







 Промышленность
ПромышленностьПохожие презентации:



")






Реконструкция технологического процесса погрузочно-разгрузочных работ с комплексной переработкой пиловочного сырья
1.
Министерство образования Красноярского краякраевое государственное бюджетное профессиональное
образовательное учреждение
«Канский технологический колледж»
РЕКОНСТРУКЦИЯ ТЕХНОЛОГИЧЕСКОГО
ПРОЦЕССА ПОГРУЗОЧНО-РАЗГРУЗОЧНЫХ
РАБОТ С КОМПЛЕКСНОЙ ПЕРЕРАБОТКОЙ
ПИЛОВОЧНОГО СЫРЬЯ НА ИП ТРИЛЛЕР
ЖАННА ВА ЛЕРЬЕВНА Г.КАНСК
Канск, 2022
Выполнил:
Трусов.М.С
Руководитель:
Казимирская
А.П.
2.
ЦЕЛЬ КУРСОВОГО ПРОЕКТАЦелью курсового проекта является разработать
технологический процесс лесного склада таким образом,
чтобы внедрить на участке раскряжёвки хлыстов
современное оборудование , которое будет обеспечивать
автоматизацию и механизацию процесса на этом участке, и
в целом осуществлять разработку технологического
процесса с комплексной механизизацией труда. На
территории предусмотрен цех выработки арболитовых
блоков, который даст возможность осуществить
комплексную переработку древесины.
3.
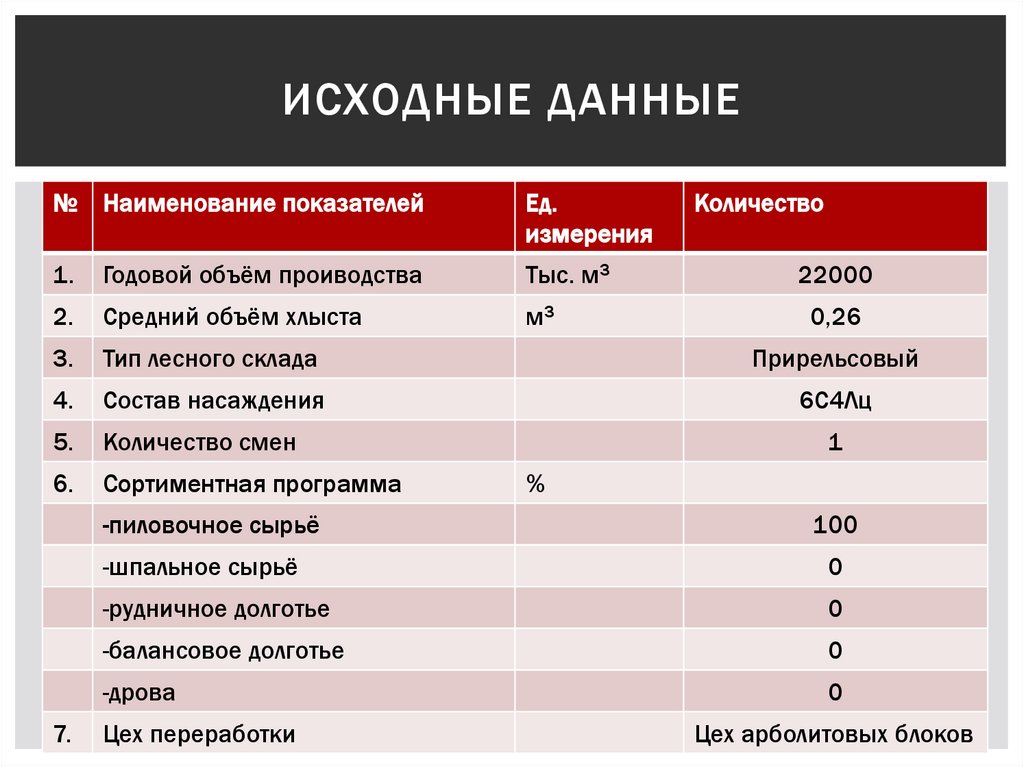
ИСХОДНЫЕ ДАННЫЕ№ Наименование показателей
Ед.
измерения
1.
Годовой объём проиводства
Тыс. м3
2.
Средний объём хлыста
м3
3.
Тип лесного склада
Прирельсовый
4.
Состав насаждения
6С4Лц
5.
Количество смен
6.
Сортиментная программа
-пиловочное сырьё
7.
Количество
22000
0,26
1
%
100
-шпальное сырьё
0
-рудничное долготье
0
-балансовое долготье
0
-дрова
0
Цех переработки
Цех арболитовых блоков
4.
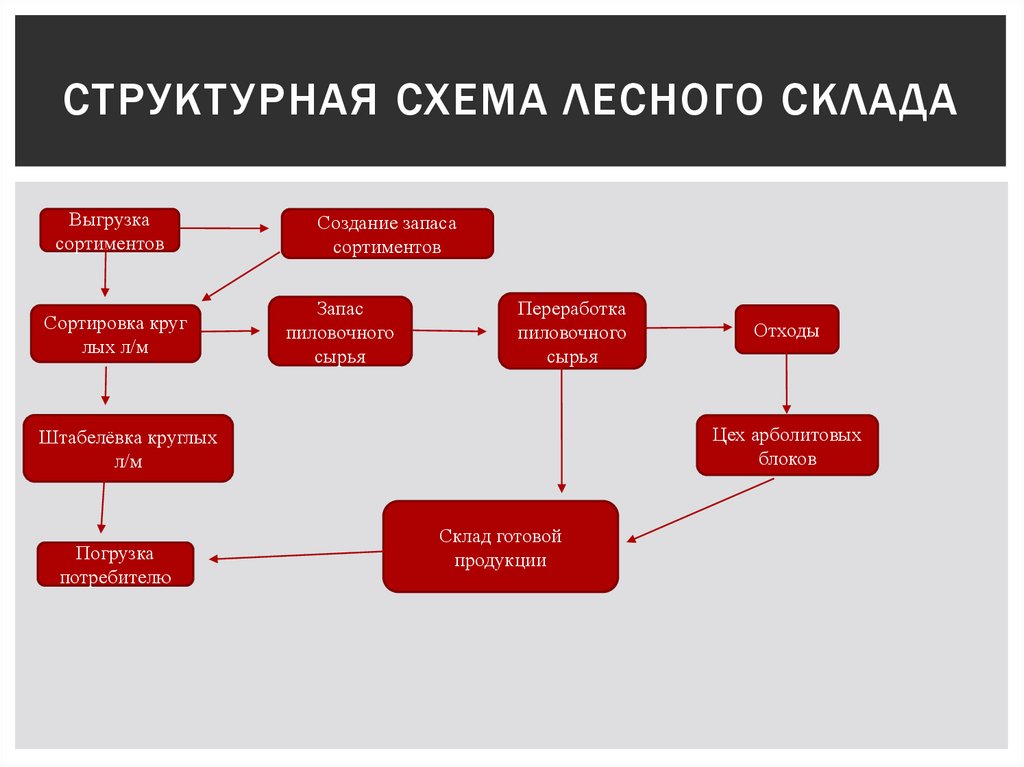
СТРУКТ УРНАЯ СХЕМА ЛЕСНОГО СКЛАДАВыгрузка
сортиментов
Сортировка круг
лых л/м
Создание запаса
сортиментов
Запас
пиловочного
сырья
Переработка
пиловочного
сырья
Цех арболитовых
блоков
Штабелёвка круглых
л/м
Погрузка
потребителю
Отходы
Склад готовой
продукции
5.
РЕЖИМ РАБОТЫ ЛЕСНОГО СКЛАДАНа прирельсовых лесных складах пост упление сырья и
отгрузка готовой продукции осуществляются непрерывно (с
некоторыми перерывами в периоды распу тицы), поэтому
работа на таких складах производится почти равномерно в
течение всего года.
По расчётам количество рабочих дней в году составляет 301
день
По КзоТ(у) принимается 42 -часовая рабочая неделя, 7 часовая рабочая смена 6 -дневная неделя,
выходные: воскресенье, количество смен по операциям -1 .
6.
ВЫБОР И ОБОСНОВАНИЕ СИСТЕМЫОБОРУДОВАНИЯ НА ОСНОВНЫХ РАБОТАХ
Так как на лесной склад системы 1 НС сырье пост упает в
сортиментах целесообразно использовать для рентабельной
его работы следующее оборудование:
Выгрузка LW -300
сортировочный лесотранспортёр ЛТ-86
Для штабелёвки LW-300
7.
ЛЕСОШТАБЕЛЕР LW-300Предназначен для выгрузки хлыстов или деревьев с
подвижного состава лесовозных дорог, а также для их
укладки в штабели запаса
8.
ТЕХНИЧЕСКАЯ ХАРАКЕРИСТИКАТехнические характеристики LW300:
Параметр: Значение
Общая масса: 10 т
Грузоподъемность: 3 т
Дорожный просвет: 0,405 м
Высота выгрузки: 2,892 м
Скорость движения: 10-35 км/ч
Вырывное усилие: 120 кН
Усилие на отрыв: 11 ,8 т
Скорость подъема рабочего органа на максимальную
высот у: 5,7 сек
9.
СОРТИРОВОЧНЫЙ ЛЕСОТРАНСПОРТЁРЛТ-86
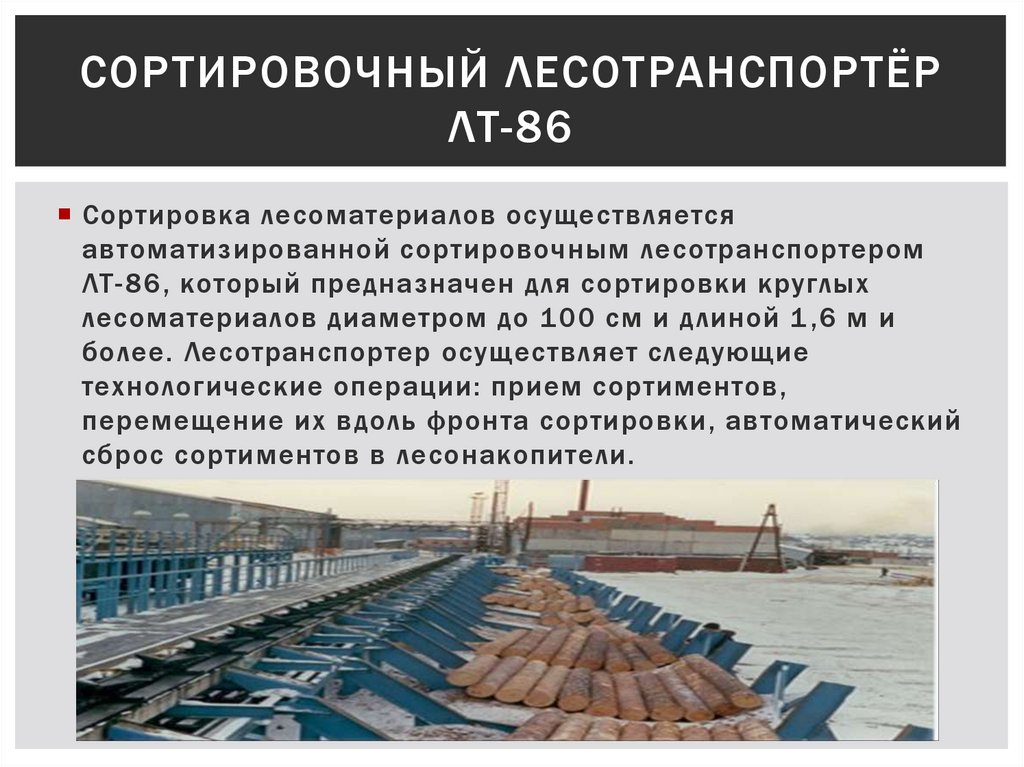
Сортировка лесоматериалов осуществляется
автоматизированной сортировочным лесотранспортером
ЛТ-86, который предназначен для сортировки круглых
лесоматериалов диаметром до 100 см и длиной 1 ,6 м и
более. Лесотранспортер осуществляет следующие
технологические операции: прием сортиментов,
перемещение их вдоль фронта сортировки, автоматический
сброс сортиментов в лесонакопители.
10.
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКАТехническая характеристика ЛТ-86
Длинна транспортера ,м 130
Размеры сортируемых бревен:
Диаметр,см 6-60
Длинна,м 4,0
Скорость тягового органа,м 6,5
Шаг траверса мощность привода,м
0,8
11.
ТЕХНИКО-ЭКОНОМИЧЕСКИЕПОКАЗАТЕЛИ
Лесоштабелер LW-300– 1шт (95.09 м 3 /см )
Сортировочный лесотранспортёр ЛТ-86 – 1 шт. (332,0.1 м 3 /см
)
Количество человек на вспомогательных работах – 2 человек.
Количество человек на основных работах – 6 человека.
12.
ГЕНЕРА ЛЬНЫЙ ПЛАН ЛЕСНОГО СКЛАДА13.
ОХРАНА ТРУДА1 .К выполнению работ на складе допускаются лица не
моложе 18 лет, прошедшие обучение безопасным методам
труда, проверку знаний, получившие вводный инструктаж по
охране труда и первичный инструктаж на рабочем месте
(далее - работники).
2. При производстве работ с опасными грузами перед их
началом работник следует получить наряд -допуск и пройти
инструктаж с указанием свойства опасных грузов, правил
работы с ними, мер оказания первой доврачебной помощи.
3. Знать местонахождение и уметь пользоваться
первичными средствами пожарот ушения, не загромождать
дост уп к противопожарному инвентарю, гидрантам и
запасным выходам
14.
СПЕЦИАЛЬНАЯ ЧАСТЬЦех арболитовых блоков
15.
ХАРАКТЕРИСТИКА СЫРЬЯХарактеристика сырья, пос т упающего в цех
Сырьем для производства арболита могу т
служить отходы лесозаготовок и лесообрабатывающих производс тв,
которые предварительно измельчаются в щепу. Окорка
сырья не требуется. Длина час тиц должна быть не более 40 мм
при наибольшей толщине 5 мм и ширине 10 мм. Щепа не должн
а содержать более 20 % коры, 5% хвои и лис тьев, 2% гнили
и 4 % минеральных примесей. Сырье рекомендуется выдерживать
на открытом воздухе в течение не менее 2 месяцев.
Для получения плотной и связной с трукт уры арболита необходимы
древесные час тицы небольшой толщины и значительной длины, чт
о способс твует лучшему их проклеиванию между собой. Поэтому п
роцесс получения
таких час тиц включает вторичное измельчение щепы в дробленку.
16.
ХАРАКТЕРИСТИКА АРБОЛИТОВОГОПРОИЗВОДСТВА
Для получения плотной и связной с трукт уры арболита необходимы др
евесные час тицы небольшой толщины и значительной длины, что спо
собс твует лучшему их проклеиванию между собой. Поэтому процесс
получения
таких час тиц включает вторичное измельчение щепы в дробленку.
В качес тве вяжущего используют в основном портландцемент марки
400
или 500. Для получения арболита повышенной прочности рекоменду
ются быс тросхватывающие цементы. Разработана технология арболит
а на белитошламовом
цементе из отходов металлургического производс тва. Его отличительн
ая особеннос ть в том, что влияние
водорастворимых веществ древесины
здесь относительно невелико и предварительная выдержка сырья мо
жет не производиться.
Для лучшего схватывания цемента и древесины, дробленку подверга
ют
минерализации, под которой понимают обработку ее рас творами ми
неральных солей. В качестве минерализатора используют хлорис тый
кальций, жидкое с текло и комплексную добавку из
сернокислого алюминия и извес ти-пушонки.
17.
ХАРАКТЕРИСТИКА ВЫПУСКАЕМОЙПРОДУКЦИИ
Согласно ГОСТ 19222—
73 он подразделяется на пять марок, которые
означают прочность на сжатие в 0,1 МПа. Арболит марок
5 и 10 применяют
для изготовления теплоизоляционных, а марок 15, 25 и 3
5 — для конструкционно-теплоизоляционных изделий.
Из арболита изготовляют панели, блоки, стеновые камни,
тепло и звукоизоляционные плиты. Эти изделия применяют
для малоэтажного строительс тва жилых, общественных и п
ромышленных зданий. Использование этого экономичного
материала позволяет индустриальным методом ускоренно в
озводить поселки лесозаготовителей, здания сельскохозяйс т
венногои промышленного назначения. Он существенно сни
жает трудозатраты и экономит для народного хозяйства до
рогостоящий брус.
18.
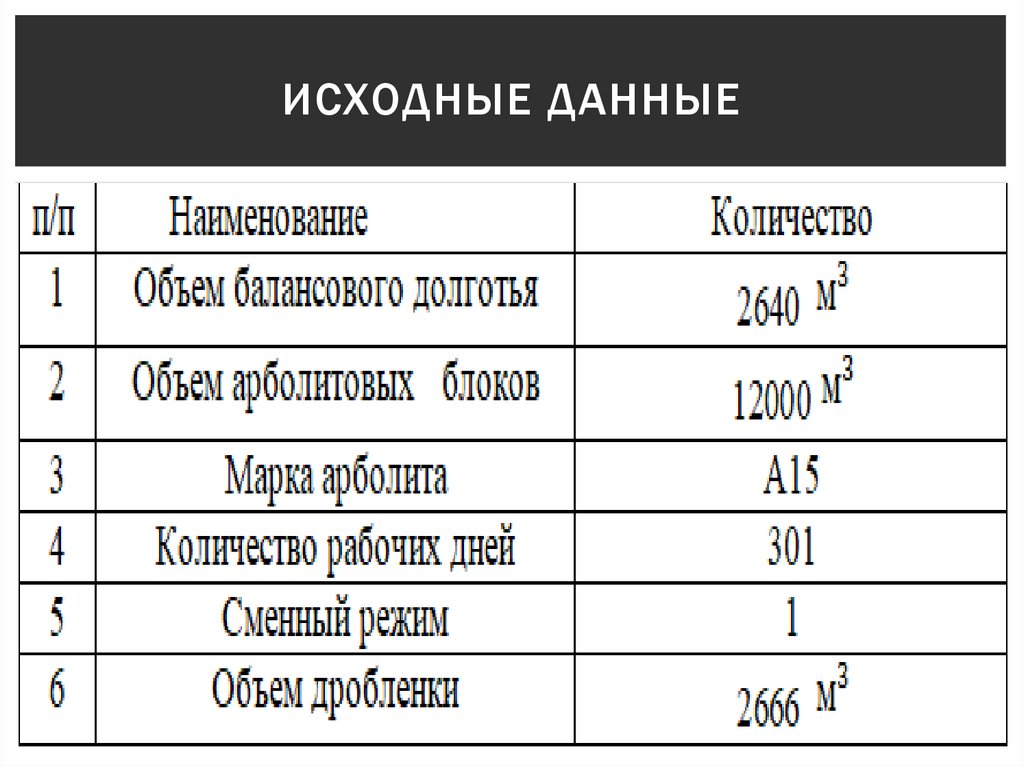
ИСХОДНЫЕ ДАННЫЕ19.
ВЫБОР И ОБОСНОВАНИЕ ОБОРУДОВАНИЯДЛЯ ПРОИЗВОДСТВА
Для производства арболитовых блоков:
Смеситель СГ-1000- Арболит
Формовочная линия ПД-3
Сушильная камера ск-60
Погрузчик TOYOTA
20.
СМЕСИТЕЛЬ СГ-1000-АРБОЛИТ1-станина ; 2- загрузочное устройство;3привод смесителя;4- пульт управления .
Рисунок 7 - Смеситель СГ-1000-Арболит
Смеситель СГ-1000-Арболит
принудительного типа с горизонтальным
ротором предназначен для
приготовления арболитовой смеси.
Смеситель может эксплуатироваться в
закрытых помещениях или под навесом
при температуре окружающего воздуха
от +5 до +45 °C. Сменная
производительность смесителя 40
21.
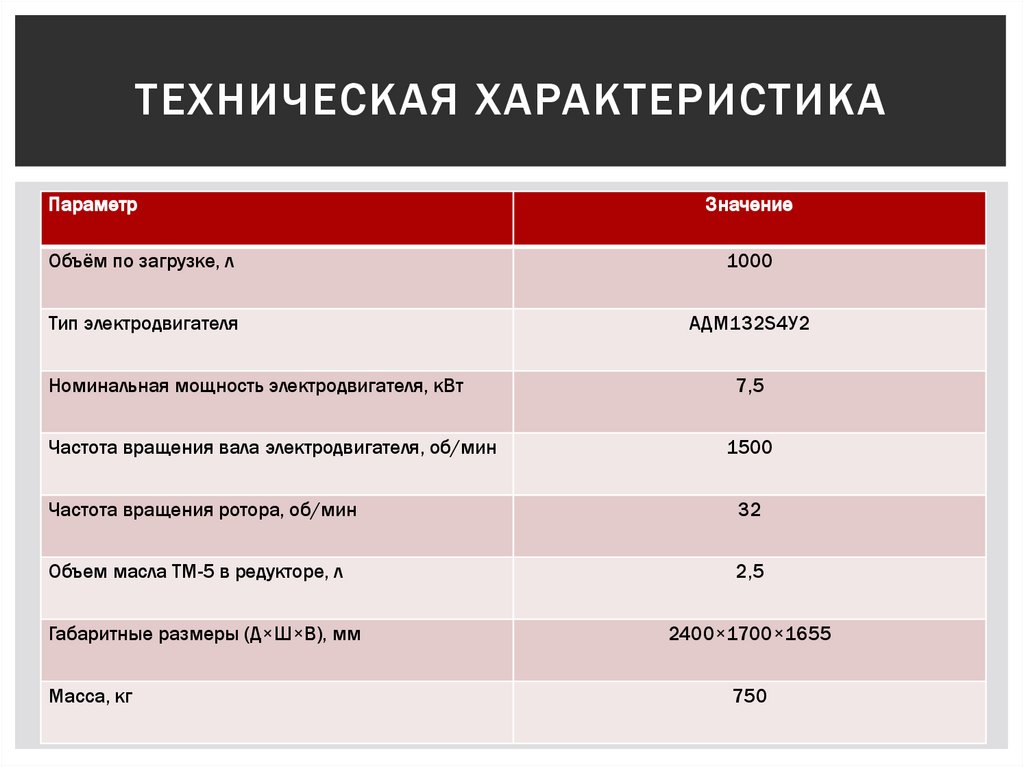
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКАПараметр
Значение
Объём по загрузке, л
1000
Тип электродвигателя
АДМ132S4У2
Номинальная мощность электродвигателя, кВт
Частота вращения вала электродвигателя, об/мин
7,5
1500
Частота вращения ротора, об/мин
32
Объем масла ТМ-5 в редукторе, л
2,5
Габаритные размеры (Д×Ш×В), мм
Масса, кг
2400×1700×1655
750
22.
ФОРМОВОЧНАЯ ЛИНИЯ ПД-31-формы под загрузку смеси;2- блок с формами для подачи
в линию прессования;3- емкость со смесью; 4 - участок
управления процессом. Уникальность предоставляемой
линии – в ее высокой степени автоматизации на стадии
изготовления блоков. При необходимости полной
механизации или автоматизации поддается и процесс
дозации сырья для приготовления смеси.
23.
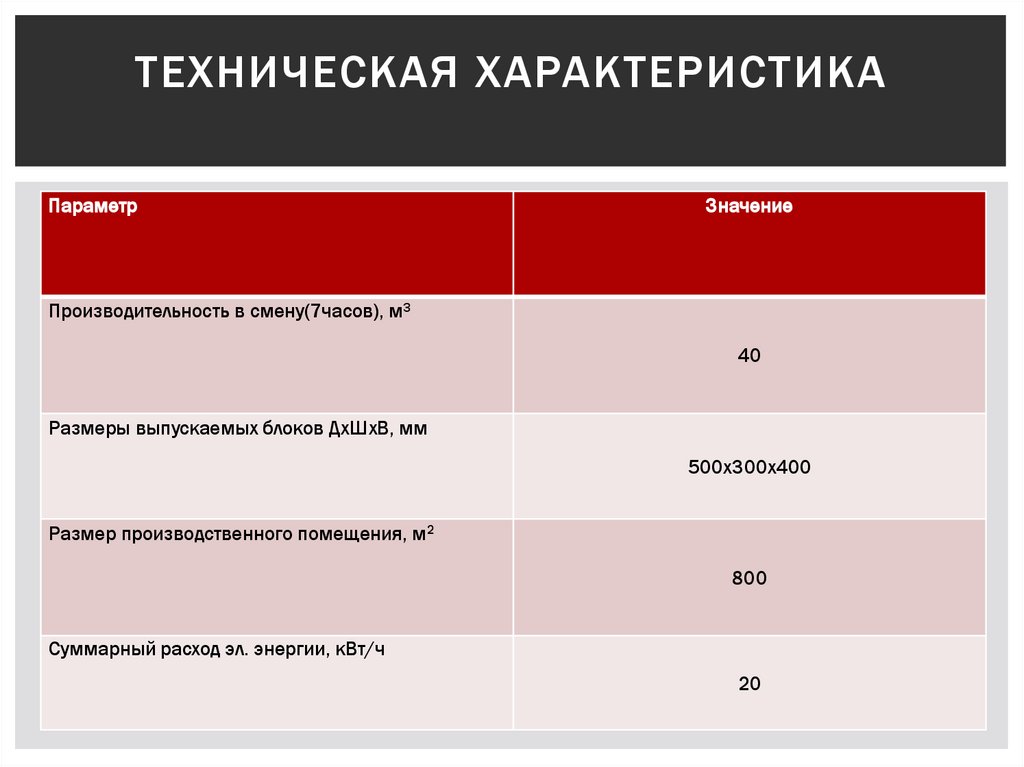
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКАПараметр
Значение
Производительность в смену(7часов), м3
40
Размеры выпускаемых блоков ДхШхВ, мм
500х300х400
Размер производственного помещения, м2
800
Суммарный расход эл. энергии, кВт/ч
20
24.
СУШИЛЬНАЯ КАМЕРА СК-60Сушильная камера ск-60
предназначена для
термической
теплообработки
арболитовых блоков для их
дальнейшего
затвердевания.
25.
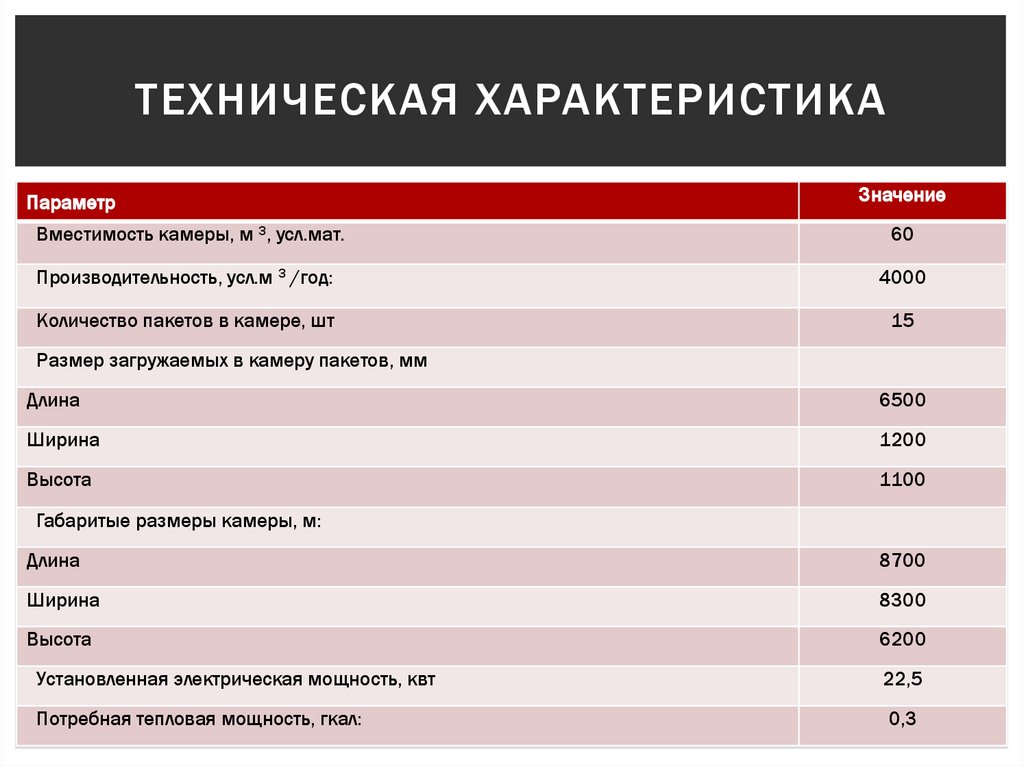
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКАПараметр
Значение
Вместимость камеры, м 3, усл.мат.
60
Производительность, усл.м 3 /год:
4000
Количество пакетов в камере, шт
15
Размер загружаемых в камеру пакетов, мм
Длина
6500
Ширина
1200
Высота
1100
Габаритые размеры камеры, м:
Длина
8700
Ширина
8300
Высота
6200
Установленная электрическая мощность, квт
22,5
Потребная тепловая мощность, гкал:
0,3
26.
РПОГРУЗЧИК TOYOTAПредназначен для загрузки и выгрузки из сушильной
камеры арболитовых блоков и транспортировки их
на склад готовой продукции
27.
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКАПараметр
Значение
Масса, кг
3850
Грузоподъемность, кг
2000
Высота подъема, м
3,0
Мощность двигателя, квт
10
28.
ЦЕХ АРБОЛИТОВЫХ БЛОКОВ29.
ОПИСАНИЕ ТЕХНОЛОГИЧЕСКОГОПРОЦЕССА В ЦЕХЕ
Щ е п а в ы б р а с ы в а е т с я в ц и к л о н и с с ы п а е т с я в н а ко п и т е л ь н ы й бу н ке р .
Отсюда винтовым дозатором она равномерно подается на повторное измельчение в
м о л о т к о ву ю д р о б и л к у . П о л у ч е н н а я д р о б л е н к а в ы б р а с ы в а е т с я в ц и к л о н и с с ы п а е т с я в
р а сх о д н ы й бу н ке р . С м о н т и р о в а н н ы м в е г о д н и щ е в и н т о в ы м д о з а т о р о м д р о б л е н к а
п е р и о д и ч е с к и з а г ру ж а е т с я в ус т р о й с т в о , гд е п р о и сх о д и т е е з а м ач и в а н и е . О т с ю д а о н а
п о д а е т с я с к и п о в ы м п о д ъ е м н и к о м в с м е с и т е л ь , к уд а д о з и р о в а н н о в в о д я т с я
м и н е р а л и з а т о р и з а т е м п о р тл а н д ц е м е н т. О д н о в р е м е н н о в д ру г о м с м е с и т е л е
п р и г о т о в л я е т с я ц е м е н т н о - п е с ч а н а я с м е с ь , ко т о р а я и с п о л ь з у е т с я д л я о б л и ц о в к и
н а ру ж н ы х с л о е в а р б о л и т о в ы х и з д е л и й . С м е с и т е л и о б о руд о в а н ы у к л а д ч и к а м и д о з а т о р а м и , ко т о р ы е п о д а ю т п р и г о т о в л е н н у ю с м е с ь в ф о р м ы . Ф о р м о в а н и е и з д е л и й
р а з м е р а м и д о 3 , 6 X 1 , 2 X 0 , 3 м о су щ е с т в л я е т с я н а ф о р м о в о ч н о й л и н и и П Д - 3 , ко т о р а я
с о с т о и т и з в и б р о т е л е ж к и , п р е с с а , к р а н - б а л к и и р о л и ко в о г о ко н в е й е р а . Ф о р м у с
п р е д в а р и т е л ь н о ул ож е н н о й а р м а т у р о й и з а к л а д н ы м и д е т а л я м и к р а н - б а л к о й
ус т а н а в л и в а ю т н а в и б р о т е л е ж к у и п е р е д в и г а ю т п о д бу н ке р - д о з а т о р . З д е с ь в ф о р м у
у к л а д ы в а ю т ц е м е н т н о - п е с ч а н у ю с м е с ь , ко т о р а я п о д д е й с т в и е м в и б р а ц и и р а в н о м е р н о
р а с т е к а е т с я п о е е д н и щ у. П о с л е э т о г о в и б р о т е л е ж к у п е р е д в и г а ю т п о д бу н ке р - д о з а т о р и
заполняют арболитовой смесью. Равномерность заполнения достигается при помощи
в и б р а ц и и . Д л я ф о р м и р о в а н и я в е рх н е г о о тд е л о ч н о г о с л о я в и б р о т е л е ж к а п о в т о р н о
п р о х о д и т п о д бу н ке р о м - д о з а т о р о м . П о с л е э т о г о н а ф о р м у к р а н - б а л к о й
ставят крышку и вибротележку перемещают под пресс. Здесь арболитовая смесь
у п л о т н я е т с я . С п о м о щ ь ю с п е ц и а л ь н ы х з а м ко в к р ы ш к у п р о ч н о с к р е п л я ю т с б о р т а м и
ф о р м ы , в р е з ул ьт а т е ч е г о с м е с ь о с т а е т с я в з а п р е с с о в а н н о м с о с т о я н и и п о с л е с н я т и я
давления пресса. Форму с изделием снимают с вибротележки и укладывают на
р о л и ко в ы й ко н в е й е р в с т о п ы . Ко н в е й е р и м е е т в м е с т и м о с т ь , р а с с ч и т а н н у ю н а
су т о ч н у ю п р о и з в о д и т е л ь н о с т ь ко м п л е к с а . Ч е р е з су т к и и з д е л и я п о д в е р г а ю т
р а с п а л у б ке и к р а н - б а л к о й у к л а д ы в а ю т н а ко н в е й е р , гд е п р о ц е с с
т в е р д е н и я п р о д о л ж а е т с я в т е ч е н и е 6 су т о к . О с в о б о д и в ш и е с я ф о р м ы ч и с т я т,
смазывают и вновь направляют на формование изделий. После шестису точной
в ы д е рж к и и з д е л и я н а п р а в л я ю т н а с к л а д г о т о в о й п р о д у к ц и и .
30.
ОХРАНА ТРУДАД л я эф ф е кт и в н о й и бе зо п а с н о й р а б от ы н а о б о руд о ва н и и ф о рм о воч н о го ц еха н е о бход и м о
с о бл юд ать с л ед ую щ и е м е р ы т ех н и к и бе зо п а с н о с т и и ох р а н ы т руд а . П р и д и с т а н ц и о н н ой
п од ач е бе то н н о й с м е с и с п ом о щ ью бун ке р о в н е о бход и м о , ч то б ы о н и б ы л и с н а бже н ы
с п е ц и а л ьн ы м и п р и с п о с о бле н и я м и ( з а м ка м и ) , и с к л юч а ю щ и м и с л уч а й н ую в ы г руз ку с м е с и .
З ат во р ы с а м оход н ых бун ке р о в и б а д е й т а к же д ол ж н ы и м е т ь ус т р о й с тва , и с к л юч а ю щ и е и х
с а м о п р о и звол ь н о е от к р ы ва н и е и о п р о к и д ы ва н и е . П р и п од ач е бе то н н ой с м е с и в
ф о рм о воч н ы е ц еха с а м оходн ы м и бун ке р а м и , п е р ед в и г а ю щи м и с я п о бе то н н о й э с т а ка д е ,
о бя з ат е л ь н о ус т а н а вл и ва е т с я ус т р о й с тво д вус то р о н н е й с ве то з вуко во й с и г н а л и за ц и и . Д л я
о с м от р а , ч и с тк и и р е м о н т а с а м оходн ы х бун ке р о в и б а д е й п р ед ус м ат р и ва ют с я
с п е ц и а л ьн ы е р е м о н тн ы е п л о щ а д к и н а э с т а ка д а х , о г р а ж д ё н н ые п е р и л а м и в ы с ото й н е
м е н е е 1 м . Та к ка к п р и п р и гото вл е н и и а р б ол и то во й с м е с и и с п ол ь зуют с я х и м и ч е с к и е
д о б а в к и , то н е о бход и м о с о бл юд ать м е р ы п р ед о с то рож н о с т и п р оти в п о в р е ж д е н и я гл а з и
от р а вл е н и я . Н е о бход и м о о с т е р е г ать с я п о п а д а н и я н а кож у и в п и щ у р а с т во р о в с ол е й . Н е
с л ед уе т п р и вл е кат ь к п р и гото вл е н и ю р а с т во р ов ука з а н н ы х д о б а во к л и ц с п о в р е ж д е н и я м и
кож н о го п о к р о ва ( с с а д и н а м и , ожо г а м и , р а зд р а же н и я м и и т. п . ) , п о р а же н и е м ве к и гл а з .
В о в р е м я п р и гото вл е н и я р а с т во р ов д о б а во к н а р а б оч и х д ол ж н а б ы т ь с п е ц од е ж д а и з
в од о от т а л к и ва ю щ е й т ка н и , оч к и , р е з и н о в ы е с ап о г и и п е рч атк и . Р а б оч е е м е с то
м а ш и н и с т а бе то н оук л а д ч и ка с л ед уе т о с н а щ ат ь в и б р о г а с я щ и м ус т р о й с т вом и з вуко в ы м
эл е кт р и ч е с к и м с и г н а л ом и р а зм е щ ат ь т а к , ч то б ы п р о ц е с с ф о рм о ва н и я б ы л в и д е н ка к
м ож н о л уч ш е . П р и р а б от е с бе то н оук л а д ч и ком н е о бход и м о т щ ат е л ь н о с л ед и т ь з а
с о с тоя н и е м ко н ц е в ы х в ы к л юч ате л е й .
31.
ОХРАНА ТРУДАПи работе вибрационного оборудования ( виброплощ адки), необход имо строго соблюдать следующие правила:
- формы следует закреплять на виброплощадке при помощи электромагнитов;
- пускать и останавлив ать виброплощад ку может только обслуживающий её оператор. Осмотр, чистка и
ремонт виброплощадки разрешается только после отключения её от электрической сети и изъятия вилки разрыва.
- становиться на виброплощадку во время её работы категорически запрещается;
- следует установить металлическ ие ограждения места расположения виброплощадки во избежание несчастных
случаев
Кроме того, рабочие обслуживающие формовочные посты, виброплощадки должны не реже одного раза в шесть
месяцев проходить медицинский осмотр. Для уменьшения вредного влияния вибрации необходимо под рабочими
местами устанавливать амортизирующие площадк и.
При тепловой обработке изделий в щелевых камерах необход имо выполнять следующие указания:
Камеры ТВО оборудуются программными регуляторами, обеспечивающими автоматическое поддержание заданных
условий ТВО. Пульт автоматического регулирования режима термообработки должен располагаться в отдельном
помещении.
Парораспределительные устройства (коллек торы, паропроводы) устанавливаются в местах, исключающих ожоги
обслуживающего персонала. Паропроводы оборудуются теплоизоляцией, и их прокладка к камерам
осуществляется в закрытых каналах.
Торцы щелевых камер оборудуются шорами из пароустойчивой резины и тепловыми завесами.
Ремонтировать паропроводы и вентили, находящиеся под давлением запрещается.
Доступ рабочих в камеры пропаривания разрешается только после того, как температура в камере снизится до
40оС. Перед началом ремонтных работ в камере необходимо извлечь керамическ ие предохранители на рубильнике
и по веси ть табли ч к у с надп и сь ю: «Ос т о р о ж но ! Р або таю т люди ! »
К работе на резательной установк е допускаются лица прошедшие инструктаж, имеющие соответствующ ую
квалификацию и навык работы.
Агрегат должен быть оборудован автоматической светозвуковой сигнализацией пуска обеспечивающей подачу
пр ед упр е д и т е ль но го сигна л а в теч ен и е 1 5 с. с м о м ента нажат и я кно пк и «П ус к » до включ е н и я его двиг а т е л е й .
Электрическая схема агрегата должна обеспечивать: остановку подающего конвейера при внезапном отключении
любого электродвигателя впереди агрегатного комплекса; невозможность
32.
ЗАКЛЮЧЕНИЕП о д в о д я и т о г и к у рс о в о г о п р о е к т а м о ж н о с д е л а т ь в ы в о д о ц е л е с о о б р а зно с т и
в н е д р е н и я н а л е с н ы х с к л а д а х 1 Н С р а с к р я ж е в о ч но й ус т а но в к и Л О - 1 5 , т а к к а к
д а н н ы й в и д о б о рудо в а ни я я в л я е т с я у н и в е р с а л ь ны м и с о в р е м е нны м н а
с е г о д ня ш ни й д е н ь д л я л ю б о г о д и а м е т р а п о с т у п а ющи х н а п е р е р а б о т к у д е р е в ь е в
, а т а к ж е в ы с о к о п р о и з в о д и т е л ь ны м , ч т о п о л ож и т е л ь но с к а ж е т с я н а к ач е с т в е
п е р е р а б о т к и п о с т у п а юще г о с ы р ь я и р а ц и о н а л ь но м и с п о л ь з о в а ни и с ы р ья д л я
м а к с и м а л ь но г о в ы хо д а г о т о в о й п р о д у к ц и и . П р и в я з к а ц ех а а р б о л и т о вы х б л о к о в к
л е с н о м у с к л а д у д а с т в о з м ож но с т ь п р о и з в о дс т в а к о м п оз и ц и о нно г о
в и д а п р о ду к ц и и и з о т хо до в п е р е р а б о т к и с ы р ь я , ч т о д а е т в о з м ож но с т ь
к о м п л е к сно й д р е в е с но й п е р е р а б о т к и , с в я з ы в а ю щи й о с но в но й п о т о к п е р в и ч но й
п е р е р а б о т к и д р е в е с и ны с ц ехо м а р б о л и т о в ы х б л о к о в , с д е л а в т ех н о л о г и ч е с к и й
п р о ц е с с л е с н о г о с к л а да о т в еч а ющ и м с о в р е м е нны м т р е б о в а ни я м и
к о н к у р ен т о сп о с о б ны м н а р ы н ке т руд а . Д а н н о й п р о и з в о дс т в о п о з в о л я е т
р а ц и о н а л ь но и с п о л ь з о в а т ь д р е в е с но е с ы р ь е , д е л а я п р е д п р и я т и е б е з о т хо д ны м .
Д а н н ы й п р о е к т п о з в о л я е т р е ш а т ь с л е д у ющи е з а д ач и :
1 . К а р д и на л ь но е о б н о в л е ни е п р о и з в о дс т в е нно г о и т ех но л о г и ч е с ко г о п о т е нц и а л а ,
н а п р а в л е нно е н а з н ач и т е л ь но е у м е нь ш е ни е р а с хо д а в с ех в и д о в р е с у р с о в и
п о в ы ш е ни е к ач е с т в а в ы п ус к а ем о й п р о ду к ц и и ;
2 . О с в о е ни е п р о и з в о д с т в а н о в ы х в и д о в п р о ду к ц и и , в п е р ву ю о ч е р е д ь
с о в р е м е нны х д р е в е с ны х п л и т н ы х и с т р о и т е л ь ны х м а т е р и а л о в , с у ч е т о м
в о з м ож но й с х е м ы п р о и з в о дс т в а п р о ду к ц и и п р и п е р е р а б о т ке л е с о с ы р ь е в ы х
ресурсов.
33.
СПИСОК ИСПОЛЬЗУЕМЫХ ИСТОЧНИКОВ1 . Болдырев П.В. /С ушка древесины/ П.В. Болдырев - ООО ЛаньТрейд,2015 г – 387с.
2. Загоскин В.А . /Технология и оборудование лесозаготовительного
производс тва/ учебное пособие. В.А .Загоскин - Красноярск,2015 г –
375с.
3. Матвейко А .П. /Технология и оборудование лесозаготовительного
производс тва/ А .П.Матвейко учебник.- Минск:ЗАО «Техноперспектива»,
201 2 г – 453с.
4. Миронов Е.И. Справочник /Машины и оборудование лесозаготовок/
Е.И. Миронов, Д.Б.Рохленко ,- М.:МГ УЛ, 2015 г, - 380с.
5. Михайлов Г.М./Технология изготовления товаров народного
потребления из древесины/ Г.М. Михайлов, Е.В.Панков, -М:МГ УЛ, 2015 г.
– 226с.
6. Тюкина Ю.П./Технология лесопильно – деревообрабатывающнго
производс тва/ Ю.П.Тюкина пособие для СПО - М: МГ УЛ, - 2015 г, 286с.
7. Шелгунов Ю.В./Технология и оборудование лесопромышленных
предприятий/ Ю.В.Шелгунов, Г.Б.Ку т уков, - М: МГ УЛ 2015 г- 432с
8. Журналы /Лесопромышленник/,201 2 -2017гг; /ЭКО/, 201 2 -2017гг,
/Леспроминфо /,2014-2017гг., /Лесной экономический вес тник/,2014г.
9. Материалы выс тавок / Эксподрев/ 2013-201 8гг.