











 Промышленность
ПромышленностьПохожие презентации:










Технология сборки и электродуговой сварки таврового соединения в нижнем положении при изготовлении двутавровой балки
1.
Письменная экзаменационная работаАвтономное учреждение
профессионального образования
Ханты-Мансийского автономного округа – Югра
«СУРГУТСКИЙ ПОЛИТЕХНИЧЕСКИЙ
КОЛЛЕДЖ»
Технология сборки и электродуговой сварки таврового
соединения в нижнем положении при изготовлении
двутавровой балки.
по профессии: 15.01.05 Сварщик (ручной и частично механизированной
сварки (наплавки))
группа № 251
Автор: Абанин Александр Алексеевич
Руководитель: Лонгортов Леонид Дмитриевич
2.
Место прохождения практикиПредприятие: Акционерное общество
«Автодорстрой»
Руководитель:
Наставник: Магомедов Александр
Александрович
Виды сварочных работ:
-Электродуговая сварка пластин в нижнем,
наклонном, горизонтальном и вертикальном
положении шва;
-Сварочные работы по изготовлению стеллажей,
ферм и колон различных конструкций.
3.
Цель работы1. Разработать технологический процесс
сборки и электродуговой сварки таврового
соединения в нижнем положении при
изготовлении двутавровой балки.
2. По разработанному технологическому
процессу произвести сварку таврового
соединения в нижнем положении ручной
дуговой сваркой.
4.
В работе требуется решить следующие задачи1) Провести поиск и изучить необходимую
информацию для разработки технологии процесса сборки
и электродуговой сварки таврового соединения в нижнем
положении при изготовлении двутавровой балки;
2) Выбрать материалы и оборудования для сварки;
3) Разработать технологическую карту сварки таврового
соединения в нижнем положении;
4) По разработанному технологическому процессу сварить
пластины с применением ручной дуговой сварки.
5.
ВведениеСварка — процесс получения неразъёмных соединений посредством установления
межатомных связей между свариваемыми частями при их местном или общем нагреве,
пластическом деформировании или совместном действии того и другого
Тавровое соединение — это соединение двух деталей, расположенных под углом друг к
другу, т.е. торец одной детали прилегает к боковой поверхности другой под углом 90 градусов.
Простыми словами — к горизонтально лежащей детали приваривается вертикальная, образуя
букву «Т». Такие соединения могут быть без разделки кромок, с односторонней и двусторонней
разделкой
Расположение деталей буквой «Т» обеспечивает дополнительную жесткость конструкции.
Качественно выполненная работа гарантирует практичность и надежность . Тавровые соединения
используются при дуговой сварке, свариваются очень удобно в горизонтальном и вертикальном
положении, удобнее всего в наклонном (в лодочку).
6.
Организация рабочего местаРабочее место представляет собой
закрепленную, за отдельным рабочим или
группой рабочих, часть производственной
площадки, оснащенную необходимыми
технологическим, вспомогательным,
подъёмно-транспортным оборудованием,
технологической и организационной
оснасткой предназначенными для
выполнения определенной части
производственного процесса.
Для защиты рабочих от излучения дуги в
постоянных местах сварки устанавливают
для каждого сварщика отдельную кабину
размером 2х2,5 или 2х2.
7.
Выбор марки стали основного материалаДля сварки таврового соединения в нижнем положении при изготовлении
двутавровой балки я выбрал сталь марки Ст20
Класс: Сталь конструкционная углеродистая качественная.
Широко применяют ст20 для производства трубопроводной арматуры, труб,
предназначенных для паропроводов с критическими и сверхкритическими
параметрами пара, бесшовных труб высокого давления, сварных профилей
прямоугольного и квадратного сечения и т.д.
Химический состав стали 20
В состав сплава входят: углерод (C) - 0.17-0.24 %, кремний (Si) - 0,17-0,37%,
марганец (Mn) - 0,35-0,65 %;содержание меди (Cu) и никеля (Ni) допускается не
более 0,25%, мышьяка (As) - не более 0,08%, серы (S) - не более 0,4%, фосфора (Р) 0,035%.
8.
Выбор сварочных материаловЭлектроды УОНИ 13/55 — одни из наиболее распространенных и часто используемых
расходников при сварочных работах. С их помощью можно варить различные марки
углеродистых и малолегированных сталей, создавая качественные и прочные
соединения. Покрытие таких электродов основное, подходит для сварки стали с низким
процентным составом легирующих элементов, а также для углеродистой стали. Эти
рассходники используют при создании важных ответственных и несущих конструкций
Общие технические характеристики :
Тип соединения — дуговой, ручной, постоянным током обратной полярности; Покрытие
(обмазка) — основное;
Стержень изготовлен из проволоки Св-08или Св-08А;
Наплавочный коэффициент — 9 г/А·ч;
Расход сварочных стержней на 1 кг наплавленного металла 1,6 кг
9.
Выбор сварочного оборудования.Источник питания для ручной
дуговой сварки
Инвертор CST-280 обеспечивает
высочайшее качество дуги при
ручной сварке электродом.
Превосходное качество дуги при
ММА, даже с целлюлозными
электродами. Двухдиапазонный
переключатель напряжения на входе
(3 фазы/1 фаза) удобно
расположенный на задней панели
инвертора.
10.
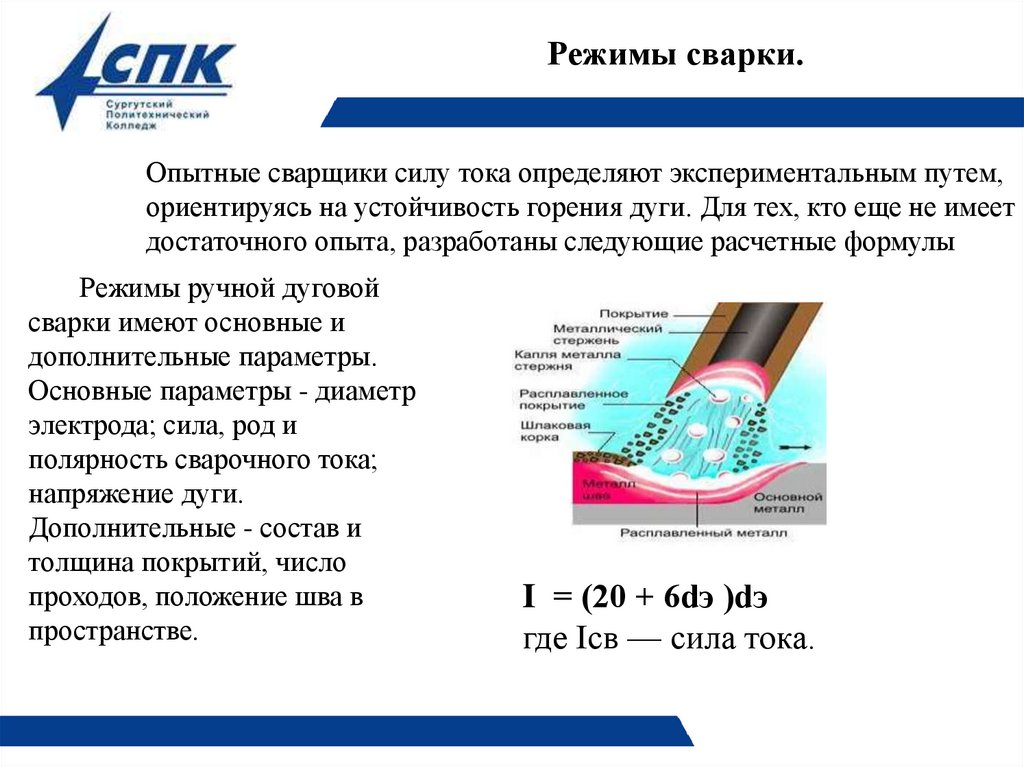
Режимы сварки.Опытные сварщики силу тока определяют экспериментальным путем,
ориентируясь на устойчивость горения дуги. Для тех, кто еще не имеет
достаточного опыта, разработаны следующие расчетные формулы
Режимы ручной дуговой
сварки имеют основные и
дополнительные параметры.
Основные параметры - диаметр
электрода; сила, род и
полярность сварочного тока;
напряжение дуги.
Дополнительные - состав и
толщина покрытий, число
проходов, положение шва в
пространстве.
I = (20 + 6dэ )dэ
где Iсв — сила тока.
11.
Технологический процесс сборки исварки изделия
Положение электрода направлено в корень
сварного соединения, длина дуги меньше при
сварке на обратной полярности, вести электрод
нужно равномерно, не упуская сварочную ванну.
Прежде всего, необходимо правильно настроить
параметры сварки, диаметр электрода, сила тока,
что бы процесс сварки протекал стабильно.
Электрод нужно расположить так, что бы он в
одной плоскости располагался по биссектрисе
между поверхностями деталей, а в другой
плоскости наклонен в сторону его перемещения .
Сварочная дуга должна гореть по стыку деталей.
Перемещать электрод необходимо с равномерной
скоростью, так что бы кромки деталей успели
расплавляться, а сварной шов сформироваться с
нужным катетом.
12.
Технологическая карта13.
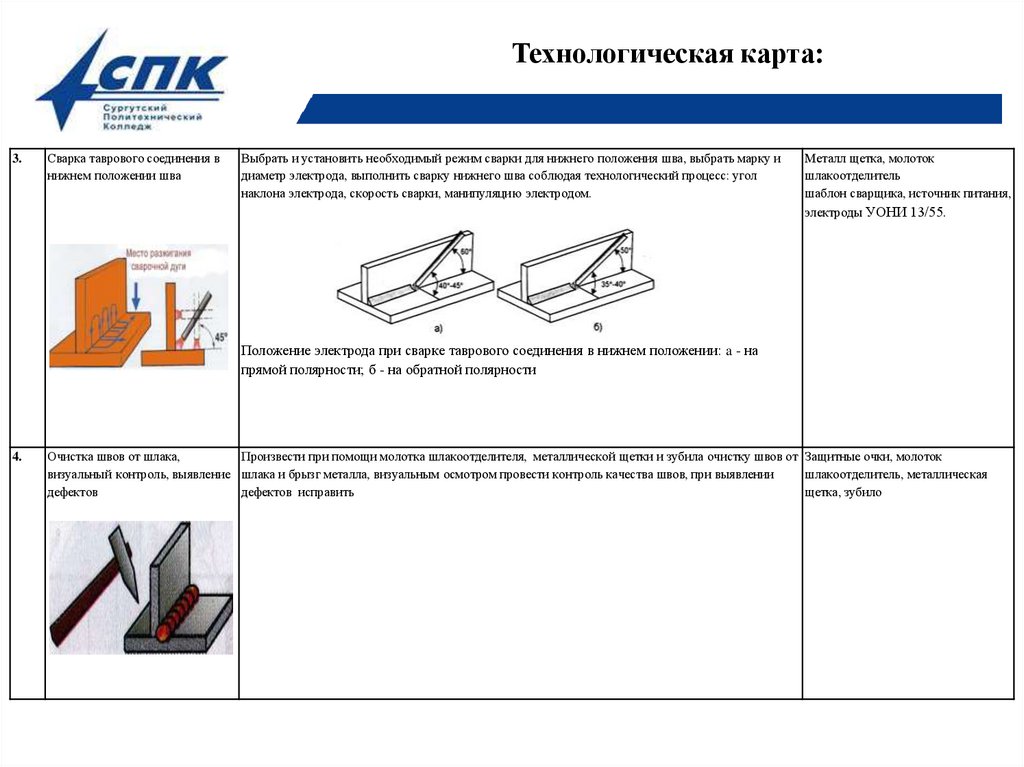
Технологическая карта:3.
Сварка таврового соединения в
нижнем положении шва
Выбрать и установить необходимый режим сварки для нижнего положения шва, выбрать марку и
диаметр электрода, выполнить сварку нижнего шва соблюдая технологический процесс: угол
наклона электрода, скорость сварки, манипуляцию электродом.
Металл щетка, молоток
шлакоотделитель
шаблон сварщика, источник питания,
электроды УОНИ 13/55.
Положение электрода при сварке таврового соединения в нижнем положении: a - на
прямой полярности; б - на обратной полярности
4.
Очистка швов от шлака,
Произвести при помощи молотка шлакоотделителя, металлической щетки и зубила очистку швов от Защитные очки, молоток
визуальный контроль, выявление шлака и брызг металла, визуальным осмотром провести контроль качества швов, при выявлении
шлакоотделитель, металлическая
дефектов
дефектов исправить
щетка, зубило
14.
Дефекты сварных соединенийДефекты бывают нескольких видов наружные и внутренние. Наружными являются дефекты, которые
можно обнаружить визуально при осмотре сварочного шва.
Внутренние дефекты, наоборот, находятся внутри сварочных
соединений и их можно увидеть лишь после дефектоскопии,
включая рентген и механическую обработку. Дефекты
бывают допустимыми и не допустимыми, в зависимости от
требований, предъявляемых к сварочным соединениям и
конструкции в целом.
Однако, исходя из самого определения, любые дефекты являются
дефектами и требуют их полного устранения либо сведения к
минимуму их количества и размеров.
15.
Техника безопасностиСварщик обязан строго соблюдая при сварке
технику безопасности. Основными из них
являются:
Перед началом:1.Электросварщик должен быть
экипирован в спецодежду, а также
обувь.2.Должна быть проверена электрическая
изоляция токоведущих элементов
(электрокабель) и держателя электродов.
Во время работ:1.Вести работы на открытой
территории при атмосферных осадках (снег,
дождь) запрещено.2.При замене электрода
запрещается дотрагиваться свободной рукой до
свариваемой заготовки.3. Для защиты органов
зрения и лица обязательно применение
защитных масок или щитков.
По окончанию:1. отключить электросварочный
аппарат.2. Привести в порядок рабочее
место.3.Убедиться в отсутствии очагов
загорания.
4. Сообщить лицу,
ответственному за производство работ.
16.
Итоги выполненной работыВ письменной экзаменационной работе я решил следующие задачи:
1) Провел поиск и изучил необходимую информацию для разработки
технологии процесса сборки и электродуговой сварки таврового
соединения в нижнем положении при изготовлении двутавровой балки;
2) Выбрал материалы и оборудования для сварки;
3) Разработал технологическую карту сварки таврового соединения в
нижнем положении;
4) По разработанному технологическому процессу сварил тавровое
соединение с применением ручной дуговой сварки.
Поставленные задачи решены, цели достигнуты.