
 Промышленность
ПромышленностьПохожие презентации:










Технологический процесс изготовления секции
1.
ПРЕЗЕНТАЦИЯДИПЛОМНОЙ
РАБОТЫ
ТЕМА:
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
ИЗГОТОВЛЕНИЯ СЕКЦИИ
«ПАЛУБА БАКА В РАЙОНЕ 68ШП.-200…
80ШП.-200»
Руководитель работы
А.Е.Кривенко
«_____» _______________ 2022г.
Выполнил
А.С.Любчик
«_____» _______________ 2022г.
4 курс С-401 группа
2.
Для изготовления даннойконструкции необходимо:
Цель
исследования
.
Ознакомиться с
существующим
технологическим процессом
производства конструкций
«Палуба бака в районе 68шп.200…80шп.-200», оценить его
эффективность с
технологической и
экономической точек зрения
и при необходимости внести
коррективы в маршрут
сборки и сварки, чтобы
улучшить техникоэкономические показатели
⦁ Аппарат для плазменной
резки кран
⦁ Сварочный аппарат для
автоматической св.
⦁ Рольганг
⦁ Сварочный аппарат для
ручной дуговой сварки
⦁ Заточный станок
⦁ Гильотинные ножницы
⦁ Аппарат для очистки листов
металла
⦁ Сварочный аппарат для
полуавтоматической св.
⦁ Сварочный аппарат для
полуавтоматической св.
⦁ Аппарат для плазменной
резки
3.
Количестворабочих
1.Производственные – 4 человека
2.Вспомогательные - 3
человека
3. ИТР-2 человека.
4.
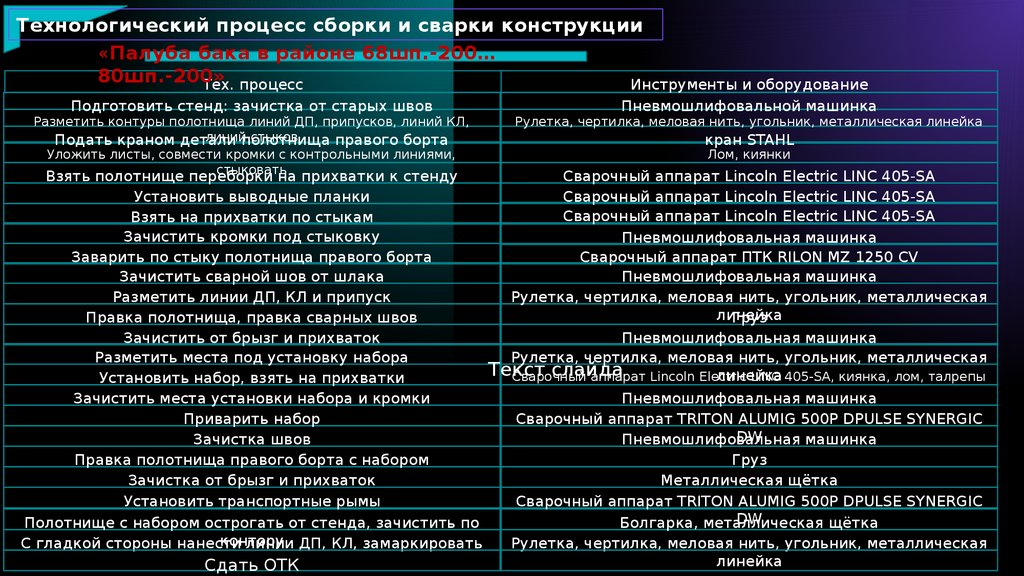
Технологический процесс сборки и сварки конструкции«Палуба бака в районе 68шп.-200…
80шп.-200»
Тех. процесс
Инструменты и оборудование
Подготовить стенд: зачистка от старых швов
Разметить контуры полотнища линий ДП, припусков, линий КЛ,
линийполотнища
стыков
Подать краном детали
правого борта
Уложить листы, совмести кромки с контрольными линиями,
стыковать
Взять полотнище переборки на прихватки к стенду
Установить выводные планки
Взять на прихватки по стыкам
Зачистить кромки под стыковку
Заварить по стыку полотнища правого борта
Зачистить сварной шов от шлака
Разметить линии ДП, КЛ и припуск
Правка полотнища, правка сварных швов
Зачистить от брызг и прихваток
Разметить места под установку набора
Установить набор, взять на прихватки
Зачистить места установки набора и кромки
Приварить набор
Зачистка швов
Правка полотнища правого борта с набором
Зачистка от брызг и прихваток
Установить транспортные рымы
Полотнище с набором острогать от стенда, зачистить по
контору
С гладкой стороны нанести
линии ДП, КЛ, замаркировать
Сдать ОТК
Пневмошлифовальной машинка
Рулетка, чертилка, меловая нить, угольник, металлическая линейка
кран STAHL
Лом, киянки
Сварочный аппарат Lincoln Electric LINC 405-SA
Сварочный аппарат Lincoln Electric LINC 405-SA
Сварочный аппарат Lincoln Electric LINC 405-SA
Пневмошлифовальная машинка
Сварочный аппарат ПТК RILON MZ 1250 CV
Пневмошлифовальная машинка
Рулетка, чертилка, меловая нить, угольник, металлическая
линейка
Груз
Пневмошлифовальная машинка
Рулетка, чертилка, меловая нить, угольник, металлическая
Текст
слайда
линейка
Сварочный
аппарат Lincoln Electric
LINC 405-SA, киянка, лом, талрепы
Пневмошлифовальная машинка
Сварочный аппарат TRITON ALUMIG 500P DPULSE SYNERGIC
DW
Пневмошлифовальная
машинка
Груз
Металлическая щётка
Сварочный аппарат TRITON ALUMIG 500P DPULSE SYNERGIC
DW
Болгарка, металлическая
щётка
Рулетка, чертилка, меловая нить, угольник, металлическая
линейка
5.
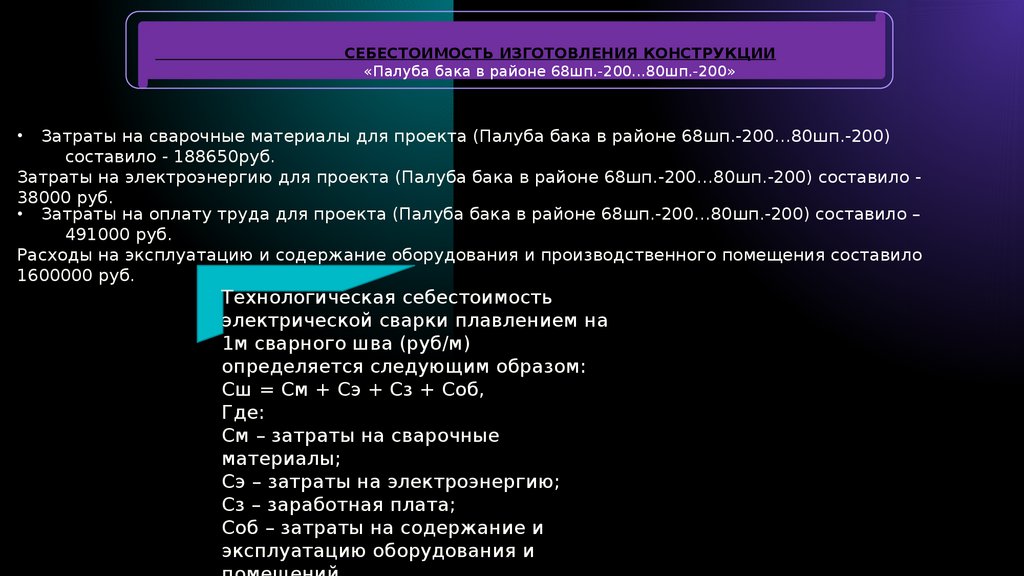
СЕБЕСТОИМОСТЬ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИИ«Палуба бака в районе 68шп.-200...80шп.-200»
Затраты на сварочные материалы для проекта (Палуба бака в районе 68шп.-200…80шп.-200)
составило - 188650руб.
Затраты на электроэнергию для проекта (Палуба бака в районе 68шп.-200…80шп.-200) составило 38000 руб.
• Затраты на оплату труда для проекта (Палуба бака в районе 68шп.-200…80шп.-200) составило –
491000 руб.
Расходы на эксплуатацию и содержание оборудования и производственного помещения составило
1600000 руб.
Технологическая себестоимость
электрической сварки плавлением на
1м сварного шва (руб/м)
определяется следующим образом:
Сш = См + Сэ + Сз + Соб,
Где:
См – затраты на сварочные
материалы;
Сэ – затраты на электроэнергию;
Сз – заработная плата;
Соб – затраты на содержание и
эксплуатацию оборудования и
6.
ЗаключениеИсходя из проведённого исследования, можно сделать выводы:
Основной задачей технико-экономических показатели проекта является разработка проекта,
обеспечивающего выпуск необходимого количества судовых конструкций в установленные сроки
при минимальных затратах, безопасных условиях труда и соблюдении экологических требований.
При этом необходимо было решить экономические, технические и организационные задачи, тесно
связанные между собой.
Из главы расчёт количества производственного оборудования, количество оборудование 9 штук и
стоимость составило = 17437796 руб.
Из главы состав работающих в цехе и определение их количества, состав работающих 3 вида
1. Производственные – 4 человека
2. Вспомогательные – 3 человека
3. ИТР-2 человека.
Экономический эффект производства конструкций «Палуба бака в районе 68шп.-200…80шп.-200»
заключается во внедрении на производство нового оборудования которое дало экономическую
эффективность связанную с экономией денежных средств и времени на производство секции
«Палуба бака в районе 68шп.-200…80шп.-200».
Все данные, приведённые в дипломном проекте, позволили обосновать экономическую
организацию технологического процесса изготовления секции «Палуба бака в районе 68шп.-200…
80шп.-200».