






")


")






")

")







 Кулинария
КулинарияПохожие презентации:










Анализ технологии вафель
1.
АНАЛИЗ ТЕХНОЛОГИИ ВАФЕЛЬЛектор: Оболкина Вера Ильинична,
профессор кафедры технологии хлебопекарных и кондитерских изделий,
Национальный университет пищевых технологий
2. АНАЛИЗ ТЕХНОЛОГИИ ВАФЕЛЬ
Характеристика изделийК вафлям относятся мучные кондитерские изделия,
приготовленные из выпеченных легких пористых
вафельных листов с начинкой и без начинки. Листы
могут быть плоскими, плоскими с глубоким рисунком, с
полыми фигурами. Отдельную группу изделий
составляют вафельные трубочки.
3.
Вафли с начинкой выпускаются с различнымчислом слоев вафельных листов и начинки. В
зависимости от количества слоев вырабатывают
вафли
трехслойные – два слоя вафельного листа и один
начинки;
пятислойные – три слоя вафельного листа и два
слоя начинки;
семислойные – четыре слоя вафельного листа и
три слоя начинки;
девятислойные – пять слоев вафельного листа и
четыре слоя начинки. Количество слоев в вафлях
задается рецептурой.
Содержание начинки в вафлях составляет от 70
до 80 %.
4.
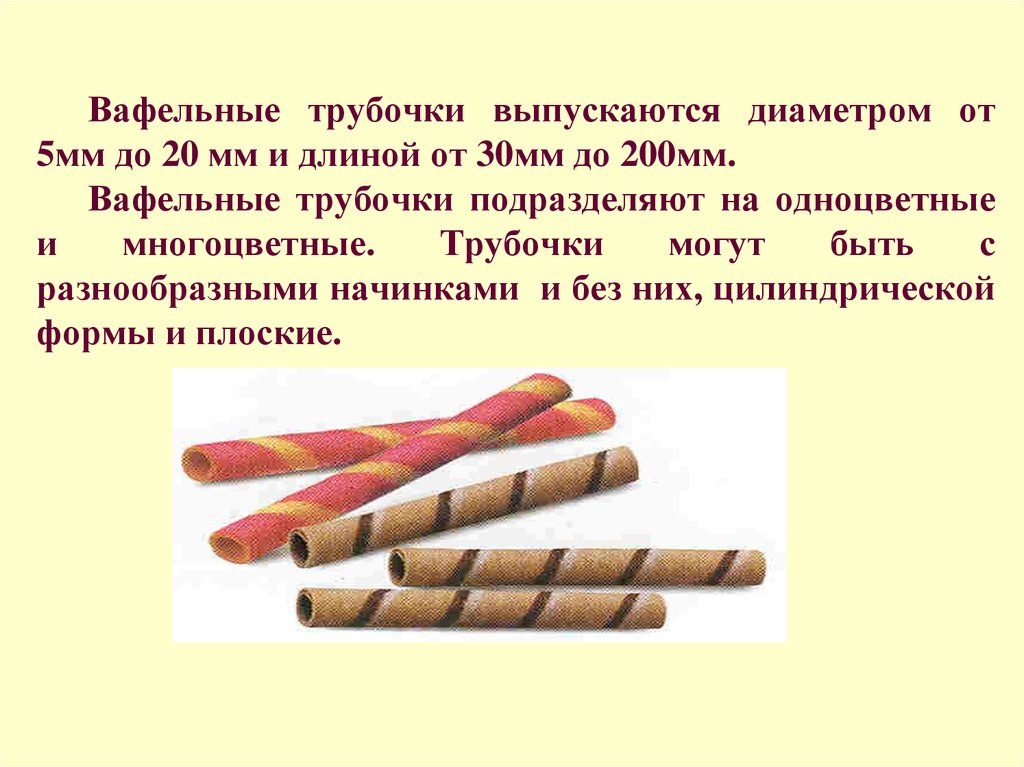
Вафельные трубочки выпускаются диаметром от5мм до 20 мм и длиной от 30мм до 200мм.
Вафельные трубочки подразделяют на одноцветные
и
многоцветные.
Трубочки
могут
быть
с
разнообразными начинками и без них, цилиндрической
формы и плоские.
5.
6.
7.
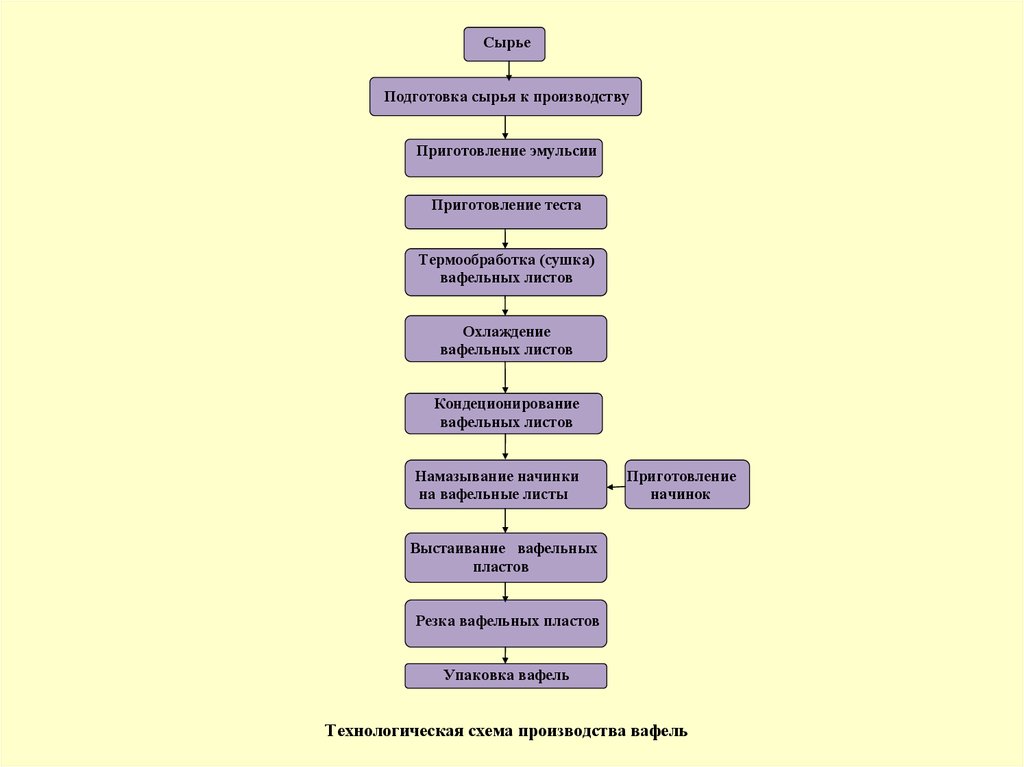
СырьеПодготовка сырья к производству
Приготовление эмульсии
Приготовление теста
Термообработка (сушка)
вафельных листов
Охлаждение
вафельных листов
Кондеционирование
вафельных листов
Намазывание начинки
на вафельные листы
Приготовление
начинок
Выстаивание вафельных
пластов
Резка вафельных пластов
Упаковка вафель
Технологическая схема производства вафель
8.
Линия производства вафель9.
Приготовление вафельного тестаХарактерные показатели качества вафельного листа
обеспечиваются
технологическими
особенностями
слабоструктурированного вафельного теста: высокой
влажностью от 59 до 65 % и низкими температурными
параметрами (15—20 °С).
Жидкообразная
консистенция
вафельного
теста
обеспечивает возможность равномерного его растекания при
подаче на поверхности плоских вафельных форм печи.
В рецептуру вафельных листов обычно входит мука
пшеничная высшего или первого сорта, меланж (желтки),
соль, сода, вода, лецитин, фосфатидный концентрат или
другие эмульгаторы. Количество воды составляет примерно
150 – 170 % от массы муки.
10.
11.
Вафельное тесто12.
13.
Турбомиксербыстро
и
качественно
смешивает
компоненты вафельного теста, смешивание происходит в
цилиндрическом баке выполненном из нержавеющей стали.
Бак закрывается крышкой, которая при открывании
отключает питание электродвигателя, что исключает работу
турбомиксера в открытом состоянии; лопастной ротор
приводится в движение электродвигателем; на пульте
управления
расположены
кнопки
включения
и
выключения.
14.
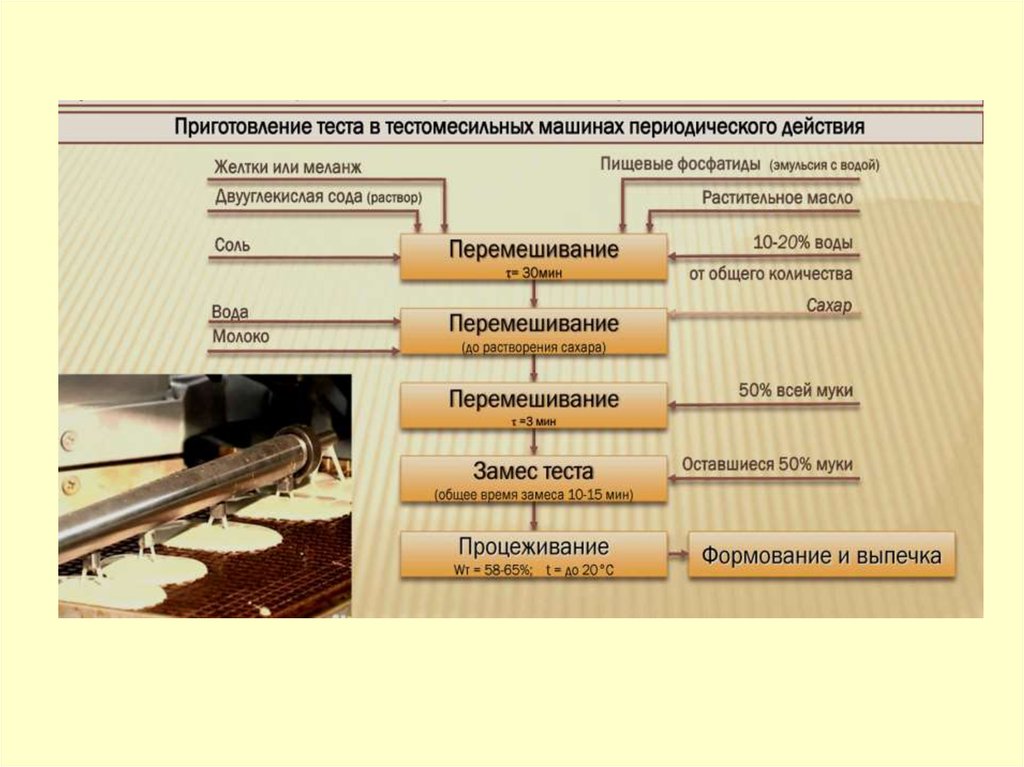
В смеситель загружают, согласно рецептуре, вколичестве,
необходимом
для
сменной
выработки, яйцепродукты, двууглекислую
соду,
соль,
сахарный
песок
(если
предусмотрено рецептурой) и для полного
растворения рецептурных компонентов из
порционного питателя добавляют 50 %
рецептурного расхода воды.
Компоненты перемешивают в течение 8—10
мин, затем загружают растительное масло.
Общая продолжительность перемешивания
составляет 15-20 мин. Готовая эмульсия
самотеком поступает из смесителя в емкость
для эмульсии .
15.
На второй стадии предусматривается приготовлениеразбавленной
эмульсии.
Приготовленная
концентрированная эмульсия из приемной емкости насосом
подается в рецептурном соотношении одновременно с водой,
охлажденной до температуры 8- 10°С.
В смеситель двумя параллельными потоками в
рецептурном
соотношении
непрерывно
подаются
разбавленная эмульсия и мука. Интенсивное смешивание
разбавленной эмульсии с мукой в смесителе обеспечивает
образование однородной структуры теста. Готовое тесто
процеживают через сито з диаметром ячеек 2-3 мм и подают
в приемную емкость.
16.
При производстве вафель рекомендуется применятьмуку с низким содержанием протеина, слабой
клейковиной (показатель ИДК от 85 до 100 ед. прибора),
с низкой водопоглотительной способностью.
При использовании муки с сильной или средней
клейковиной
рекомендуется
применять
протеолитические ферменты или протеазы, которые
способны частично разрушать структуру белковой
молекулы. Применение ферментных препаратов при
производстве вафель понижает вязкость теста,
повышает его однородность, уменьшает появление
трещин на поверхности изделий, улучшает структуру
вафельного листа, сокращает количество брака из-за
сколов и лома вафельного листа.
17.
Процесс замеса теста должен приводить коднородному
распределению
ингредиентов
за
достаточное для гидратации муки время. Замес теста
должен производиться как можно быстрее - от 2,5 до 6
мин.
После замеса тесто может содержать комки и нити
клейковини. Для предотвращения этого используют
холодную воду с температурой 8-10°С .
Для удаления комков и нитей клейковины
необходима фильтрация теста, а для предотвращения
расслоения необходимо постоянное его слабое
помешивание. Обычно замешанное тесто выгружают в
резервуар и перекачивают по кольцевому трубопроводу
от резервуара к вафельной печи (печам) и обратно.
18. Тестомесильная установка модульной конструкции мод.DM фирмы HAAS (Австрия)
19.
Термообработка вафельного теста осуществляетсяконтактным способом между нагретыми пластинами .
Тесто
подается
на
пластины
с
помощью
разбрызгивателя, причем с перерывами, чтобы объем был
точно одинаковым для каждой пластины. Тесто подается из
отверстий (до 22) в трубе, и объем регулируется так, чтобы
заполнить пластины и свести к минимуму выдавливание
через каналы для пара.
Длительность выпечки составляет 1,5-3 мин (в среднем
около 2 мин).
При открытии пластин листы обычно свободно
выпадают. Их ловят на устройстве передачи и помещают на
канатный конвейер из легкого пластика, чтобы с двух
сторон свободно происходило охлаждение. Для облегчения
отделения листов от пластин на край листа может быть
подан поток сжатого воздуха, чтобы поднять лист с нижней
пластины.
20.
21.
Печь для термообработки вафельноголиста
22.
На механизированном производстве вафельныелисты охлаждают на специальных веерных
конвейєрах,
где
они
охлаждаются
непосредственно
воздухом
цеха
без
дополнительной циркуляции.
Конвейер
оборудован
специальными
устройствами для загрузки и съема листов.
Охлаждение вафельных листов на конвейере
обеспечивает равномерный доступ воздуха к
поверхности листа и поэтому происходит
равномерная сорбция влаги во всех его зонах,
сопровождающаяся равномерным изменением
линейных размеров листа, а это исключает
деформацию и растрескивание листов.
23.
Выпеченные вафельные листы подают для охлажденияна арочный конвейер.
Арочный конвейер
24.
Изгибание может произойти также в том случае, когда в листеуменьшаются градиенты влажности, поэтому листы с очень
неравномерным
распределением
влажности
не
следует
покрывать
начинкой
или
шоколадной
глазурью
до
выравнивания влажности, так как иначе может произойти
раскалывание или растрескивание шоколада.
Размеры свежих вафельных листов после выхода из печи
нестабильны, поэтому рекомендуется их «кондиционировать».
Кондиционирование включает увлажнение вафельных листов
путем хранения их во влажном помещении или пропускания
листов через камеру с повышенной влажностью. При
кондиционировании влажность вафельных листов обычно
увеличивается до 4,0% с помощью пропускания вафель через
влажную камеру с влажностью 60-90% при 35-60 °С. Обычно
продолжительность нахождения вафель в камере составляет 16-20
мин.
25.
Чем ближе влажность вафли к той, прикоторой она находится в равновесии с
атмосферой, тем меньше будет отклонение в
ее форме (это и есть основной принцип
«кондиционирования»).
Кондиционирование вафельных листов
особенно целесообразно проводить в тех
случаях,
когда
вафли
покрываются
шоколадной или кондитерской глазурью для
предупреждения « крокодилового эффекта».
26. Туннельная установка для кондиционирования вафельных блоков модели EKW/K фирмы HEBENSTREIT (Германия)
27.
Кондиционирование вафельных листовиспользуемых для глазированных изделий
исключает
изменение
их
линейных
размеров и соответственно растрескивание
вафельных
листов
и
отслаивание
шоколадного или глазурного покрытия.
При прохождении вафельного листа в
течении 16-20 минут через влажную камеру
с температурой 35-60°С и влажностью 6090%, влажность листа увеличивается до
4%, что гарантирует качество изделия.
28. При приготовлении вафель используют начинки:
жировые,
фруктово-ягодные,
помадные,
пралиновые
29.
Приготовление жировой начинкиВ жировых начинках основными ингредиентами являются
сахар и жир. Важнейшую роль в определении характеристик
начинки играют свойства и качество жира. Важно, чтобы
точка плавления жира в начинке была не больше
температуры тела человека. В противном случае при
употреблении готового изделия будет присутствовать
остаток нерасплавленного жира, который придает начинке
салистый
привкус,
что отрицательно влияет
на
органолептические показатели готовой продукции.
Жировые начинки для вафельных изделий должны
содержать
достаточное
количество
воздуха,
иметь
легкотающую,
маслянистую,
нежную,
пышную
консистенцию и пластичные свойства.
30.
31.
В начинках жир выступает в качестве прочного несущегоэлемента для сахарной пудры, какао-порошка и других
компонентов рецептуры.
Триглицеридный состав
начиночного жира должен способствовать образованию
твердой консистенции при температуре окружающей среды
и, одновременно, быстрому таянию во рту для скорого
высвобождения вкуса и аромата начинки.
Температура плавления жировой основы – 35-38°С,
температура застывания 24-26°С.
В процессе приготовления начинки жировая основа,
используемая в пластифицированном состоянии должна
иметь температуру 18-25°С, при которой она хорошо
сбивается и распределяется.
Часть жира (до 25 %) может быть внесена в
расплавленном состоянии (40°С). Это снижает вязкость
начинки и облегчит ее транспортировку по трубопроводу.
32.
Сахарная пудра для более равномерного распределения именьшего распыла при перемешивании вносится в два
приема.
В процессе нанесения начинки на вафельные листы
температура должна быть не выше 31°С, так как более
высокая температура приводит к разжижению начинки и
выдавливанию ее в процесс намазывания.
Рекомендуемые параметры охлаждения вафельных
пластов с начинкою: продолжительность – 6-10 минут при
температуре 6-10°С.
Для глазированных вафель необходим процесс выстойки
вафельных пластов. Глазирование вафель без выстойки
приводит к растрескиванию глазури. Рекомендуемые
параметры выстойки: 18-24 часа при температуре 18-25°С.
33.
Охлаждение вафельных пластов с начинками обычновыполняется конвекцией холодного воздуха (при 10-12 °С);
могут также применяться туннели для радиационного
охлаждения. Влажность воздуха следует поддерживать как
можно более низкой, так как при охлаждении относительная
влажность возрастает, что способствует поглощению
вафлями влаги. Охлажденные вафельные пласты не должны
покидать камеру охлаждения с поверхностью, температура
которой ниже локальной точки росы; в противном случае
влага будет поглощаться на вафлях, что может вести к
откалыванию вафель от начинки.
Охлажденные пласты режут на вафли нужного размера
(квадраты, прямоугольники, полоски и т. д.), проталкивая
их по одной или небольшими стопками через набор туго
натянутых проволок, лезвий или дисковых пил.
После резки вафли направляют на упаковку.
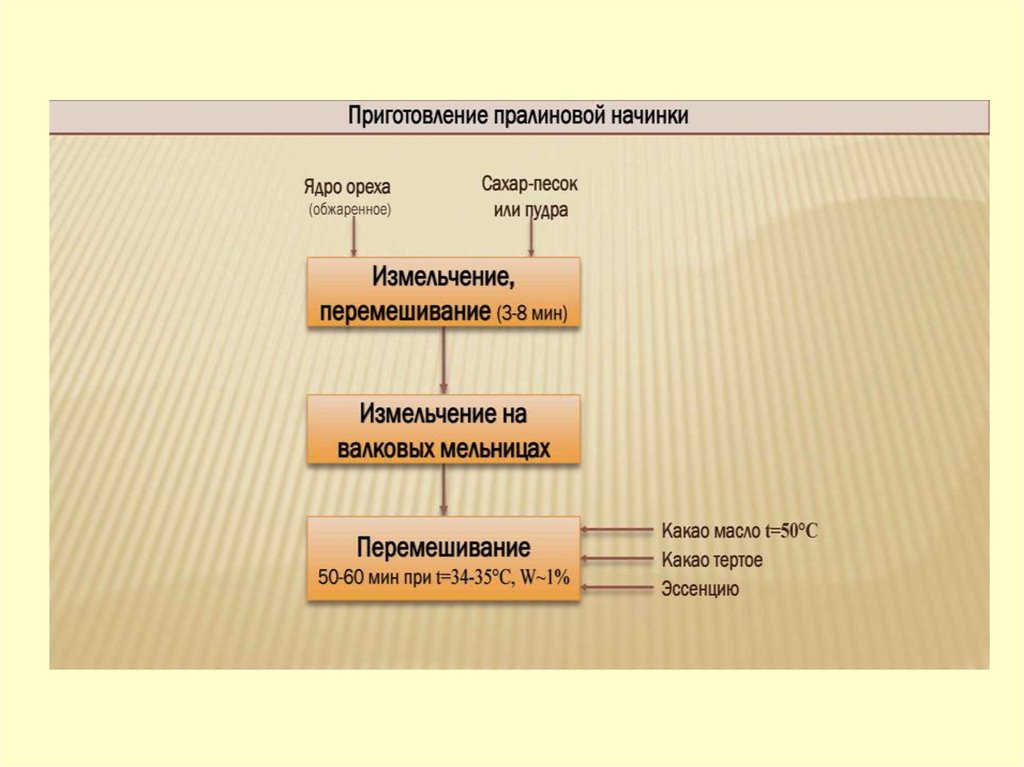
34. Приготовления пралиновой и ореховой начинок.
Обжаренные ядра орехов измельчают с сахаром на бегунах в течение30-40 мин, затем полученная масса подвергается измельчению на
пятивалковых или трехвалковых мельницах. При получении ореховой
начинки массу загружают в смеситель с Z – образными лопастями,
добавляют жир, сахарную пудру и другие компоненты согласно
рецептуре, и перемешивают до получения однородной массы.
Для получения пралиновой начинки пралиновую массу загружают в
смеситель и разводят необходимым количеством масла какао или его
эквивалентов. Какао масло добавляют при температуре около 60°С,
после чего массу вымешивают при температуре около 50°С в течение
15-30 минут. В конце вымешивания добавляют эссенцию. Готовую
начинку процеживают через сито с ячейками диаметром 3 мм.
35.
36.
37.
38. Получение вафельних пластов с начинкой
Подготовленные вафельные листы передаются намашины для нанесения прослойки крема и
складывание их в стопки с укладкой сверху листа
без покрытия. Количество вафельных листов в
блоке находится в пределах от 2 до 7 штук.
Образованный блок с помощью калибровочного
валика или прижимной плиты прессуется с целью
обеспечения хорошего сцепления начинки с
вафельным листом и равномерной высоты
стопки. Нанесение начинки на вафельный лист
осуществляется различными способами.
39. Контактный способ: начинка передается на вафельный лист при прямом контакте с намазывающим валиком . Способ используется для нанесения вс
Контактный способ: начинка передается на вафельный листпри прямом контакте с намазывающим валиком . Способ
используется для нанесения всех легконамазываемых
кондитерских масс.
начинка
вафельный
лист
40. Пленочный способ: слой начинки с помощью ножа передается с намазывающего валика на вафельный лист . Способ пригоден для пастообразных крем
Пленочный способ: слой начинки с помощью ножапередается с намазывающего валика на вафельный лист .
Способ пригоден для пастообразных кремовых начинок,
шоколадных масс и всех легконамазываемых кондитерских
масс.
вафельный
лист
фигурный
вафельный
лист
начинка
41.
При работе с карамельными, шоколадными ифруктовыми
начинками
используются
специальные бункеры с рубашкой. Нанесение
начинки на фигурные вафельные листы
производится только пленочным способом при
котором слой начинки распределяется в
углубления
с
помощью
специального
намазочного
ножа.
Выпускаются
высокопроизводительные
машины
для
автоматического изготовления вафельных блоков
с одной или несколькими начинками.
42. Машина марки WZLD с одной намазывающей головкой для нанесения начинки на вафельные листы фирма HEBENSTREIT (Германия)
43. Охлаждение вафельних пластов
Сформованные из вафельных листов и начинки блоки,необходимо охладить, благодаря чему начинка становится
более твердой, что в свою очередь обеспечивает
оптимальный режим резки. При резке вафельных блоков
возникает существенный объем «отходов» в виде изделий
поврежденных при резке и обрезков получаемых при
обрезке боковых кромок. Исходя из этого, охлаждение
блоков
является
ответственной
технологической
операцией. Охлаждение вафельных блоков выполняется в
специальных камерах с помощью конвекции холодного
воздуха с температурой 4-8 °С или с радиационным
охлаждением, используются и комбинированные схемы.
44. Охлаждающий шкаф-башня для вафельных блоков, модели КТ фирма HEBENSTREIT (Германия)
45. Охлаждение-выстаивание вафельных пластов
46. Резка вафельных блоков
Охлажденные стопы режут на вафлинужного
размера
(квадраты,
прямоугольники, полоски и т. д.),
проталкивая их по одной или небольшими
стопками через набор туго натянутых
проволок, лезвий или дисковых пил. Резка
идет в двух направлениях под углом 90°, и
получающиеся в результате стопки готовых
вафель готовы к упаковке, хранению или
глазированию шоколадом.
47.
Резальные машины для вафельных блоковмодель WD и WDB
модель WDT/B вариант тандем
48. Упаковка и хранение вафель
Вафли фасуют в пачки массой до 250 г и вкоробки до 1500г, при этом вафли укладывают
рядами на ребро или плашмя с переслойкою
каждого ряда бумагой. Фигурные вафли чаще
фасуют в коробки или упаковывают в ящики
насыпью. При фасовании в пачки, кроме
художественной этикетки, вафли заворачиваются
в подвертку из пергамента, целлофана, фольги
или других подобных материалов.
Широкое применение способ фасовки одиночных
вафель в фольгу на машинах типа „Флоу-пак”.
49.
50.
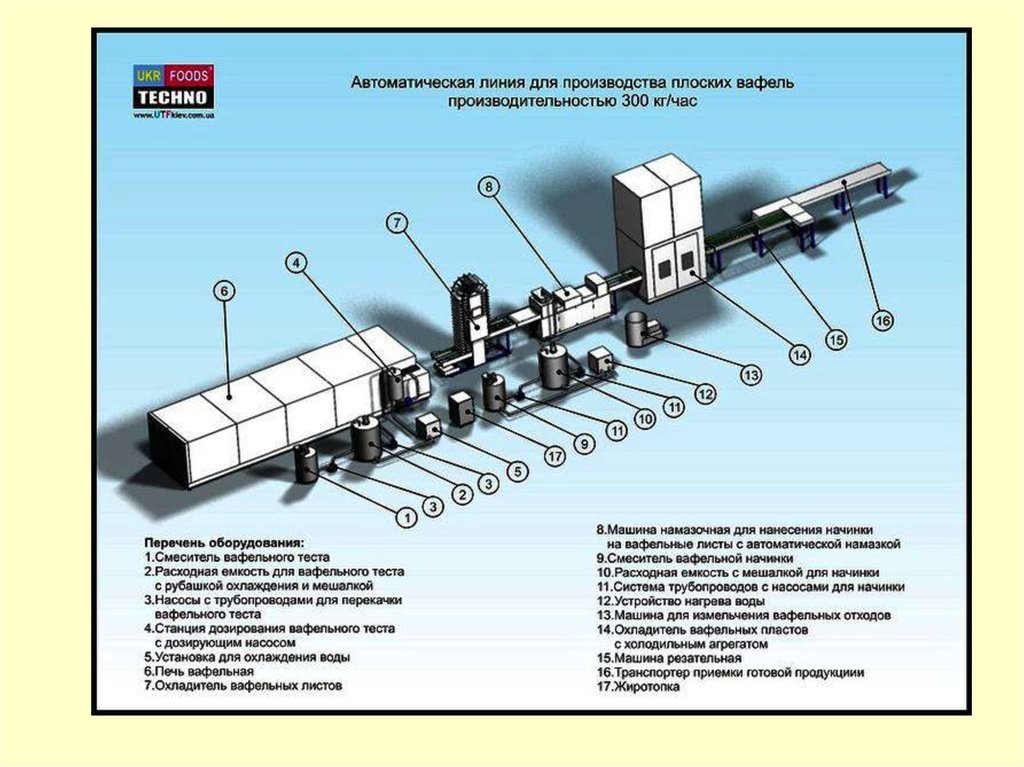
Производство вафельных трубочекСостав линии: печь газовая с одновременным
формированием 2-х или 3-х трубочек. Диаметр продукта от 5
до 18 мм, длина от 30 до 200 мм. Производительность - 12000
трубочек/час (от 100 до 300 трубочек/минута в зависимости
от размера). В комплекте 3-х цветный декодер, станция
подачи теста, станция подачи начинки + турбомиксер для
приготовления вафельного теста.
51.
52.
Линия производства вафельных трубочекhttps://www.youtube.com/watch?v=oXNcsajsMsk
53.
Процесспроизводства
вафельных
трубочек включает следующие этапы:
замешивание
формирование
выпекание
наполнение
охлаждение
54.
Тесто с высоким содержанием сахара (40 – 70%)
заливается на вращающееся обогреваемое пекарное
кольцо и выпекается в форме ленты.
• После выпечки ножи-скребки снимают пластичную
тестовую ленту, которая сразу же с помощью
скручивающих стержней сворачивается в полые
трубочки.
Трубочки нарезаются на необходимую длину и через
желобок или элеватор подаются на сборный
транспортер, точно выравнивающий трубочки и
перемещающий их на установку для нанесения
шоколадной глазури.
Такие дополнительные устройства, как пресс-ленты,
устройство для формирования вафельных подушечек, устройство
заполнения начинкой (также для аэрированных начинок) или
двойное заливочное устройство позволяют производить
различные виды вафельных трубочек.