
оборудования и
стандартизация работ
оператора, что позволило
внедрить многостаночное
обслуживание оборудования.
Было
Стало
Сокращение времени цикла на
обработку корпуса кумулятивного
заряда (сек. на 1 шт.)
-36,4%
11
7
Было
19
Стало
15. Ключевые вехи проекта в первые 3 месяца программы
ТИПОВОЕ РЕШЕНИЕ:Снижение объёма партии
Было
Стало
Результат
Сокращение объёма партии запуска и
обработки касок в потоке (тыс. шт.)
-51,0%
155
76
ПРОБЛЕМА:
Высокий уровень НЗП в
потоке изготовления каски,
что приводит к
захламлённости участка,
неэффективной организации
рабочих мест, лишним
перемещениям и избыточной
транспортировке. Как
следствие: низкая
производительность участка
сборки касок
РЕШЕНИЕ:
Разработано планировочное
решение, стандартизирована
работа сборочной ячейки,
визуализированы места
хранения комплектующих,
организована система поставки
комплектующих «точно в срок»
и в нужном объеме
Было
Увеличение объема выработки касок
(шт. в день)
+70%
247
Было
20
Стало
420
Стало
16. Ключевые вехи проекта во вторые 3 месяца программы
ТИПОВОЕ РЕШЕНИЕ:Снижение времени переналадки
оборудования
Было
Стало
Результат
Сокращение времени переналадки
колпачковой машины на линии
наполнения баллонов, мин*
-79,3%
ПРОБЛЕМА:
Длительное время
переналадки линии
наполнения баллонов,
приводящее к потерям в
выпуске готовой продукции.
Как следствие: большой
объём партии для
минимизации количества
переналадок
21
РЕШЕНИЕ:
Размещение стенда (на
колёсах) с оснасткой для
переналадки рядом с
оборудованием.
Отказ от болтовых соединений,
переход на быстросъёмные
фиксаторы («барашки»).
Привлечение операторов к
переналадке оборудования
58
12
Было
Стало
* Каждая минута работы линии
наполнения – 100 баллонов готовой
продукции
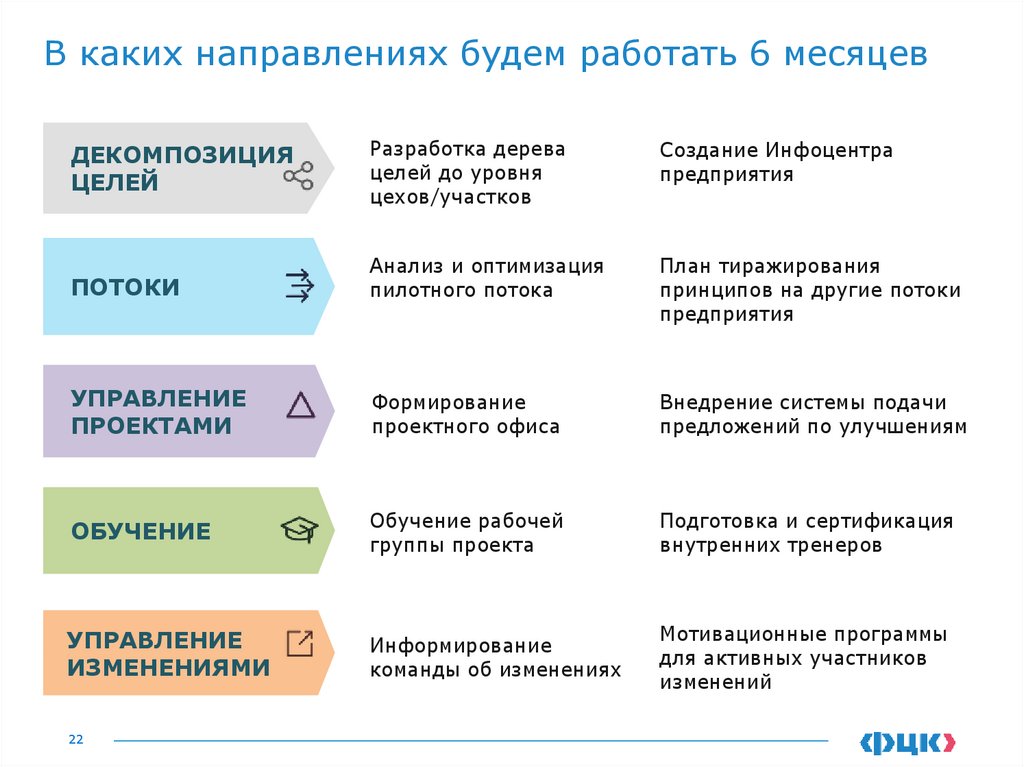
17.
В каких направлениях будем работать 6 месяцевДЕКОМПОЗИЦИЯ
ЦЕЛЕЙ
Разработка дерева
целей до уровня
цехов/участков
Создание Инфоцентра
предприятия
ПОТОКИ
Анализ и оптимизация
пилотного потока
План тиражирования
принципов на другие потоки
предприятия
УПРАВЛЕНИЕ
ПРОЕКТАМИ
Формирование
проектного офиса
Внедрение системы подачи
предложений по улучшениям
ОБУЧЕНИЕ
Обучение рабочей
группы проекта
Подготовка и сертификация
внутренних тренеров
УПРАВЛЕНИЕ
ИЗМЕНЕНИЯМИ
Информирование
команды об изменениях
Мотивационные программы
для активных участников
изменений
22