














 Механика
МеханикаПохожие презентации:
")




")



")
Производство среднего и капитального ремонта
1.
2.
СодержаниеСхема технологического процесса среднего и капитального ремонта
станка.
2. Осмотр станка
3. Очистка от стружки, грязи, пыли, охлаждающей жидкости и масла
4. Приемка станка в ремонт
5. Транспортировка станка для ремонта
6. Разборка станка на узлы
7. Разборка узлов
8. Мойка узлов и деталей
9. Контроль и сортировка деталей, составление ведомости дефектов
10. Пример деталей после сортировки и дефектации
11. Ремонт и изготовление деталей
12. Сборка узлов
13. Испытания узлов
14. Окраска узлов
15. Общая сборка станка
16. Обкатка и испытания станка
17. Сдача отремонтированного станка в эксплуатацию
1.
3.
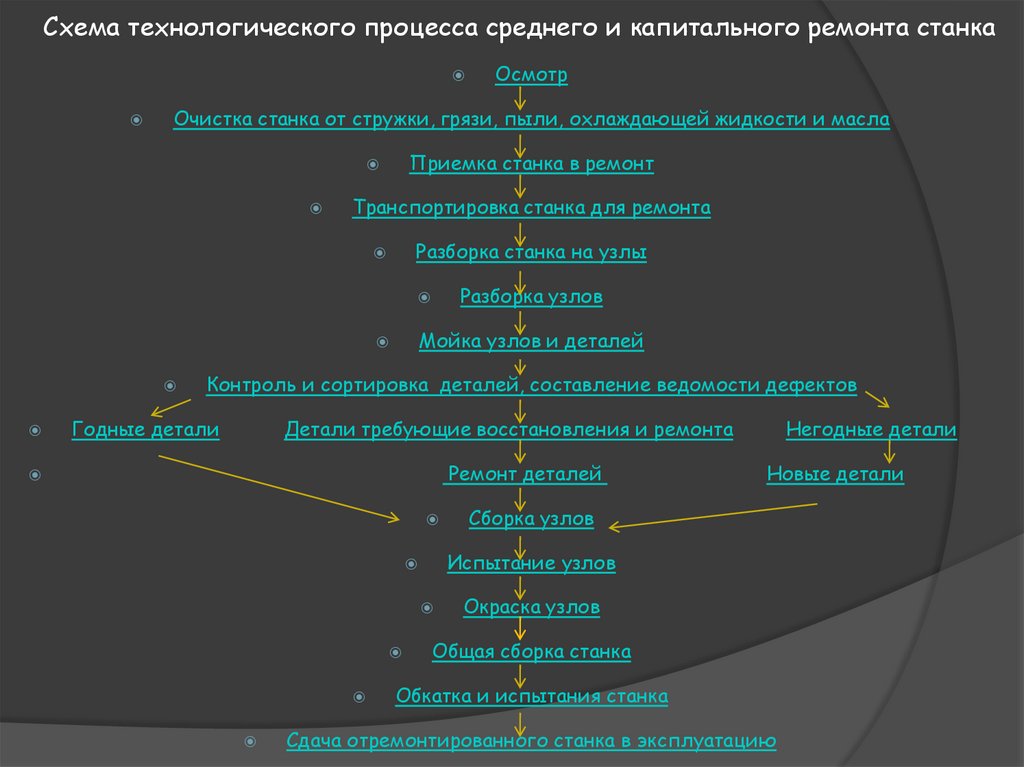
Схема технологического процесса среднего и капитального ремонта станкаОчистка станка от стружки, грязи, пыли, охлаждающей жидкости и масла
Приемка станка в ремонт
Транспортировка станка для ремонта
Разборка станка на узлы
Разборка узлов
Мойка узлов и деталей
Осмотр
Контроль и сортировка деталей, составление ведомости дефектов
Годные детали
Детали требующие восстановления и ремонта
Ремонт деталей
Новые детали
Сборка узлов
Испытание узлов
Негодные детали
Окраска узлов
Общая сборка станка
Обкатка и испытания станка
Сдача отремонтированного станка в эксплуатацию
4.
Осмотр станкаОсмотр проводится для
определения неисправностей в станке,
в узлах станка, устранения мелких
неисправностей. Важное значение
имеет опрос рабочих-станочников, а
также ремонтных слесарей
5.
Очистка станка от грязи, пыли, стружки,охлаждающей жидкости
Станок перед сдачей в ремонт должен быть очищен от грязи, сливается
охлаждающая жидкость и масло.
6.
Приемка станка в ремонтПри приеме станка в ремонт заполняются документы и записываются
выявленные неисправности при осмотре станка.
7.
Транспортировка станка для ремонтаПосле очистки станка, освобождают площадку от загромождающих
деталей и заготовок, оснащают площадку подъемно-транспортными
средствами.
8.
Разборка станка на узлыПервоначальная разборка станка производится нерасчлененными узлами,
каждый из которых в дальнейшем разбирается на детали
9.
Разборка узловПеред разборкой знакомятся
с технической документацией,
схемами. разбираемые детали
снимают
аккуратно,
не
допуская
их
перекосов,
заклинивания и повреждений.
Болты,
шайбы
и
другие
крепежные детали укладывают
в
специальный
ящик.
Трудноснимающиеся
детали,
например
шкивы,
муфты
зубчатые колеса, собранные по
неподвижным
посадкам
и
длительное
время
не
разбиравшиеся,
следует
разбирать с помощью прессов
или
гидравлических
съемников.
10.
Мойка узлов и деталейПри разборке детали очищают от пленок окислов, масла и грязи. Это
операция позволяет не только привести детали в надлежащий вид, но и
выявить наличие износа, определить степень пригодности деталей для
дальнейшей эксплуатации. При очистке и промывке деталей особое
внимание следует обратить на правильность выбора промывочного раствора.
Очистка деталей производится термическим, механическим, абразивным и
химическим способами.
11.
Сортировка деталей и составленияведомости дефектов
Проводят дефектацию деталей и составляют дефектную ведомость.
При дефектации деталей определяют возможности их ремонта или
необходимости их замены. Каждую деталь тщательно осматривают. При
дефектации важно знать и уметь назначать величины предельных износов для
различных деталей оборудования. В процессе дефектации детали сортируют
на три группы: годные, негодные и ремонтируемые.
12.
Пример деталей после сортировки идефектации
Новая деталь
Ремонтопригодная
деталь
Негодная деталь
13.
Ремонт и изготовление деталейВыявленные при дефектации негодные детали, не подлежащие к
восстановлению, необходимо изготовить. Ремонтопригодные детали
доводят до необходимых размеров и качества поверхности.
14.
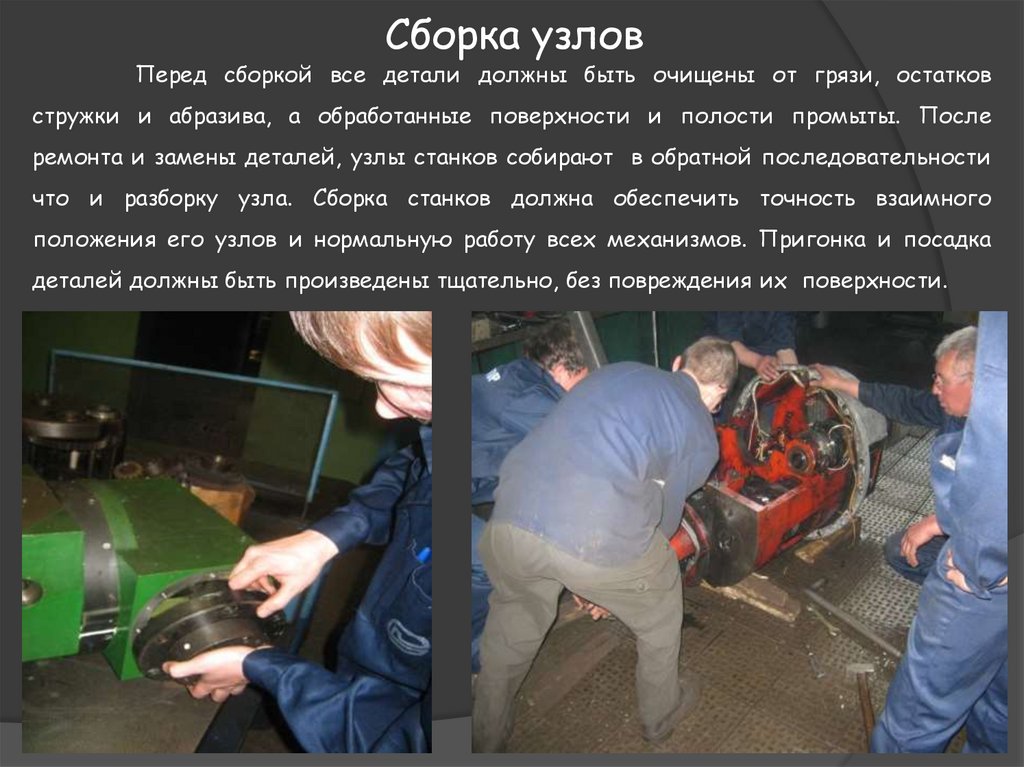
Сборка узловПеред сборкой все детали должны быть очищены от грязи, остатков
стружки и абразива, а обработанные поверхности и полости промыты. После
ремонта и замены деталей, узлы станков собирают в обратной последовательности
что и разборку узла. Сборка станков должна обеспечить точность взаимного
положения его узлов и нормальную работу всех механизмов. Пригонка и посадка
деталей должны быть произведены тщательно, без повреждения их поверхности.
15.
Испытание узловПроверка узлов проводится для выявления дефектов
геометрической неточности, работы деталей в сборе, шума.
сборки,
16.
Окраска узловОкраска нужна для того что бы детали имели больший срок
эксплуатации, были менее подвержены коррозии, имели эстетический
вид, а также в целях техники безопасности. Окраску могут производить
на месте, в специальных камерах или в конвейерных окрасочных
линиях.
17.
Общая сборка станкаПосле сборки узлов, производят общую сборку станка. Сборка узлов должна
обеспечить точность взаимного положения его узлов и нормальную работу всех
механизмов. Пригонка и посадка деталей должны быть произведены тщательно,
без
повреждения
Сборка
их
неочищенных
деталей
не
поверхности.
и
непромытых
допускается.
крепления
всех
соединений,
от
Плоскости
неподвижных
которых
зависит
точность или жесткость станка, должны
быть
подогнаны
так,
чтобы
щуп
толщиной 0,02-0,04 мм не заходил
между сопряженными поверхностями.
Усилия
на
рукоятках
механизмов
ручного
управления
станком
должны
превышать
не
установленных величин.
и
маховичках
18.
Обкатка и испытания станкаПеред пуском станка необходимо еще раз убедиться в нормальной работе
механизмов при вращении вручную и переключении рукояток скоростей и подач, а
также
в наличии и поступлении масла к трущимся поверхностям. Под нагрузкой
отремонтированный станок испытывают путем обработки деталей–образцов на
различных
скоростях.
Испытания
ведут
с
нагружением
станка
до
величины
номинальной мощности привода, снимая стружку все большего сечения. Обкатка
нужна для улучшения качества поверхности трения . Сначала обкатку ведут на
холостом ходу, а затем с приложением
нагрузки,
которую
постепенно
увеличивают.
Данное приспособление
предназначено для нагружения шпинделя
токарного
состоит
из
станка.
Приспособление
конусного
хвостовика
1,
соединенного с подвижным корпусом 3,
через
радиальный
и
упорный
шарикоподшипник 2, и подвижного станка
7. внутри корпуса и станка помещены
тарированые
пружины
4
и
резцедержатель, 8-шпиндель станка.
5.
6-
19.
Передиспытанием
на
точность
станок
необходимо
установить
на
фундаменте или стенде и тщательно выверить при помощи клиньев, башмаков или
другими средствами. В процессе испытания на точность не допускается разборка или
регулировка
станка.
Испытания
на
получение
требуемой
шероховатости
обработанной поверхности производится точением образца при определенных
режимах резания. На обработанных поверхностях не должно быть следов дробления.
Станок также испытывают на жесткость. Жесткость станка выражается величиной
нагрузки, приложенной к части станка, несущим инструмент и заготовку, и
вызывающей
определенные
изменения
в
их
взаимном
результаты испытаний заносятся в акт сдачи станка из ремонта
расположении.
Все
20.
Сдача отремонтированного станка вэксплуатацию
При сдаче станка из ремонта составляется акт о сдаче оборудования в
работу, в акте указывается какие выполнены работы.